Ұңғымалық штангалы сорап жүйелерінің конструкциясы, технологиясы, қауіпсіздік шаралары мен экономикалық негіздемесі

Мазмұны
Кіріспе5
1. Жоба тақырыбын негіздеу
1. 1 Ұңғымамен штангалы сорапты құру7
1. 2 Ұзын жол тереңдік сорапын құру10
2. Технологиялық бөлім
2. 1 Штангалы сорапты ұңғымалардың техникалық қызмет етуі13
2. 2 Көтеру және штангалы сорапты құрулардың ұңғымалы бөлектеуі16
2. 3 Штангалы сорапты құрулардың ұңғымалы жөндеуі18
2. 4 Жөнделген сорап құрастыруы22
2. 5 Тасымалдау, сақтау және сорапты штангалардың бекітуі22
2. 6 Штангалы сорапты құрулардың ұңғыманы қанауының
қауіпсіздік техникасы. 24
2. 7 Стандартты сорап олқылығы жігерлерінің талдауы25
2. 8 Муфта тексерудің тексерілетін есеп-қисабы31
2. 9 Бөлшектерінің беріктігіне сорап есеп - қисабы33
2. 10 Штангалардың салпыншақ нүктесінде жұмыс істейтін жүкті тиеулердің
есеп-қисабы. 33
3. Конструкциялық бөлім
3. 1 Қорған дуалының патент талқылауы және әдеби шолу. 36
3. 2 Штангалы терең сораптардың бекітуі38
3. 2. 1Шығарылатын сорып алушы клапандардың алмалы-салмалыларды сораптарда бекітуі. 39
3. 2. 2 Алмалы-салмалы сораптардың бекітуі40
3. 2. 3 Сорапты зәкір арқасында бекіту43
3. 2. 4 Модернизацияланған қорған дуалы тірек 44
4. Еңбекті және қоршаған ортаны қорғау бөлімі
4. 1 Өндірістік ортаның сипаттамасы46
4. 2 Қауіпті және зиянды өндірістік факторлардың анализі47
4. 3 Электроқауіпсіздік49
4. 4 Қауіпсіз және зиянсыз еңбек жағдайларын қамтамасыз ету шараларын жасау50
4. 5 Жобаның экологиялысы55
4. 6 Өнеркәсіптік санитарлық шаралар57
4. 7 Өрт сөндіруді қауіпсіздік қамтамасыз ету58
5. Экономикалық бөлім
5. 1 Ұсынылып отырған шаралардың экономикалық нәтижелілік бағалауы___60
Қорытынды63
Пайдаланған әдебиеттер64
Кіріспе
Адамдық қоғам энергетикалық қуаттары мұнай және газ негізгі қайнарларға айналды және химиялық қайнарға өте маңызды. Мемлекет қамтамасыздығы ел экономикалық даму деңгей және техникалық алға басуды мұнай газдымен - алдын ала анықтайды.
Онан арғы қайсы даму - өнеркәсіптер жаңа кезеңмен, негізгі ерекшеліктермен байлаулы өңдеуге қатыстыру қажеттілігі ұсақ туған жерлерінің үлкен сандары, туған жерлерінің пайдаланудың маңызды тереңдіктерімен, туған жерлерінің мұнаймен жоғары тұтқырлармен, мұнаймен қанған агрессиялық орталармен келеді. Ол шеткі солтүстікте туған жерлерінің үлкен игеруімен байлаулы. Бұтақ дамуына арналған мына кезеңде қабаттардың нефтегазоотдачи өкпек артуын мағына шешуші ие болады және туған жерлерінің осы шағына көп санды әлсіреген және өңделетін.
Мынау мүмкін жүзеге асырылған тек машиналармен және қажетті номенклатура жабдықтауымен, керек параметрлермен және мінездемелермен- өнеркәсіп шарты жанында, жоғары сенімділердің және қажетті санда қамтамасыз ету.
Өндіріспен техниктер және технологиялар, автоматтандыру құралдарының және басқару автоматтандырылған жүйелерінің жаңа мұнай және газды өнеркәсіп дамуы өндіріске қарқынды енгізумен сипатталады (АСУП) .
Мұнай кендерінің қанау нәтижелілігі артуымен көптегендер - проблема тағы сонымен қатар мұнай және газды өнеркәсіп қызметкерлерінің және газдың алдында тұрады. Ең күрделі мақсатпен мұнай және қабат газоотдачисы жоғарылау келеді.
Осы шақ 45-50% мұнай шығарылатын қорлары абсолюттілердің шамадан асырмайды. Жер газ маңызды сандары және конденсанттың қойнауларында қалады. Көптеген газдың барлығы пайдаланумен істеуге тағы табылатынды мұнаймен, кәсіпорындардың газонефтедобывающих объектілерінің автоматтандыруымен бірге және енгізуге басқару автоматтандырылған жүйелері (кемеңгерге) мұнай және газды өнеркәсіппен алда тұрады. Мұнай көп санды кәрі кендерінен қалған қорлардың шығаруымен өлшемдер қамдану қажетті.
Мұнай кендерінің игеруімен күрделі мақсаттар шешуге - келешекте және газдың аймақтарда алда тұрады.
Мұнай шығару даму замандас кезеңі пайдаланудан механикаландырылған тәсілді - мұнай кең қолдануымен сипатталады.
Даму мінедемелі ерекшеліктерімен мұнай біздің елімізде өнеркәсіптер соңғы он жылдықтың артынан арту табылатын мұнай келеді, сонымен қатар төмендеу - мұнай шығаратын ұңғымалар.
СНГ-де осыған орай ұңғымалардың үлкен саны аударылады фонтандының және мұнай шығаруы тәсілдерінің газлифтногосы, сонымен қатар мұнай шығаруынан мұнай шығаруына сораптардың электроцентробежных көмегі жанында штангалы сораптардың көмегі жанында.
Ұңғыманың штангалы сорапты құрулардың кең таратуы (ШСНУ) сорапты-үлгіні ұңғымамен қолданумен ең алдымен ескертілінген, не қамсыздандырады:
- сұрыптау сұйықтықтың үлеспен тәуліктерге үшінші дәрежелік метрлердің жүздеріне дейін қабылдауға болатын энергетикалық шығындар жанында;
- қызмет ету қарапайымын және жөндеудің кәсіпшіліктерді шарттарда;
- аз ықпалын жасау (салыстырумен басқа тәсілдермен) сұйықтық физикалық - химиялық қасиеттерінің құру жұмысына.
Бірақ мұнай шығаруы ШСНУ арқасында салыстырмалы кәрі технология базасында шығарылады және мұнай шығару техниктері, мынау әсіресе ұңғымаға және ұңғыма ішіндегі жабдықтауға және технологиялық операцияларға жатады, шығарып салынушымен мына жабдықтау арқасында. Мынау өңдеу қарқынды жүйелері аралық белгілі қайшылыққа және ескірген техникамен және мұнай шығаруы технологиясымен ертіп әкелді.
Әсіресе өзектінің табылатын мұнай арту тұрғыдан өңдеу, даярлау және жаңа жабдықтау байқауы тұрады.
Ең мұнай механикаландырылған шығаруы көп таралған түрімен штангалы сораптардың ұңғыманың құрулары келеді (ШСНУ), қайсылармен мұнай ұңғымалардың жалпы қорының 57% ТМД елдерінде жоғарыдан жабдықталған. ШСНУ экономикалық мүмкіншіліктерінің көру нүктесінен берулердің диапозонында биік қысымды қамсыздандырады 5 берулердің облысында 50 м³/сут биік көбірек ШСНУ болады. Д. п. салыстырумен мұнай шығаруы басқа тәсілдерімен, және беру жанында, бірдейдің 40 м³/сут ол (37%) . Барынша көп мағыналар жете алады сайып келгенде, пайдалы ең азды ұңғыманың шарттарында жұмысқа арналған ШСНУ қолдануы келеді.
1. Жоба тақырыбын негіздеу
1. 1 Ұңғымамен штангалы сорапты құру
Мұнай шығаруға арналған сорапты штангалы ұңғымаларды қондыру.
Ұңғымалардың қанау негізіне сораптармен механикалы келтірумен қолдану - сорап тиісті, түсірілгенді ұңғымаға және ертіп келінушіні әрекетке келтірумен, беттерге орналасқанмен.
Белгілі Отан және шетелдік құрулар үлкен екі топқа бөлуге болады:
- Ұңғымамен штангалы сорапты құру;
- Құру ұзақ жүрiстiсi терең сорапы;
Ұңғымамен штангалы сорапты құру (ШСНУ), жабдықтаудың, сорапты штангалардың бағаналары, компресссорлық құбырлардың бағаналары, сорап ұңғымасы және қосалқы жер асты жабдықтаудың келтіруден түзеледі. Сирек бөлектерді оқиғаларда қандай болмасын саналған элементтерден жоқ бола алады, оның сол уақытта функцияны ШСНУ. Басқа элементтері орындайды.
Келтіру сорапты штангалардың бағана механикалы энергиясына қозғалтқыш, қозғалушылардың қайтқан-алға басқан энергиялары өзгерту үшін арналған.
Оқтама өзімен сорапты штангалардың бағанасы, бөлек штангалардан құрылушы - ұсынады. Емемін сорапты штангалардың бағанасы ұңғымалыға келтірудің механикалы энергиясын тапсырады.
Ұңғымалы сорап (ереже сияқты, плунжерлі) қозғалушы штангалардың энергиясын механикалыны сұйықтықтың қайта құрады.
Сорап-компресссорлық құбырлардың бағанасы каналмен қызмет етеді үшін сұйықтықтың және сорап ұңғымасы цилиндр салмағында ұстап қалу қамсыздандырады.
Жабдықтау НКТ бағана ішкі қуысын герметизациялайды, оны қосудың мұнай кәсіпшіліктік коллектормен, сонымен қатар НКТ бағана үстісі бекітеді.
Жинаққа кіре алады қосалқы жер асты жабдықтау әрбір ұңғыма ерекшелігінің тәуелділігінде орналастырады: зәкір, салыстырмалы пайдалану бағана НКТ, айырылуға арналған газды және құм зәкірлер бағаналар асты жазып алатын пластовой сұйықтықтың, түсетіннің, газды және құмның, қабат клапандар - отсекателисі кейде сорап ұңғымасын қабылдау.
Бөлектерді оқиғаларда штангалардың бағанасы өңірмен мүмкін, және канал кім, не ретінде оның үшін сұйықтықтың ішкі қуысы қолданылады. НКТ мына бағанасы жоқ бола алады, ал цилиндр сорап ұңғымасы пакермен арнайы зәкірмен бекітеді.
Станокпен тербелмемен балансирныммен ШСНУ үлгісінде құру бөлек элементтері қарап шығамыз (сурет 1. 1) .
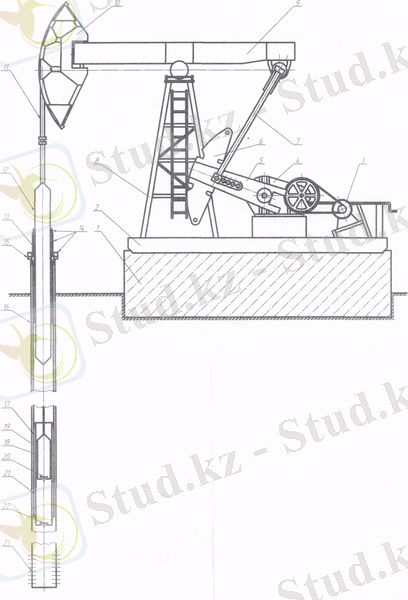
1- фундамент; 2- рама; 3- электр қозғалтқыш;
4- редуктор; 5- қисық тікен; 6- жүк; 7- шатун; 8- тік тұру;
9- теңгершіл; 10- кішкене бас; 11- салпыншақ арқан; 12- плунжер;
13- цилиндр колонналы; 14- арматура; 15- кішкене бас; 16- бағана пайдалану; 17- нкт; 18- плунжер; 19- элемен упругоэластичный;
20- клапан қондырғысы; 21- цилиндр; 22- клапан сорып алушы;
23- аймақ.
Сурет 1. 1 Бұғылап тесу ұңғымасымен штангалы сорапты құруы
Ұңғымамен штангалы сорапты құру қосады өзінді келтіру, таяулығының ұңғыма сағасы орналасқан. Келтірулердің әртүрлі контрукциялардың белгілі үлкен саны. ШСНУ келтіруі штангалардың бағана жоғарғы нүкте тік қайтқан алға басқан ауыспалылығын қамсыздандырады. Соңғы ұзындықпен бөлек, қосылғандардың дос арқылы - муфталардың досымен штангалардан жиналады.
Бірінші, жоғарғы штанга (сағалы шток) болады, ереже сияқты, үлкен диаметр бірнеше және сағалы сальник арқылы жіберілген, НКТ ішкі қуыстары герметизация қамтамасыз етуші.
Сорап-компресссорлық құбырлардың бағанасы ұңғымалы сорапты қосады (оның цилиндры) - жабдықтаумен және жоғары қозғалысқа арналған канал құрастырады.
Қабатты сұйықтықтың, ұңғымалы сораппен. Бағана бөлек құбырлардан және муфталар арқасында жиналады.
Жабдықтау денені болады, қайсыда кәсіпшілік коллектормен НКТ ішкі қуыстары сағалы сальник, қосуға арналған жақ бұру, сонымен қатар жақ бұру, хабарланушы затрубныммен кеңістікпен орналасқан. Ішке тартулар және бекітулер элементтің оның сағалы сальник жөнге салу үшін механизммен жабдықталған.
Дара әрекет сорап өзімен скважинныймен штангалы сорап ұсынады. Ол цилиндрдан, НКТ бағанасымен, плунжердің, штангалардың бағанасымен түзеледі. Нагнетательный клапан плунжерде, ал сорып алушы - цилиндр төменгі бөлімдері анықталған.
Газды сорап төмен қажеттілік жанында орналастырады немесе құм зәкір. Оларға газ және құм бөлінеді пластовой кеңістік сұйықтықтар [4, б . 106] . Газ затрубноеде бағыттайды аралық сорап- компресссорлықпен 17 және пайдаланудың 16 бағана (үзінділерде сурет - IV пайдалану бағана көрсетілген емес), ал құм зәкір денесінде.
Кривошип редуктор арқылы ШСНУ жұмысы жанында электр қозғалтқышының энергиясы беріледі механизмға, штангалардың бағана қайтқан - алға басқан қозғалысына кішкене баспен теңгершіл арқылы редуктор шығатын білік айналдыратын қозғалысы қайта құрушыға. Байлаулы бағанамен плунжер қайтқан алға басқан қозғалысты сонымен қатар іске асырады. Плунжер жүруі жанында жоғары клапан сұйықтықтар қысыммен жабық, орнында болғанның плунжер астында, сорап - компресссорлық құбырлардың бағанасымен жоғары - болады оны тартып шығару. Мынауды уақыт клапан сорып алушы ашық, және сұйықтық толтырады көлем сорап цилиндрының плунжер астында.
Плунжер жүруі жанында әрекет астында төмен клапан сорып алушы сұйықтық бағана қысымдары жабылады, клапан және сұйықтық цилиндр кеңістігі ашылады.
Көтерілген бетке сұйықтық арқылы жақ бұру-сальникты кәсіпшілік коллекторға түседі.
Кәсіптердің ерекше ерекшелігінің тәуелділігінде немесе бөлек ұңғымаларды және ШСНУ. Элементтерінің басқа контрукциялары қолданады.
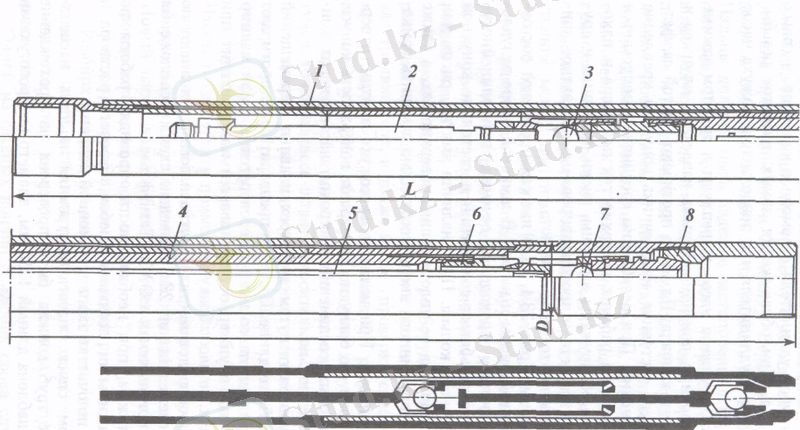
1- цилиндр; 2- шток; 3- нагнетательный клапан;
4- плунжер; 5- басып алатын шток; 6- Плунжердің ұшы; 7- клапан сорып алушы; 8- ер.
Сурет 1. 2 НН сорап атқару штангалы ұңғымасы
Қандай көрініп тұр, өзімен сорапты агрегат, қайсы тік габарит келтіруге дейін ШСНның ара қашықтығына талапқа сай болады ШСНУ ұсынады. Оның гидравликалық бөлімі нәтижесінде - плунжер цилиндрмен - алысталған механикалының, т. келтіру орналасқанды беттерге 3000-4000 м. Мынау ғой мөлшер және құрудың барлық тік габарит бүтінде анықтайды. Диаметральды мөлшерлер құру гидравликалық бөлімдері, НКТ бағаналарының штангалардың және сорап салыстырумен өте аз ұзындықтармен ұңғымасы.
Сонымен қатар өзіне меншіктілер құру еті тірі бөлімдерінің салмағының, өлшемдес, ал пайдалы жүкті тиеулерді бір қатар жағдайда, көрінушілер барысында - пластовой сұйықтықтың шамадан асырады.
Барлығы мынау негізгі элементтердің конструктивті ерекшеліктері және ШСНУ түйіндерінің [4, б. 107] алдын ала анықтайды.
1. 2 Ұзын жол тереңдік сорапын құру
Өңделген және дайындалған үлгімен құру ұзын жол тереңдік 2007-2008 жылдарда - «КазМунайГаз» ұзын жол тереңдік сорап мұнай кәсіпшіліктік жабдықтауы және зауытымен бір уақытта қанауға арналған құру екінің көршілес мұнай ұңғымалардың сорап қызмет ете алады.
Тап осы құру үшін сұйықтықтар арналған екінің және шарттарда көбірек біркелкі және салқынды (ауданы) аудандардың макроклиматическихі ГОСТ 16350-80.
Штангалардың жоғарғы соңылары, түскендердің екіні көршілес ұңғыманың, шынжырмен қосылады, орналасқанның екігемен жұлдызшаларға: бастаушы және беттететіннің герметикалықтарды бірдейлердің қаптамаларда, герметикалық құрастыратын құбырмен орналасқан.
Екінің көршілес ұңғымаларды әр түрлі биікте мүмкін анықталған жердегі жабдықтау екінің көршілес ұңғымаларды 1. 3. - арматура суретте көрсетілген, қаптама сондықтан бастаушының және патрубоктардың лайықты мөлшерлері арқасында қаптама сорап-компресссорлық құбырлармен беттететіннің - герметикалық қосылады.
Қосушы екі көршілес сағалар герметикалық құбыр екі секциядан, сильфонмен түзеледі. Сильфон барысы құрастыратын құбыр мөлшерлерінің температуралық өзгертулерінің өтем қажеттілігімен шақырылады.
Шынжыр қайтқан алға басқан құрастыратын құбыр герметикалық ішкі қуыстары орналасады, штангалардың бағаналарының жоғарғы бөлімдерімен [6, c . 44] . шынжыр қайтқан - алға басқан қозғалысы және байлаулылардың оған плунжерлерді бастаушы, кардандық білік арқылы редуктордың реверсивті айналдыратын қозғалысы алушының жұлдызшамен жүзеге асады.
Редуктор келтіруі гидромоторадан, анықталғанды редуктормен бірге жалпы тақтада және кіріспен редуктор топырлап кіру муфта арқасында жүзеге асады. Мынада ғой тақтаға тежеуіш түйін және аппарат құрастырылған, арқасында қайсының гидромотора реверсі шеткілерді нүктелерде плунжер жайлары жүзеге асады.
Динамикалық жүкті тиеулердің азаюына арналған плунжер ауыспалылық жылдамдығы сорап - компресссорлықтарды тыныштық күй-жағдайының құбырларында (шеткілерді нүктелерде плунжер жайлары) баяу өз барынша көп мағынаға дейін тиісті ұлғаю. Мынау нақты жылдамдық ұлғаюы уақыттың артынан тиісті болу 3-10 секунды және уақыт мынау тәуелді болады, негізінде техникалық параметрлерден жабдықтау терепдік сорапты, флюид бетіне көтерілуші мінездеменің ұңғыма діңі тігінің ауу және т. б. белгіленген факторлар құламалы тездетуге әсер етеді өзіне меншіктімен сорапты жабдықтаудың салмақты (плунжер штангалармен) біреудің ұңғымалардан, сол уақытта көршілес ұңғымада жүзеге асады плунжердің сұйықтықпен «Іліну» плунжердің түсіру жанында өзіне меншіктімен дәл осылай қалай мыналар жанында жабдықтау терең сорапы ең аз салмақпен қорғаныш бірдеме істей алады.
Плунжерлердің ауыспалылық жылдамдық баяу ұлғаюы су жетекпен қамтамасыз етіледі. Көріп қалуға ереді, не жөнге салу мынау гидросорапқа әсермен жүзеге асады, анықталған үлгі арнайы орналастыруында басқару станциясымен бірге «серік» және қаналатын ұңғыманың ара қашықтығында орналасқан.
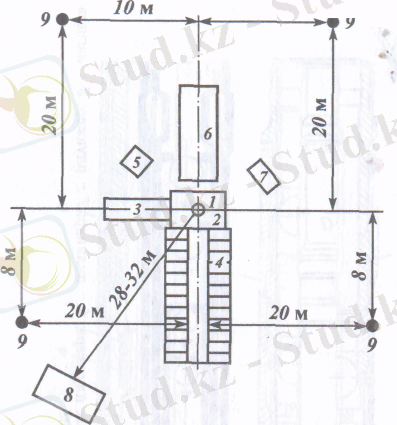
1-Ұңғыма ауызы; 2-жұмыс алаңы; 3-фундамент СК; 4-өткел;
5- кабеленаматыватель; 6- алаң агрегаттың астына; 7- жарық беретін құру ; 8- культбудка ; 9-зәкір
Сурет 1. 3 Ұңғымалардағы штангалы ұңғыма сораптың түсіруі кезіндегі орналасқан құрал сызбасы
Барысында сұйықтықтар ұңғымалар бет салмақ көтерілушінің сұйықтықтар жасай алады жету 3-5 және көбірек тонналардың [6, c . 48] . осьтарға бастаушының және беттететіннің қосымша тіркелген болады тік және горизонтальдық құрастырушылар жігерлердің арматураны берілуге тік құрастырушы болады, немен тік құрастырушы маңызды үлкен жүкті тиеуді шыдай алады. Горизонтальдық ғой патрубоктар июға болады, герметикалық қосушылар қаптамалар арматурамен сағалы құрастырушы. Патрубоктар бұлар әлсіз буындармен, қирату қайсылардың қажетті қақпайлау бұл жағдайда келеді.
Подкос арнайы патрубоктарды бекітіледі, анықталғандармен тең әсер ететін тік және горизонтальдық бағытта көтерілуші сұйықтықтар салмақ құрастырушы. Бұларды ғой тензоөлшеуіштерді анықталған, плунжерлердің ауыспалылығы жанында ауыр элементте жігерлер мүмкіндік беретіндер анықтау сорап - компресссорлықтарды құбырларда [6, c . 49] .
Бірақ ұңғымамен штангалы сорап келтіру тап осы контрукциясын маңызды жетіспеушілік болады: ауыр элемент шарттарға және көрінушімен барысында пластты ұңғымадан сұйықтықтың жүкті тиеулерге жауап бермейді.
Нақ сондықтан, осы шақ үлкен қолдануға станокты тербелме түрінде тәжірибеліде келтірумен ұңғымамен штангалы сорапты құруларды тапты
2. Технологиялық бөлім
2. 1 Штангалы сорапты ұңғымалардың техникалық қызмет етуі
Тербелме станок сенімді жұмысы (СК) дұрыс шоттың артынан жетеді жабдықтау іріктеп алу, ұңғыма қанауы, мон сапалы орындалулары жұмыстардың, дәл теңгерудің, дер кезіндені техникалық қызмет ету және жоспарлы жөндеулердің технологиялық тәртібінен тәуелді болады. Мынау әсіресе маңызды автоматтандыру жүйелері және дис енгізу жанында ұңғымалардың жұмыс бақылау, қашан олардың қызмет етуі тәуліктерге бір орындалады. Сондайларды шарттарда қараудың кемдік немесе оператор ұқыпсыздығы ірі апатқа ертіп әкеле алады және демек, ұзаққа ұңғыма тұрып тұрамды.
Қанауға СК жіберуінен кейін арқылы жұмыс бірінші бірнеше күнінің барлық - қосулар қарап шығуға ереді және олардың тарта түсу. Қанау бірінші күндеріне требуется кон жүйелі құрастыру күй-жағдай, айгөлектердің бекіту, кривошипті және жоғарғы саусақтардың ішке тартуын шатунда, теңгеру, қайыстардың керу, редукторда май ағу жоқ болу және жайлы қуаттылық сәйкестік және жиіліктің элек білік айналулары тәртіпке станок жұмыстары анықталған. Электрлік дәл осылай қозғалтқыш ауға тиісті қосылған болу, кривоши үшін тілмен көрсетілгеннің редукторда айналды.
Қанау барысында СК түйіндері жүйелі тексеру және май жағу және редуктор қажетті. Майлау орындары, майлау нүктелері, сан бұларды нүктелердің, майлайтын материал сорт және майлау мезгілдері сәйкесті нормативті жала жабылған әркім құжатнамамен ұсынылатын. Егер СК үлкен өзгергіш жүкті тиеулердің әрекетіне душар болса және биік немесе аласа температуралардың шарттарында, жоғары дымқылдықтың немесе пыльности қаналады, онда оның қажетті жиірек тексеру.
Жаңа редуктор қанауына жіберу жанында қажетті май одан 10-15 күн төгу және метал кішкентай бөлшектерінің қашықтау мақсатымен немесе - маймен керосинмен жуу, құрастырамын редуктор приработкесі жанында.
Бақылау клапандар арқылы редукторда май барысы немесе қуыс бұрғымен тексереді. Механиға арналған редукторда май алмастыру, майлауына арналған СК түйіндерінің мамандандырылған агрегаттарды қолданады.
Байқау жанында және СК тексеруінде ымды мұқият тексереді бекіту сүйегі шығаратын аспаптың, мұрт қажетті магнит қатал тік, әсіресе құру жанында іске қосқыштардың, құрылғылар контакторные бар болушы. Бекіту мүмкін жылжулар тиісті берік, шығарып тастайтын және тоқтат жазатайым оқиғалардың құтылуына майлау жанында, жөндеуде және тексеруге СК күй-жағдайлары оны тоқтату қажетті. Соналардың тек қана редуктор бөгеуге ереді кейін төменгі жайында аудың электр қозғалтқышы сорап ұңғымасы. Артық заттар барлық СК жіберуінің алдында қажетті алып тастау, азат кедергі қисық тікен жасай алады.
Ұңғыма аралап шығуы уақытына және жабдықтау байқауының оператор міндетті:
1 тексеру күй-жағдай нығыздаулар штокты және оның тарта түсу. Нормалының сондай ішке тарту есептеледі, қайсыда сағалы шток дымқыл бет сәл және сәл қыздырылады. Егер тарта түсуден кейін ет өткізу, онда станок тербелмені тоқтатуға ереді және толтыруды ауыстыру. Қызу - шток күшті сальник шамадан тыс ішке тартуы туралы сөйлейді немесе беру тоқтауы туралы ұңғыма сұйықтықтары сораппен.
2 тексеру механизмы жұмысын және көзі жету, не біркелкі штангалардың бағанасы айналады. Қажеттілік жанында тіреу айгөлек, құрттық тапсыруды жағу және кішкене білік тіреу төлкелері және храповиктың майлаумен, көрсетілгеннің нормативті - техникалық құжатнамада. Егер ғой штанговращательдің жұмыс емес ет немесе оқтын-оқтын тоқтатылады, онда себепті анықтау емес түзуліктің және жөнге салу оның жолымен жою және жөндеудің (тіреу айгөлек немесе басқа бөлшектердің) .
3 тексеру арқан салпыншақ күй-жағдайы, назар назар аудара
арқан бүтіндігіне және сенімділік оның кішкене басына бекітудің дәл осылай арқан тиісті нықталып бекіну, соңылар үшін оның емес траверстер төменгі төлкеден сыртқа көп алға шықты.
4 тексеру тапсыруды қадағалау, тербелме станогы жұмысы жанында қайыстар шамадан тыс әлсіремеді және тығылып қалмады. Тексеру сыртқы байқауда болады. 10-15 тәулік арқылы кідіртілген станокта - тербелме жанында көбірек толық қайыстар тексереді және бөгеліп қалған редукторда.
5 тексеру тесікте оның жаймен станокты - тербелме салмақтылық және ортаға дәл келтіруді штокты басатын гайкалар сальниктың. Егер электр қозғалтқышы жұмыс шуылы, онда станок тербелмені тоқтату және теңгеруге ереді. Станоктардың салмақтылығы амды сонымен қатар оқтын-оқтын бұзып жарып жету кенемен тексеріледі. Ортаға дәл келтірулер шток бұзуы жанында туралысыз оның, станок тербелмені тоқтатып. Бұзу себептерімен дөңгелектеу радиус сәйкестіксізін бола алады теңгершіл епті ГОСТу, фундаментті және раманың, сонымен қатар станокты тербелме салмақтылықсызы. Теңгершіл кішкене басын, дайындалғанды ауумен ГОСТа, жөндейтін цехте ауыстыру немесе жөндеу. Расшатанность фундаменттің және соединемен болттық станокты тербелме рамалары тарта түсумен жоюлады, металл пластиналардың рамасының астына және қауырсында станокты - тербелме рама ара қашықтық.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz