Өндірістік нан пісіру электр пешінің температуралық автоматты басқару жүйесін жобалау және математикалық модельдеу

Жұмыс түрі: Дипломдық жұмыс
Тегін: Антиплагиат
Көлемі: 72 бет
Таңдаулыға:
2. 7
2. 8
2. 9
Нан пісіру пешінің автоматтандырылған жүйесі
Үрдістегі реттелетін жүйесін зерттеу
Соңғы аппроксимацияланған модельді таңдау және ПИД-реттеуішінің параметрлерін анықтау
39
41
50
Кіріспе
болады.
Жылуалмасу үрдістері арнайы жылуалмасу аппараттарында, соныме қатар технологиялық аппараттарының құрылымдық бөлігі боп табылатын жылуалмастырғыштарда жүзеге асады. Технологиялық үрдістер барысында жылуалмастырғыштар мен жылумен өңдейтін аппараттардың басқа түрлеріндеде динамикалық параметрлер бірталай өзгерістерге ұшырайды. Бұл өзгерістердің себептері шикізат ағымының немесе энергияның ағымының қасиеттерінің өзгеруінде, жылуалмастырғыштардың сипаттамаларының уақытша ауытқуларынан(олар қабырғаларға жабысып қалған өнім қалдықтары әсерінен қалыңдауы немесе басқа заттардың) да болуы мүмкін.
Өнімнің қажетті сапалылығын ұстап тұру және энергошығынды қысқарту үшін автоматты түрде берілген температуралық режимдерді ұстап тұру қажет.
Кез келген технологиялық үрдісті немесе объектті автоматты, немесе қолмен басқару үшін үрдіс пен объектті сипаттайтын жеке параметрлерінің өлшеу ақпараттары қажет. Бұл параметрлерге электрлік (ток күші, кедергі, қуат және т. б), механикалық (күш, момент күші, жылдамдық) және технологиялық (температура, қысым, шығын, деңгей және т. б) параметрлер, сонымен қатар заттардың құрамы мен қасиеттерін сипаттайтын параметрлер (тығыздық, тұтқырлық, электр өткізгіштік, оптикалық сипаттамалары, заттардың саны) . Параметрлерді өзгерту алуан түрлі метрологиялық қасиеттермен нормаланған техникалық құралдар көмегімен іске асады. Әртүрлі саладағы технологиялық үрдістердің автоматты түрде немесе қолмен басқарылуында технологиялық өлшеу және өлшеу аспаптары қолданылады.
Жұмыстың өзектілігі:жылуалмасу аппараттарында машиналарының ішіне келіп түсетін жылуалмасу шығынын (құраушы компоненттер) автоматты түрде бақылау мен реттеу, автоматты құрылғыларды жетілдіру.
Жұмыстың мақсаты: жылуалмасу аппараттарында автоматтты басқару жүйесін жетілдіру. Негізгі технологиялық параметрлерді автоматты бақылау және реттеу жүйесін жасау үшін ол үрдістерді сипаттайтын негізгі параметрлерді анықтап, олардың өзгеру заңдылықтарын орнатып және реттеу әдістерін анықтаукерек.
Дипломдық жұмыс міндеттемелері:
- бақылау арналары бойынша бақылау объектісі және трансферттік функциясы түрінде оның математикалық моделін құру
- бақылау арнасының жабық жүйесі үшін үлгілерді алуды дайындау және жүйенің алгоритмдік бақылау құрылымын сипаттау
- Тұйық жүйедегі тұрақтылық облысын құру
- АРЖ сапасына байланысты қойылған талаптарына сәйкес реттегіш баптауларын таңдау және есептеу
1. Технологиялық бөлім
1. 1Өндірістік пештің автоматты басқару жүйесінің сипаттамалары
Қазіргі кездегі бар инженерлік реттеу әдістері қанағаттандырарлықтай сапаны қамтамасыздандырмайды. Динамикалық параметрлері өзгеріп отыратын объектілерді реттеген кезде маңызды мәселелердің бірі олардың робастылығын қамтамасыз ету, яғни бүкіл технологиялық үрдіс барысында тұйық жүйелердің орнықтылығын сақтап қалу. Осы тұрғыдан қарағанда реттеуіштердің шектік дәрежеде бапталуыЯ. З Цыпкин жүйесінде алғаш рет орнықтылық дәрежесі деген ұғымды енгізді және реттеуіштердің бапталуына аналитикалық өрнектер алынды, ол қарапайым реттеу жүйелерінің орнықтылықтыңшектік дәрежесін қамтамасыз етеді. Одан кейін бұл салада А. М. Шубладзе, А. В. Татаринов, және А. М. Цирлин сияқты ғалымдар кешігуі бар сызықты жүйенің орнықтылығыныңшектік дәрежесін оптималды шешу жолдарын ұсынды.
Олар кешігуі бар типтік жүйелерге орнықтылықтың шектік дәрежесін
аналитикалық өрнектеу және оларға қатысты объекттің модельдердің динамикалық параметрлерінің реттеуіштерін баптау жасалынған.
Үлкен диапазонда өзгеріп отыратын объекттерді реттеудің тағы басқа бір түрі реттеуішті үрдіс барысында автобаптаумен байланысты. Бірақ, қазіргі жағдайда жұмыс істеп тұрған өндірісті автобаптауға қою экономикалық шығындалуына байланысты, яғни объектті идентификациялаудан болатын тексеру әсерлерінен автобаптауға қою сирек болуы мүмкін. Осыдан қорытындылағанда, реттеуіштің баптауын автобаптауға қосқанда немесе ажыратқандағы моменттер арасында тұйық жүйенің робастылығы (мықтылығы немесе орнықтылығы) қамтамасыздандырылуы керек.
Тамақ өндірісіндегі жылу объектілерінде көбіне желі ішіндегі әрбір объектіге берілген параметрлері және кешігу буындары болады, оларға келіп түсетін әсерлер әртүрлі арналармен өтеді. Мұндай объектілерге көбінесе реттеудің екі контурлы жүйелерін қолданған жөн. Жоғарыда айтылғанға сәйкес олардың бапталуы жүйенің орнықтылығын қанағаттандыруы керек. Бірақ қазіргі кезде екі контурлы жүйе есептері шектік дәрежедегі орнықтылық талаптарына сай жасалмаған.
Басқару жүйелерін құрастыру үшін объекттің динамикасының математикалық моделін білу керек. Бірақ әдебиеттерде жылуалмастырғыштың басқару объектілерінің параметрлерін тарататын және автоматы басқару теориясының классикалық әдістерімен жүйенің есептеріне жарамды болатын математикалық моделдері қарастырылмаған
Автоматы реттеу мен басқарудың негізгі мақсаты өндірістік үрдісті сипаттайтын берілген тізбек бойынша орындалатын әртүрлі операциялардың автоматты орындалуы немесе алдын ала орнатылған заң бойынша ондағы мәндерді ұстап тұру немесе өзгерту боп табылады.
Автоматы реттеу электрометрияда кеңінен қолданылады, сонымен қатар электрлік пештердің кедергілерінің температуралық режимдерінде, пештік аппараттардың әртүрлі механизмдерінің автоматтты басқару жұмыстарында. Индукционды пештер мен құрылғыларда кернеудің қорек көзі мен құрылғының қуат коэффициенті, жеке үрдістердің қызу ұзақтығы және олардың жылулық режимі автоматы түрде реттеледі. Доғалық және термиялық пештерде берілген деңгейде олардың қуатын ұстап тұратын және олардың режимін тұрақтандырып тұратын, бұл пештердің кешендік автоматизациясының жұмыстарын жүргізетін автоматы реттеуіштер қолданылады.
Кейбір электротермиялық пештер өнеркәсіптік масштабта автоматтандырусыз ешқандай жұмысқа қосылмайды. Себебі, автоматтандыру ақаулықты азайтады, өнімнің сапасын жоғарылатады, өндірістің технологиялық көрсеткіштерін жақсартады, қызмет көрсету персоналын азайтады және олардың жұмыс істеу жағдайын жақсартады.
Электрлік пештерде әртүрлі материалдарды берілген температураға дейін қыздыру арқылы кедергі пайда болады.
Көп жағдайларда қыздырылғаннан кейін өнімнің температурасы қажетті шамаға келу үшін немесе қажетті уақытта үрдіс тізбегінен өту үшін кететін уақытты талап етеді. Осыған байланысты температураны автоматы реттейтін құрылғылардың негізгі мақсаты өнімді техникалық үрдістің талаптарына сай қажетті температураға дейін қыздырып сол температурада ұстап тұруды қамтамасыз ету. Бұл талаптар кең көлемде өзгеруі мүмкін.
Абсолюттік нөлдік температура. Кельвин шәкілі бойынша нөлге тең температура, мұндай температурада термодинамикалық жүйе ең төменгі энергияға ие болады. Бұл температура Фарангейт шәкілі бойынша - 459, 67°Ғ немесе Цельсий шәкілі бойынша - 273, 15 °С-қа сәйкес келеді және кез келген жүйе үшін теориялық тұрғыдан ең төменгі температура болып табылады. Газ қысым тұрақты болған кезде температураның түсуіне байланысты сығылады. Идеалды газ нөлдік температурада нөлдік көлемге жетуі мүмкін еді. Дегенмен температура абсолюттік нөлден жоғары болса, нақтылы газ газға немесе сұйықтыққа айналады. Абсолюттік нөлдік температурада жүйенің молекулалық (ішкі) энергиясы ең төменгі деңгейде болады, оны басқа жүйелерге беруге болмайды. Кельвин температуралық шәкілі үшін абсолюттік нөлдік температура нөлдік белгі болып табылады, ал бұл шәкілдің басты бірлігі болып Кельвин градусы қызмет атқарады. Роберт Бойль Абсолют нөл идеясын ұсынған адам. Абсолют нөл - молекулалардың жылулық қозғалыстары түгелдей тоқталатын кезіндегі ең төмен шекті температура. Бойль-Мариотт заңы бойынша мұндай температура кезінде нақты газдың қысымы мен көлемі нөлге тең болады.
Абсолют нөл табиғатта мүмкін болатын температураның ең төменгі шегі - 273, 16 К-ге тең, яғни жүз градустық шкала бойынша алынған нөлден 273, 160 төмен. Термодинамикалық температура шкаласының және абсолют нөл температурасының болуы термодинамиканың екінші бастамасы тұжырымынан шығады. Температура абсолют нөл температураға жақындаған сайын жылудың энтропия, жылу сыйымдылығы т. б. сипаттамалары нөлге жуықтайды. Температураны дәл абсолют нөл температураға жақындату - өте күрделі проблема. Дегенмен, соңғы кезде абсолют нөл температурасына градустың миллиондық үлесі жетпейтіндей температура алынды.
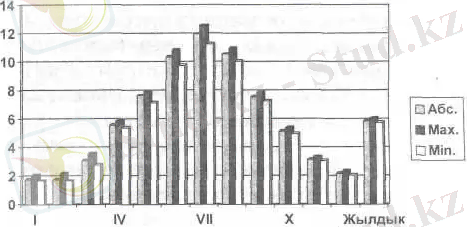
Сурет 1.
Халықаралық тәжірибелік температуралық шкаласы(ХТТШ) өлшеуде өте ыңғайлы болып табылады, ол (негізгі реперлі нүктелер) заттың фазалық тепе-теңдік температурасын өндіруге негізделген. Негізгі реперлі нүктелер арасындағы температура интервалы интерполяциялық формула арқылы анықталады, ол халықаралық тәжірибелік температура шкаласының мәнімен эталондық құрылғылардың көрсеткіштерінің арасындағы байланысты орнатады.

Сурет 2. Манометрлі термометрлер
Манометрлі термометрлер оларда оқшауланған көлемде орналасқан, газ немесе булысұйықтың қоспасы, температураға байланысты сұйықтың қысымы өзгереді. Олар 5-тен +630 ОС -ға дейінгі температураны өлшеуде қолданады.
Кедергі термотүрлендіргіштері, температура өзгергенде әртүрлі материалдардың электрлік кедергілерінің өзгеруне негізделген. Бұл жағдайда температураны өлшеу шегі мынаны құрайды 10-260 тан + 1100 ОС металлды үшін, -100 ден +300 ОС жартылайөткізгішті кедергі термометрлері үшін термистрлер. Термоэлектрлі термометрлер (термоэлектрлі түрлендіргіштер), олардың жұмыс істеу принципі әртекті термоэлектрод-өткізгіш немесе жартылай өткізгіштен тұратын тұйықталған тізбектің біреуінің температурасы өзгергенде электрқозғаушы күшінің пайда болуына негізделген. Олар -50 ден + 2500 ОС дейінгі температураны өлшеуге қолданады. Жоғарыда аталған термометрлер температураны өлшеуге арналған контакты құралдар қатарына кіреді.
Қазіргі кезде электронды пештердің түрлері кеңінен қолданылуда. Олардың басты ерекшеліктері:
- кішкентай объектілерде жоғары энергия мөлшерін компенсациялау және жоғары қыздыру жылдамдығын және қажетті температураны алумүмкіндігі;
- өнімнің біркелкілігін жоғары дәрежеде қамтамасыз ету;
- үрдістегі қуаттың оңай ретттеуінің мүмкіндігі, температуралық режимді автоматтандыруының оңайлылығы;
Берілген дипломдық жобада реттеу объектісі ретінде нан пісіру электрлік пешінің температурасын автоматты реттеу жүйесі қарастырылған. Жүйені автоматты реттеу арқылы пештің температурасының өзгеруін тез арада және сапалы түрде реттеп отыруға болады.
1. 2 Нан пісіру пештерінің түрлері
Нан пісіру пештері бұл өндірістің ең негізгі технологиялық жабдығы болып есептеледі. Пештің өнімділігі әдетте өндірістік қуаттың мөлшеріне байланысты болады. Өндірістік нан пісіру пештері мынадай негізгі элементтерден тұрады: пісіру камерасынан, жылу генераторынан, жылу беру жүйесінен және қосымша элементтерден.
Пештің құрылым ерекшеліктеріне байланысты, төмендегідей топтарға жіктеуге болады.
А) Технологиялық белгілері бойынша: арнайы нан түрлерін пісіруге немесе нанның көптеген түрлерін пісіруге арналған пештер.
Б) Өнімділігі бойынша: шағын өнімділікті (пеш табанының ауданы 8 м 2 аспайтын пештер), орташа өнімділікті (табан ауданы 25 м 2 аспайтын пештер) және жоғары өнімділікті пештер (табан ауданы 25 м 2 асатын) .
В) Пісіру камерасын қыздыру жүйесіне байланысты: тұйық пештер немесе тоннельді пештер болып бөлінеді.
Г) Оттықта жағатын отын түріне байланысты: газбен, сұйық отынмен, электор қуатымен және қатты отынмен қыздырылатын пештер.
Д) Жұмыс істеу тәртібі бойынша: үздіксіз немесе периодты жұмыс істеу пештері.
Е) Тасымалдау органына байланысты: аспалы бесікшелерге бекітілген қалыптары бар немесе сым торлы таспасы бар пештер.
ПХС-25 м нан пісіру пешінде көптеген нан өнімдерінің түрлерін, тоқаштар және прянниктер пісіруге болады.
Техникалық сипаттамалары
Өнімділігі, кг/сағ:
Массасы 1кг қалыпта пісетін нан 600
1. 3 Құрылғының функционалдық сұлбасының сипаттамасы
Электрпештерінің металды жүрекшесінің қызу температурасының автоматты түрлену жүйесінің функционалды сұлбасы төмендегі 1 суретте көрсетілген:
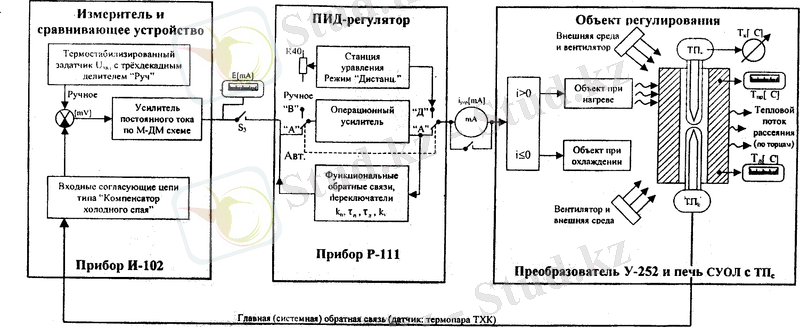
Сурет 3. Электрпештерінің металды жүрекшесінің қызу температурасының автоматты түрлену жүйесінің функционалды сұлбасы.
Температуралық режимді автоматты реттеу реттелетін шаманың берілген мәннен ауытқуына әсерін тигізетін белгілерді тудыратын, кері байланысы бар басқару жүйелерімен жүзеге асады
Зерттеу объектісі ретінде СУОП-015. 20/12М-43 өнеркәсіптік электрлік пешін қарастырамыз, ол ВРТ-3 жоғары жиілікті температураны реттеуіш базасында орындалған және температураны автоматты тұрақтандыру жүйесіне жатады.
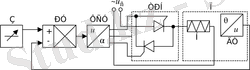
Электрлік пеште температураны автоматты тұрақтандыру жүйесі аналогты электрлік тармақтарының автоматтандыру құралдары мен өндірістік аспаптардың мемлекеттік жүйесіндегі өндірістік аспаптарға сай орындалған. Оның құрылымдық сұлбасы 2 суретте көрсетілген.
Сурет 4. Зерттелінетін АБЖ нің құрылымдық сұлбасы
Сигнал датчик температурасынан тД (термопара) кіріске беріледі. И-102 блогынан термопара сигналы қондырылған бергіш(задатчик) пен компенсацияланады және ол сигналдар айырмашылығы И-102 блогының алдын ала күшейткіші көмегімен күшейтіледі.
Күшейтілген сигнал қателігі ε реттелетін аналогты аспап Р-111 кірісіне келіп түседі, онда олар П, ПИ, ПИД реттеу заңдары арқылы өзгертіледі немесе қалыптасады. Реттеудің типтік заңдарын қолдану кері байланыстың тізбегіндегіRC- буындарының коррекциялануын (түзетілуін) қолданатын операционды күшейткіш базасында іске асады. Р-111 де шығыстағы тоқты және баланстың жойылуын, динамикалық баптау органдарын, басқарудың ажыратып-қосқышын, яғни объектті қолмен басқаруға көшіретін және "соққысыз" ауысуды қамтамасыз ететін индикаторлар бар.
Күшейтілген сигнал У-252 шығысынан кернеу түрінде электрпешінің (ЭП) қызу тізбегіне беріледі.
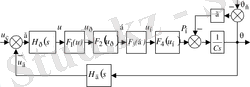
Егерде температураны реттеудің автоматты жүйесінің жалпы түрдегі функционалдық сұлбасын қарастырсақ, онда ол төмендегідей болады.
Сурет5. Температураны реттеудің автоматты жүйесінің функционалдық сұлбасы
(біздіңжағдайдапештің) . : (П) (ТД) , . (формируется) .
(РУ) -, (ФСУ) басқарылады. . (задатчик) (З) көмегіменорнатылады.
.
а) алдын ала күшейткіштің дифференциалдық теңдеуін былай жазсақ:
Uу=К2U
Лаплас түрлендірілуін қолданамыз да теңдеудің операциялық жазылуын аламыз, одан беріліс функциясын табамыз:
Uу(p) =k2U(p)
W1(p) = =k2 =100
Осыдан инерциясыз буынды алатынымыз белгілі болады.
б) магнитті күшейткіш мынадай дифференциалдық теңдеумен көрсетіледі:T1 + i = k1Uу
егер беріліс функциямыз төмендегідей болса:
i(p) (T1p + 1) =k1Uу(p)
W2(p) = = =
Бұл жерде буынымыз инерционды.
в) қыздыру элементі бар электрлік пеш келесідей түрде дифферециалдық теңдеумен шешіледі:
T0 + = k0i
Оның беріліс функциясы мынадай түрде болады:
Θ(p) (T0p+1) =k0i(p)
W3(p) = = =
Мұнда инерциялық буын пайда болады.
г) Термопара келесідей дифференциалдық теңдеумен өрнектеледі:
T2 + UT = kTθ
Оның беріліс функциясы мынадай түрде болады:
UT(p) (T2p + 1) = kTθ(p)
W4(p) = = = - инерцилық буын.
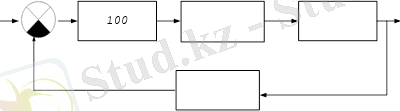
Сурет6. Пештің температурасын басқару жүйесінің алгоритмдік сұлбасы.
Тұйықталмаған жүйенің беріліс функциясын тапсақ былай болады:
W(p) =W1(p) *W2(p) *W3(p) *W4(p) = =
Берілген әсер бойынша реттелетін мәннің тұйықталған жүйесіне беріліс функциясын табамызФ(p) = =, ары қарай берілген әсер бойыншареттелетін мәннің тұйықталған жүйесіне реттеу қателігінің беріліс функциясын табамыз:
Ф(p) = 1-Ф(p) = =
1.
Сурет7.
Жүйенің кірістік сигналы Uз кернеуі, ол датчик шығысындағы кернеуімен салыстырылады Uд ≈ Θ. Егер Uз ≠ Uд болса, онда ε = Uз - Uд қателігі табылады.
Егер Uз > Uд деп қарастырсақ, онда ε> 0. Ары қарай қателік реттеуші орган РО кірісіне түседі, ол жерде ол күшейтіледі. реттеуші орган мынадай беріліс функциясына ие.
Uржоғарылағансайын, , себебі
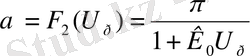
демек Uк қызу кернеуі дежоғарылайды.

Ркда өз кезегінде мәндері жоғарылайды:
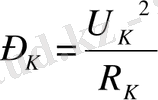
демек, .
Егерε< 0болса, .
Заңбойынша, , , .
:
- Басқару объектісі қыздыру пеші.
- Реттеуші әсер тудыратын Uккернеудің тиристорлық реттеуіші.
3) Өлшеуіш құрылғы реттелетін айнымалыға белгілі функционалдық тәуелділігі бар, сигнал тудыратын, жүйе объектісінің негізгі элементі - датчик.
1. 5Басқару объектісін сипаттау. Оның динамикалық және статикалық сипаттамалары.
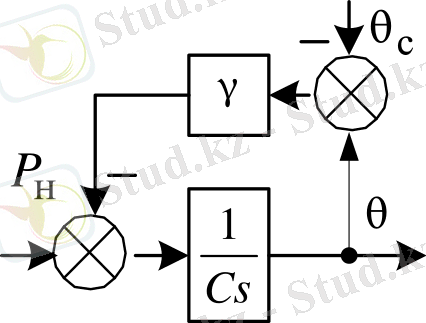
Сурет 8. Басқару объектісі
Басқару объектісі қыздыру элементі бар пеш десек, онда тиристорлы түзеткішпен басқару жүзеге асады. Пештің изоляциясының жылулық кедергісі γкоэффициенті бар күшейткіш блогі және сумматорлар көмегімен жасалынады. С - пеш сиымдылығы. Төменде Matlab бағдарламасымен алынған пештің сипаттамалары көрсетілген.
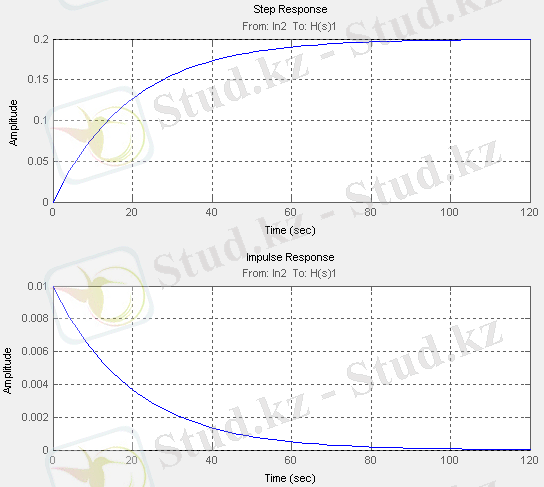
Сурет 9. Matlab бағдарламасымен алынған пештің сипаттамалары
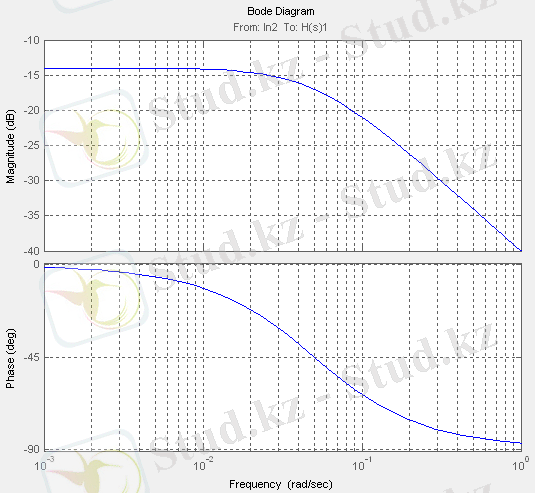
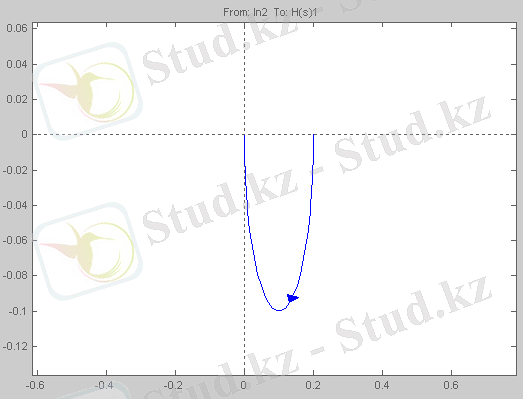
Сурет 9. Matlab бағдарламасымен алынған пештің сипаттамалары
1.
Температура датчигі ретінде термисторды қолдануға болады.
Термистор -жартылай өткізгішті резистор, оның электрлік кедергісі температураның өсуіне қарай жоғарылайды немесе төмендейді. Термисторлердің температуралық кедергі коэффициенті көбіне өте үлкен боп келеді (металл коэффициентінен он есеге үлкен), құрылғы қарапайымдылығы, әртүрлі және әртүрлі климаттық жағдайларда жұмыс істей беруі, сипаттамаларының уақытқа тәуелсіз тұрақты болып тұруы оның артықшылықтарына жатады.
Терморезисторларды стержень, құбырлар, дисктер, шайбалар, моншақтар және ұнтақтау металлургиясы әдістеріне сәйкес жұқа пластинкалар ретінде жасалынады; олардың өлшемдері 1-10 мкм-нен 1-2 см аралығында болады. Терморезисторлардың негізгі параметрлері: номиналды кедергі, кедергінің температуралық коэффициенті, жұмыстық температурагың интервалы, таратылудың максималды жіберілетін қуаты.
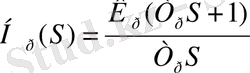
Датчиктің қателігін келесідей түрде есептеуге болады:
 ;
;
 , =>
, =>
 ,
,
демек датчиктің қателігі 5% пайызды құрайды.
Зерттелінетін жүйедегі қолданылатын датчиктің сипаттамасын аламыз:
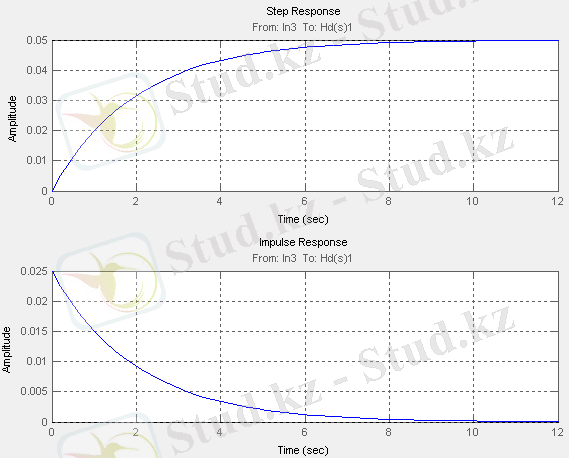
Сурет 10. Зерттелінетін жүйедегі қолданылатын датчиктің сипаттамасы
1. 7 ТРМ 10 реттеуішінің қолданылуы
Температураны өлшейтін- реттеуішТРМ 10пропорционалды - интегралды -дифференциалды(ПИД) заңы бойынша аналогты немесе импульсті басқару жүктемелерінің кірістік параметрін өлшеуге арналған, сонымен қатар талап етілетін шектеулерден немесе екі позиционды реттеуден параметрлердің асып кетуі туралы мәлімет не сигнал беретін қосымша сигналдың қалыптасуын қамтамасыз етеді.
Дәлдік класы 0, 5/0, 25;
Температура реттеуіші үш типті корпуста шығарылады: қабырғаға ілінетін (настенный Н), щиттелген Щ1 және Щ2;
Температура, қысым, ылғалдылық, шығын, деңгей датчиктерінің кең спектрін қосатын әмбебап кірісі бар;
«Қыздырғыш» немесе «тоңазытқыш» режимін қолданып, өлшенген мәнді ПИД заңы бойынша реттейді;
Заманауи тиімді алгоритм бойынша ПИД - реттеуішті автобаптауға болады;
Талап етілетін шектеулерден немесе екі позиционды реттеуден параметрлердің асып кетуі туралы мәлімет не сигнал беретін қосымша сигнализация үшін қосымша кірісі бар;
Қуатты реттеу (мысалы, инфрақызыл шамды басқару үшін) ОВЕН БУСТ аспабымен 4…20 мА аналогты шығысы бар модификацияланған реттеуіш;
Үш фазалы жүктемені басқару мүмкіндігінің болуы;
Импульсті қорек көзі 90…245 В 47…63Гц;
Белсенді датчиктер үшін ішіне орнатылған 24В қорек көзі бар;
Аспаптың панелінің бетіндегі батырмалар арқылы бағдарламалауға болады;
Қорек көзін өшіргенде баптамаларды сақтап қалады;
Жоспарланбаған өзгертулерден баптамаларды қорғау.
ТРМ 10 ның негізгі артықшылықтары
Бөгеуілдерге орнықтылығы жақсартылған - жаңа ТРМ 10 толығымен МЕМСТ 51522 талаптарына электромагнитті А классты жабдықтары үшін сапалық критериі А функционалдауға сәйкестендірілген;
Сенімділігі жоғары - істен шығуға дейін 1 сағат;
Өлшеу дәлдігі өте жоғары -өлшеу қателігі 0, 15 % тен аспайды (дәлдік класы 0, 25/0, 5) ;
Аралық тексеру интервалы ұзартылған - 3 жыл;
Кепілдік уақыты ұзартылған - 5 жыл;
Климаттық жұмыс істеу көрсеткіштері жақсартылған - жұмыс істеу температурасының диапазоны -20 тан+50 Сқа дейін;
Әмбебап кірісті - аспап барлық әртүрлі типті датчиктермен жұмыс істей алады;
Барлық мүмкін құрылғылар типтері:
Р- э/м реле;
К- транзисторлы оптопара;
С- симисторлы оптопара;
С3- үшфазалы жүктемені басқаруға арналған үш симисторлы оптопара ;
И- САТ(ЦАП) «параметр- ток 4…20мА»;
У- САТ(ЦАП) «параметр- кернеу 0…10В»;
Т- қатты денелі релені басқаруға арналған шығыс.
Қорек көзі кернеуі кеңейтілген диапазонды 90…245В жиілігі 47…63Гц
24В ті қорек көзі жаңа ТРМ 10 ның барлық модификацияларында орнатылған - белсенді датчиктерді, шығыстық аналогтық құрылғыларды (ЦАП) немесе басқа да төменвольтті АБЖ ң тізбектерін қоректендіру үшін;
ПИД-реттеуіштің жетілдірілген математикалық моделі-автобаптаудың заманауи алгоритмібар.
ТРМ 10 ның ПИД - реттеуішінің негізгі функциялары
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz