Өндірісті механикаландыру, автоматтандыру және роботтандырылған жүйелерде еңбек қауіпсіздігін қамтамасыз ету әдістері мен техникалық қорғау құралдары

Жұмыс түрі: Реферат
Тегін: Антиплагиат
Көлемі: 15 бет
Таңдаулыға:
Қазақстан Республикасының Білім және Ғылым министрлігі
әл-Фараби атындағы Қазақ Ұлттық Университеті
География және табиғатты пайдалану факультеті
СОӨЖ
Тақырыбы: Өндірісті механикаландыру кезіндегі еңбек қауіпсіздігі. Өндірісті автоманттандыру кезіндегі еңбек қауіпсіздігі. Роботтандырылған өндірістік жүйелерді пайдалану кезінде адамды қауіптіліктерден қорғау әдістері мен құралдары.
Орындаған: Калмаганбетова А. Е.
Тексерген: Абдибаттаева М. М.
Алматы 2017 жыл
Жоспар
І. Кіріспе бөлім
Өндірістік автоматтандыру, механикаландыру туралы негізгі түсініктер
ІІ. Негізгі бөлім
ІІ. 1 Өндірісті механикаландыру және автоматтандыру кезіндегі еңбек қауіпсіздігі.
ІІ. 2 Автоматтандырылған, механикаландырылған және роботтандырылған өндірістік ортаның жағымсыз факторлары
ІІ. 3 Роботтандырылған өндірістік жүйелерді пайдалану кезіндегі қауіпсіздік
ІІ. 4 Автоматтандырылған, механикаландырылған, роботтандырылған өндірістік жүйелерді пайдалануда техникалық қорғау құрал жабдықтарының пайдалану мақсаты және түрлері.
ІІ. 5 Автоматтандырылған механикаландырылған механизмдерді статистикалық байқаудан өткізу реті.
ІІ. 6 Автоматтандырылған, механикаландырылған, роботтандырылған өндірістік жүйелердің қауіпсіздігін бағалау.
ІІІ. Қорытынды бөлім
Қорытынды
Пайдаланылған әдебиеттер
КІРІСПЕ
Икемді өндіріс жүйесі - жабдықтау мен құрылғының сандық көрсеткіші (ҚСК), роботтандырылған технологиялық кешендер, икемді өндірістік модульдер, технологиялық жабдықтардың белшектері мен олардың жұмыс жасау жүйесін белгіленген уақыт мерзімінде автоматтандырылған тәртіп бойынша қамтамасыз ететін әртүрлі номенклатура түріндегі технологиялық жабдықтаудың техникалық сипаттамасы көлемінде өнімді шығаруда автоматты қайта жөндеу қасиеті бар жүйенің жиынтығы. [1
Өндірістік автоматтандыру - машиналық өндірістің дамуы барысында бұрын адам атқарып келген басқару және бақылау жұмыстарын приборлар мен автомат құрылғыларға жүктеу процесі.
Өндірістік автоматтандыру - осы заманғы өндірісті дамытудың негізі әрі техникалық прогрестің ең басты бағыты. Өндірістік автоматтандырудың жарым-жартылай, кешенді және толықтай автоматтандырылған түрлері бар. Өндірісті жарым-жартылай автоматтандыру өте күрделі әрі тез өтетін процестерді адамның тікелей басқаруы мүмкін болмайтын жағдайларда пайдаланылады. Басқару жұмыстарын автоматтандыру өндірісті жарым-жартылай автоматтандыруға жатады. Өндірістік автоматтандыру процесі кезеңінде телім, цех, зауыт, электр станциялар өзара бір-бірімен байланысқан автоматты кешен ретінде жұмыс істейді.
Қауіпті аймақ - деп машинаның, кұрылғының айналасындағы еңбеккерге тұрақты немесе құбылмалы, қауіпті, болмаса зиянды жағдай туатын кеңістікті айтады. Қауіпті аймақ тұрақты немесе айнымалы болады.
Сондықтан жоғарыда көрсетілген әсерлердің мөлшерін азайтуға немесе болдырмауға арналған қорғау құралдары: қоршағыш, сақтандырғыш, тосқауылшы, белгі беруші, машинаны алыстан басқару жүйесі, арнайы құрылғылар болып бөлінеді
ІІ. 1 Өндірісті механикаландыру және автоматтандыру кезіндегі еңбек қауіпсіздігі.
1. Ғылыми -техникалық жетістік, еңбекті жеңілдетіп, оның өнімділігі мен қауіпсіздігін көбейгенімен, еңбек қорғау және қоршаған орта қорғау мәселе-лерін толық шешпейді. Бұларға төмендегі объективті және субъективті жағдайларды жатқызамыз.
- өндіріс күштерінің бір орынға шоғырлануы, өндіріс көлемінің артуы - қоршаған ортаға зиянды заттардың көп мөлшерде бөлінуіне әкеледі;
- өндірістік технологиялардың қарқынды дамуы - өндіріс ритімінің жылдамдауына;
- құрал-жабдықтардың күрделене түсуіне;
- жаңадан туындаған қауіпті, зиянды факторлардың алдын алу немесе олар-ды жою ақпаратының жетіспеуі;
- гиподинамикалық жүктемелердің өсуі және еңбек процесінің бірқалып-тылығы.
Өндірістік автоматтарды қолдану адамның жұмысының түрін өзгертіп, қол жұмыстарын азайтып, еңбек жағдайларын жақсартады және босаған жұмысшылардың көпшілігін қолайлы жұмыстарға ауыстыруға мүмкіндік береді. Автоматтар мен роботтар кәсіпорындағы жарақаттануды азайтады.
Бірақ роботтар жұмысы кезінде еңбеккерлерге қауіпті өндірістік жаңа факторлар әсері бар.
Оларға:
- роботтарды жөндеу, реттеу, жұмысшыларды үйрету кезінде, олардың жұ-мыс органдарының күтпеген қозғалысы;
- роботтың жұмыс аймағындағы авариялық жағдай;
- робот автоматты режимде жұмыс істеп тұрғанда немесе оны рет-теу, жөндеу кезінде оператордың байқаусыздағы қате іс-қимылы;
- эргономика немесе қауіпсіздік талаптары бұзылған кездерде адамдардың жарақат алуын жатқызамыз.
2. Механикаландырылған, автоматтандырылған технологиялық ағымдар(тізбектер) төмендегідей еңбек қорғау талаптарына сай болулары қажет:
Тізбектің орналасуы. Автоматты тізбектер арнайы жобаланған цехтарда орналасып, басқа тізбектерден, қабырғадан, кірер жолдарын- белгілі ара-қашықтықта орналасуы керек.
Екі жағынан да күтілетін автоматты тізбектерде өтетін жолдар болмағанда көпірлермен жабдықталуы керек. Көпірлердің ені мен қоршау биіктігі 800-1000 мм кем емес, едені тайғақ болмауы керек.
Басқару органдары .
Тізбекті басқару органдары байқаусызда қосылып немесе өшіп қалудан сақталып, әрбір 10 м сайын орналасуы қажет. Оларда анық белгілер мен жазулары болуы керек. Басқару органдарының орналасуы талапқа сай болып, белгілі ескерту символдарымен жабдықталуы қажет.
Оператордың жұмыс орны қауіпті, зиянды әсерден сақтайтын арнайы жабдықталған кабинада болуы қажет.
Қоршау.
Тізбектегі машиналар мен механизмдердің қауіпті аймақтарының қоршалуға қажетті бөліктері:
- барлық айналмалы, қозғалмалы бөліктері;
- материал немесе жабдықтың ұшуы мүмкін жерлері;
- жоғарғы қауіптегі аймақтар (жоғарғы температурадағы, кернеуліктегі,
- Автоматты ағымдар және жабдықталуықажет.
- Олардың іске қосылу сәттері:
- станоққа, жабдыққа материал бекітілмесе немесе олар дұрыс орналаспаса, жабдықты іске қосу мүмкін болмауы керек;
- адам қауіпті аймаққа кірген сәтте құрылғы өшіп, тоқтап қалу үшін;
- кенеттен энергия көзі, ауа, сұйық қысымы тоқтаған кезде жабдыққа бекітілген дайындама, кескіш, бұрғылары ұшып кетпес үшін оны ұстап қалу қажет болғанда.
Электроқауіпсіздікті қамтамасыз ету үшін:
- бүкіл ағымды қауіпті жағдайда токтан ажыратуға арналған ажыратқыш көрнекі, ыңғайлы жерге орналасуы керек;
- өшіп қалған кернеу қайта берілген кезде электрожетектің өздігінен қосылып кетуі мүмкін болмауы қажет;
- құрылғылардың ток жүруі мүмкін бөліктері жерге немесе нольдік сымға қосылуы керек;
- электр сымдары пайдалану мақсатына байланысты әр түрлі түске боялауы қажет.
Белгі бергіш құрылғылар - дыбыстық, жарық арқылы болып бөлінеді. Белгі беруге дыбыс қысымы 90-100 ДБ және 125-500 Гц толқын пайдаланылады. Жарық белгілерінің қызылы-тиым салушы, сарысы-ескерту, жасыл-жұмысқа дайындық режим немесе қалыпты жұмыс режимі, көк-арнайы ақпарат беру үшін, ақ түс-көмекші әрекетті көрсетеді.
Тізбекті шу, жарық. МЕСТ-ке сәйкес болуы керек. Автоматты тізбектер, бөлінген шаң, газ, т. б зиянды заттарды сорып әкететін, тазартатын қондырғылармен жабдықталады. Жұмыс бөлмелері желдеткіш құрылғылармен ереже, МЕСТ-ке сай жабдықталады.
Автоматтық ағымдар алдын-ала тексеруден, сынақтан өтеді. Сынақ алдымен бос режимде, соңынан жұмыс режимінде өтеді.
ІІ. 2 Автоматтандырылған, механикаландырылған және роботтандырылған өндірістік ортаның жағымсыз факторлары
1-кесте
ІІ. 3 Роботтандырылған өндірістік жүйелерді пайдалану кезіндегі қауіпсіздік
-РТК-ны жобалау үшін технологиялық процестерінің анализі негізіндебастапқы мәндер дайындалады;
- роботтан тұратын РТК-ның құрамының аумағын анықтау.
- осындай РТК аумағын жобалау;
-бұрын зерттелген аумақтарды біріктіру жолымен РТК-ны толығымен жобалау;
- өндірісті ПР және РТК-ны қолдануға дайындау қарастырады:
- қолданып отырған процесті зерттеу және қолданылмаған қорлар, орындарды және шығандарды орындау мақсатында өнеркәсіпте өндірістің ұйымдастырылуы;
- еңбекті рационализациялау және жақсарту нұсқауларды өндіру және РТК-ны дайындау және жобалауға ұсыныстар мен сәйкес ұсыныстарды қосу;
-өндірістің типін анықтау (жалпы, үлкен сериялы, сериялық, азсеримялық) МЕСТ-14. 004-83, МЕСТ. 3. 1108-74 сәйкес;
- өндірісті ұйымдастыру әдістері (топтық бір пәндік және көп пәндік, топтық емес) ;
- технологиялық процесс бойынша детальдардың орын ауыстыру сипаты (үздіксіз, үзіліссіз) ;
- берілген өндірістің спецификалық ерекшеліктері (еңбектің жағымсыз шарттары, арнайы материалдарды өңдеу және т. б. )
-берілген өндірістің анализдері нәтижесінде бөлшектердің номенклатурасы анықталу керек, олардың өңделуі ӨР қолдану арқылы іске асуы мүмкін:
-спецификалық негізде өндіріс процестерінің қызмет етуі оның нәтижелігіне тәуелді;
- өндірістің ұйымдастырушылық структурасының өзгеру жолдары;
-жеке процестерді автоматтандыру немесе механизациялау, технологиялық процестерді өңдеу жолдарын дамыту;
-механизациялау түрлері және еңбекті автоматтандыру, өндірісті жоғарылату, оның ішінде ПР-ды қолдану жолдарымен;
- автоматтандыруға дейін және кейін өндірістік процестерде таңдалған номенклатураны өңдеуге қатысатын негізгі және қосымша жұмысшылар саны;
- автоматтандыруға дейін және кейін аспаптардың орын алу ауданын ұйымдастыру және мөлшері
- автоматтандыруға дейін және кейін бөлшектер номенклатурасын нақты таңдау және өлшемдерін қадағалау әдістері;
- автоматтандыруға дейін және кейін қалдықтарды өңдеу және оларды жою сипаттары.
Роботтандырылған өндірістік техникалар түрлері
Жұмыс орындарын ұйымдастыру, жабдықтарды орналастыруға оны пайдалануға қойылатын қауіпсіздік талаптары.
Өндірістік жабдықтардың бір-бірінен ара-қашықтығы, қозғалып келе жатқан механизмдерден, бөлшектерден, қоректендіру көздері шоғырынан (источники питания) ара қашықтықтары 1, 5 метрден кем емес, ал автоматты пісіру қондырғылар арасы 2м кем болмауы керек. Жабдықтар мен дайындамалар, бұйымдар жинайтын орындар арасы 1-1, 6м болуы керек.
Жанғыш материалдар сақталған жерден, пісіру орындары 4-10 м қашықтықта орналасуы керек.
ІІ. 4 Автоматтандырылған, механикаландырылған, роботтандырылған өндірістік жүйелерді пайдалануда техникалық қорғау құрал жабдықтарының пайдалану мақсаты және түрлері.
Қорғаудың техникалық құрал жабдықтары :
- Қоршағыш құрылғы - адамның болмаса оның киімінің бөлшектерін машинаның қауіпті аймағына түсіп қалуына кедергі, қоршау ретінде жасалады . Олар үш түрге бөлінеді : тұрақты, алмалы - салмалы, жылжымалы .
- Сақтандырғыш қорғау жабдықтары қауіпті факторларды қас қағым сәтте тоқтатады .
- Тосқауылшы құрылғылар адамның қауіпті аймаққа баруын болдыр-майды, не болмаса қауіпті факторлардың әсерін жоғалтады . Олар механикалық, электрлі, фотоэлектрлі, гидравликалық, ауа қысымымен істейтін және құрама болып әр түрге бөлінеді .
- Белгі беруш і : а ) дыбыс арқылы, ә ) түрлі - түсті жарықтар арқылы, б ) қауіпсіздік белгілері .
- Қашықтықтан басқару ( алыстан басқару ) .
Қорғау құралдарының баршасына қойылатын талаптар төмендегідей: жұмыс орнындағы қауіпті және зиянды әсерді барынша азайту: қорғау жабдықтары, машинаны пайдалану кезінде жұмысқа кедергі болмай, оңтайлы болу қажет, сенімді және берік болу керек7
Қоршағыш құрылғы - адамның, болмаса оның киімінің бөліктерін машинаның қауіпті аймағына түсіп қалуына кедергі-қоршау ретінде жасалады. Олардың кұрылымы әр түрлі, және барлығы да берік те оңтайлы болу керек. Олар түрақты, алмалы-салмалы, уақытша болып үш түрге бөлінеді.
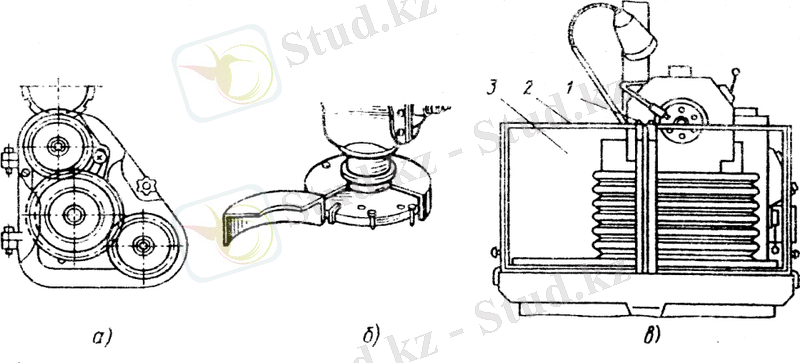
1- Сурет. Станоктардың тұрақты қоршағыштарының түрлері;
а - толық қоршау(құндақ) ; б - кескіш құралды жартылай қоршау; в - кесу аймағын жартылай қоршау; 1 - бұрылмалы экран білігі; 2 - рамка; 3 - әйнекті экран.
Сақтандырғыш қорғау жабдықтары - қауіпті факторды қас қағым сәтте тоқтатуға арналады. Авариялық жағдай туған кездерде - (қысымның, температураның, жұмысшы жылдамдықтың, ток күшінің, айналу моментінің артуы) сақтандырғыштың іске қосылуы нәтижесінде, құрылғы, машина, жарылыстан, сынудан, өртенуден аман қалады.
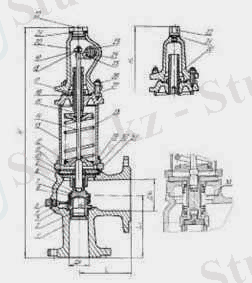
2- Сурет. Серіппелі фланецсті сақтандырғыш клапан
Герметикалық нормасы ТУ 3742-004-07533604-95.
Тосқауылшы құрылғылар - адамның қауіпті аймаққа баруын болдырмайды, не болмаса қауіпті фактордың әсерін жоғалтады, қауіпті жағдайдың алдын алады. Олар механикалық, электрлі, гидравликалық, ауа қысымымен істейтін, құрама болып әр түрге бөлінеді.
Фотоэлементті тосқауылдар соңғы кезде пайдаланылады. Мысалы, адамның дене мүшесінің бірі қорғау аймағына барса, онда фотоэлементке көлеңке түседі де, ол машинаның, құрылғының қозғалтқышын өшіріп тастайды.
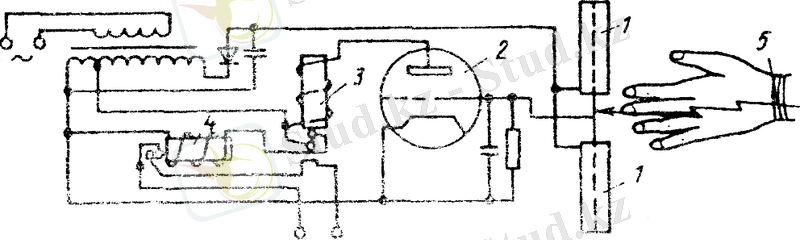
3- Сурет. Электронды (радиациалық) тосқауыл.
Айтылған құрылғылармен қатар еңбеккерге технологиялық
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz