ГАЗ-3102 автокөлігінің алдыңғы көпірін күрделі жөндеудің технологиялық, құрылымдық және экономикалық негізделген жобасы

МАЗМҰНЫ
Кіріспе
1. Жалпы бөлім
1. 1 Автокөліктің қысқаша сипаттамасы
1. 2 Автокөліктің күрделі жөндеу әдісін таңдау және негіздеу
1. 3 Жөнделетін узелдің міндеті, техникалық сипаттамасы, құрылысы және
жұмыс істеу принципі
1. 4 Узелді бұзу технологиялық процессі
1. 5 Узелдің негізгі түйіндесу орындарын бұзуға қойылған техникалық
талаптар мен жағдайлар
1. 6 Бөлшектерді тазалау және жуу, қолданылатын жабдықтың баяндамасы
1. 7 Жөнделетің узелдің бөлшектердің тексеру және сұрыптау
2. Технологиялық бөлімі
2. 1 Жөнделетін бөлшекті таңдау және оның болу мүмкін ақаулардың
баяндамасы
2. 2 Ақауларды қалпына келтіру технологиясы және бөлшектің жөндеу
маршрутын жобалау
2. 3 Бөлшекті жөндеуге арналған құрал- жабдықтарды, айлабұйымдарды жону
кесу және өлшем аспаптарды таңдау
2. 4 Бір операцияның өңдеу режимдерін таңдау және жұмыстардың
техникалық мөлшерлеу
3. Құрылымдау бөлігі
3. 1 Айлабұйымды таңдау және құрылымын баяндау
3. 2 Бөлшектердің материалын таңдау
3. 3 Бөлшектерді беріктікке есептеу
4. Экономикалық бөлім
4. 1 Айлабұйымның экономикалық тиімділігі және жұмсалған шығынның
қайталау уақыты
4. 2 Жобаның экономикалық тиімділігі
5. Жобаның қауіпсіздік және экологиялық бөлімі
5. 1 Қоршаған ортаны қорғау
5. 2 Техникалық қауіпсіздік және еңбек қорғау
КІРІСПЕ
Тасымал көлігінің негізгі міндеттері өз уақытында ауыл шаруашылығын, халық шаруашылығын және жолаушыларды тасымалдау қажеттілігімен толығымен сапалы қанағаттандыру, жұмыстың барынша экономикалық тиімділігін арттыру. Автокөлік тасымалында автотасымал құралдарының пайдалану тиімділігін арттыру, бірінші кезекте тіркешелерді және жартылай тіркешелерді пайдалану арқылы жүзеге асыру, өніміз бос тұруларды болдырмау. Жүк және жолаушыларды тасу жоспарын тиімді орындау үшін автомобилъдің техникалық жағдайы шартты түрде дұрыс болу керек. Автомобилъдің, не оның агрегаттарынын және механизмдерінін техникалық жағдайы оны пайдалану кезінде болатын өлшемдер арқылы алынған өзгерістерінің, оның пайдалану қасиетін тигізетін әсерлерін қосынды мінездемесін айтады. Автомобилъдің техникалық жағдайын және оның жұмысқа қабілеттілігін талапқа сай деңгейде ұстау үшін оның пайдалану кезінде болатын ақауларының пайда болу себептерін дер кезінде біліп оны болдырмау және жөндеу болып табылады.
Жыл сайын автомобиль көлігімен халық шаруашылығында 80%-тен жүк тасылатын болса, тасымалдың көпшілік пайдаланымында 75%-тен астам жолаушы тасымалданады. Сонымен қатар автомобиль көлігі тасымал кешенінің жұмсайтын қор шығынының негізгі тұтынушысы болады, мұндай өтілімділігі жанармайдың 66 %, еңбек қорынын 70% және барлық қаржысалымының жартысына жуығын. Тасымалдың тиімділігін арттыру үшін алдынғы қатарлы техника мен технологияны жасау мен өндіріске енгізуді шапшандату қызметкерлердің еңбек жағдайы мен тұрмысын жақсарту, олардың мамандығын жетілдіру, қозғалыс құрамын және басқа техникалық жабдықтарды алмастыру жылдамдығын арттыру, материалды техникалық және жөндеу базасын қалыптастыру, тиеу, түсіру және жөндеу жұмыстарын кешенді механизациялау денгейін арттыру. Сонымен қатар қозғалыстын қауіпсіздігін арттыру, тасымалдын қоршаған ортаға тигізетін зиянды әсерін азайту қажет.
Автомобиль көлігінің алдында тұрған бірден бір маңызды мәселе автомобильдің пайдалану сенімділігін арттыру болып табылады. Бұл мәселені шешу бір жағынан автомобиль өндірушілердін анағұрлым сенімді автомобиль шығарумен қамтамасыз етілсе екінші жағынан - автомобильдін техникалық пайдалану әдістерін жетілдіру болады.
Автомобиль көлігі едәуір бөлшектер материалдар салып жұмсайды және техникалық қызмет және жөндеу барысында технологиялық жабдықтарын әр түрлерін, қондырғылар мен жабдықтарды пайдалануды қажет етеді.
Қазіргі жүк автокөліктерін жасау еңбек сыймдылығы орта және үлкен жүккөтергішті 120-150 нор. сағ тең болса, сондай ақ қызмет көрсету және жөндеу пайдалану жилігіне байланысты жылына 400-900 норм. сағ еңбек сиымдылығын қажетсінеді. Бұл жағдай 2-5 жүк автокөлігіне немесе 1-2 автобусқа жылына бір жөндеушіні ұстап отыруды қажет етеді. Жүк автокөлігін барлық пайдалану мерзімін жұмсалатын шығын құрамы төмендегі жуық қатынаспен анықталады техникалық пайдалану техникалық қызымет пен мерзімдік жөндеу жалпы шығыны 91% құрайды, жобалау және жасау 2%, толық автомобильді, агрегаттарды және бөлшектерді қалыпына келтіру 7% құрайды.
1. ЖАЛПЫ БӨЛІМ
1. 1 Автокөліктің қысқаша сипаттамасы
ГАЗ- 3102 «Волга» жеңіл автокөлігі қатты жолдарда тасымалдауға арналған. Бұл автокөлік «ГАЗ» г. Н. Новогород Ашық акционерлік орталығынан 1997 жылдың маусым айынан бастап шығарыла бастады.
Әр түрлі талаптарға байланысты ұсынушылар ГАЗ-3102 автокөлігінің бірнеше базалық модельдерін шығара бастады. Оларға ГАЗ - 310221 «Волга» универсал шынақты және ГАЗ- 310231 «Волга» медициналық қызмет көрсету автокөліктері жатады.
ГАЗ- 3102 автокөлігінің техникалық сипаттамасы:
Қозғалтқышы 3МЗ- 4062
Максималды жылдамдығы 175
Отын жағу мөлшері (жазда, 5000 км
жүрістен кейін 2 адам таза салмағымен), л/100 км
Жылдамдығы 90 км/сағ 8, 8
Жылдамдығы 120 км/сағ 11, 8
Орын саны 5
Автокөліктің толық салмағы, кг 1790
Автокөліктің габаритті өлшемдері, мм
Ұзындығы 4885
Ені 1800
Биіктігі 1476
Дөңгелек базасы, мм 2800
Дөңгелек колеясы, мм
Алдыңғы 1500
Артқы 1444
Автокөліктің 50 км/сағ жыл- 500
дамдықтағы жүрісі м, кем емес
Багажниктегі жүктің салмағы (5 адам салмағымен тең), кг 50
Төбедегі багажниктегі жүктің салмағы 50
1. 2 Жөндеу техникалық процесін орындау қажеттілігін дәлелдеу.
Автомобильді пайдалану кезенде оның сенімділігімен басқа да қасиеттері төмендейді осыған байланысты автомобильдерде әр түрлі ақаулар пайда болады. Сондықтан осы ақауларды техникалық қызмет көрсетуде және жөндеу кезенде шегереді. Автомобильді ұзақ пайдалану кезінде оның жағдайын АҚМ-да жөндеуі техникалық жарамсыз және экономикалық тиімсіз болады. Ол жағдайда автокөлікті жөндеу мекемесіне күрделі жөндеуге жібереді. Автокөлікті жөндеудін қажеттіліктері және экономикалық ұтымдылығы қазіргі кездегі жөндеу өндірісінің жағдайы күрделі жөндеу бойынша мәліметтерден тұрады.
Күрделі жөндеу құны жаңа агрегаттар немесе автомобильдін құнына қарағанда біршама төмен, осы автомобильдін күрделі жөндеуден кейінгі жүру қашықтығы тек қана 20 % шамасында ғана кемиді. Сондықтан күрделі жөндеу ұтымды болады. Автомобильді жөндеу негізгі экономикалық тиімділігі бөлшектердін қалған қорлардын қолдануы болып есептеледі. Автомобильдін 70-75 % жуық бөлшектері күрделі жөндеуге түскенде қайтадан қолданып немесе біраз жөндеуді керек етеді. Өзінің жұмыс қоры біткен немесе ауыстыруды керек ететін бөлшектер 25-30 % құрайды. Автомобиль көлігі едәуір бөлшектер, материалдар санын жумсайды және техникалық күту және жөндеу барысында технологиялық жабдықтардың әр түрлерін қонғылар мен жабдықтарды пайдалануды қажет етеді. ТК мен жөндеудің алдынғы қатарлы және қор үнемдеу техналогиялық үдерісін тиімді механазация жабдықтарын өндіріс үдерістерін жүргізушінің мамандығын жоғарыатуды құрылысты дамытуға және жол сапасын жақсартуды талап етеді.
Автокөлікті жөндеу түрлері және әдістеріне жатады:
а. Ағымды жөндеу-пайдалану кезенде автокөліктін жұмыс қабілетін қамтамасыз ету үшін кейбір агрегаттарды, түйіндерді және бөлшектерді жөндеу немесе ауыстыру.
б. Орта жөндеу - өте ауыр жол жағдайында жұмыс атқаратын авто көліктерге қарастырылған 1жылдан аса мерзіммен жүргізіледі. Осы жөндеуде келесі жөндеу жұмыстарды орындайды-қозғалтқыштарды ауыстыру кейбір агрегаттарды, түйіндерді, бөлшектерді жөндеу, сырлау жұмыстары және т. \б
в Күрделі жөндеу - автокөліктін қай бөлшегі болмасын және орнықты бөлшектерді қойып толық не толыққа жақын 80% қалпына келтіріп жөндеу ауыстыру және реттеу жұмыстарын айтады.
Агрегаттарда орнықты бөлшектерге жатады: қозғалтқышта - цилиндр бірлестігі, беріліс қорабында, артқы моста, руль механизімінде - картер, алдынғы көпірінде - арқалық.
Жөнделетін бұйымды құрайтын бөлшектерді жөндеу кезінде сақтауына қарай керек екі жөндеу әдісі қолданылады.
а. Айырмай жөндеу.
б. Айырып жөндеу.
Айырмай жөндеу әдісінде автокөліктің жөнделген бөлшектері өз орнына қайта орнатылады.
Айырып жөндеуде автокөліктерде немесе агрегаттардан алынған бөлшектер жан немесе жөнделген агрегаттармен ауыстырылады. Автокөліктерден немесе агрегаттардан алынған бөлшектер жөнделіп алмастыру қорын құрайды.
Автокөліктерді немесе агрегаттарды күрделі жөндеуге жіберу -олардың орнықты бөлшектерін және маңызды түйіндерін техникалық күйін анықтағаннан кейін және олардың қосалқы бөлшектеріне жұмсалған қаржы мөлшерін есепке алып шешіледі.
Жеңіл автокөліктерді және автобустарды күрделі жөндеуге жіберу олардың шанағының жағдайына байланысты шешім қабылдайды. Жүк автокөліктердің күрделі жөндеуге жіберу оның рамасы кабиасы және үш негізгі агрегат күрделі жөндеуді талап етсе.
Агрегат күрделі жөндеуге жіберіледі, егер:
- оның орнықты және негізгі бөлшектері агрегаттары толық бұзып керек етіп жөндеуді талап етеді.
- егер агрегаттардың жұмыс қабілеті ағымды жөндеу арқылы қалпына келтіруге жарамайды және экономикалық ұтымдылығы болмаса.
Автокөліктерді немесе агрегаттарды күрделі жөндеуге жіберу олардың орнықты бөлшектерін және басқа маңызды түйіндерін техникалық күйін анықтағаннан кейін және олардың қосалқы бөлшектеріне жұмсалған қаржы мөлшерін есепке алып шешіледі.
Жеңіл автокөліктерді және автобустарды күрделі жөндеуге жіберу олардың шанағының жағдайына байланысты шешім қабылдайды. Жүк автокөлігін күрделі жөндеуге жіберу оның рамасы, кабинасы және үш негізгі агрегат күрделі жөндеуді талап етсе.
Күрделі жөндеу арнайы мекемелерде жүргізімді өндірістік шамасына, міндетіне және өндіріс түріне байланысты жөндеу мекемесі келесі топтарға бөлінеді.
а) өндірістің шамасына қарай:
- жөндеу зауыттары;
- жөндеу шеберханасы;
б) міндетіне қарай:
- автокөлікті толық жөндейді;
- жүк автокөліктің және автобустың двигателін жөндейтін (ілініс- берілісімен және беріліс қорабымен) ;
- жүк автокөліктердің және автобустардың басқа негізгі агрегаттарын жөндейді;
- жеңіл автокөліктердің двигательдерін және басқа агрегаттарын жөндейді;
- кейбір бөлшектерді немесе приборларды жөндейді;
Мысалы: шиналар, қардан біліктер, қоректену приборлары, ренор тағы басқа.
в) өндірістік түріне қарай:
- жеке өндіріс;
- сериялы өндіріс;
- жаппай өндіріс.
Күрделі жөндеу - сапалы негізінде оған келіп түскен жөндеу қорының жағдайына байланысты болады. Өйткені еңбек және материал шығындарды жөндеуге келген автокөліктің сапасына техникалық жағдайына оның жинақтылығына тікелей байланысты және ол автокөлік жөндеу мекеменің техникалық экономикалық көрсеткіштеріне үлкен әсер тигізеді.
Автокөліктерді және агрегаттарды жөндеуге қабылдайды егер оның келесі құжаттары толық болса:
- автокөліктің жүрісі туралы анықтама;
- автокөліктің техникалық жағдайы туралы акт;
- автокөліктін тех паспорты;
- баллонның паспорты (газ баллон автокөліктері үшін) ;
- техникалық жағдайы туралы анықтама және паспорты.
1. 3 Жөнделетін үзелдін міндеті, техникалық сипаттамасы, құрылысы және жұмыс істеу приціпі.
ГАЗ - 3102 автокөлігінің алдынғы көпірі киілген басқарылымды және де автокөлік шанағының вертикальды, көлденең, бойлық күштері - алқа сияқты арнайы штанга
Техникалық сипаттамасы
Шкворень осьі 4 ◦ 30 - 6 дейін
Дөңгелек шалқайуы 0 ◦ ± 30 ◦
Дөңгелектің жоғарғы орталық түйісуі
Шинаның өлшемі бойынша 1 - 2
Тоғын өлшемінде 0. 7 - 1. 3
Аспап стентінде 0 ◦ 7 - 0 ◦ 14
ГАЗ-3102 автокөлігінің алдыңғы аспа 1 суретінде көрсетілген
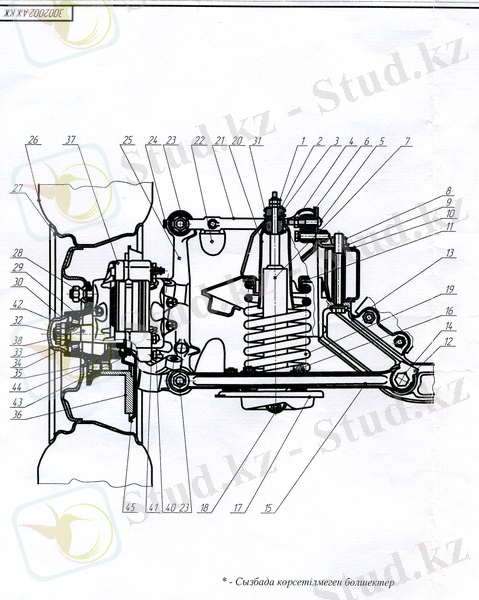
1 сурет - ГАЗ-3102 автокөлігінің алдыңғы алкасы
Алдынғы көпірдің құрылысы
- гайка
- реттелетін төсеніш
- жоғарғы иінтіректің гайка осьі
- жоғарғы иінтіректің бекіту сомының осьі
- алқаны лонжеронға бекіту болты
- резиналық төлкелер
- стопорлы пластина
- төменгі иінтіректің саусақ осьі
10 - бұранды шарнирінің саусақ гайкасы
11 - бұрылу жұдырықшасының цафпа гайкасы
Сол дөңгелектің солға, оң дөңгелектің онға бұрылуы, бұрылу бұрышының үлкендігі 40 ◦ - 42 ◦
Жұмыс істеу принціпі
ГАЗ - 3102 автокөлігінің алдынғы алқалы тәуелсіз, шквореньді серіппелі иінтіректі және шіктірісі көлденен бағытында орналасқан, екі телескоптық амортизаторы бар.
Жолдың дірілін азайту үшін алқа иінтіректі көлденең рамаға резина төлкелерімен бекітіледі, жоғары осьтегі қысу гайкасымен резиналық төлкеге кергіш төлкелер нығыздалған, 8 өздігінен тежеу бұрандасының төменгі саусағында гайка саусақтары 12-20 Н · м дейін тартылу қажет. Өйткені иінтіректердін шайқалуына байланысты резиналық төлкелерде деформация пайда болып резина мен металл төлкелердің арасында тайғанау болады. Бұлардан бос тартылуы, керілу төлкелерінің бұрылуы резина мен төлкелердің тайғанауы, топса қосылыстың дұрыс жұмыс істеуіне және тез тозуына әкеп соғады.
Иінтіректің сырқы төменгі жағы тіреу бастиегіне бұранда шарнирі арқылы жалғасқан. Тіреу бастиегіне, сыртқы бұранда төлкесі нығыздалған гаикамен, тарту саусағымен бастиекпен иінтірек арасында ішінде бірдей қысылған. Бұранда төлкелермен төменгі және жоғарғы иінтіректер арасында санылау болады. Ол санылау алқаның шайқалуына және бұранда төлкелерінің айналуына байланысты болады. Санылаулар бірдей болуы керек, айырмашылығы 0, 8 мм жоғары болмау қажет. Төлкелер қоқыстан сақтаудың резиналық сақиналар арқылы қорғалады. Бірінші 5000 км обкатка жүрген кезде гайканың, саусақтардың дұрыс қатты тартылуын қарау қажет.
Күпшекті - дөңгелекті түйінге тежеу дискасымен желдеткіш дискасы кіреді. Цапфа жұдырықшасынан бөлек, цапфа кронштейніне тежеу скобаны престейді. Тежеу дискасымен және дөңгелек дискасын күпшектің бұранда тесігіне бекітеді.
Алдыңғы дөнгелектің күпшегі бұрылу жұдырықшасының цапфа кронштейіне орналасқан екі радиалды роликті мойынтіректерде айналады. Мойынтіректің сыртқы жағы күпшекте престеледі, оны ішкі жағы кішкене санылаумен цапфаға қойылады. Өйткені бұл мойын тіректің реттеу кезінде тартылып сақинаның әрдайым айналада тұруын және бір жағымен жұмыс істеуін болдырмау үшін орындалған.
Амортизатор алқа серіптесінің ішінде орналасқан. Амортизатордың төменгі ұшы резинаның шарыттарымен реттелген серіппе чашкасына екі болтпен бекітілген. Амортизатор штогының жоғарғы ұшы резинаны подушка арқылы жоғарғы штокты бастиекке көлденең бекітіледі. Амортизаторды алғанда алдыңғы дөңгелектің қойнау бұрыштары өзгермейді.
1. 4. Алдыңғы алқаны бұзу технологиялық процессі.
Автомобильдің алдыңғы алқасын шешу үшін: автомобильді тегіс немесе шұңқырлы қарау жерлерге апарып қол тежегішін қосып немесе дөңгелектерге тірек тіреу қажет. Дөңгелекті шешіп қозғалтқыш картеріне домкрат немесе тағы басқа заттарды тірек қозғаотқыш картеріне домкрат немесе тағы басқа заттарды қозғалтқыш кузовтан 3-6 мм көтеріліп тұру үшін тежегіш цилиндрінің гидравликалық тежеу жетектерін шлангаларын шешіп цилиндрді және шланганы бітеп тастау қажет. Пружина табағынан стабилизаторды шешеміз.
Руль трапециясының тартқыштарын және бұрылу тартқыштарын шешу.
Алқаны ланжерон болтын ағытып шешу. Алдыңғы дөңгелекті екі гайкада бұрап тағып кронштейн бекіткіштін гайкасын ағытып алқаның көлденең бағытын шайбасын алу керек. Егер ағытылмаса двигатель астындағы домкртатты біраз түсіріп бағыттарға салмақ түсіру үшін. Бағыт шыққаннан кейін дөңгелекті шешіп, тежеу дискасын бағытпен тартамыз.
Күпшекті алқамен бірге шешу.
- алқаның бөлшектерін тазалау.
- Күпшек катогын шешу.
- Жұдырықты бұрылу цапфасының гайкасын ағыту.
- Қапсырма тұрқысын өзіне өзіне тартып тежеу қапсырмасының тетігін батыру.
- Қатырманы шешіп кронштейн қапсырмасының креплениясын екі бұрандадан ағыту.
- Цапфадан күпшекті тежеу дискісімен шешу және күпшектің ішкі майыптірек сақинасын және шайбаларды түсірмеу қажет.
- Күпшектен тежеу дискіні шешу.
- Күпшектің сыртқы тірегінің шайбасын және сақинасын ашу.
- Күпшектің тірек шайбасын мысты және алюминді ішкі мойын тіректің ішкі сақинасын балғамен жеңіп соққылап алу.
- Күпшектегі майларды тазалап керосинмен және этилденбеген бензинмен жуу қажет.
1. 5 Узелдін негізгі түйіндесу орындарының жинауға және бұзуға қойылған техникалық талаптар мен жағдайлар.
Бастиегі домалақ және квадрат болып келетін болтты жоғарғы иінтірек осіне көлденен алдынғы алқаның жоғарғы кронштейнінің сыртқы фланеціне орнатамыз. Төменгі тесік осіне болтты кіргізіп және кронштейін фланціне көлденен арқалық төсеніш салып, осы болттың жоғарғы жағына серіппелі шайбаларды салып ақырындап гайканы 1-2 Н · м дейін тартамыз.
Серіппенің жоғарғы шетіне резиналық тіреше сақинаны кигізіп, серіппені тіреше чашкасына төменгі жағымен орнатамыз.
7823-6708 айға бұйышынды жоғарғы көлденен кронштейін амиор тизатор штогының ұяшығына бараламыз. Гайканы толық бұранды ұзындығына дейін рукаятка арқылы бұрап фланец және тірек подшипник арасында серіппенің иінтірек балкамен параллель болғанша қашаймыз.
Шток амортизаторын кронштейніне гайкамен және контргайка бұрап бекітеміз. Төменгі жағын пружина гайкасына шайба гайкасымен 1, 1-1, 6 Н*м дейін тартамыз.
Бұрылу жұдырықшасына тежегіш шетін, кронштейнді, бұрылу иін тіректерін болтпен 8*10 Н*м дейін күшпен тартамыз.
Күпшекке тежеу дискасын М12х1, 25х30 технологиялық болттарымен бекітіп орнатамыз.
Күпшек катогын шешіп оның подшипнигін майлап, шайбасын салып гайкасын бұраймыз. Тежеу дискасына тежеу скобасын тағып 11. 0-12. 5 Н. М дейін болтын бұраймыз. Болттарды УГ-6 ТУ 6-01-1285-84 герметикалық майымен майлаймыз.
Күпшек подшипнигін 6999-7967 айла-бұйымымен реттейміз.
- Скоба корпусын өзіне тартып поршенін батырып;
б. Реттеу гайкасын басатын күпшекны екі жаққа да айналдырып тежеу дикасынан 2 Н*м моментімен гайканы тартамыз;
в. Күпшекны тексереміз. Егер ауыр айналса қайта тексереміз.
с. реттеу гайкасын шешіп қайтадан 0, 6-0, 7 Н*м магнитіне дейін тартамыз.
д. реттеу гайкасын шешкенде 20 0 -25 0 ағытып шеттік күші 10 кж цапфадан 0-0, 02 мм күпшек дискасымен ступицага катокты 1-2 Н*м моментiмен бұраймыз.
1. 6 Бөлшектерді тазалау және жуу, қолданылатын жабдықтың баяндамасы
Автокөліктерді пайдалану кезінде әр түрлі жол жағдайындағы қозғалысы кезінде қыста және жазда ауа райының өзгеруіне байланысты автокөліктің агрегаттарымен бөлшектерінің ластануы, шаң болуы және төменгі жағы зиянды органикалық қоспалар пайда болады. Жүк автокөліктерінің ластануы, тасымалдайтын жүктің түріне де байланысты болады.
Ластанудың химиялық құрамына байланысты жөндеу орындары органиалық, органикалық емес және аралас болып бөлінеді. Осы автокөлік агрегаттарын бөлшектерін жуып ластанудан тазалау үшін әр түрлі химиялық синтетикалық заттар қолданады. Құрамында сілтілі тұзы бар жуғыш зат жөндеу мекемелерімен жуу бөлімдерінде қолданылады. Қолдану себебі, ол түсті қара құйылған бөлшектерді жақсы жуып тазартады. Осы жуғыш зат суға жақсы ериді, құрамында таксикалық зат жоқ, қол терілерін күйдірмейді, отқа қауіпсіз және канализацияға жіберуге болады.
МС-6 түрлі түсті ұнтағы. Құрамында: ДС 10-6% синтанол, 25% натритриполифосфат, 6, 5% натрий металл селикаты, 36, 5% натрий корбанаты жүріс бөлігін жуып тазалауға және 75 г/м 2 бөлшектердің ластанған беттерін жуу қолдануға болады.
Жуу жұмысына байланысты ұнтақты қолдану реті. Автокөліктің сыртын жууға - 10 г/л. Автокөліктің агрегаттарына, жүріс бөлігіне транмисиясына 15 г/л, агрегаттармен жүріс бөліктерінің бұзылған күйінде 15-20 г/л, МС-6 ұнтағымен суды араластырып жуады.
МЛ-51, МЛ-52 - көгілдір түсті ұнтағы. Қара және түсті металдардың жегідеуін туғызбайды.
МЛ-51 ұнтағынынң құрамы: натрий корбонаты 44%, натрий триполифосфат 34, 5%, натрий силикат 20%. Агрегаттардың және бөлшектердің майланған беттерін жуып тазалауға арналған. Ұнтақ 60-80°С температурада сумен араластырып қолданылады. Ал МЛ-52 ұнтағының құрамында 50% натрий корбанаты, 30% натрий триполифосфатф, 10% натрий селикаты, 8, 2% сульфаты. МЛ-52 ұнтағын 80-100°С температурада сумен араластырып құрамында 20-25 г/л қоспасымен агрегаттар мен бөлшектерді асфальт смолаларынан жуып тазалау үшін қолданылады.
Темп -100 - ақ көгілдір түсті ұнтағы. Құрамында метанол 100%, ДТ- 7 %, оксифос және эстефат 0, 5%, тринатрийфосфат 20%, натрий трипалифосфат 15%, натрий металл силикаты - 10%, натрий корбанаты 26%, қалғаны натрий сульфаты. Бөлшектерді бұзу алдында ағымды суымен жуып тазалау үшін қолданылады. Ұнтақтың 5 г/л су ертіндісімен 70-85°С температурада жуамыз. Темп- 100 ұнтағының артықшылығы Лабомит-101 қарағанда өте жоғары сапалы және 20-30% жұмыс көлемін қысқартады. Тепм- 101А, Темп- 101Д, ұнтақтары өте жоғары сапалы тазалау жұмысын жүргізеді. Және жиырма төрт күн желідеуден сақтайды.
Термос-1 аралас сұйық құрамында Уайт Стрит 40%, ОП- 10%, сульфанат 0, 2% қалғаны су. Агрегаттармен бөлшектері мұнай қалдықтарын 40-60°С температурада сумен малу арқылы қолданылады.
Имульсин сұйығы. Құрамында ОС-20%, ОП-710%, 10-12% су, қалғаны керосин. Бөлшектерді 30-60 минут, 40-60°С температурада ваннада ұстаймыз, содан кейін ағынды сумен шаямыз.
Лабомит-311 аралас сұйық. Құрамында 60% трихлорэтан, 30% трикрезала, 10% синтанала, 5% алкилсульфаты қалғаны керосин. Лабамит-311 жуғыш сұйығымен 20°С температурада бөлшектерді асфальт шала қалдықтарынан жуып тазалау үшін қолданылады.
Осы жуғыш химиялық синтетикалық заттарды жұмысшылар қолдану кезінде пайдалану ережелері қатан сақтап жұмыс жүргізу керек.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz