Механикалық өңдеу операцияларының техникалық-нормативтік уақыттары, операциялық схемалар мен кесу режимдерін есептеу әдістері

Техникалық тұрғыдан негізделген нормалау уақыттары.
Техникалық тұрғыдан негізделген нормалық уақыт /t ә / мынадай формуламен табылады:
t ә = t нт + t қ + t қт + t n , (1)
T нт - негізгі технологиялық уақыт;
T ә - нормалық немесе даналық уақыт;
T қ - қосалқы уақыт;
T қт - жұмыс орнындағы ұйымдастыру қызметіне кететін уақыт;
T n - үзіліс немесе жұмысшының өз мұқтаждығына керекті уақыт.
Негізгі технологиялық уақыт / t нт / детальдың өлшемін, пішінін, бет қатпарының сапа-күйін өзгертуге жұмсалады. Ал құрастыру кезінде ол уақыт жиналатын детальдардың орнын кеңістікке өзгертуге жұмсалады.
t НТ , (2)
Мұндағы:
L - өңдеу бетінің есепті ұзындығы;
S м - минуттық беріс;
- әрекеттің жону сандары.
Жонуға жіберілген әдептің мөлшеріне қарай оны бірнеше “ t ” рет жонуға тура келеді. Егер детальды өңдеудегі көрсетілген өзгерістер қолмен жасалса, онда t нт қол уақытына /t қол / тең, машинамен жасалса, машина уақытына / t м / тең болады. Ал ол өзгерістерге машина да, адам да кіріссе, онда машина қол уақыты / t мқ / дейді. T қ қосалқы уақыттар негізгі технологиялық уақытты іске асыруға жұмсалады. Олар дайындаманы орнатуға, бекітуге, босатуға, станокты жүргізіп, тоқтатуға, өлшеуге, аспапты өңдеуге ыңғайлауға және т. б. жіберіледі.
Негізгі технологиялық уақыт пен қосалқы уақыттың қосындысын оперативті уақыт / t on / дейді.
t on = t нт + t қ , (3)
t қт қызмет уақыты, жұмыс орнын өз бабында, таза етіп ұстау үшін қажет. Бұл уақыт жұмыс орнын ұйымдастыру және техникалық уақыттардан тұрады.
T қт = t ұ + t т, (4)
Мұндағы:
t ұ жұмыс орнын ұйымдастыруға жұмсалатын уақыт;
t т техникалық уақыт, СҚАД ты бабында ұстауға, аспапты ауыстыруға және т. б. жұмсалады.
Қызмет уақытының шамасы оперативті уақыт арқылы пайызбен алынады.
t n жұмысшының демалысына жұмсалатын уақыт шамасы 2 % - пен оперативті уақыт арқылы есептеледі.
t ә = ( t нт + t қ ) ( l + ) , (5)
Мұндағы:
K = t нт + t n тең.
Даналық уақыттың кері қатынасын өнім нормасы деп алып, мына формуламен анықтаймыз:
 (6)
(6)
Сменалық өнім нормасы:
 (7)
(7)
Мұндағы:
T cм - жұмыс сменасының ұзақтығы, сағат.
Сонымен, tә және G екеуi еңбек өнiмдiлiгiн сипаттайтын, өте қажеттi өндiрiс көрсеткiшi болып табылады.
Бұйымдарды партиялап шығару жағдайында /жоғары сериялы өндiрiстер,
қайта реттелетiн топты станоктар жүйелерiнде/ даярлау мен қорытындылау
уақытын /Тәқ/ енгiзедi. Бұл уақыт жұмысшының алдына келген жаңа бұйымдарпартиясымен танысып, оның жұмыс сызбаларын ұғынуға және жұмыс орнын, аспап-құралдарын жаңа объектiнiң шарттарына ынғайлауына жұмсалады. Сонымен, бұйымдардың жаңа партиясын шығаруға жұмсалатын уақыт төмендегi формуламен есептеледi:
 (8)
(8)
Мұндағы,
n - партия көлемiндегi бөлшектер саны;
Тәқ - даярлау, қорытындылау уақыты;
Тn - партиялық уақыт;
Құрал-саймандардың жұмысқа жүктелуiне қарай, олардың санының дұрыс-
бұрыс алынғанын пайымдайды. Құралды жүктеу коэффициентi төменгi
формуламен есептеледi:
 (9)
(9)
Мұндағы, Үж - құралдардың жүктелу коэффициентi;
Кес - операциядағы есептi станоктар саны;
Кас - операциядағы нақты алынған станоктар саны. Есептi станоктар санын төменгi қатынаспен табады:
 (11)
(11)
Мұндағы, линияның жұмыс iстеу тактi.
Линияның жұмысқа жүктелу коэффициентiн мынадай формуламен анықтайды:
 (12)
(12)
Мұндағы, m - линиядағы станоктар саны;
Үж. л - линиядағы жеке станоктардың орташа жүктелу коэффициентi, оның мәнi шамамен Үж. л = 0, 75 - 0, 85. Бөлшектерді механикалық өңдеу технология үдерістерiнiң еңбексыйымдылығын төмендегi формуламен есептейдi:
 (13)
(13)
Мұндағы m0 - технологиялық үдерістегi операциялар саны; То - механикалық өңдеу үдерісiнiң еңбек сыйымдылығы. Өңдеудiң еңбексыйымдылығы технологиялық үдерістегi нақты еңбек шығындарын ғана сипаттайды. Ал өткен еңбек шығындары материалдарды өндiрiп, тапқандардың құрал-саймандарын жобалап, шығарғандардың еңбектерi/мұның құрамына кiрмеген. Автоматты линияларда, әрбiр операцияға жұмсалған уақыт шығыны оперативтi уақытқа тең болуы керек. Егер мұндай пропорцияны сақтау қиын болса, онда оперативтi уақытқа тең етiп, автоматты линияның ең бiр ауыр дегеноперациясының уақытын алады. Ондай операцияны лимиттi операция дейдi. Егер лимиттi операцияда бiрнеше детальдар өңделiп жатса, оның мәнiн мынадай формуламен есептейдi.
 (14)
(14)
n - лимиттi операцияда өңделiп жатқан бiрнеше бөлшектің саны /немесе лимиттi операцияда параллель iстеп жатқан станоктардың саны/. Автоматты линияның әр позициясында iстеп жатқан станоктар санын мынадай формуламен есептейдi:
 (15)
(15)
Мұндағы, Топ - оперативтi уақыт; - шығару тактісi. Автоматтық линияның сағаттық өнiмдiлiгi:
 (16)
(16)
Мұндағы, f - автоматты линиядағы жұмыс уақытының сағаттық номиналды қоры /60 мин/; Кал - уақыттың номиналды қорын пайдалану коэффициентi /Кал= 0, 8 - 082/.
Механикалық өндеудегі операцияларды құру
Технологиялық операцияларды оның технологиялық әрекеттерiнiң жүру бiрiздiлiгiн гежей-тегжейлi анықтайды; операцияны құрал-саймандармен жабдықтауды бiржола есептеп, олардыңтүпкiлiктi белгiленуiн ойластырады; кесу режимдерi есептеледi немесе белгiленедi. Детальдың жасалу технологиясының бағдары осы жобалауда анықталады. Жобаланған технологиялық операцияның ең маңызды критерийi - оның жүргiзiлуiнiң оперативтi уақыты. Осы оперативтi уақыт неғұрлым аз болса, операция соғұрлым технологиялы болады.
Операцияларды құру схемаларына сандық сипаттама беру үшін олардыңоперативтi уақыттарының бiр мезгiлде орындалуының коэффициентiн анықтаған жөн.
 (17)
(17)
Мұндағы tн -операцияның негiзгi дербес уақыты, мин; tº-операцияның қосалқы дербес уақыты, мин Іс-әрекеттерiнiң негiзгi және қосалқы уақыттарының қосындысы, мин; n-технологиялық әрекеттердiң саны. КОП коэффициентi неғұрлым аз болса, операция соғұрлым кемелдi болады. (34. 24) формуласындағы КОП=1-ге тең болғанда, дайындаманың бiр технологиялық әрекетпен жүргiзiлгенi айқын /n=1/. Егер дайындаманы бiрнеше технологиялық әрекеттердi қолданып жүргiзсе, онда n>1. Операцияларды өнiмдiлiк тұрғысында талдау үшін қосалқы уақыттың құрамы төмендегiдей бес бөлiктен тұрады деп есептеген дұрыс:
1) дайындаманы орнатып, өңдеп бiткеннен кейiн станоктан шығару уақыты /tф/ бұл уақыт iшiнде дара дайындамаларды қондырғыға орнату, жұмыс позициясына ауыстырма қондырғы-қосалқыларды және серiктестердi орнату; шыбық прокаттарын өңдеуде цанганың ашылуы, шыбықты тiрелгенше жiберу және цанганы қысу уақыты;
2 ) станокты басқару қимылдарына керектi уақыт/tб/; бұл уақыт iшiнде станокты жүргiзу, тоқтату, жылдамдық пен берiстерiн қосу, шпиндельдiң айналу, суппорттардың, кареткалардың қозғалыс бағыттарын өзгертулер бар;
3) индексациялауға керектi уақыт/tинд/; бұл уақыт iшiнде: станок тораптарының бастапқы орнынан жаңа орынға ауысуы; шпиндель блокрарының, ұстел және барабандардың, аспапты блоктардың бұзылуы; бөлгiш құралдар мен қондырғылардың бұрылуы; дайындаманың жаңа позицияға ауысуы;
4) аспапты ауыстыру уақыты /tасп/; бұл уақыт iшiнде: жедел ауыстырылатын кондукторлық төлкелер уақыты; қашап кеңейту борыштангалары мен ауыстырмалы борштангалар уақыты; кескiш және револьверлiк жабдықтардың бұрылуы;
5) сынама жоңқаға келтiру арқылы кескiш аспапты орнату уақыты /tөлш/; бұлуақыт өлшемдерi еркiн алу жүйесiнде сынама өлшеумен жүргiзу керек; әсте бұл уақытты негiзгi өңдеу уақытымен алмастыруға болмайды. Кейде өңдеу кезiнде автоматты тексеру тәсiлдерi қолданылса, онда өлшеудi өңдеумен бiр мезгiлде жүргiзуге болады.
Осы қосалқы уақыт элементтерiн неғұрлым дұрыс басқарып, игере бiлсе, операция соғұрлым өнiмдi де ұтымды болады. Операцияның қосалқы уақыты негiзгi уақытын бiр мезгiлде жүргiзу мүмкіндiктерi өңдеу үшін орнатылған дайындаманың санына, қолданылатын кескiш аспаптарға және сол дайындамаларды өңдеу тәртiбiне байланысты. Технологиялық операциялардың схемалары өңдеу үшін орнатылған дайындамалардың санына қарай бiр және көп орынды, кескiш аспаптың санына қарай бiр және көп кескiштi болып бөлiнедi. Технологиялық әрекеттердiң уақыт өлшемiнде бiр мезгiлде жүргiзiлуiне қарай оларды бiрiздi, параллель және параллель-бiрiздi жүргiзiлетiн операциялар деп бөледi.
Бiр немесе бiрнеше кескiш аспаптармен бiр орынды, бiрiздi өңдеуде /7. 15- сурет/ операцияның даналық уақытының /tә/ құрамына кiретiн негiзгi дербес технологиялық уақыт /tн/ барлық әрекеттер уақыттарының /tнi/қосындысынан тұрады.
 (18)
(18)
Бiр орынды, бiр кескiштi, бiрiздi сызбада операцияның қосалқы уақытының мәнi төменгi формуламен есептеледi /1, а-сурет/.
 (19)
(19)
Бiрнеше ауыстырмалы кескiш аспаптармен өңдеуде /7. 15, б-сурет/
 (20)
(20)
Мұндағы (19) формуласына tасп уақыттың орнына tинд кiруi мүмкін: бұл токарьлық өңдеудегi төрт кескiштi жабдықты бiрiздi бұрап бұруда кездеседi.

1-сурет. Технологиялық әрекеттердi бiрiздi жүргiзiп өңдеудiң сызбалары: а/ бiркескiштi, бiр орынды өңдеу; б/ ауыстырмалы
Бiр орынды параллельдi өңдеуде негiзгi уақыт /2-сурет/ лимиттi әрекеттiң жүру уақытымен есептеледi:

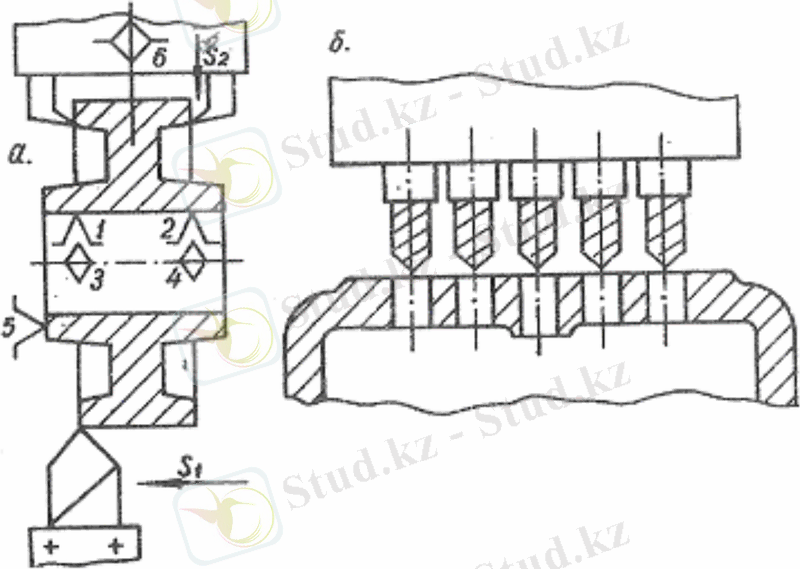
2-сурет. Технологиялық әрекеттердi параллельдi жүргiзумен өңдеудiң сызбалары: а/ бiрнеше аспаппен бiр орынды өңдеу; б/ бiрдей аспаптармен бiр орынды өңдеу
Параллель-бiрiздi сызбалар дайындамалардың бiрнеше беттерiн бiр мезгiлде бiрнеше позицияларда өңдеуде кездеседi /2, а-сурет/; бұл жағдайда дайындамалар немесе кескiш аспаптар өз позицияларын аспапты блокты бұрап бұрумен ауыстырылады. Технологиялық дербес негiзгi уақыт бiрнеше лимиттi әрекеттер уақыттарының қосындысынан тұрады:
 (21)
(21)
Операцияның қосалқы уақыты
 (22)
(22)

3-сурет. Технологиялық әрекеттерді паралелльді-бізді жүргізумен өңдеу сызбасы:
а - токарьлі-револьверлі станокты алты позициялық аспаптар жабдығымн; ә - тескіш станоткта көпайналдырықты аспаптар жабдығын біізділікпен 1-2-3 позицияларына жылжытумен
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz