Ағаш өңдеу токарь станогының құрылысы мен басқару тәсілдерін оқыту әдістемесі

Мазмұны
Кіріспе . . . 3
1. Ағаш материалдарын механикалық өңдеуді оқытудың
теориялық негіздері . . . 7
1. 1 Токарь станогын оқытудың психофизиологиялық аспектілері . . . 7
2. Ағаш өңдеу токарь станогын оқытудың әдістері мен формалары . . . 10
2. 1 7 - сынып оқушыларына ағаш өңдеу токарь саногының
құрылысын оқытудың әдістері . . . 10
2. 2 Ағаш өңдеу токарь станогының басқару тәсілдерін
оқыту әдістемесі . . . 17
2. 3 Сабақ конспектісі . . . . . . 21
2. 4 Жұмыс орнын ұйымдастыру және өңдеу кезіндегі техникалық
қауіпсіздік ережелері . . . 24
Қорытынды . . . 27
Пайдаланылған әдебиеттер . . . 29
КІРІСПЕ
Зерттеу жұмысының көкейкестілігі . Еліміздің егемендік алуымен байланысты әлеуметтік - экономикалық, рухани салаларымыздың барлық жақтарында жаппай өзгерістер, жаңа бастамалар мен серпімді қадамдар жасалып, жүргізіліп жатыр. Бұл өзгерістер рухани өміріміздің жанды саласы мектеп, оның оқу-тәрбие жұмысын қамтиды.
Елбасы Н. Назарбаев «Бәсекеге қабілетті Қазақстан үшін, бәсекеге қабілетті экономика үшін, бәсекеге қабілетті халық үшін» Жолдауында ендігі жерде қай салада да тек көшке ілесе білу ғана емес, нағыз бәсекелестік қабілеттілікті қарыштап дамыту керектігін айрықша атады. Бұл орайда, әрине білім беру саласына, әсіресе, кәсіптік мамандар даярлау саласына ерекше назар аудару қажеттігі анық.
Дегенмен, ұлттық өнер, ұлттық нақыш тек технология сабағында ғана емес, балғын жасқа тәрбие беруде және оқу барысында кез келген сабақта ұлттық педагогикамен үндестік тауып жатуы тиіс. Ол өскелең ұрпақты үлкен адамгершілікке, патриоттық сезімге, асқан ұстамшылдыққа тәрбиелейді .
Міне, осы негізді басшылыққа ала отырып технология сабағын әріден теріп, берімен жалғастыру - бүгінгі күннің өзекті мәселесі.
Технология сабақтарының сапалы өту оқушылардың білім сапасын арттыруға әсер ететін фактор болып табылады. Оқыту процесі үшін оқыту бағдарламаларының және оқулықтардың, оқу құралдарының сапалы қамтамасыз етілуі, мектептің оқу-материалдық базасының жақсартылуы, мұғалімнің әдістемелік және кәсіби шеберлігі сабақтың нәтижелігін арттырады.
Қоғамдағы болып жатқан бетбұрыстар, саяси көзқарастар аясында қазақ елінің тарихын шынайы тұрғыда танып - біліп, салт - дәстүріне, рухани мұрасына қасиетпен қарау ерекше маңызға ие болып отыр. Сондай қажеттіліктердің бірі - халық қолөнері. «Өнерден қуат алмаса тіршіліктің шырағы өшеді» деп М. Әуезов айтқанындай, өсіп келе жатқан ұрпағымызға өз халқының өнерін бойына сіңіріп өсіру - педагогтердің қазіргі кездегі кезек күттірмейтін мәселесі.
Оқушылардың жас кезінен еңбекке қатыстыру, сабақ үстінде белгілі бір мөлшердегі қажетті білім мен іскерліктерді үйретеді. Технология сабағы тәрбиелік өрісі өте кең сабақтардың бірі, ол оқушының ой-қиялын байытып, шығармашылық қабілетін, рухани байлығын арттырады. Сабақта қолданбалы өнерді пайдалану оқушыларға өнерде мағлұматтар беріп, жан дүниесін сезімдерге бөлейді.
Еңбек тәрбиесі өсіп келе жатқан ұрпақтың адамгершілік тәрбиесіне едәуір ықпал жасайды. Мектепті бітіргеннен кейін адам мінездің жаңа салаларын игермейді, қайта бұрынғыларын шыңдай түседі немесе түзетеді.
Оқу пәніне деген тұрақты қызығушылық мамандық түрін таңдауға, сонымен қатар қайсыбір кәсіп түріне деген ынта-ықпалын арттыруға әсерін тигізеді.
Қазақстанда ұлағатты мұра қалдырып кеткен орта ғасырдағы бірқатар философ ғұламалары мен демократ ағартушылары, оқу білім, өнер, тәлім-тәрбие туралы ғылыми еңбектері біршама, оның ішінде Әл-Фараби: « . . . адамдардың танып білетін мөр таңбасы-табиғат», -деп, табиғатты танып білуді, игеруді ұсынған. Ю. Баласағұн жеке тұлғаның қоғаммен қарым-қатынасын ескере отырып, адамдардың табиғи ерекшеліктерін, оның әлеуметтік-этикалық, адамгершілік-психологиялық деңгейін анықтауды көздеген.
Тандалған, тақырыптың қажеттілігі: Қазіргі таңда сапалы білім беру мәсәлесі өзекті проблема болып отыр. Проблеманы шешу технология, еңбекке баулу пәндерін де қатысты болып таблады. Технологияда өз бетіндік жұмыстарға көп көмек беру, ұлттық нышанда орындалатын жұмыстардың пайдасы мол. Осындай жұмыстар көмегімен оқушылардың дербестегін, шығырмашылық қиялын дамытуға болады.
Бұл атап көрсетілген қайшылықтардың шешімін табу біздің зерттеу тақырыбымызды: «Ағаш өңдеу токарь станогының құрылысы және оны басқару тәсілдері » тақырыбын оқыту әдістемесі» - деп алуға мүмкіндік берді.
Зерттеудің мақсаты: - ағаш өңдеу токарь станогының құрылысы және оны басқару тәсілдері тақырыбын оқыту әдістемесін зерттеу, ағашты механикалық өңдеу жолдарын, тәсілдерін көрсету. .
Зерттеу нысаны: Қолөнер бойынша әдебиеттер, альбомдар, бұйым үлгілері, әдістемілік оқулықтар, газеттер, журналдардағы, педагогикалық ақпараттық - әдістемелік басылымдардағы іс - тәріжибелер, мақалалар.
Зерттеу пәні: Сыныптағы тәрбие жүйесі және оны ұйымдастыруды қалыптастыру.
Зерттеудің міндеттері:
- ағаш өңдеу токарь станогының құрылысы және оны басқару тәсілдерінің технологиялық үрдісінің мәні мен мағынасын ашу оның теориялық негіздерін қарастыру;
- ағаш өңдеу токарь станогының құрылысы және оны басқару тәсілдерін, түрлерін көрсету
- ағаш өңдеу токарь станогын басқарудың ерекшеліктерін анықтау;
- ағаш өңдеу токарь станогының құрылысын жан-жақты қарастыру.
- Зерттеу тақырыбы бойынша әдістемелік материалдарды жинақтап, өндеу
Зерттеудің әдіснамалық және теориялық негіздері - зерттеу проблемасы бойынша жалпы адамзаттық, ұлттық рухани құндылықтардың диалектикалық бірлікте болуы туралы философиялық, эстетикалық теориялар мен тұжырымдар, өнердің заңдылықтары мен атқаратын қызметі туралы, жеке тұлғаның эстетикалық тәрбиесі мен эстетикалық талғамын қалыптастырудағы маңызы туралы өнертану, эстетикалық, педагогикалық, психологиялық әдебиеттер мен ғылыми-зерттеу еңбектері.
Зерттеу көздері: Қазақстан Республикасының білім мен тәрбие саласындағы заңдары мен тұжырымдамалары; Қазақстан Республикасының педагогикалық білім тұжырымдамасы, Қазақстан Республикасының 2015 жылға дейінгі білім беруді дамыту тұжырымдамасы; педагогикалық құндылықтар туралы философия, қазақ халқының қол өнері, технолгоия, психология, педагогика саласындағы ғылыми еңбектер; өнертанушылардың еңбектері; мектеп журналдары;
Зерттеу әдістері: Алға қойылған міндеттерді шешу үшін педагогикалық және әдістемілік бағыттағы әдебиеттерге теориялық талдау жасау, жұмыс түрлерімен танысу. Жұмыс технологиясын оқып - үйрену. зерттеу мәселеміз бойынша философиялық, психологиялық, педагогикалық, тарихи-этнографиялық және мектеп журналдарында, оқушылар мен мұғалімдер арасында әңгіме, сауалнамалар мен тесттер жүргізу; тест нәтижелерін компьютер көмегімен өңдеу; педагогикалық эксперимент нәтижелері мен қорытындыларын саралау, оларға математикалық және статистикалық өңдеу жүргізу.
Қорғауға ұсынылатын негізгі қағидалар:
1. Ағаш өңдеу токарь станогын технологиялық үдеріс ретінде қарастыру.
- Ағаш өңдеу токарь станогының құрылысы және басқару тәсілдері тақырыбын оқытудың әдістері мен формаларын қарастыру
- Орта мектептерде оқушыларға ағаш өңдеу токарь станогының құрылысы мен басқару тәсілдерін үйрету.
- Токарь станогының құрылысы және оны басқару тәсілдерін оқыту әдістерін ұйымдастыру.
Курс жұмысының құрылымы:
Курстық жұмыс төрт бөлімнен тұрады. Кіріспе, ағаш материалдарын механикалық өңдеуді оқытудың теориялық негіздері, оқушыларға ағаш өңдеу токарь станогын оқытудың мазмұны мен формалары, қорытынды бөлімдерінде тақырыпқа сай мәліметтер берілген.
1. Ағаш материалдарын механикалық өңдеуді оқытудың теориялық негіздері
1. 1 Токарь станогын оқытудың психофизиологиялық аспектілері
Ағашты механикалық тәсілмен өндеудің негізінен алғанда екі түрі бар. Олар: кесу және қысу. Ағаш материалдарын кесу арқылы өңдейтін машинаны станок деп, ал қысу арқылы механикалық тәсілмен өңдейтін машинаны пресс деп атайды.
Кез келген станок қозғаушы, жеткізуші және атқарушы механизмдердің сондай-ақ басқару, реттеу мен бақылау механизмдерінің кешенді жиынтығы болып табылады.
Қозгаушы механизм (қозғаушы тетік) қуаттын өзге түрлерін (электр, химия т. б. қуат түрлерін) қозғалыстық механикалық қуатына айналдыру үшін қажет. Станоктар электрлік, гидравликалық, механикалық, пневматикалық және басқа жетек түрлерімен іске қосылады. Жеке электр жетегі бар станоктар неғұрлым кеңінен тараған.
Жеткізуші механизм қозғалыс параметрлерін қозғаушы тетіктен (қозғалтқыштан) атқарушы механизмге жеткізу және өзгерту үшін қызмет етеді.
Станоктың атқарушы механизмі кесу мен беріліс жөніндегі жұмысшы қозғалысын қамтамасыз етеді.
Кесудің басты қозғалысын жеткізуші механизм (басты жетек) жұмысшы біліктін айналысын іске қосуға арналған. Механизм қозғалысының екі түрлі сұлбасы бар. Бірінші жағдайда қозғалыс қозғаушы тетіктен (қозғалтқыштан) жұмысшы білікке бірден жеткізіледі. Мұндай кезде кескіш аспап қозғаушы тетік (қозғалткыш) білігінің өзіне тікелей бекітіледі немесе оның жалғасына орнатылады. Кескіш аспап қозғаушы тетік білігінің айналу шапшандығына тең шапшаңдықпен айналады. Сондықтан оның айналу шапшандығын өзгерту мүмкін емес. Ал екінші жағдайда қозғалыс қозғаушы тетіктен (қозғалтқыштан) жұмысшы білікке жеткізуші механизм арқылы беріледі. Бұл механизмнің көмегімен қозғалыстың параметрлерін өзгертуге болады.
Беріліс механизмі дайындалған ағаш материалдарын немесе аспапты өңдеу кезінде бір орыннан екінші орынға жеткізіп беруді қамтамасыз етеді. Беріліс механизмі қозғалысының қуат алатын қайнар кѳзі жеке немесе басты қозғаушы тетік (қозғалтқыш) болуы мүмкін, ал қозғалысты жеткізіп беріп, іске қосу жеткізуші механизмдердің көмегімен жүзеге асырылады.
Қозғалысты жеткізуші механизмдер құрылымы жағынан белдікті, шынжырлы, тісті жеткізушілер деп бөлінеді. Қозғалысты беріліс механизміне жеткізу үшін көбінесе бұрандалы, білтелі және басқа механизмдер қолданылады. Беріліс механизмі құрылым жағынан айналмалы біліктер, конвейерлі таспалар, шынжырлар, шынжыр табанды болып жасалуы мүмкін.
Басқару және реттеу механизмдері кесу мен беру шапшандығы, кесу бұрышы, кесу тереңдігі сияқты негізгі параметрлерді жөнге келтіруді, реттеп отыруды камтамасыз ету үшін қажет.
Бақылау механизмдері өңдеу ісінің мөлшерін, үлгісін, сапасын өлшеу мен бақылау қызметтерін, сондай-ақ бұйымдардың санын есептеу, салмағын анықтау, түр-түрін іріктеп, сорттау сияқты қызметтерді атқарады.
Әр станоктың құрамында мынадай негізгі құрылымдық бѳлшектер бар: станок орнатылатын негізгі жұмыс үстелі, жұмысшы білік (шпиндель), кескіш аспап. Ал қосалқы құрылғыға мыналар жатады: қоршау, бағыттаушы және қысып ұстайтын құрылғылар, тоқтату-жүргізу тетіктері, май жағуға арналған тетіктер т. б.
Станок орнатылатын тіректі негіз көбінесе шойын-нан құйып жасалады. Оған станоктың барлық бөлшектері құрастырылып орнатылады. Ол станоктың тұрақты, берік тұруын қамтамасыз етеді.
Жұмыс үстелдері дайындалған ағаш материалдарын өңдеу үшін қажет. Құрылымдык жағынан ондай үстелдер бір орыннан қозғалмайтын тұрақты, жылжымалы, айналмалы, жантаймалы, жазылмалы т. б. болып келеді. Жұмыс үстелдері кѳбінесе беті тегістеліп дәл ѳлшенген, жылтыр тақта түрінде шойыннан жасалады.
Жұмысшы біліктерге кескіш аспапты орнатады. Оларға мықты орнатылу, жасалу дәлдігі, біркелкі тұрақтылығы жағынан өте жоғары талаптар койылады. Жұмысшы біліктер жанып-жону тәсілімен болаттан жасалады. Олар өзінің құрылымы жағынан алуан түрлі болып келеді.
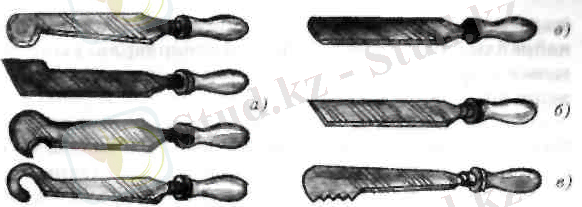
Ағаш өңдеу ісіндегі кескіш аспаптар неше түрлі мақсаттарға қолданылады, сондай-ақ олар өздерінің түрі, мөлшері мен құрылымы жағынан сан алуан. Ондай аспаптарға аралар (жақ, дискілі, таспалы), әр түрлі үлгідегі және цикльді пышақтар, фрездер, бұрғылар, ұңғу шынжырлары, токарьлық кескіш тістер, тегістеуші терілер жатады. Кескіш аспаптар кѳміртекті әрі тез кесетін қатты болаттардан жасалады.
Сызғыштар, үш бұрышты, төрт бұрышты сызғыштар түріндегі бағыттаушы керек-жарақтар ағашты өңдеу кезінде олардың қозғалысына бағыт беріп отыру үшін қолданылады.
Қысып ұстайтын қондырғылар дайындалған ағаш материалдарын ѳңдеу кезінде қажетті жағдайда ыңғайлы етіп ұстап тұрады. Олар құрылымы жағынан шиыр-шықты серіппе, аунақша, эксцентрик түрінде жасалады, сондай-ақ гидравликалық, пневматикалық және басқа болып келуі мүмкін.
Қоршау құрылғылар мен тетіктер адамдардың кауіпті аймаққа өтуін шектейді немесе тіпті өткізбейді. Олар электрлі қозғалтқыштарды, кескіш аспаптарды немесе тұтастай жұмысшы біліктерді, жеткізуші механизмдерді, станоктың басқа да кауіпті бѳлшектерін қоршап, шектеп тұрады. Құрылымы жағынан олар қаптамалар, қорғаушы қалқандар, құнқағарлар мен сәуле түсірмейтін тетіктер, перделер, қақпақтар түрінде жасалады, сондай-ақ арнаулы құрылғылар басқа да паналар түрінде кездеседі.
Тоқтату-жүргізу құрылғылары қозғалтқыштарды (қозғаушы тетіктерді) іске қосуға немесе тоқтатуға, айналып тұрған тетіктерді баяулатып тежеуге және басқа мақсаттарға пайдаланылады. Олар түймешелерді (түйме тетіктерді) басу, сапты тұткаларды бұру, ажыратқыштарды іске қосу арқылы жүзеге асырылады.
2. Ағаш өңдеу токарь станогын оқытудың әдістері мен формалары
2. 1 7 - сынып оқушыларына ағаш өңдеу токарь саногының құрылысын оқытудың әдістері
Айналатын денелер түріндегі бөлшектерді жасау үшін оларды токарь станогына салып жонып, егейді.
Біздің отандық ѳнеркәсібіміз орталықты, қарама-қарсы және орталықсыз токарь станоктарын шығарады.
Орталықты станоктарда салыстырмалы түрде алғандағы диаметрі онша үлкен емес, ұзынша бѳлшектер ѳнделеді. Дайындалған ағаш материалдары алдыңғы және артқы қыспақтардың орталығы ара сына мықтап бекітіледі.
Қарама-қарсы тік станоктарда кѳлемі едәуір үлкен, жайпақ бөлшектер өңделеді. Олар алдыңғы қыспақ тығырығына бекітіледі. Мұндай станокта артқы қыспақ тетігі болмайды.
Орталықсыз (дөңгелек таякшалы) станоктар цилиндр және конус тәрізді үлгідегі бөлшектерді жасап шығаруға қолданылады. Станоктың кескіш пышақтарының өткір жүздері ішке қарай бағытталған іші қуыс пышақ бастары болып табылады. Өңделуге арналған ағаш материалы ѳз осінен айналатын пышақ басына сәйкес беріледі.
Ағаш өңдейтін СТД-120 м үлгісіндегі токарь станогының негізгі бөлігі (1-сурет) бағыттаушы тетіктерімен
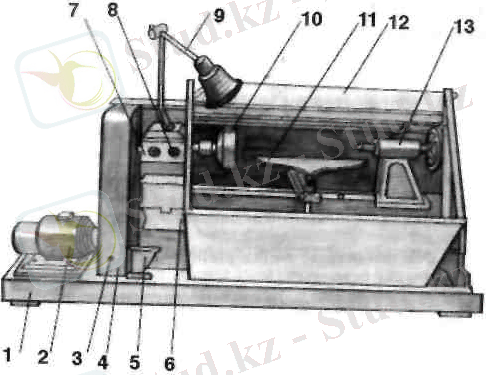
1-сурет. СТД-120, 4 үлгісіндегі токарь станогы: 1- платформа; 2 - электр қозғалтқыш; 3 - қорғағыш қапталып; 4-5 тіректі табан: 6 - станок орнатылатын негізгі бөлік; 7 - алдыңғы қыспақ тетік; 8 - түймеше тетік блогы; 9 - бір жерге гана жарық тұсіретін шам; 10 - патрон; II - ұстайтын тотқа; 12 - мөлдір экран; 13-артқы қыспақ тетік.
қоса алғанда, шойыннан кұйылған тіректі негізі (6) болып табылады. Ол өзінің екі тіректі табаны (5) арқылы станоктың тұрақты әрі берік тұруын қамтамасыз етеді. Оған алдыңғы (7) және артқы (13) қыспақ тетіктер, ұстайтын тұтқасы (11) орналастырылған. Станоктың жұмыс механизмдері кесу аймағын (жұмыс кеңістігін) құрайды. Бұл аймақ байқау экраны бар қорғағышпен (12) жабылып тұрады.
Станок орнатылатын тіректі негіз (6) өзінің тірек табандары (5) арқылы ағаштан жасалған арнаулы платформаға (1) мықтап бекітілген. Оның сол жақ бөлігіне станоктың электромеханикалық жетегі орнатылған. Ол жетек қайысты іске қосатын, білікке бекітілген қос сатылы тегершіктің сыналы белдігінен және токарь станогының алдыңғы қыспақ тетігінің шпинделіне бекітілген екінші қос сатылы тегершіктен тұрады.
Шпиндельдің айналу шапшаңдығын өзгерту жетек белдікті бір тегершіктің тұтқасынан екінші тегершіктің тұтқасына ауыстыру арқылы жүзеге асырылады. Станоктың жетегі сақтандырып тұратын қорғағыш қаптамамен
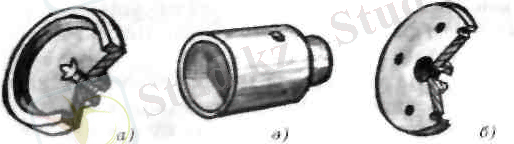
2-сурет. Шпинделъдің саптама тетіктері; а шанышқы (үш тісті айыр) ; ә- патрон;
б- тығырық.
жабулы тұрады, ал ол қаптама (3) бұранданың көмегімен мықтап бекітіледі.
Станок жұмысына басшылық жасау түймеше тетік блогы (8) арқылы қамтамасыз етіледі. Ол блок алдыңғы қыспак тетікке (7) орналастырылған. Дәл осы жерге жарық түсіретін шам (9) бекітілген.
Дайындалған ағаш материалдарын бекітіп ұстау үшін ауыспалы шпиндельдің саптама тетіктері пайдаланылады. Оған орталық шанышқысы (үш тісті айыр) бар корпус, патрон, өңделетін ағашты станокка бекітіп ұстайтын тығырык (2-сурет) жатады. Әзірленген қысқа ағаш материалдары ішкі ойыктарды ойып-жөну кезінде патронға бекітілетін болса, ағаш материалдарының диаметрі не-ғүрлым үлкендері тығырыққа орналастырылады.
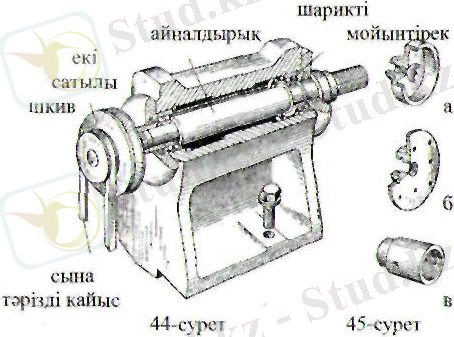 3-4 сурет.
3-4 сурет.
3-сурет. Станоктың алдыңғы топайы. Екі сатылы шкив, сына тәріздес қайыс, айналдырық, шарикті мойынтірек.
4-сурет. Дайындама бекітетін бейімдеу құралдары; а-трезубец, б-планшайба, в-қыскы.
Кесу кұралын ұстап тұруға тірек қызмет етеді (5-сурет) . Ол тұғырда көлденең және бойлық бағытында жылжи алады, сонымен қатар оны, өзінің тұтқасын бұрау арқылы бекітеді. Механизмдер мен машиналарда қозғалу берілістері кинематикалық схемаларда шартты таңбалармен көрсетіледі. Ол жерде қозғалу берілістерінде тікелей қатысатын бөлшектер бейнеленген. Кейбір бөлшек сызыктарын көрнекілік ретінде қояды.
Қазіргі тандағы өндіріс оқу шеберханалары жабдықталған станоктарға қарағанда өнімділігі жоғары және механизмдер қиын токарь станоктарымен жабдықдалған. Бұл станоктарда арнаулы өз мамандары қызмет етеді. Барлық жону әдістері мен бірге олар ағаштардың қасиетін станоктың құрылысын схемасын сызбаларды оқуды, құрал-саймандарды қайрауды және станокты жөндеп реттеуді білу керек. Станокта жұмыс істеу ұқыптылықты, дәлдікті және қауіпсіз еңбек етуді талап етеді.
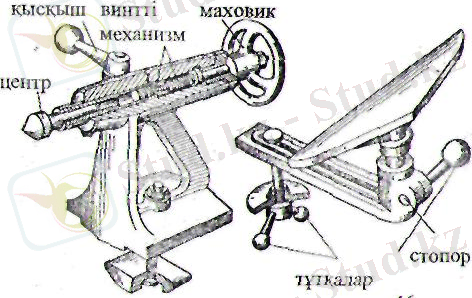
5-сурет, Станоктың артқы топайы, тірек.

6-сурет. Токарь станогының кинематикалық схемасы
Орындалатын жұмысқа нұсқау. Станокты икемдеу жұмыстарын орындау кезінде мынадай қауіпсіздік ережелерін сақтау керек: бекіту жұмыстарын станокты электр көзінен ажыратып орындайды. Станокты іске қосағын ажыратқышта ескерту кестесін іліп қоюы керек. Жұмысты сенімді слесарь құралдарымен істейді. Құралдың қайралу сапасын қолдын саусактарымен тексеруге тиым салынады. Станокты іске тек кана мұғалімнің рұксатымен қосады. Станокты іске жермен тұйықталыун сенімді бекітілген екенін тексеріп қосады.
Станоктың айналым жылдамдығының жоғары болуы қосымша қауіп тондіруі мүмкін; дәлірек айтқанда өнделіп жатқан бөлшектің дірілі көбейіп центрден босап, ұшып шыгу қаупі артады.
Станоктың құрылысын және жұмыс істеу принципін оқып үйрену оның конструктивті бөліктері мен механизмдерінің (тұғыр алдыңғы және артқы топайын, электромеханикалық жетектерін, тірегін қорғау құрылыстарын) өзара жұмыс істеуін біріктіру тәсілдерін анықтаумен басталады.
Жетектің сақтандырғыш қоршауының қақпағын электр қозғалтқышпен ашқан кезде, оған электр қуаты берілмей, тоқтап қалатындай етіп сақтықпен жалғастырылған.
Ағашты кесіп өңдеу аймағы алдын ала қорғағыш қоршаумен жабдықталған. Атап айтқанда, қабылдаушы тетік жұмыс істеп тұрған адамды түсіп жататын жаңқалардан қорғайды және ағашты аралау кезінде зиянды шаң-тозанның күшейіп, шоғырлана түсуін бөсеңдетеді, үгінді қалдықтардың үйіліп қалуын азайтады. Қоршау негізінен металл корпустан, мөлдір экраннан және брезент кездемеден жасалған жұмсақ экраннан тұрады. Қажет болған кезде шом экранын кейін қарай қайырып, ашып қоюға да болады. Станокка сондай-ақ түрлі шаң-тозаңдарды ұстап қалатын қондырғы да орнатылады.
Ал кескіш аспап каретаның көмегімен станок орнатылатын негізгі тірекке бекітіледі. Жылжымалы карета астыңғы тұтқалы тірекпен бірге оңға да, солға да, ілгері де, кейін де емін-еркін қозғала алады. Астыңғы тұтқалы тіректің өзі жоғары-төмен қозғалып, тік осьтің бойымен оны айналады.
Өндірістік мақсаттағы токарь станоктары астыңғы тұтқалы тірекпен де, кескішті механикалық тәсілмен бере алатын тетіктен де жасалады. Ондай станоктармен неғұрлым ірі бөлшектерді ойдағыдай өңдейді.
Жанып-жонудың мынадай түрлері бар: цилиндр тәріздес, конус тәріздес және бір қалыпқа келтірілген үстіңгі қабаттарды айналдыра жөну; тік кесілген дөңбек кесіндіні айналдыра жөну және тегістеу; қысқартып кесу; цилиндр тәріздес, конус тәріздес және бір қалыпқа келтірілген тесіктерді тегістеу.
Жонып тегістеу мен қашап тегістеу жұмыстарын қарадүрсін және тазартылған деп екі түрге белуге болады. Қарадүрсін жонып тегістеу мен қашап тегістеу кезінде ағаш материалдарының едәуір қабаты алынып тасталады, ал оның өңделген үстіңгі беті көбінесе кедір-бүдырсыз, теп-тегіс әрі жып-жылтыр болып шыға бермейді. Әбден тазартылған жонып тегістеу мен кашап тегістеу бѳлшектерді әдемілеп ѳндеу үшін қолданылады. Мұндай жағдайда өңделген ағаштың үстіңгі бетінің тегістігі қарадүрсін ѳнделгендегіден әлдеқайда жоғары болады.
Дайындалған ағаш материалдарын жанып-жону кезінде оларға басты қозғалыс (кесу қозғалысы), ал аспапқа беру қозғалысы жеткізіледі. Осьтік (ұзынынан) жанып-жону кезіндегі беру қозғалысы дайындалған ағаш материалдарының осі бойымен, тарамдалған тәсілмен жанып-жону кезінде дайындалған ағаш материалдарының орта шеніне қарай бағытталады, ал қарама-қарсы тігінен жанып-жону кезінде бөлшектің кесіндісіне перпендикуляр бағытта болады.
Механикалық тәсілмен беру тетігі бар станоктарда аралап кесу тәртібінің параметрлері (беру шапшандығы, кесу тереңдігі т. б. ) станоктың техникалық мүмкіндіктеріне, ағаш материалдарының қаттылығына, өндеу сапасынын дәрежесіне, бұтақтардың көзіне және басқа жағдайларға қарай белгіленеді. Аралап кесу тәртібінің параметрлері кем дегенде бір ѳткелден ѳткеннен кейін ѳзгертіледі. Ал аралап кесу процесі жүріп жатқан кезде параметрлер әдетте ѳзгертілмейді (бірақ
Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz