Реактопластавтоматтар: қысыммен құю әдісі мен жабдықтары

Қазақстан Республикасының білім және ғылым министрлігі
Қарағанды мемлекеттік техникалық университеті
Реферат
Тақырыбы: Реактопластавтоматтар
Орындаған: Сұлтанбек Т. Ж
Қабылдаған: Аубакиров Д. Р
Қарағанды 2017 ж
Жоспар
Кіріспе
- Қысыммен құю әдісі
- Реактопласт бөлшектерін жасауға арналған жабдықтар
- Қысыммен құюға арналған реактопластавтоматтар
Қорытынды
Кіріспе
Пластмасс бұйымдарының өндірісінде полимерді қайта өңдеу тәсілдерін таңдауда кеңінен технологиялық көрсеткіштер қолданады: термопластарға (ТП) - ПТР ерітіндісінің аққыштық көрсеткіші; реактопластарға (РП) - Рашиг аққыштығы бойынша.
Пластмасса- бұл материалдың негізіне полимерлер, молекулалық массасы үлкен химиялық қосылыстар жатады. Пластмассалар реактопластар (РП), термопластар (ТП) және СВАМ деп ажыратылады:
- реактопластар- қатаю процесінде қайтымсыз қасиеттерге ие болатың пластмассалар. Бұлардың серпімділік модулі жоғары және созылғыштығы аз болады.
- термопластар- өңдеу кезінде қайтымды қасиеттері бар пластмассалар. Бұл материалдардың серпімділік модулі төмен және созылғыштығы үлкен боладыСВАМ(стекловолокнистый армированный материал) -шыныталшықтық армирленген заттар.
ТП құрамындағы ылғалдылығы жоғары нормативті болуы бұйымдарда құыс, бос орын және бетінде жолақ жасалуына әкеледі. РП құрамындағы ылғадылығы жоғары болуы кеуектілігіне, үрулу және коробленияға әкеледі. Сондықтанда, шикізаттары бар қаптарды өндіріс бөлімшелеріне қайта өңдеу басталуына дейін 1-2 күн ерте жеткізіледі.
Қысыммен құю технологиясында шикізатты гранулятор немесе ұнтақтар түінде қолданады. Термопластар пластикалықты қыздыру арқылы алады және бірнеше рет қайтаөндіріледі. Реактопласттар мен эластомерлар қыздыру әсерінен тікгіледі, бірақ терпластардан айырмашылығы, қайта балқытылмайды. .
Кез келген құю машинасы үш басты буыннан тұрады: түйісу буыны, пластикация буыны, бақару жүйесі және жетегі бар машина тұғыры. Құю машиналары қайта өңдец түрлеріне тәуелді термопласт автоматтарына (ТПА) және реактопласт автоматтарына (РПА) бөлінеді.
1. Қысыммен құю әдісі
Қысыммен құю - полимерлерді өңдеудің басты бір әдісі болып табылады, термопласты және термореактивті материалдардан жасалған бұйымдарды өндірісте қолдану үшін осы әдіс кеңінен қолданылады. Қысыммен құю кезінде полимер алдымен балқиды, содан соң жоғары қысымда жабық формада шашырайды. Термопласты материалдан жасалған бұйымды құйған кезде, толтырылған форма суытылады және қатайтылады, ал содан кейін форма ашылады, сол кезде бұйым алынып тасталады. Егер термореактивті материалды құятын болсақ, формаға толтырылатын полимерді қатты болғанға дейін қыздырады, оны 1 сағат бойы ұстайды, яғни бұйымның толық қатты күйге келуі керек.
Осы себептен термопласты және термореактивті материалдарды қысыммен құйғанда, полимердің формаға толтырылуы және полимердің формамен жанасуы маңызды болып келеді, айырмашылығы тек дайын бұйымның формасының өзгешелігінде болады.
Қазіргі таңда қысыммен құю әдісімен әртүлі бұйымдар дайындалады, соның ішінде күнделікті тұрмыста қолданылатын заттардың қалдықтарынан машинаның және аппаратың бөлшектерін дайындайды.
Термикалық қасиеттеріне қарай пластмассаларды термопластикалық және реактопластикалық (термореактивті) деп бөледі.
Термопластикалық пластмассалар (термопласттар) деп қыздырылған кезде тез жұмсарып, бұйымды оңай пішіндеуге мүмкіндік беретін, ал тоңазытқан кезде қатып қалатын пластимассаларды айтады. Олардың қасиеті осы кезде қайтымды түрде өзгереді. Өте ұзақ термикалық әрекеттерде қайтымсыз өзгеруі мүмкін. Термопласттарға полиэтилен, полипропилен, поливинилхлорид, полистирол, полиамидті, полиакрилді және пластикалардың кейбір түрлері жатады. Термопластикаға эфироцеллюлозды пластмассаларды (нитроцеллюлоза, ацетилцеллюлоза т. б. ) да жатқызуға болады.
Термореактивті пластмассалар (реактопластар) деп бұйымды жасау кезінде ғана жұмсарып, бірақ химиялық реакция нәтижесінде термикалық әсер негізінде осы қасиетін жоғалтатын пластиктер аталады. Мұндай пластмассаларға феноальдегидті аминоальдегидті және кейбір басқа шайырлар негізінде жасалған пластмассалар жатады.
Термопластикалық және термореактивті пластмассадағы айырмашылық олардың құрамына кіретін шайырдың химиялық құрамындағы айырмашылықпен беріледі. Термопластикалық шайыр тізбектерінің звеносы реакциялық қабілеті аз атом топтарынан тұрса, онда термореактивті шайыр тізбегі реакцияға қабілеті зор көптеген полярлы топтардан тұрады, қыздырған кезде бірі бірімен және басқа заттардың малекулаларымен оңай өзара әрекеттесіп, тығыз байланыс құрады, жәнеде қасиеттері де қайтымсыз түрде өзгереді.
Кез-келген құю машинасы келесі басты бөліктерден тұрады:
а) гранулирленген немесе ұнтақ тәрізді материалды балқытуға арналған құрылғы, әдетте оларды пластикаторлар деп атайды;
б) балқыманың формаға шашырауын қамтамасыз ететін құрылғы, әдетте оларды құю бастамасы деп атайды;
в) суыту немесе қыздыру формасы;
г) дайын өнімді формадан итеріп шығару үшін қолданылатын құрылғы;
д) гидравликалық, механикалық немесе т. б. типті тұйықталған пресс;
е) циклдың жеке параметрлерін (балқыма температурасы, пресс- форма температурасы, шашырату көлемі, цикл ұзақтығы т. б. ) басқарып отыратын аппаратура;
з) жұмыстың қауіпсіздігін қамтамасыз ететін қондырғы (электрлік жүйе және механикалық қамалану және т. б. ) .
Әдетте алғашқы екі құрылғы конструктивті толық бір блокка біріктіріледі, бұл алдағы пластикатордың немесе құю бастамасының жұмыс істеуіне көмектеседі.
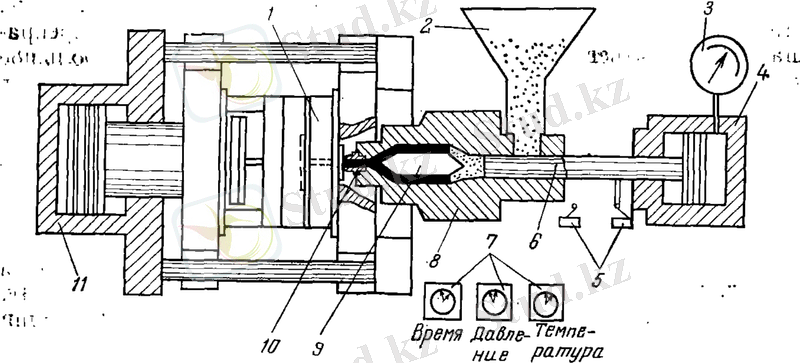
1. 1 - сурет. Құю машинасының конструктивті схемасы
1-форма; 2-бункер; 3-шашырау қысымын қадағалап отыратын монометр; 4-гидравликалық цилиндр; 5-сөндіргіштер; 6-құю плунжері; 7-циклдың жеке параметрлерін басқарып отыратын аппаратура; 8-қыздыру цилиндрі; 9-торпеда; 10-форсунка; 11-тұйықталған (замыкающий ) пресс.
Енді осы құю машинасынан материалды өткізгенде құю циклының басты параметрлерінің өзгеруін қарастырайық; температура, қысым және цикл ұзақтығы.
Бункерден құю бастамасына гранулалар әдетте бөлме температурасында түседі. Құю бастамасынан өткен гранулалар қыздырылады, содан кейін гомогенді балқыма түрінде шығады. Форсунка арқылы балқыма формаға келіп түседі. Форма ішінде суытылу және пластмассаның қатаю процесі жүреді. Балқыманың суытылуы, нақты айтқанда формаға толтыру кезінде басталады және қатты болғанша, белгілі бір формаға дейін қатайғанша жүргізіледі.
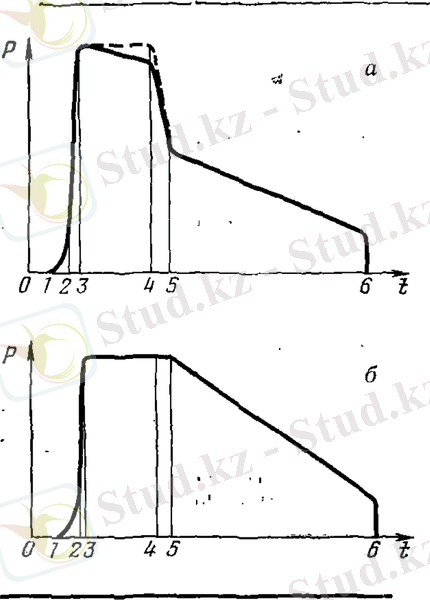
- - сурет. Құю циклының диаграммасы
а- қайтымсыз клапанды форсунка; б- қайтымды клапанды форсунка.
0-1 аралығы - бұл форманы толтыру уақыты; 1-2 аймағы - шашырау жиілігі. Егер форма толтырылмаған болса, онда ондағы қысым шамасы үлкен болмайды. Егер форма толтырылса, онда қысым шамасы күрт артып, максимал мәнге жетеді (2-3 аралығы) ; 3-4 аймағы - бұл тығыздалу стадиясы болып келеді, бұл аймақта форманы толтыру аяқталады.
б-суретте қайтымды клапанды форсунка арқылы құю жүргізіледі, бұл кезде 3-4 аймағында қысым мен температура шамасы максималды болады, бұл тығыздалу стадиясы болып табылады, формаға толтырылу аяқталады. 2-3 аралығында қысым шамасы төмен болады, температура шамасы да аз болады.
2. Реактопласт бөлшектерін жасауға арналған жабдықтар
Реактопласт бөлшектерін жасауға арналған негізгі жабдық болып вертикалды гидравликалық бірнеше килоньютонды күшті номиналды пресстер саналады . Номиналды күш, пресспен бірге даиды, Рм, Н, оның негізгі сипаты болып саналады. Ол келесі формуламен есептеледі:
P M = Pж πD 2 /4
мұнда рж - жұмыс сұйықтығының қысымы, Па; D - поршень диаметрі, м.
Талап етілетін күштің прессін анықтау бұйымдарды пресстеу үшін келесі формуламен жүзеге асады :
P жр =nFp жр
мұнда n -бөлшектредің бір уақытта пресстелетін саны ;
F -пресстеу ауданы (бөлшектің астының проекциясының ауданы, пресстеу бағытына перпендикуляр келеді), м2;
ртр - давление прессования, пресстеудің қысымы, әр-түрлі пресс-материалдар үшін, Па.
Термореактивті пресс-материалмен жұмыс істеу кезінде мақсатты түрде екі жұмыс қысымын қолдану :төменгі (мысалы, 0, 8 МПа) пішіндеуді жасау үшін және жоғарғы (мысалы, 2 МПа) пресс-материалды ұстау үшін пресс-пішінде оны полимерлеу мақсатында қолданады . Бұл кезде екі сорғыш әр түрлі қысымға қажет. Кейбір жағдайларда мақсатты түрде пресстеу цехына гидравликалық аккумуляторды орнату, техологиялық процесске үлкен жылдамдықты қозғалыс және пресстің жұмыс қадамы керек болғанда қолданылады . Пресстеу жабдығынан үлкен ротационды және бір позиционды пресс-автоматтар көңіл аулауды талап етедітүйіршіктелгенде, ұнтақ тәріздес немесе таблеткаланған материалмен жұмыс атқарғанда . Пресстеу үшін негізгі жабдықтың түрі, мүмкін пресстеу колонналы типті болып қала береді (11. 1. 1-сурет), пресстер рамналы тип (11. 1. 2-сурет), тезжүретін гидравликалық пресстер жеке жетегімен және автоматтандырылған басқарумен.
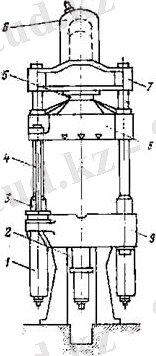
2. 1 - сурет. Төменгі қысымдағы рамналы гидравликалық
пресстің сызбасы
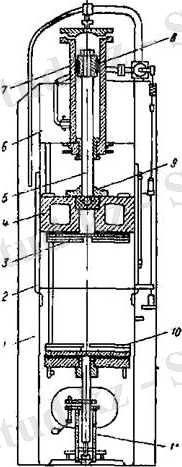
2. 2 - сурет. Жоғарғы қысымдағы рамналы гидравликалық
пресстің сызбасы
3. Қысыммен реактопластыларды құюға арналған машиналар
Бұл әдіс сыртқы түрін пресстеуден қарағанда жақсарта түседі. Құю кезінде бұйымды пішіндеуге деген шығын азая түседі . Құю қиын жіңішке қабырғалы қиын арматурамен жасауға мүмкіндік береді. Құю кезінде қалыққабырғаның толмай қалуы болмайды оның төменгі реактопластының жылуөткізгіштігінің арқасында. Толығымен құю кезінде оның сапасы және бөлшектің мөлшерінің нақтылығы жақсара түседі . Құю процесі реактопласт қысымыен термоластына құю процесіне ұқсас сол сияқты кезекті кезеңмен салынады пішіндеугі материал дайындалады және бұйымның өзіндік құюлуыда ұқсас келеді. Бірақ маетриалдың қасиет қайта өңдеу процесінде қыздыруда анықталған бір шектеулер қойылады. Пішіндеу процесі әртүрлі әдістермен жүзеге асыруға болады. Ең қарапайым әдіс болып плунжері әдіс табылады. Материалды цилиндрге түскенде (Сур. 11. 2. 1) материалдың үлесі 1600кгс/см2 аралығында қысыммен қысылады және тез қызады, сол арқылы пластиналы-тұтқырлық жағдайына көшеді. Жұмсартылған масса пішінге шашылады, сол жерде қысымдалады. Осыдан кейін плунжерді алып және бөйымды алады. Берілген сызба ұсақ бөлшектірді жасауда қолданылады 20 г дейін . Бұл процесстің кешілігі болып материалды жаман қыздыру болып саналады, сондықтан берілген типтегі машиналар шектеулі түрде ғана қолданылады .
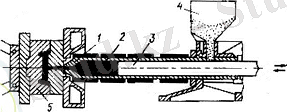
1 - материалды цилиндр, 2 - материал, 3 - плунжер, 4 - бункер, 5 -пішін.
3. 1 - сурет. Плунжерлі типтегі машинаның сызбасы
Пресс-пішіндер. Пресс-пішінді таңдау оның қолдану әдісіне байланысты болады (пресстеу, пресс-құю), пресстелетін бөлшектің құрылымы, жабдық және талап етілетін өнімділігі бар. Пластмассаларды пресстеуге арналған пресс пішіндер көпқырлы және келесі себеппен классификацияланады :
1) эксплуатация сипаты бойынша алынатын және стационарлы ;
2) пресстеу әдісі бойынша: пресстік құйма және нақты престеу;
3) бір мезетте пресстелетін бөлшектердің мөлшері бойынша - бірүйшікті және көпүйшікті. Көпүйшікті пресс-пішіндер құрылымы бойынша қиындау және бірүйшктіге қарағанда қымбат келеді;
4) аралықтың жазықтықтағы жағдайы бойынша -аралықтың бір немесе екі горизонталды жазықтығымен және оны галентті деп атайды;
5) безендіру бөлігінің бекітілу түрі бойынша -ашық, жартылай жабық, жабық . Ашық пресс-пішіндерді пуансон безендіретін бөлікті матрицаны тегіс бетпен жабады.
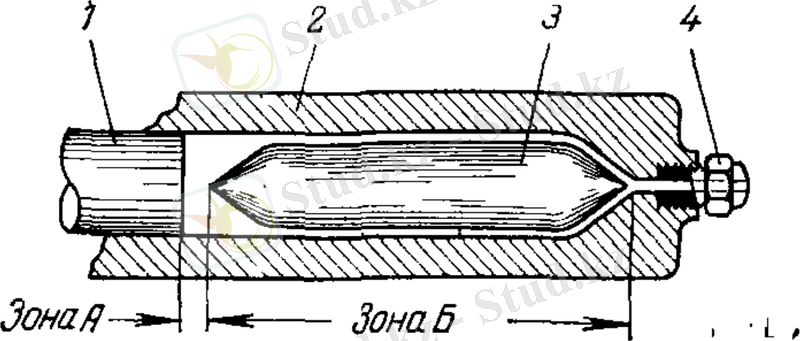
3. 2 - сурет. Құю машинасының плунжерлі пластикаторының схемасы
1 - поршень; 2- цилиндр; 3- торпеда; 4- құю форсункасы.
Плунжер типті пластикаторда материалды қыздыру корпус қабырғасынан және пластикатордың торпедасынан өтетін жылудың әсерінен болады. Бұл машинада шашырау көлемі 20-30 см 3 - тан аспайды.
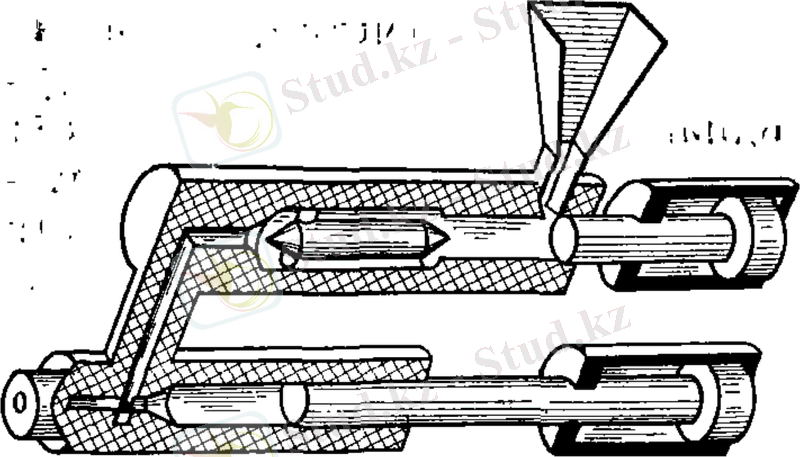
- - сурет. Жеке пластикаторы және құю цилиндрі бар плунжерлі құю бастамасының схемасы
Бұл машинада материалдың пластикациясы материал суытылып жатқан кезде жүреді, яғни формирленген бұйым суытылып жатқан кезде болады. Осы себептен дайын балқыма пластикатордан құю цилиндріне келіп түседі.
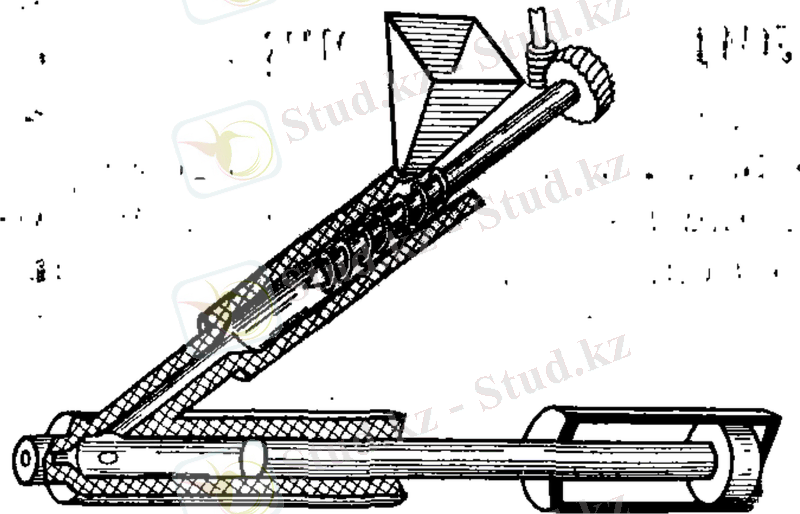
- - сурет. Жеке құртты пластикаторлы және плунжерлі құю қондырғысынан тұратын құю бастамасының схемасы.
Бұл аппаратта пластикатор функциясын құрт атқарып отырады, ал шашырау бұрынғыша поршень көмегімен жүргізіліп отырады.
Термореактивті (рекатопластты) материалдан бұйым өндіру үшін тура престеу әдісі кең қолданылады. Келесі суретте типті пресс-форма көрсетілген, ол тура престеуге қолданылады. Форма екі бөліктен тұрады - жоғарғы және төменгі немесе пуансоннан (позитивті форма) әрі матрицалар (негативті форма) . Пресс-форманың төменгі бөлігінде выемка бар, ал жоғарғы жағында - выступ. Жабық пресс-форманың төменгі бөлігіндегі тесік пен жоғарғы бөлігінің выступы арасындағы тесік пресстелетін бұйымның соңғы түрін анықтайды.
Тура престеу процесіндегі термореактивті (рекатопластты) материал бірреттік температура мен қысым әсеріне ұшырайды. Гидравликалық престі қолдану қажетті нәтиже алуға мүмкіндік береді.
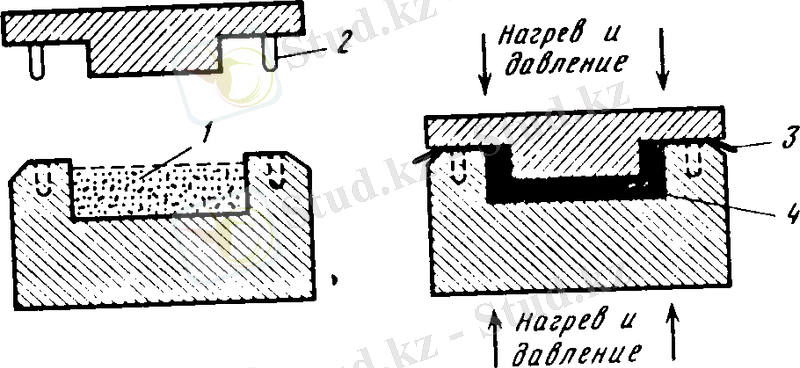
3. 5 - сурет. Тура формалау процесінде қолданылатын пресс-форманың кескіндік суреттелуі
1 - термореактивті материалмен толтырылған форманың жазығы; 2 - бағытталатын шиптер; 3 - заусенец; 4 - формаланған бұйым
Температура мен қысым пресстегенде 200 °С және 70 кг/см 2 сәйкес болады. Жұмысшы температура мен қысым реологиялық, термиялық және басқа престелетін пластикалық материал қасиеттерімен анықталады. Пресс-форманың тесігі толығымен полимерлік компаундпен толтырылады. Қысыммен пресс-форма жабылған кезде оның ішіндегі материал сығылады және қажетті формаға престеледі. Артық материал пресс-формадан жұқа қабыршақ түрінде ығыстырылады, ол "заусенец" деп аталады. Температура әсерінен престелетін масса қатады. Пресс-формадан соңғы өнімді босату үшін суыту керек емес.
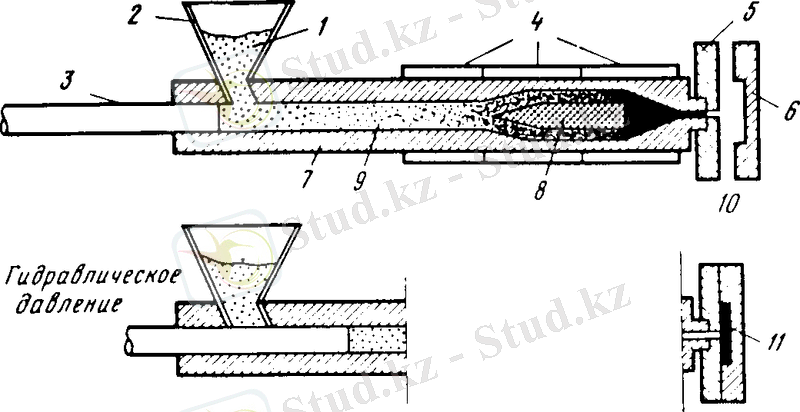
3. 6 - сурет. Қысыммен құю процесінің кескіндік келбеті
1 - компаундты пластикалық материал; 2 - тиейтін воронка; 3 - поршень; 4 - электрлік қыздыратын элемент; 5 - форманың стационарлық бөлігі; 6 - форманың қозғалатын бөлігі; 7 - негізгі цилиндр; 8 - торпеда; 9 - жұмасрған пластикалық материал; 10 - пресс-форма; 11 - қысыммен құю әдісімен формаланған бұйым.
Қара металды пластмассамен ауыстырған кезде тетіктерді жаппай өндірудің өзіндік құны 1, 5 . . . 3, 5 есе, ал түсті металлдарды алмастырған кезде 5 . . . 20 есе төмендейді. Әдетте пластмассалар байланыстыратын заттар, толтырғыш, пластификатор, бояғыш, біріктіретін заттар, катализаторлар, ингибриттер және т. б. қоспалар тұратын көпкомпонентті материал болып табылады. Компоненттерді таңдау арқылы материалға қажетті қасиет береді. Байланыстыратан заттар ретінде термопластикалық және термореактивті шайырларды қолданады.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz