Трактор жетегінің білік тегерішін жобалау және технологиялық құрал-саймандарды есептеу әдістері

Жұмыс түрі: Курстық жұмыс
Тегін: Антиплагиат
Көлемі: 25 бет
Таңдаулыға:
Нәрік ӘДІЛБИ 5 АЛСЫН АЛҒАН АДАМ!!!
Кipicпe
Қазақстанның экономикасы дамуы үшін және Қазақстан
өркениетті, дамыған ел болу үшін өндеу өндірісін дамыту қажет.
Оның ішінде машина жасау саласы маңызды орын алады.
Бұл курстық жобаның мақсаты «Трактор жетектегінің білік тегерішін» жобалауда Машинажасаудағы өндірістің интенсификациялануы ғылым мен техниканың жаңа жетістіктерін қолдану, өндірістің техникалық қайта жабдықталынуы және модернизациялануымен тығыз байланыстарын аңықтау. Машинажасау саласының негізгі мақсаты жоғары сапалы, бүкіл
дүниежүзілік стандарттарға сәйкес машиналар, автокөліктер,
тракторлар, тоңазғыштар, ұшақтар, кемелер, тепловоздар, өндіріс
жабдықтар және басқа түрлі техниканы шығару. Машинажасау
саласының, басқа өндіріс саласымен салыстырса, ерекше орны бар,
яғни осында халық шаруашылығына кажет өндіріс жабдыктары,
халық пайдаланатын түрлі машиналар жасалып шығарылады.
Дамыған елдерде Америка Құрама IIIтаттарында, Франция,
Германия, Италия, Жапония, Швеция жене басқа мемлекеттерде
машинажасау саласы биік жоғары деңгейде дамыған. Сондықтан
машинажасау саласын дамыту өте кажет. Машинажасау саласын
дамытуға жаңа түрлі машина жасау зауыттар салып іске қосу, жаңа
жабдықтар өндіріске келтіру мен бірге еңбекті ұйымдастыру,
техниканың қолдануын жақсартып, жабдықтардың құрылғысын
жаксарту, прогрессивті технологиялар мен технологияны
жабдықтайтын құралдар қажет.
Технология процесстерінің деңгейін көтеруге технологиялық
құрал- саймандардың орны ерекше. Қазіргі машинажасау өндірісінде
әр бір технологиялық процесстер технологиялық құрал-саймандарсыз
өтпейді. Мысалы, ipi сериялы және жаппай өндірістерде бір
технологиялық процеске орташа і0-і5 технологиялық құрал--
саймандар қажет, шағын сериялы жене жеке өндірістерде әрбір
технологиялық процесіне 5-і0 технологиялық құрал-саймандар керек.
Технологиялық құрал-саймандарды жобалау, оларды жасап шығару
жұмыстары, өндірісті технологиялық дайындау кезіндегі 80% еңбек
сыйымдылығын құрайды жене 90%-ға дейін уақыт алады. Қазіргі
уақытта технологиялық құрал-саймандарды жобалау және оларды
пайдалану жұмыстарынан көп тәжірибе бар.
Технологиялық құрал-саймандарды жобалау және оларды
есептеу ғылыми негіздерін қалаушылары Балакшин Б. С., Ансеров Т.
А., Корсаков В. С, Колесов И. М. және басқа кеңес ғалымдары
аумақты үлес қосты.
«Технологиялық құрал-саймандарды жобалау» пәннің машина
жасау бакалаврын маман ретінде оқьггып шығаруда өте маңызды орны бар. Осы пәнді оқығанда студенттер механикалық өндеу
жұмыстарына, құрастыру жене сапаны бақылау жұмыстарына қажет
технологиялық құрал-саймандарды жобалау және оларды есептеу
әдістерін игеріп менгерулері тиісті. Тәлімгерлер тәжірибе түрінде
жабдықтарды дәлдікке, қатаңдыққа, беріктікке, қысып бекіту
куштерді есептеу, стандарты және нормаға келтірілген тораптар мен
бөлшектерді, тетіктерді таңдау, жобаланған жабдықты білдекпен сәйкестіріп
сәйкесссә келтіруін білулері абзал. Тәжірибені студенттер
«Технологиялық құрал-саймандарды жобалау» пәнінен курстық
жұмыста, «Машинажасау технологиясы» пәнінен курстық жобада,
дипломдық жобада жене осы пәннен лекциялар мен қатар тәжірибе
сабақтарында алалады.
Осы пәнді оқытудың түпкі мақсаты студенттерді машинажасау
зауыттарда құрал-саймандардың инженер-құрылымдаушы міндетін
аткаруға дайындау. Бұл пән «Машинажасау технологиясы»,
«Материалдар кедергісі», «Өзара ауыстырымдылық», «Метрология,
стандарттау жене сертификациялау», «Кесу теориясы»,
«Конструкциялық материалдар және термоөндеу» және басқа
пәндермен тығыз байланысты.
1. Жалпы түсініктер
Технологиялық құрал-саймандар технология процестерін
жүргізгенде өте қажет құрал. Өнделіп шығарылатын бөлшектің
дәлдігіне құрал-саймандар ықпалдасып, сапаны жетілдіру, өңдеу
жұмысын оңайлатады жене оның өнімділігін ұлғайтады, еңбектің
мәдениетін жене оның қауіпсіздігін көтереді. Осы бөлімде
технологиялық құрал-саймандар туралы жалпы түсініктер және
құрал-саймандардың технологиялық процестердегі орнын, құрал--
саймандардың сұрыптау турлерін анықтаймыз.
Машинажасауда механикалық өңдеудің процестерін компьютерлік моделдеу және технологиялық процестерін компьютерлік жобалау, СББ бар білдектерде өңдеу процесін бағдарламалауды автоматизациялауды қолдану кеңінен қолданыс тапты. Машинажасау технологиясының заманауи аумағында келесі негізгі бағыттарын көрсетті:
- металдың физико-химиялық күйіне, пайдаланушылық қасиеттеріне және машина сенімділігіне өңдеу әдістерінің әсері мәселелерін әзірлеу;
- технологиялық мұралылық және беріктендіру технологиясының мәселелерін әзірлеу;
- дәлдігіне, өнімділігіне және экономикалық тиімділігіне бойынша технологиялық процестерді оңтайландыру әдістерін әзірлеу;
- барлық негізгі параметрлер және қажетті пайдаланушылық қасиеттеріне бойынша технологиялық процесінің жүрісін автоматизациялы басқару жүйесін құру және оны оңтайландыру;
- СББ бар білдектер және есептеу техникасын қолдану негізінде икемді автоматизацияланған өндірістік жүйені құру;
- жинақтаудың технологиялық процестерін жаңарту;
- аз қалдықты және ресурсты үнемдеуші технологияны өндіріске кеңінен енгізу және әзірлеу.
1. 1 Технологиялық құрал-саймандардың атқару міндеті
Құрал-саймандар өндірістің бір қару түрі, білдек - құрал-сайман
- кесу құрал - тетік (БҚСАТ) технологиялық жүйенің бір буыны; ол
тетіктің және кесу құралдың координаттық жүйелерін білдектің
координат жуйесімен байланыстырады. Ондағы мақсат тиісті сапаны
жеткізіп тетікті өңдеу. Мысалы, вертикальді - бұрғылайтын білдекте
өңдеу жұмысы. Мұнда құрал-сайманның бір түрі - көмекші құрал-
сайман. Көмекші құрал кескіш құралды негіздейді және кескіш
құралдың координаттық жүйесімен.
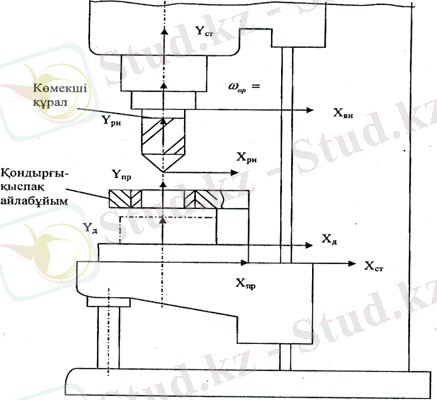
Сурет 1. 1 - Білдек - тетік - құрал-сайман - кескіш құрал
Әр бір құрамдас элементтің өзінің координаттық жүйесі болады:
Х ви , Y ви , Z ви - көмекші құралдың координаттық жүйеci;
Х
пр
, У
пр
, Z
пр
- қондырғы - қыспақ элементтің координаттық
жүйесі;
Х ст , Y ст , Z ст - білдектің координаттық жүйeci;
Х ри , У ри , Z ри - кесу кұралдың координаттық жүйесі;
Х д , У д , Z д - тетіктің координаттық жүйесі.
Тетіктің өнделгенде керекті сапасы осы жоғарыда көрсетілген
координаттық жүйелердің бір-бірімен байланыс дәлдіктерінің тікелей
әсерлері бар.
Мысалы, тетіктің тесігін қырнау, білдекте құрал-сайманмен және оныңсыз өңделуін салыстырайық.
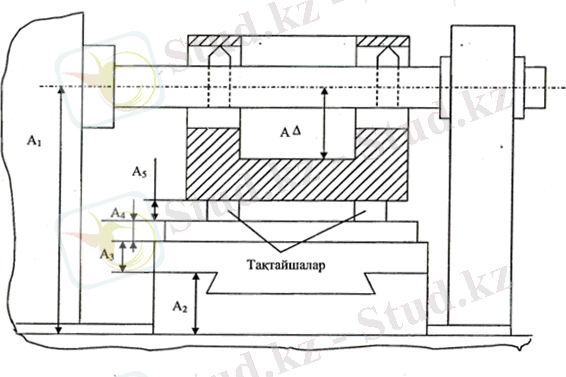
Сурет 1. 2 - Құрал-саймансыз тесікті кеулейжону операциясы
Тетік астына тақтайшалар койылып кеулейжону
білдегінің үстелінде орнатылды. Тетіктің тесігімен табанының
арасындығы өлшем дәлдігі технологиялық жүйенің өлшем тізбегін
баптау аркылы жетіледі
А = A 1 - А 2 - А 3 - А 4 - A 5 (1. 1)
Өлшемдер тізбегінің тұйықтау буынының қателігі
А = A 1 + А 2 + А 3 + А 4 + A 5 (1. 2)
Осы технологиялық тізбектің құрамында бес өлшемдер
буындары бар. Енді тетіктің тесігін құрал-сайман қолданып
кеулейжонса, онда тесіктің ociмен тетіктің қондыру жазықтығы
арасындағы өлшем басқаша технологиялық өлшемдер тізбегінің
реттелуімен жетіледі (1. 3 сурет) .
А = A 1 - А 2 - А 3 . (1. 3)
Мұнда, өлшемдер тізбегінің тұйықтаушы буынының қателігі
А = A 1 + А 2 + А 3 . (1. 4)
Яғни, технологиялық өлшемдер тізбегінің саны ушке дейін
азайды, сондықтан тұйықтаушы буынның кателігі де төмендейді.
Корытынды, құрал-сайман колданылса білдек - тетік - құрал--
сайман - кесу құрал технологиялық жүйенің өлшемдер тізбегінің
буындарының саны азаяды, сондықтан өндеу процестерінің дәлдік
көрсеткіштері жақсарады. Онымен коса, енбек өнімділiгi,
жабдықтардың технологиялық мүмкіндіктері өседі және еңбек
жеңілдейді.

1. 2 Құрал-саймандарды жіктеу
Құрал-саймандар технологиялық операцияларды жүргізгенде әр түрлі жұмыстар атқарады және түрлі технологиялық процестерде қолданылады. Ocыған байланысты жалпы төрт түрлі құрал-
саймандар бар:
- білдектердің құрал - саймандары;
- Құрастыру құрал-саймандары;
- бақылаушы құрал-саймандар;
- аударушы, қармаушы, орын ауыстырушы құрал - саймандар.
Олардың өз арасында тағы түрлі құрал-саймандарды ажыратуга
болады және құрал-саймандарды жіктеу сұлбасы көрсетілген.
Қондырғы - қыспақ құрал-саймандар металл кескіш білдектерде
тетіктерді механикалы өндеу кезінде қондыруға және қысуға
арналған. Олар технолог таңдап, тағайындаған орнықтандыру
сұлбаны материалдайды және тетіктің координаттық жуйесін
білдектің координаттық жүйесімен байланыстырады. Жалпы құрал--
саймандар айлабұйым деп аталады.
Металл кесу құралды орнықтандырып жене оның координаттық
жуйесін білдектің координатты жүйесімен байланыстыратын құрал--
сайманды көмекші құрал деп атайды. Осы құрал кесу құралды
білдекке қондырып қысуға арналған.
Машинамен олардың тораптарын құрастыру жұмыстары көп
орын алады. Осы кұрастыру жұмыстары түрлі құрал-саймандар
қолданылуымен жүргізіледі. Олар тетіктерді, тораптарды косып,
ұстап, тиісті орынға орнықтырады. Құрастыру құрал - саймандардың
бірнеше түрлері бар:
- қондырғы құрал-саймандар;
- тетіктермен тораптарды қысып ұстайтын құрал-саймандар;
- жұмыс құрал - саймандар;
- стапельдер.
Қондырғы құрал - саймандар тетіктермен тораптарды бір-біріне
қатысты дәл қондырылуларына, бағдарласуына, монтажды өлшемдер
мен дәлдікті жетілдіруге арналған.
Жұмыс құрал-саймандар жұмыс атқаратын құрал ретінде құрастыру операцияларында қолданылады. Бұлар сомын кілттері, бұрауыштар, электрбәрбі және басқа.
Стапельдер үлкен өлшемді машиналармен тораптарды құрастыруга колданылады. Мысалы, ұшақтар мен кемелерді олардың тораптарын (фюзеляжын, қанаттарын, кеменің қорабын және басқа) құрастыру жұмыстарында қажет.
Тексеру айлабұйымдар бөлшектерді, тораптарды бақылау кезінде оларды қондыруға және орнықтауға қолданылады. Тексеру айлабұйымдар құрастырылған тораптардың және машиналардың параметрлерін бақылайды. Олар сынак стендтер ретінде жасалады. Бөлшектерді бақылауға арналған бакылау айлабұйымдар бір және көп көрсеткіштерді бақылауға арналады. Параметрлер түрлі сезгіштер және бергіштер мен елшеніп анықталады - индукциялық бергіштер, электр бергіштер, тензобергіштер, механикалық пен оптикалық бергіштер.
Автоматтандырылған желілерде колданылатын айлабұйымдар аударғыш, манипулятор, қармаушы, орын ауыструшы айлабұйымдар көп колданылады. Олар бөлшектерді аударуға, орын ауыстыруға және жұмыс позицияларында түсіру, жүктеу жұмыстарды атқарады. Әмбебап орын ауыстырушы және аударушы құралдар сериялы түрде зауыттарда жасалып шығарылады. Олар аударғыштар, өндipic роботтар және т. б.
1. 3 Құрал-саймандарды механикаландыру және автоматтандыру
Құрал-саймандарды механикаландыру - оларда қол энергиясын басқа энергия түрлеріне ауыстырылады (пневможетек, гидрожетек, электржетек) . Тетіктерді механикаландыру мақсаттары:
- бөлшектің жасалып шығарылуындағы еңбек сыйымдылығын азайту;
- еңбек өнімділігін көтеру;
- еңбек шарттарын жақсарту;
- өнімнің өзіндік құнын төмендету.
Машиналарды автоматтандыру, олармен коса білдектермен айлабұйымдарды, оларға өздігінен басқарылуға мүмкіндік беру. Автоматтандырудың мақсаты - өнімнің жасалған еңбек сыйымдылығын азайту, жұмыс шарттарын жақсарту, өндеу дәлдігін көтеру.
Автоматандырудың eкi түрі бар - жартылай автоматтандыру жене толық автоматтандыру. Жартылай автоматтандыруда жұмыс машинаның циклының бір бөлігі ғана автоматтандырылады. Мысалы, жұмыс жүрici, кесу құралды жақындату және оны алыстату. Бөлшекті айлабұйымға қондыру және оны тycipy қолмен орындалады. Мұндай машиналарды жартылай автоматтандырылған деп атайды.
Толық автоматтандыруда машина - автоматтар жасалады. Мұнда, машинаның жұмыс циклы толық автоматтандырылады, онда білдектерге бөлшекті құрал-сайманға қондыру және оны түcipy жұмыстары да механикаланады робот - манипуляторлармен жене кассеталы тартпалармен. Толық автоматтандырылған айлабұйымдармен өндеу циклдары технологиялық операциялардың адам қатыспай жүргізілуге мумкіндік береді. Онда адам уақытында дайындамаларды орнатып тұрады. Автоматтандырылған айлабұйымдарды қолдану әмбебап станоктарды жартылай автоматтың және толық автоматтың деңгейіне көтереді. Автоматтандырылған құрал-саймандарды құру кезінде кесу аймақты жаңқадан тазартылу мәселесіне назар аударылу тиіс. Ұсақ жаңқадан сығылған ауамен тазартуға болады және майлау салкындатқыш сұйыктық пен тазартуға болады. Басқадай жаңка түрлері алдынан ұсатылулары қажет.
Автоматтандырылған айлабұйымдарда бөлшек дұрыс орнатылып қондырылу керек. Ондай болу үшін құрал-саймандарда тосқауылшы мен сақтағыш болулары қажет. Егер бөлшек дұрыс орнатылмаса және қондырылмаса білдек және өндеу процесі тоқтатылады.
Құрал-саймандардың жетектерін басқаруға жұдырықшалар, тіреуіштер, ажыратқыштар және сервотобықтар қолданылады.
Автоматтандырылған желілерде айлабұйымдардың eкi түpi қолданылады - стационарлы айлабұйымдар және cepiк айлабұйымдар. Стационарлы айлабұйымдарды қолданғанда әр білдекте айлабұйым болады, мұндай айлабұйымға дайындамалар тасушы транспортермен білдектер арасында тасымалданып орнатылады.
Серік-айлабұйымдарға дайындамалар автоматтандырылған желінің бірінші позициясында қондырылып орнатылады және сол бетімен автоматтандырылған желінің барлық позицияларын аралап шығады. Содан кейін серік-айлабұйым қайтадан бірінші позицияға оралады. Cepiк-айлабұйымдар транспортермен тасуға ынғайсыз бөлшектерге не тетіктерге қолданылады.
Сандык бағдарламамен баскарылатын білдектер әмбебап айлабұйымдармен қамтылады және осы білдектерге дайындамалар өндіріс роботтармен жүктеледі.
1. 4 Арнайы станоктық саймандарды есептеу және жобалау
Студент жобаланатын сайманға ұқсас бұрыннан белгілі саймандармен
және TT - да (1-кесте) келтірілген мағлұматтармен танысып алғаннан кейін
сайманды жобалауға кіріседі.
Курстық және дипломдык жобаның осы сатысын орындау кезінде
студентке - нақты жұмыс аткара алатын, жасау кезінде аз шығын кететін және
ол бұйым пайдалану талаптарына толық сай келетін сайманның құрылымын
жасау керек болады.
Сайманды жобалауды келесі тәртіппен орындау ұсынылады [1, 2] :
Бірінші сатысы. Сайманның құрылымын эскиздік үйлестіруін (компоновка) жасау.
Бұл кезде атқарылуы керек:
- жобаланатын сайманға ұқcac нұсқасын таңдау, оны ондіріске ендіру мерзімі мен ендіруге кететін еңбек көлеміне, бұйымды шығару ұзақмерзімділігіне және өндірістің ұйымдастырылу ерекшелігіне байланысты орындалады;
- осылай таңдалған технологиялық жабдықтар жүйесі орындалатын
операцияның жүктелу (загрузки) коэффициенті К З арқылы негізделеді;
- сайманның болашақ үйлестіру (компоновка) түрлерінің (варианты)
эскиздері жасалады, олардың ішінен, сайманның тійімді кинематикалық және күштік сұлбаларын (схемасын), оның негізгі бөлшектерінің ыңғайлы орналасуын, өндірісте жиналған тәжрибесін талдай отырып, ең озық бipeyi таңдалады.
Нақты технологиялық операцияға арналған сайманның типтік үйлестіруін таңдап, оны әмбебап-құрастырмалы (ӘҚC), әмбебап-реттелетін (ӘРС), құрастырмалы-ажырылатын (ҚAC) жүйесінің үйлестірілуін (компоновок)
жобалайтын және реттейтін ақпараттық іздеуші блогы бар ЭЕМ арқылы, ұксас құрылымды жасауға болады. Дәл осы тұста студент өзінің ізденуші
шығармашылық қабілетін барынша пайдаланып, тиімді инженерлік шешімдер
қабылдай алатынын көрсете білуі керек.
Сайманның құрамындағы бөлшектер ушін барынша стандартталған
элементтерді және өндірісте тексеріліп оң нәтиже берген шешімдерді
қабылдағаны жөн.
Сайманның эскиздік нұсқасы оқытушымен немесе жетекшімен және осы
сайманды қолданатын өндіріс қызметкерлерімен келісілуі керек.
Қабылданған үйлестіру (компоновка) бойынша немесе таңдап алынған
белгілі нұсқасы (прототип) бойынша тусініктеме жазбаларда (ТЖ) сайманның
принциптік есептеу схемасын келтіреді ол орнататын
және қысатын элементтердің типін, caнын және өлшемдерін, бағыттаушы
элементтердің құрылымын, сайманға бір мезгілде орнатылатын дайындамалар
санын, сайманды станокқа бекіту тәсілін, жанқаларды шығару тәсілін және
қауіпсіздік техникасын ескеруі керек.
Сайманның есептеу схемасын дайындаманы бекіту схемасын негіздеу және
қысушы күштің мәнін анықтау үшін қолданады.
Екінші сатысы. Сайманды есептеу:
- Сайманның есептеу схемасында, кесетін күштің мәні мен бағытын оныңқұраушыларын, әсер ететін нүктелерінің орнын есептеп анықтайды;
- қысатын күштің мәнін кeceтін күштің құраушылары мен дайындаманыңөз салмағын ескеріп есептеу керек;
- дайындаманы сайманға орнату кателігін аныктайды;
- дайындаманың түріне, анықталған қысушы күштің шамасына, қондырғымен өндіріс түріне байланысты күш түсіруші козғалткыштың(құрылғының) параметрлерін анықтайды;
- дайындаманы сайманға орнату кателігінің ақтық (уточненный) мәнінесептейді;
- сайманды жасауға қажетті техникалық талаптарды негіздейтін
сайманның дәлдігін есептейді;
- сайманның бөлшектерінің беріктігі мен қатаңдығын, ал қажет болған
жағдайда кинематикасын есептейді;
- жобаланған сайманды пайдаланудың экономикалық немесе техникалық тиімділігін есептейді.
Үшінші сатысы. Сайманның жалпы көрінісінің сызбасын жасау:
- принципті есептеу схемасына сәйкес өнделетін дайындаманың, сайманның бөлшектері орналаса алатындай қашықтықта, кажетті проекцияларының контурын сызып алады (М1:1) . Өнделетiн дайындаманың контуры көк түсті қаламмен (сызыкпен) сызылады, бұл кезде дайындама шартты түрде мөлдір (прозрачный) деп саналады. Дайындаманың басты көрінісіндегі сызбасы оның өндеу барысындағы станоктағы орнатылатын қалпына сай болуы керек;
- сайманның таңдап алынған орнататын элементтерінің контуры сызылады (қада, планка, саусақ. призма, оправка т. с. с. ) . Тіректерді орнату кезінде қабылданған дайындаманы базалау схемасын, кесетін күш пен қысатын күштің бағытын, станоктық саймандардың бөлшектеріне қатысты қабылданған стандарттар ескерілуі керек;
- сайманның қабылданған типіне байланысты қысатын элементтердің
контуры сызылады;
- сайманның кесетін аспаптың орнын анықтайтын бағыттаушы бөлшектерін (кондукторлық втулка, орнатушы, бөлгіш құрылғылар) сызады;
- Стандарттар бойынша тандап алынатын көмекші бөлшектер мен механизмдердің (кран, итеріп шығарғыштар т. с. с. ) контуры сызылады;
- сайманның барлық элементтерін біріктіріп тұратындай eтіп оның контуры сызылады. әдетте оған сәйкес келетін стандартталған дайындама тандалады;
- Сайманның калған басқа проекциялары сызылады, бұл кезде оның барлық элементтері мен механизмдерінің дұрыс орналасуы, оны жинау мен ажыратудың, жөндеудің, дайындаманы орнату мен босатып алудың, жаңқаны шығарып тастаудың, басқару мен бақылаудың онай әpi ыңғайлы болуы ескеріледі. Сайманды пайдалануда кауіпсіздік техникасының орындалуына аса үлкен мән берілуі керек және сайманның түрінің техникалық эстетика талаптарына сай болуында ұмытпау керек;
- Сайманның құрылысын түсіндіретін қажетті қималар мен кескіндердің проекциялары сызылады;
- өндеудің дәлдігін қамтамасыз ететін сайманның бөлшектерінің негізгі жанасатын беттерінің өлшемдері, дәлдік шегi, отырғызылу түрі(посадка), реттелетін және габариттік, бақыланатын өлшемдері қойылады және бағыттайтын (координирующие) кондукторлық втулкалардың, саусактардың т. с. с. арасының өлшемдері олардың ауытқуларымен көрсетіледi;
- Жобалау құжаттарының бірыңғай жүйесі (ЕСКД) сәйкес бұрыштама штамптың үстіне сайманды жасауға, жинауға және пайдалануға арналған техникалық сипаттамасымен талаптары жазылады;
- Сайманның әмбебаптығының (унификациясы) анықталады.
Сайманды жобалап жасау барысында оның мейлінше аз салмақты, ықшамды болып әpi берік және қатаң болатындай етуге ұмтылу керек. Сайманның құрамына кіретін бөлшектерді жасау және сайманды құрастыру мейлінше оңай болатындай етіп жобалау қажет.
Сайманның құрылымын жобалау оны пайдаланудың технико-экономикалық тиімділігін негіздеумен және түсініктеме жазбалардағы сайманның құрылысы мен жұмыс атқару принципін, сызбадағы нөмірлеріне сілтеме жасай отырып, түсіндіретін бөлімдерді толтырумен аяқталады. Сайманның спецификациясын түсініктеме жазбалардағы косымшаларға орналастырады және сиямен немесе пастамен толтырады.
Стартердің корпусындағы ойықты фрезерлеуге арналған сайманның жалпы көрінісінің сызбасын жасау үлгісі келтірілген. Ал оның техникалық тапсырысы (ТТ) 1 - ші кестеде келтірілген.
Автоматтандырылған жүйелерге кажетті саймандарды жобалау ерекшелігі [1, 3, 5] әдебиеттерде, ал агрегатты станоктарға арналған саймандарды жобалау [4, 5, 6] әдебиеттерде келтірілген.
Әдетте сандық басқару бағдарламалары (СББ) бар станоктарда қайта жинакталатын, әмбебап-құрамалы, арнайы, ал кейбір жағдайларда арнайы женілдетілген (қарапайым, оның ішінде ложоментті) саймандар колданылады. Бұрғылау, фрезерлеу, жонатын және сандық басқару бағдарламалары станоктарында саймандарды құрастыруға әмбебап-құрамалы сайманның механикаландырылған қысатын элементтері жиі қолданылады.
Арнайы және мамандандырылған станоктық саймандарды жобалаумен қатар курстық жобалау тақырыптары peтінде әмбебап-құрамалы саймандардың үйлестіруін (компоновка) немесе тиімді үйлестірін жасау болуы мүмкін.
Қазіргі кезде СББ станоктарында қолданылатын технологиялық жабдықтарды ГПС-те кеңінен қолданып келеді. Бірақ көп нысаналы станоктардан тұратын ГПС-тің қолданғыштығын жоғарылату үшін, базалық агрегаттардан (плиталар, палеттер) тұратын әмбебап ауыстырылатын қондырғышпен және қысушы элементтерінен құрастырылған агрегатталған модульді, тез қайта орналастырылатын жабдықтарды қолдану тиімді, атап айтқанда, әмбебап-орналасатын немесе әмбебап-құрастырылатын жабдықтар. Палеттің қондырылатын бетінде Т-тәрізді паздар, паздар торкөздер немесе сатылы тесіктер жасалады, оларға жабдықтың базалық және қысқыш бөліктері қондырылып бекітіледі. Одан басқа, роботтың ұстағыш қондырғысымен палетті орнатып және шешу үшін палеттерде әмбебап орындар (арнайы рым-болттар) дайындалады.
Палеттерде құрастырылмайтын, бірақ қондырылатын жабдыктарды базалау үшін палеттерде орталық тесіктep жасалады немесе «координатты бұрышқа» базаланатын дайындаманы немесе жабдықты дәл орнатуын қамтамасыз ететін палеттің бүйірінен тірек планкаларын орнатады.
Палеттерді немесе серіктерді қолдану СББ станоктарында өнделетін дайындамалардың барлық номенклатураларын кысудың, фиксациялаудың және базалаудың тұрақтылығын қамтамасыз етеді. Бірақ, бұл кезде палеттің немесе серіктің станок столына орнатылудағы және де ондағы орнатылган саймандағы дайындаманың қондырылуының жоғары дәлдігі қамтамасыз етілуі керек, себебі оның орнатылғанын автоматы түрде бақылау және ақпараттық датчиктер арқылы қайта салыстыра тексеру қажет болуы мүмкін.
ГПС-тегі арнайы саймандар аз және орташа сериялы өндірісте қолданғанда көп партиялы саймандарды қолданған дұрыс, себебі бір дайындаманы өндеуге кететін шығын аз болады.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz