Білік бөлшегін механикалық өңдеудің технологиялық процесін жобалау

Жұмыс түрі: Курстық жұмыс
Тегін: Антиплагиат
Көлемі: 26 бет
Таңдаулыға:
Кіріспе
«Машина жасау технологиясы» - машина өндірісі туралы ғылым - ма- шина шығару үдерістері заңдылықтарын, машиналарды машина жасау кәсіп- орындарында өндіру бағдарламасымен белгіленген көлемде жэне қажетті са- пада жасауда қолданылатын технологиялық үдерістерді зерделейді. Машина жасау технологиясына өндірістің мына салалары жатады: құю технологиясы, қысыммен өңцеу технологиясы, пісіру технологиясы, механи- калық және физикалық-химиялық өцдеу технологиясы, машина құрастыру технологиясы, яғни машина жасау технологиясы машина жасау өнімдерін шығару үдерісінің барлық кезеңдерін қамтиды.
Курстық жобаның мақсаты - білік бөлшегін өңдеудің технологиялық процесін жасау. Курстық жобаның міндеті - дайындаманы қабылдап, жалпы және операциялық әдіптерді және кесу тәртібін анықтау.
Машина жасау өнеркәсібі осыдан 200 жыл бұрын Англиядағы өнеркәсіп революциясы кезінде пайда болған. Қазіргі кезде жұмыс істейтін адам саны (80 миллионан астам) және өнімнің құны жөнінен ол дүниежүзілік өнеркәсіптің барлық саласының ішінде бірінші орын алады. Жалпы алғанда, Дүниежүзілік экономикалық картадан машина жасайтын төрт аймақты бөліп көрсетуге болады. Олар - Сол Түстік Америка, Батые Еуропа, Шығыс пен Оңтүстік-Шығыс Азия жэне ТМД елдері. Бұл аймақтарға кіретін елдің көпшілігі үшін машина жасау халықаралық маманданудың басты саласы болып табылады. Дамушы елдер дүниежүзілік машина жасау өнімдерінің 10%-ын ғана өндіреді.
Қазақстандағы ең алғашқы машина жасау кәсіпорнына 1909 жылы Верный (Алматы) қаласында кұрылган тұқым сепкіш машинасын жасау кәсіпорнын жатқызуға болады.
Қазақстанда машина жасау өндіріс саласы ретінде Ұлы Отан соғысы жылдарында эвакуациямен көшіріліп әкелінген кәсіпорындардың негізінде құрылды. Металлургиялық құрал-жабдық (Алматы), автоматты сығымдау (Шымкент), рентген аппаратурасын (Ақтөбе), автокөлік қозғалтқыштарын (Петропавл), ауылшаруашылық техникасын (Астана) шығаратын ірі зауыттар осылайша пайда болды. Соғыстан кейінгі жылдарда ондаған машина жасау зауыттары салынды. Аспап жасаудың, электротехникалық өнеркәсіптің, трактор жасаудың жаңа салалары пайда болды, яғни машина жасау сала-ларының кешені қалыптаса бастады. 1990 жылдардың басында машина жасау
кешенінің кұрамында 2500-дей өнім түрін шығаратын 370 зауыт болды.
Дегенмен машина жасаудың жалпы даму деңгейі бойынша Қазақстан басқа одактас республикалардан бірталай артта қалып келді. КСРО-да ол жалпы өнім шығарудан үшінші, ал машина жасаудан он екінші орындағы республка болды. Бірақ кешеннің құрылымы Қазақстан үшін қолайлы болмады. Барлық зауыттың 1/3 бөлігі тек ескірген техниканы жөндеумен айналысса, ал тағы да сондай бөлігі металл конструкцияларын өндірді.
Қалған бөлігінің жартысын қорғаныс-өндірістік кешен (ҚӨК) құрады. 1990 жылдары машина жасау кешені оның өнімдеріне деген сұраныстың күрт төмендеуіне байланысты терең дағдарыс жағдайында болды. Басқа республикалардагы кәсіпорындармен көптеген өндірістік байланыстар үзілді. ҚӨК зауыттарының алдында өндірісті уақытша тоқтатып қою, ягни халық пен экономикага кажетті өнім шығару міндеті тұрды. Уақытша тоқтату өте баяу жүрді. Өнеркәсіптердің барлығы жаңа жагдайға бірден үйреніп кете алмады. Жоспарлы экономика кезінде Қазақстанда өнімдері КСРО-ның басқа еш жерінде шығарылмайтын бірнеше ерекше зауыт болды. Олардың ішінде «Ақтөбеауылмаш» (қой қырқатын машинкалар шығаратын), Алматы электротехника зауыты (жерасты түзды суларын тұщыландьгратын кондыр-
гылар), «Целиноградауылмаш» (жер қабаттарын үйіндісіз өңдеу құралдары,
дестелегіш және қар токтатқыштар) зауыттарын айтуға болады.
Кеп уақытқа дейін Қазақстанның ауыр машина жасау өнеркәсібінде
жетекші орында Алматы ауыр машина жасау зауыты болды. Зауыт әлі күнге
дейін жұмыс істеуде. Зауыт өнімдері - алюминий, мыс сым темірлері, құбыр,
прокат құралдары, металлургия, химия енеркәсіптеріне жэне атом реактор -
ларына арналган күрделі прокаттык құрал-жабдықтар, олар - ТМД жэне шет
елдердің кептеген зауыттарында пайдаланылуда.
Машина жасау технологиясы, негізінде, дайындамаларды механикалық өндеу мен машиналарды қүрастыру үдерістерін зерделейтін, дайындама ларды таңдап алу және оларды жасау әдістерін қамтитын ғылыми пән ретінде қарастырылады. Мұны машина жасаудагы бөлшектердің берілген өлшем- дерінің қажетті дәлдігіне жэне бөлшек беттерінің жоғары сапасына меха- никалық өңдеу арқылы қол жеткізуге болатындығымен түсіндіруге болады.
Машина жасау технологиясы ұтымды технологиялық үдерістерді жасау мен құрастыру әдістерін, дайындаманы алу тәсілін таңдауды, жабдық, аспап- тар мен икемқұралдарды таңдап алуды, кесу режимдерін белгілеу жэне тех- никалык негізделген уақыт нормаларын анықтауды қарастырады. Осыған байланысты машина жасау технологиясын техникалық универ- ситеттерде оқытьшатын басқа да пәндермен тығыз байланысқан кешенді инженерлік жэне ғылыми пән деп есептеуге болады.
Машина жасау технологиясын дамытудың заманауи бағыттары - өңдеу үдерістері мен режимдерін оңтайландыру, сериялы өндірісті автоматтанды- ру жэне технологиялық үдерістерді басқару, жасалатын бұйымдардың пай- даланымдық қасиеттерін жақсартудың технологиялық әдістерін қолдану айтарлықтай дәрежеде математикалық ғылымдар, электрондық есептеуіш пен басқарушы техника, кибернетика, робототехника, металлография жэне оасқа да заманауи теориялық жэне техникалық ғылымдардың жетісиктеріне негізделеді. Бұйымды жасау үдерісін жалпы түрде екі кезеңге бөлуге болады: бір- бірімен тығыз байланыста болатын жобалау және жасау кезеңдері.
І ЖАЛПЫ БӨЛІМ
1. Қондырғыға сипаттама

- -сурет - Редуктордың сұлбасы
Редуктор - айналма моменттің өсуі және бұрыштықжылдамдықтың төмендеуімен двигательден машинаның жұмысшы органына энергия беретін механизм. Редуктор құйылған немесе сирек пісірілген корпустан тұрады, онда тісті немесе құртты дөңгелектер, біліктер, подшипниктер, қақпақтар, бекітпе бөлшектері орналасады.
Ережедегідей жетек редуктордан және ашықтапсырыстан тұрады (белдікті, шынжырлы, тісті) .
Редуктордың габариттік өлшемдері - ұзындығы, ені және редуктор ұзындығы бойынша ең үлкен арақашықтық, біліктер аяғы, қақпақтар, болттар және түрлі кертештерді қосқанда, құрастыру өлшемдері, шек өрістері көрсетілген редуктордың түрлі бөлшектері қосылған жерлер өлшемдері деп түсінеміз.
Оларға мыналар жатады:
- Тісті доңғалақ;
- подшипникті тораптың қақпағы;
- редуктор корпусы және біліктерімен подшипниктердің ішкі және сыртқы сақиналары;
- редуктор корпусымен стакан;
- білігі бар тісті немесе құртты дөңгелектер;
- нығыздауымен контакті орнындағы білік;
- білік және төлке;
- буатпен және күпшекпен біліктер және т. б.
Редуктордың жұмысы жетекші білікпен салыстырғанда жетектегі біліктің айналу моментін жоғарлату мен бұрыштық жылдамдығын азайту және жеке агрегаттар түрінде орындалатын бұрыштық жылдамдықты жоғарлату механизмі үдеткіш немесе мультипликатор деп аталады.
Редуктор нақты машиналар жетектерін немесе берілген жүктемені орындау үшін жобаланады. Екіншіден редукторды сериялық өндіретін мамандырылған зауыттар үшін жобаланады.
Тетік маховикпен немесе тісті дөңгелекпен бірге айналатын болса, яғни айналдырушы моментті бір тетікбөлшектен екіншісіне беретін болса, онда оны білік деп атайды. Білік- көптеген механизмдер және машиналардың негізгі бөлшегі болып табылады. Біліктерді көптіректі және екі тіректе орналасқан деп айырады. Ал конструкциясы бойынша түзу, айналшақты, иінді, фланецті және иілгіш деп айырады. Иінді білік жылжымалы қозғалысты айналмалы қозғалысқа түрлендіруде аса маңызды тетікбөлшек болып есептеледі.
Көбіне білікке әсер ететін күштер оның ұзына бойына біркелкі әсер етпейді. Сондықтан оның беріктілігі тұрақты болуы үшін біліктің диаметрлерін әртүрлі етіп жасайды.
Конструктивтік элементтеріне жатады:
Шпонкалық ойықтар, бұрғылай тесулер, оймакілтек бөліктері, артқы ілмектер және т. б. (сурет 1. 2) .
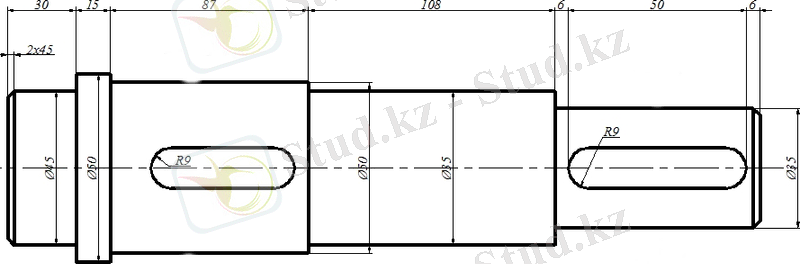
1 . 2 - сурет -Білік бөлшегі
Маховиктер мен тісті дөңгелектер ығысып кетпеулері үшін қалдырылатын белдемелер және шпонкаларды орналастыратын ойықтар да білік пен осьтерге тән элементтер. Шпонкалық ойықтар, білікті құрастырылатын бұйымның басқа тетікбөлшектерімен біріктіруі үшін қажет. Сондықтан олардың өлшемдері, пішіндері мен орналасулары сәйкес тетікбөлшектермен үйлестіріле отырып анықталады және есептеледі. Тетіктің осындай өлшемдері мен пішіндері әртүрлі есептеулердің нәтижесінде табылатын элементтерін конструктивтік элементтер деп атайды.
- Бөлшектің конструкциясы мен тағайындалуы
Маған берілген «білік» бөлшегінің пішіні цилиндрлі болып келеді және бөлшек материалының маркасы Ст45 ГОСТ 1050-74 - (Болат45) .
Білік - машина мен механизмдердің айналдыру моментін жеткізуге және онымен бірге айналатын бөлшектердің айналысын сүйемелдеуге арналған машинанің бөлшегі
Білікті Болат 45материалынан дайындаймын себебі, ол құрылымдық кернеулерге қойылатын жоғары дәлдік, жақсы өңделушілік, аз сезімталдық талаптарына сай, жоғары тозуғашыдамдылығы болып келеді.
Тетік маховикпен немесе тісті дөңгелекпен бірге айналатын болса, яғни айналдырушы моментті бір тетік бөлшектен екіншісіне беретін болса, онда оны білік деп атайды. Білік- көптеген механизмдер және машиналардың негізгі бөлшегі болып табылады.
Біліктерді көптіректі және екі тіректе орналасқан деп айырады. Ал конструкциясы бойынша түзу, айналшақты, иінді, фланецті және иілгіш деп айырады. Иінді білік жылжымалы қозғалысты айналмалы қозғалысқа түрлендіруде аса маңызды тетікбөлшек болып есептеледі.
Көбіне білікке әсер ететін күштер оның ұзына бойына біркелкі әсер етпейді. Сондықтан оның беріктілігі тұрақты болуы үшін біліктің диаметрлерін әртүрлі етіп жасайды.
Көміртекті болаттарының құрамында 0, 12 . . . 0, 6 % көміртегі бар және оларды таңбалағанда таңбаның соңында Л әрпін қояды. Болаттан жасалған бөлщектерді жасағанда кейбір ақаулары пайда болуы мүмкін. Өйткені болаттың қасиеттері шойынның және басқа құю қорытпаларының қасиеттерімен салыстырғанда төмен. Шөгу 2, 5 % дейін жетеді. Осындай да төмен көміртегілі болаттар жоғары температурасын қолданғанда ыстық жарықтың пайда болуына бейім екендігімен сипатталады. Жоғары көміртегілі болаттарда илемділік және жылуөткізгіштік төмен болғандықтан ішкі кернеулер пайда болады.
Болат 45 маркалы болаттың химиялық құрамы мен механикалық қасиеттері туралы ақпарат 1. 1, 1. 2 - кестелерде ұсынылған.
Кесте 1. 1 - Болат 45 химиялық құрамы
0, 035
дейін
0, 25
дейін
0, 25
дейін
Кесте 1. 2 - Болат 45 механикалық қасиеті
1. 2. Өндіріс типін анықтау
Машина жасау өндірісі деп бұйымды шығару кезінде, негізінен, машина жасау технологиясы әдістері қолданылатын өндірісті айтамыз. Өндіріс түрі - бұйымды жасауда қолданылатын әдіс ерекшелігімен айрықшаланатын өндірістің жіктемелік санаты. Өндіріс типі - номенклатура кеңдігі, тұрақтылығы, жүйелілігі және шығарылатын өнім көлемі ерекшеліктері бойынша айрықшаланатын өндірістің жіктемелік санаты.
Өндіріс типі бұйымды жобалауда басқару және экономикалық тұрғыдан айтарлықтай әсер етеді. Өндіріс типінің техникалық ұйымдастырылуы кәсіпорынның экономикалық көрсеткіштеріне және іс - әрекеттің нәтижелілігіне әсер етеді. Өндіріс типтерін жіктеу негізіне мынадай факторлар қабылданған: номенклатура кеңдігі, бұйым шығару көлемі, номенклатура тұрақтылығы дәрежесі, жұмыс орнының жүктелу сипаты және одардың мамандандырылуы.
Кесте 1. 1. 2 Өндіріс типтерінің мінездемесін салыстыру

Сериялы өндіріс - көп тараған өндіріс типі.
Айтарлықтай ірі номенклатуралы бұйымдарды біркелкі шығарумен сипатталады. Бұл жағдайда әр айда шығарылатын бұйымның номенклатурасына қарағанда, жылдық шығарылатын бұйымның номенклатурасы кең болып табылады. Бұл өнімді пайдалы ырғақпен шығаруды ұйымдастыруға мүмкіндік береді.
Сериялық өндіріс үшке бөлінеді:
1. азсерилы
2. ортасериялы
3. ірісериялы
Сериялық өндіріс жеке өндіріс пен жалпылама өндірістің ортасындағы жағдай. Бұл кезде шығарылатын заттардың түрлері азаяды. Сериялы өндірісте операцияны бекіту коэффициенті мынадай шамаларға тең болады: азсериялы өндіріс үшін 20; ортасериялы өндіріс үшін ; ірісериялы өндіріс үшін .
Серилы өндірістің негізгі ерекшеліктері:
1) станоктардың әртүрлі типтері қолданылады: әмбебап, арнайыландандырылға, арнайы, автоматтандандырылған;
2) кадрлардың біліктілігі әртүрлі болып келеді;
3) жұмыс бапталған станоктарда жүргізілуі мүмкін;
4) жұмыс орындарының бекітілген бірнеше операцияны орындауға мамндандырылуы;
5) бұйымды құрастыру қиюластырусыз жүргізіледі және т. б.
1. 3. Базалауды таңдау
Базалау принципі қатаң түрде мына МЕМСТ 21495-76 бойынша жүргізілуі қажет. Өңдеу маршрутын жасаймыз және оны таблицаға енгіземіз.
Технологиялық базаны таңдау барысы жалпы ережелер қатарымен жүргізіледі. Жоғары дәлділік тек бір базаны барлық операцияға қолданғанда ғана жеткілікті болады, яғни база тұтастық принципі сақталған кезде. Мүмкін болған жағдайда технологиялық базаны өлшемдік базасымен үйлестірген жөн. Технологиялық және өлшемдік базаны бір - бірімен үйлестірген жағдайда базалау қателігі нөлге тең болады.
Таңдалған технологиялық база бекіткіш құралдармен бірге дұрыс базалау мен дайындаманың сенімді бекітілуі, өңдеу кезіндегі орынының жылжып кетпеу кепілдігі, сонымен қатар айлабұйымның қарапайым конструкциялануы, дайындаманы орнату мен шешудің ыңғайлылығын қамтамасыз етеді. Базалауда шыдамдылықтың ауытқу өлшемі нөлге тең болатын орнату схемасын таңдау маңызды егер бұл жағдайларды орындай алмасақ, онда орнату схемасын мынадай шартта қабылдауға болады: егер базалау ақауы орындалатын технологиялық әрекеттегі шыдамдылық өлшемінің шегінен асып кетпейтін болған жағдайда.
1. 4 Жабдықты таңдау
Маған берілген «білік» бөлшегін жасауда мен сандық бағдарламалы білдекті және фрезерлі білдекті қолданамын себебі, жұмыстың жоғары сенімділігін сақтай отырып СББ білдектерінің кең технологялық мүмкіндіктері болады оны басқаруда өңдеудің технологиялық айналуын орындалуын қамтамасыз ететін оның механизіміне ықпалдардың жиынтығын, ал басқару жүйесінде - осы ықпалдарды іске асыратын құрылғылар немесе құрылғылар жиынтығын түсінеміз.
Сандық бағдарламалы басқару - бұл басқару, бағдарламаны ақпарат массивінің тасымалдағышына жазылған түрде береді. СББ жүйесіне арналған басқару ақпараты дискретті болып табылады және оның өңдеуі басқару үдерісі кезінде сандық әдіспен жүзеге асырады. Технологиялық айналымдар мен басқару әр жерде сандық электронды есептеу құрылғылары негізінде жасалған бағдарламаланған логикалық контралер көмегімен жүзеге асырылады.
СББ жүйесін технологиялық арналуы бойынша және функционалдық мүмкіншілгі бойынша 4 топқа бөледі:
- Позициялы, мұнда олармен жұмыс айналымының нақты элементтерінің орындалуынын кейін атқарушы органдардың жағдайында соңғы нүктелердің координаталары беріледі.
- Контурлы немесе үзіліссіз, берілген қисықсызықты траектория бойынша атқарушы органның қозғалысын басқарады;
- Әмбебап, мұнда траетория бойынша атқарушы органның қозғалысы сияқты позициялық жылжу кезіндегідей бағдарламалау жүзеге асады, және құралдардың шешілуі және дайындаманың жүктелуі түсірілуі;
- Көпконтурлы жүйелер, буындар қатарының және білдек механизмдерінің функциялануымен бір мезгілде немесе тізбекті басқаруды қамтамасыз етеді.
СББ жүйесінің бірінші тобының мысалы болып бұрғылау, кеңейжону және координатты - кеңейжону білдектері табылады. СББ жүйесінің екінші тобына әр түрлі жону, жоңғыла ужәне дөңгелекажарлау білдектері жатады. Үшінші тобына әр түрлі көпмақсатты жону, бұрғылау - жоңғылау кеңейжону білдектреі жатады. Төотінші иопқа орталықсыз дөңгелекажарлау білдектері жатады, мұнда СББ жүйесімен әр түрлі механизмдері басқарады:жөндеу, топай берісі және т. б.
Жұмыстың жоғары сенімділігін сақтай отырып СББ білдектерінің кең технологялық мүмкіндіктері болады. СББ - бар білдектерің құрылымы әр түрлі өңдеу түрлерін ұйлестіруді қамтамасыз ету керек (жону - жоңғылау, жоңғылау - ажарлау), дайындамалардың жүктеме ыңғайын, бөлшектерді түсіруін (өндірістік робаттарды қолдану барысында ерекше маңызды), автоматты немесе қашықтықтан құралды ауыстыруды басқару және тағы сол сияқтыны қамтамасыз ету керек.

1. 4. 1-сурет - Cандық бағдарламалы білдек MOMENTUM
365 маркалы
СББ MOMENTUM 365 маркалы білдектер айналу денесі тәрізді күрделі дайындамалар бөлшектерінің сыртқы және ішкі бетін өңдеу үшін арналған. СББ- сы бар білдектер паркіндегі номенклатура бойынша олар ең мағыналы топты құрайды. СББ - сы бар жону білдектерінде келесі технологиялық операциялар орындалады: жону, кесу, бұрғылау, бұранда кесу және басқалар.
СББ - сы бар жону бідектерінің жіктелу негізінде келесі белгілері жатады: Айналдырық осінің орналасуы (горизонтальді және вертикальді білдектер) ;
Фрезерлік білдектер - көпжүзді кесуші құралдары бар әмбебап құрал - фреза; басты қозғалыс - фрезаның айналуы. Фрезаны алып жүретін айналдырға тік орналасқан, бірақ оны көптеген жағдайларда дайындаманың
бұрышында орналастыруға болады. Қолмен немесе механикалық жетек арқылы жүзеге асырылатын үстелдің қозғалысы жүрістік бұрандалардың дәйектелген лимбтары бойынша нақты бақыланады және оптикалық артуы бар прецизионды шкалалар арқылы бақыланады.

1. 4. 2 - сурет - DSP СББ фрезер білдегі
Фрезерлік білдектер - көпжүзді кесуші құралдары бар әмбебап құрал - фреза; басты қозғалыс - фрезаның айналуы. Фрезаны алып жүретін айналдырға тік орналасқан, бірақ оны көптеген жағдайларда дайындаманың
бұрышында орналастыруға болады. Қолмен немесе механикалық жетек арқылы жүзеге асырылатын үстелдің қозғалысы жүрістік бұрандалардың дәйектелген лимбтары бойынша нақты бақыланады және оптикалық артуы бар прецизионды шкалалар арқылы бақыланады.
Фрезерлік жақтау (фрезаны алып жүретін білік) көлденең. Қажетті жабдықтаулары бар өңделетін бөлшек бекітілетін үстел «қарапайым» болуы
мүмкін, яғни үш өс бойынша орын алмастырылатын немесе бұрыштық бұрылуларға да рұқсат беретін әмбебап болуы да мүмкін.
Фрезерлің станокті пайдалану кезіндегі техникалық қауіпсіздік Жұмысқа дайындалу:
- Жұмысты бастамай жатып, жұмыс орнын дұрыстап ұйымдастыру қажет.
- Жұмыс істеу габаритінен 2 есе үлкен болуы тиіс.
- Жанбайтын қабырға қаптамасы мен төбе болуы тиіс
- Қатты әрі тегіс еден болу. Еденнің тегіс әрі қатты болмауы, вибрацияны күшейту мүмкін және резонанс құбылысы пайда болуы мүмкін.
- Станоктің еденге бекітілуі тиіс
- Еден жануға қабілеттілігі төмен материалдан жасалуы керек.
- Жұмыс істеу аймағы қажетті мөлшерде жарықтандырылуы қажет.
- Өлшеуіш жарықтандырылуы қажет
- Фрезерлі станокті қоспай тұрып оның дұрыс істеуін тексеріп алуымыз керек. Барлық бекітілуін қарау керек. Барлық элементтер өзінің алғашқы орнында тұру керек.
2. Технологиялық маршруттарды және базалау схемаларын құрастыру
Базалау схемаларын жасау кезінде келесі принциптарға сүйенеміз: базалар бірлігінің принципі, яғни өлшемелік және технологиялық базалар қосарлануы және базалардың тұрақтылық принципі, яғни, технологиялық үдерістердің әртүрлі опреацияларында бір технологиялық базаны қолдану.
Технологиялық маршрутты даярлау мақсаты операцияларды жасауда, жабдықты таңдауда болады. Базалық вариантты талдағаннан соң, жабдықтар қажетті талаптарға сай емес екенін көреміз, себебі сериялы өндірісте қолданылып отыр, ал жобалық вариантта көбінесе әмбебап жабдықтарды қолданамыз. (кесте 2. 1. 1) .
2. 1. Технологиялық бағдары
Кесте 2. 1. 1 - Қолданылатын жабдықтар
Кесу бөлігінің
материалы
2. 2 «Білік» тетігінің сызбасына өлшемдер қою
Тетік-орындалған сызбаға байланысты жасалынған кезде, сызбада өлшем қоюдың формальды ережесін білу кей кездері жеткіліксіз болады. Пішіннің барлық элементтерінің дұрыс орнығуы және де өлшемдерінің барлығы толығымен көрсетілген жағдайда да, егер де оны дайындауда технологиялық ерекшеліктері ескерілмесе тетіктің жарамсыздығына әкеліп соғады.
Бұйымның жасалу дәлдігі станоктың күйі және сапасына, құрал-жабдыққа, тетікбөлшектің бұйымына, өңдеу тәсіліне және т. б себептерге байланысты. Дәлдікті қамтамасыз ету мақсатында талаптың артуы тетікбөлшектің өзіндік бағасының артуына әкеліп соғады. Осыдан рұқсатталып қабылданған өлшемдерді тағайындау тетікбөлшектердің эксплуатациялық сапасының сақталуына кепіл береді және де бұл экономикалық тұрғыдан дәлелденген.
Рұқсатталған өлшем қою жүйесі арнайы техникалық пәндер курсында оқытылады. Қазіргі уақытқа рұқсатталған өлшем қою теориясынан шығатын ең негізгі ережені білу керек:
Өлшемдерді тұйықталған тізбекті түрде қою жіберілмейді.
Тұйықталған тізбек түрінде қойылған өлшем мағынасында бір түзудің бойында орналасқан өлшемдер деп түсінуге болмайды, яғни аралықсыз бірнеше өлшемнің бір бастан екінші басқа дейінгі қойылуы. Осыдан, әртүрлі деңгейде орналасқан жағдайда ғана өлшем тізбегі тұйық контур бойынша орындалуы мүмкін (сурет 2. 2. 1, а) .
Кез келген тетік жалпы жағдайда қандай да бір құрастырылған бірліктің қосылатын бөлшегі болып табылады, яғни ол басқа тетікбөлшекпен қатынасқа түсетіндіктен олардың ортақ элементі болады (жанасу беті, ортақ айналу осі) . Бұдан жанасу беттерінің орналасуын анықтайтын өлшемдер, орындалу ыңғайлылығын және бақылауын есепке алатын конструктивті базадан алынып қойылады. Басқа өлшемдер технологиялық және өлшенілетін базадан алынады.
а) өлшем тізбегі тұйықталған ә) тұйықталмаған өлшем тізбегі
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz