Полимерлерді өңдеу және экструзия: теория, экструзиялық машиналар мен Атырау полиэтилен құбырлар зауытының жобасы

ЖОСПАР:
І КІРІСПЕ
Полимерлерді өңдеу әдістері
ІІ НЕГІЗГІ БӨЛІМ
- Экструзия туралы жалпы түсінік
- Экстризия процесінің теориялық негіздері
- Экструзиялық машинаны сипаттайтын диаграмма
- Атырау полиэтилен құбырлар зауытының жобасы
ІІІ ҚОРЫТЫНДЫ
ІV ПАЙДАЛАНЫЛҒАН ӘДЕБИЕТТЕР
І КІРІСПЕ
Полимерлерді өңдеу әдістері
Табиғатта кездесетін, сансыз көп заттардың ортасында, бір-бірінен ерекше химиялық қасиеттермен, ерітінділердің жоғары тұтқырлығымен өзгешеленетін, талшықтар түзіге қабілетті осылыстар тобы ерекше көзге түседі. Бұл - целлюлоза, , лигнин, пентоза, крахмал, ақуыздар мен нуклеин қышқылдары, ақзалардың тіршілік етуі нәтижесінде пайда болатын, өсімдіктер мен жануарлар әлемінде кең тараған. Әр түрлі материалдар мен бұйымдарды жасауда полимерлер маңызды роль атқарады. Полимерлерді жаңа техникада қолдану, олардың аса бағалы қасиеттерінің (жоғары механикалық беріктік, төмен тығыздық, агрессивтік ортадағы тұрақтылық, эластикалық және серпімділік, тозуға төзімділік және т. б. ) жоғары технологиялылықпен, сондай-ақ қол жетімділікпен және бастапқы шикізаттың әр түрімен үлесімділігімен сәйкестендіріледі. Машина жасаудың, ұшақ және кеме құрылысының, радиоэлектрониканың, ракета және атом өндірісінің, космосты игерудің және т. б. заманауи техникалық прогресін полимерлік материалдарсыз жүзеге асыру мүмкін емес. Көптеген өзекті халықшаруашылық міндеттерді шешу - сапаны жақсарту, бұйымның сенімділі мен пайдалану ұзақтылығы, металлдардың коррозиясымен күрес, металлдарды үнемдеу, ауылшаруашылық өніміндерді арттыру және т. б. - жоғары молекулалық қосылыстарды (полимерлерді) пайдаланумен тікелей байланысты. Полимерлі материалдардың қажеттілігі оларды алудың және өңдеудің жаңа прогрессивті әдістерін құруды талап етеді.
Өндірісте полимерлерді өңдеудің түрлі әдістерін қолданады.
Экструзия - бастапқы полимерлі материалдан (түйіршік, ұнтақ немесе балқыма түріндегі) берілген көлденең қималы бұйымды полимер балқымасын пішіндеу басы арқылы үздіксіз басу, кейін бұйымды салқындату жолымен алу процессі. Экструзиямен беттерді, құбырларды, қабықшаларды, аралық қабаттарды, баспалдақтар үшін тұтқаларды және басқада биіндіктерді алады; полимерлі оқшаулауды өткізгіштер мен кабельдерге орауға; қағаздарды, картондарды, фольгаларды және т. б. полимерлі материалдармен жабу үшін осы әдіс қолданылады. Түйіршіктелген пластмассаларды, моноталшықтарды, торларды алу сондай-ақ полимерлі балқымаларды экструзиялауға негізделген.
Қысым астында құю - құю машиналарында пластмасса мен резиналық қоспалардан бұйымдарды пішіндеу әдісі. Құю машиналарында материал тұтқыр аққыш күйге дейін жібітіледі, кейін ол құю пішініне ауыстырылады, онда материал температураны өзгерткенде, пішіннің ішкі бетінің конфигурациясын алып, қатады. Қысым астында құю күрделі конфигурациялы, бірнеше граммнан бірнеше килограммға дейінгі салмақты, қабырға қалыңдығы 10 мм дейінгі (сирек 20 мм дейін) әр түрлі бұйымдарды алуға мүмкіндік береді. Жеке, сондай-ақ үшкен партиялы (сериялар) бұйымдарды алады. Партияның өлшемі құю пішіндерінің жұмыс жасау мерзімімен ғана шектеледі.
Термопласттарды құю кезінде, пішінге толтырған балқыма, салқындатқанда қатады, содан кейін пішінді ашады (ажыратады) және бұйымды итеріп шығарады.
Реактопласттарды пішіндегенде полимерлік композицияны пішінге шашады, кейін оны материалдың қату температурасына дейін қыздырады. Содан кейін пішінде ашады да одан дайын бұйымды шығарады.
Біліктер мен каландрлар пластмасса мен резина қоспаларын өңдеу өндірісінде ең көп тараған білікті машиналардың типі. Каландрлы машиналардың жұмыс органы - бір-біріне қарама-қарсы айналатын біліктер.
Біліктеу процессінің маңызы - бір-біріне қарама-қарсы айналып тұрған, қыздырылған немесе салқындатылған металл біліктердің арасындағы саңылау арқылы материалды бірнеше рет өткізу.
Біліктеу периодтық және үздіксіз жүреді. Үздіксіз процессте материалды үздіксіз шашбау түрінде алады, бұл кезде бастапқы материалды біліктің бір жағынан береді, ал дайын өнімді екінші жағынан шығарады.
Каландрлау - шексіз шашбау (қабықша) түрінде, бірнеше параллель айналып тұрған айырлар арасындағы саңылау арқылы материалды өткізу жолымен үздіксіз пішіндеу процессі
Пресстеу - реактопласттар мен резина қоспаларынан бұйымдар өндірудің ең көп тараған әдісі, кейбір кезде бұйымдарды термопласттардан да алу үшін қолданылады. Әдіс бұл материалдардың жылыту кезінде тұтқыр аққыш күйге ауысу қабілетіне негізделген және балқымалардан, жабық көлемде материалда қайтымсыз ақауларды жасау жолымен, бұйымдарды пішіндеумен қорытындыланады. Бұйымдардың берілген өлшемдері мен конфигурацияларының тіркеу материалда қатудың химиялық реакциясының (вулканизация) жүруі салдарынан болады - реактопласттарды (резина қоспаларын) өңдеген кезде немесе салқындату нәтижесінде (термопласттарды өңдегенде) .
Тура және құйып пресстеу. Пресстеудің келесі түрлері бар: компрессионды «тура), құйып (трансферлы), штрангпресстеу (үздіксіз профильді) . Кең тарағандары компрессионды және құйып пресстеу.
ІІ НЕГІЗГІ БӨЛІМ
- Экструзия туралы жалпы түсінік
Экструзия дегеніміз полимерлер ерітінділерін белгілі бір қалыпта сығып шығару. Алынған бұйымды салқындату қысымды шнек арқылы жүзеге асады. Экструдердің негізгі қызметі цилиндрдегі полимерді шығуға қарай қозғап, оны ерітіп, біртекті масса алу және гидростатикалақ қысым тудыру. Осы әдіс арқылы термопластты полимерлерден (полиэтилен, полистирол, поливинилхлорид, поликарбонаттар, т. б. ) құбырларды, жұқа қабыршақтарды, тор және әр түрлі пішінді бұйымдарды алады. Экструзия әдісімен профильді құрылыс бұйымдарын, құбырлар, қабықшалар, линолеум, пороизол және т. б. алады. Экструзия әдісімен дайындалатын бұйымның көлденең қимасының өлшемдері үлкен интервалдар аралығында жатыр: құбыр диаметрлері 5 - 250 мм, қабықшалар мен табақшалар ені 0, 3-1, 5м, қалыңдығы 0, 1-4 мм. Экструзиялық машиналарды композицияларды араластыру және пластмассаларды түйіршіктеу үшінде пайдаланады. Үздіксіз өндіруді қажет ететін бұйымдар үшін бұл ең тиімді әдіс. Себебі жұмсалатын еңбек күші, энергия қуаты және уақыт өте аз.
Экструзия арқылы бұйымдар алған кезде полимерлерді физикалық және химиялық әрекеттерден өткізеді. Физикалық әрекеттерге - қатты күйден ерітіндіге немесе газға өту құбылыстары жатады. Ал температураның және қысымның әсерінен полимерлердің бұзылуы - химиялық әрекет. Бұған себеп болатын өте жоғары температуралар және жұмыс істеп тұрған құралдардағы жоғары ығысу қысымы. Белгіленген технологиялық шарттар орындаоғанда бұл жарамсыз әрекеттерді мүлдем азайтып немесе жойып жіберуге болады.
Экструзия процесінде жұмыс тәртібіне және цилиндрдің ішіндегі полимердің физикалық күйіне байланысты үш жұмыс көлемі бар: тиеу, еріту және дозалау.
Тиеу көлемі - полимерді тиейтін тесіктен цилиндр немесе шнек үстіндегі еру нәтижесіне дейінгі аралығы.
Еріту көлемі - полимердің жаңа ери бастаған жерінен толық еріген жерге дейінгі аралығы.
Дозалау көлемі толық еріген полимерді мұқият араластырып, бір қалыпты температурада біртекті массаға айналдырумен есептеледі.
Экструзия әрекетінің басты мәселесі - полимердің жоғарыда көрсетілген үш жұмыс көлемінен өтуі.
- Экстризия процесінің теориялық негіздері
Полимердің экструзиясы әр түрлі жағдайда өтеді. Ол полимердің күйіне байланысты болады. Шанаққа түскен полимерді шнекпен іліп алады және оның қозғалту жылдамдығы экструзия әрекетінің өнімділігіне байланысты. Экструзиялық құралдың негізгі көлемі қатты материалдан тұрады. Полимердің толық еруі тор алдында аяқталады. Тордан өткеннен кейін негізгі полимер біртекті массаға айналады.
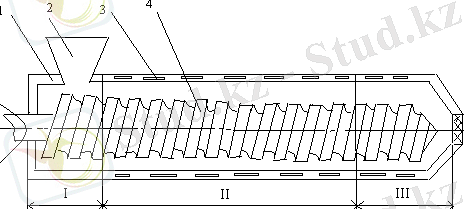
Сурет 1. Экструзия процесін өткізетін құрал - экструдер. 1 - цилиндр; 2 - шанақ; 3 - жылу берілетін қуыстар; 4 - шнек; I - тиеу көлемі; II - еріту көлемі; III - дозалау көлемі.
Осы тұрғыдан қарағанда, полимердің шнекпен қозғалуын қатты заттың қозғалуы деп қарастырып, тиеу жұмысының көлемін заңдылықтармен есептейміз. Полимерді тиелген көлемінде жылжыту үшін мына шарт орындалу керек:

q - полимердің салмағы;
 - цилиндрдің бетіне полимердің қажалу коэффициенті.
- цилиндрдің бетіне полимердің қажалу коэффициенті.
Қалыптау құралына толық еріген және біртекті массаға айналған полимерлер түседі. Құрал мен берілген полимердің температурасы әр түрлі болғандықтан, оның тұтқырлығы және ағу бағыты өзгереді. Осыны ескере отырып, құралдан өтетін полимердің көлемі шнекпен берілетін көлемге тең деп есептеп, машинаның өнім шығару мөлшерін мына теңдікпен белгілеуге болады:

бұл жерде: К - құралдың полимер ағуына қарсылық білдіретін константасы; Р - шнектегі соңғы қысым; r - тұтқырлықтың орта мәні.
Жылжытуға әсер етуші күшті бөлейік: F 2 - шнектің бетіне перпендикуляр түсетін күш және F 1 - осы бетке жанасып өтетін күш.
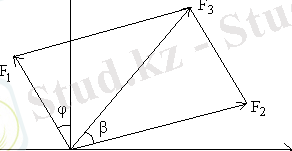
Сурет 2. Полимерді тиеу көлеміндегі күштердің әсері.
Бұл жағдайда: F 2 = F 3 ·cosβ
F 1 = F 2 · µ ш
Бұл жержегі µ ш - полимердің шнекті қажалу коэффициенті. Осы шарт орындалса, полимер цилиндрдің бетімен F 3 күштің бағытымен қозғалады.
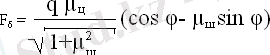
Шнектің белгілі бағытымен полимерді қозғалтатын күш - F δ .
F δ = F 2 cosφ- F 1 sinφ= qµ ц ·cosβ(cosφ- µ ц sinφ)
tg β= µ ш тең болғаннан кейін арқылы µ ш -ті cosβбелгілейді.
Жалпы полимерді шнектің күшімен ығыстыру үшін мынадай шарт орындалу керек:

Полимердің алға ығысу көлемі көп болу үшін F δ , немесе µ ц көлемі көп немесе және бұрышы аз болу керек.
Жоғарыда айтылғандардан мынадай қорытынды шығаруға болады:
- µц-ның көбеюі Fδөны көбейтеді, сондықтан цилиндрдің ішкі бетіне сызықтарды ұзынынан енгізеді;
- µшны азайту үшін шнектің сыртқы бетін хромдап жылтыратады және ішін суыту мақсатында салқын су жібереді.
Екінші жұмыс көлемінде полимер жартылай қатты, жартылай еріген күйде болады, сондықтан оның қозғалыс заңдарын шығару мүмкін емес.
Үшінші дозалау жұмысы көлемінде полимер толық ериді, сондықтан сұйықтардың ағу заңдарына бағынады. Алдын-ала бірнеше жорамал жасауға болады:
а) еріген полимер ньютондық сұйықтардың заңына бағынады;
ә) еріген полимер төртбұрышты түзу түтікпен (каналмен) ағады;
б) түтіктің бір беті екінші бетіне қарағанда, салыстырмалы жылдамдықпен қозғалады;
в) еріген полимердің тұтқырлығы шнекте өзгермейді.
3. Экструзиялық машинаны сипаттайтын диаграмма.
Экструзия әрекетіндегі (P) қысым мен (Q) өнім арасындағы байланыстарды анықтайтын мәліметтер машинаның тиімді жұмыс істеу параметрлерін білуге өте қажет. Полимердің әр түрлі температурадағы тұтқырлығы және олардың реологиялық қасиеттері анық болса, жоғарыдағы айтылған байланыстарды айтуға болады. Бұл диаграмма әр түрлі қалып беретін құрал мен шнектердің байланысы арқылы, пайда болатын қысым (P) мен өнімнің (Q) мөлшерін көрсетеді.
 формуласының нәтижесі Р=0 болғанда, Q=0 болады, өзара қатынастары диаграммадағы сызықтардың еңкею бұрышы жоғары, яғни қалып беретін құралдың полимердің ағымына қарсылығы аз болады.
формуласының нәтижесі Р=0 болғанда, Q=0 болады, өзара қатынастары диаграммадағы сызықтардың еңкею бұрышы жоғары, яғни қалып беретін құралдың полимердің ағымына қарсылығы аз болады.
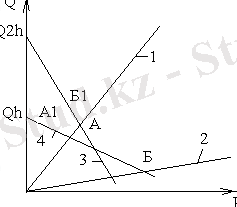
Сурет 3. Экструзиялық машинаны сипаттайтын диаграмма.
- Полимердің ағуына аз күш жұмсайтын құрал; 2- полимердің ағуына көп күш жұмсайтын құрал; 3- терең ойықты шнек; 4- таяз ойықты шнек;
Диаграммадағы 3-4 түзулердің еңкею дәрежесін мына қатынастардан табуға болады:
P=0 болғанда,
Q max = 1/2π 2 D 2 NhsinP 1 cosφ


Шнек пен цилиндрдің ішкі бетінің арасындағы саңылаудың мөлшері (δ) өте аз болғандықтан, шнектің ойықтығына (h) қарай соңғы теңдіктің алымының екіншімүшесін (δ мағынасы үшінші дәрежелі) есепке алмауға болады.
Онда теңдік мына түрге ауысады:
Осы шамалардың қатынасы жоғары болса, диаграммадағы түзу тік болып шығады.
Дозалау мөлшеріндегі шнек ойықтығының тереңдігі машинаның өнім беруіне шешуші әсер етеді. Ал шнектің ұзындығы артса, түзулер көлбеу түсе бастайды, яғни қысымның тұрақты сақталуына мүмкіндік болады.
Диаграмманың негізгі қажеттілігі - экструзия әрекетінің өнімге шнек пен қалып беретін құралдың біріккен жұмыс тәртібін белгілеу. Ағуа аз қарсылық білдіретін, қалып беретін құралдың (1-сызық) шнекпен өнімді жұмыс істейтін нүктелері:
А - ойықтары терең шнек; А' - ойықтары таяз шнек.
Ағуға көп қарсылық білдіретін қалыптайтын құралдың (2-сызық) мұндай нүктелері: Б' - ойықтары таяз шнек; Б - ойықтары терең шнек. Жалпы қалып беретін құралдың ағуға қарсы күші көп болса, түзу сызық аласа болады, ал ағуға қарсы күші аз болса түзу биіктеу болады.
Диаграмманы сызған кезде шнектің айналу санын (N) және полимердің жабысқақтығын (r) өзгермейді деп есептедік. Шын мәнінде бұл қосындылар да өзгеріп құрады. Сонда диаграммада нүктелердің саны көбейіп, олар белгілі алаңдар болып көрінеді. Осы алаңдардың көлемін нүкьеге дейін қысқартып әрекеттің ішкі резервтерін пайдалануға тырысу керек. Бұл шараларды іске асыру үлкен технологиялық мәдениет болып есептеледі.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz