Аспап бөлшектерін лазерлік өңдеудің жабдықтары мен оптикалық жүйелері

Аспап бөлшектерін лазерлік өңдеу
1 Лазерлік өңдеу жабдығының негізгі элементтері.
Технология түсінігіне аяғында белгілі технологиялық талаптары бар бұйым алынатын материалдардың пішінін, өлшемін және қасиетін өзгерту бойынша шаралардың тұтас кешені кіреді. Технологиялық процесс кезінде таза технологиялық және ұйымдастыру-экономикалық есептері де шешіледі. Технология жасау кезінде ең маңызды сұрақтар: сәйкес жабдықты таңдау; тиісді қосу түрін құрастыру; дәнекерлеу параметрлерін оптимизациялау; бұйым номенклатурасын таңдау; түрлі қосылыстарды технологиялық дәнекерлеу тәсілдерін өңдеу.
Кез-келген технологиялық процесті жобалаудың негізгі этаптарының біріне сәйкес жабдықты таңдау жатады. Жабдықты дұрыс таңдағаннан алынатын бұйым сапалы, процесс өнімділігі және берілген әдісті қолданғандықтан экономикалық тиімділігі күшті тәуелді.
Лазерлік өңдеу жабдығы келесі негізгі элементтерден құралады:
1. технологиялық лазер;
2. сәулені ауытқу және фокустау жүйесі;
3. бақылау жүйесі;
4. бөлшекті бекіту және орын ауыстыру негізі;
5. процесс параметрлерін бақылау құралы.
Барлық элементтер лазерлік технологиялық қондырғы құрамына кіреді (1-сурет) .
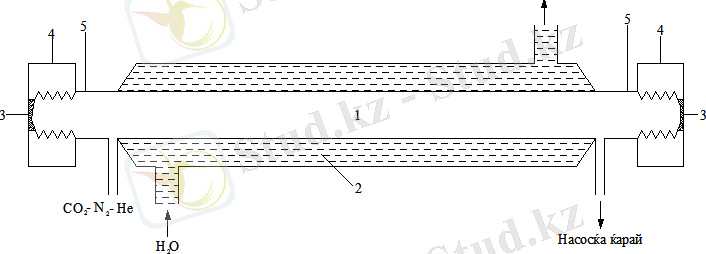
1-сурет. СО2 негізіндегі лазердің сұлбасы: 1-газразрядты құбыр; 2-суыту жүйесі; 3-айналар; 4-юстирлі түйіндер; 5-электродтар.
Жабдықтың негізгі элементі-қатаң өндіріс жағдайларындағы эксплуатация қарапайымдылығымен және өнімділігімен ерекшелінетін, сондай-ақ жоғары жұмыс ресурсы және сәулелену параметрлерінің шығуы бар технологиялық лазер.
Өңдеу операциясын орындау үшін лазер түрін таңдау келесі жағдайлар мен ұсыныстарды ескере отырып жүзеге асырылады:
- бөлшек және оңай дайындалуына технологиялық тапсырманы сызу негізінде орындалуына лазер қажет болатын технологиялық операцияларды анықтау;
- қажетті балқу тереңдігі мен тігіс енін орнату; бұл кезде дәнекерленетін материал құрамын ескеру;
- өндіріс масштабын оның түрін және қажетті өнімділікті бағалау;
- лазер түрін алуға және эксплуатациялауға шығындар бойынша кәсіпорын мүмкіндіктерін анықтау;
- лазерлік өңдеу қолданудан экономикалық тиімділікті есептеу; өндіріс ауданы, мәдениеті бойынша және кадрларды дайындау бойынша кәсіпорын мүмкіндіктерін бағалау;
Ауытқушы жүйелер сәуле бағытын көзден бөлшекке дейін өзгерту үшін арналған. Осы жүйелерді жобалау немесе таңдау кезінде келесі жағдайлар мен талаптарды ескеру қажет:
- Бөлшек пен сәулелену көзінің өзара орналасуын ара қашықтық мүмкіндігінше аз болатындай есептеумен жобалау қажет. Сонымен қатар ауытқушы элеметтер санын минимумға келтіру қажет. Осы шартты сақтағанда сәулеленудің кескінделу мен таралуға шығындарын төмендетіледі.
- Спектрдің көрінетін және жақын инфрақызыл бөлігінде жататын толқын ұзындығы бар сәулелену бағытын өзгерту үшін толық ішкі кескіндеу призмасы және көпқабатты диэлектрлік жабыны бар интерференциялық айналар қолданылады. Мұндай жүйелер негізінен толқын ұзындығы 1, 06 мкм және сәулелену қуаты үлкен емес қатты денелі технологиялық лазерлер үшін қолданылады.
- Толқын ұзындығы 0, 6 мкм қуатты газдың лазерлері бар жүйелерде металлдық әсіресе мыстық айналар қолданылады. Қуаты 200Вт СО2-лазерлерді қолданғанда алтын немесе алюминийден жабыны бар шыны қолданылуы мүмкін.
- Ауытқушы жүйелерді құрастыру немесе таңдау кезінде сәулеленудің жұтылуы нәтижесінде оларды қыздыру мүмкіндігін ескеру қажет. Үлкен емес сәулелену қуатында, әсіресе лазер үздіксіз жұмыс жиілігінде оптикалық бөлшегінің термиялық деформациясына олардың оптикалық күшінің өзгеруіне, фокусталған ток параметрлерінің өзгеруіне, аберрацияның ұлғаюына әкеп соғады.
Фокустаушы жүйе бөлшек бетінде қажетті қуат тығыздығын құру үшін арналған. Бағдарлау (бақылау) жүйесі өңделетін нүктеде сәулеленуді бақылау, бағдарлау және келтіруге арналған.
Бағдарлау жүйесінің негізгі екі сұлбасы бар:
1. бағдарлау жүйесінің фокустаушы жүйемен осьтері бірдей.
2. Бағдарлау жүйесі фокустаушы жүйеге бұрыш жасап орналасқан.
Осьтес жүйелер ауытқушы айналар мен призмаларды, жартылай тұйық айналар немесе тесіктері бар айналарды сәйкесінше орнату жолымен орындалады. Мұндай сұлба КВАНТ сериясындағы қондырғымен жабдықталған СОК-2 бағдарлау жүйесінде қолданылады. Сәулені дәнекер орнына дәл келтіру үшін фокустаушы обьективі және микроскопия бар оптикалық жүйелерде ең үлкен келтіру дәлдігін қамтамасыз ететін айқасы бар тор қолданылады. Осьтес бағдарлау жүйесі көбінесе инфрақызыл облысқа жақын сәулелену толқын ұзындығы бар лазерлер үшін қолданылады. Аталған қызметтерден басқа оптикалық жүйе сәуленің орын ауыстыруын, шытынауын, сканерлеу мен модуляциясын қамтамасыз етеді.
Көп жағдайда бөлшекпен қыздыру көзінің орын ауыстыруы бөлшек қозғалысы есебінен жүзеге асады. Бірақ дәнекерлеу жылдамдығы жоғары және бөлшек өлшемдері үлкен болған жағдайда сәуленің орнын ауыстыру жүйесін қолданған ыңғайлы. Бұл өңдеу дәлдігін көтеретін және олардың орын ауыстыруын басқаруды жеңілдететін қозғалмалы түйіндер массасын азайтуға мүмкіндік береді (2-сурет) .
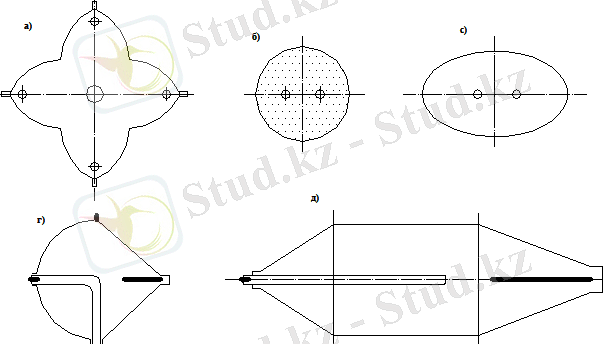
2-сурет. Шағылыстырғыштардың түрлері: а-полиэллиптикалы; б-цилиндрлік; в-эллиптикалы; г-сфералы; д-аксиоконды.
Сәуленің орын ауыстыруы келесі әдістермен жүзеге асырылады:
1) Сәйкес координаттар бойынша орын ауыстыратын қозғалмалы айналар жүйесін қолдану.
2) Шағын орын ауыстыруларды оптикалық оське қатысты айнаның иілу бұрышының өзгеруі қолданылады.
3) Айналмалы орын ауыстыруды қамтамасыз ету үшін айнаның обьективпен бірге айналу жүйесін қолданады. Егер шеңбер радиусы көру обьективі өрісі радиусынан үлкен болмаса онда фокальдық дақ қозғалысының айналу траекториясын обьективті ығыстыру және оны сәуле осіне қатысты айналдыру жолымен алуға болады.
2 Лазерлік өңдеу үшін фокустаушы жүйелер
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz