Композитті материалдар мен металдардың құрылымы, жіктелуі және өндіру технологиялары

- Композитті материалдар. Композитті материалдардың жіктелуі.
Құрамына қасиеттері бойынша күшті айрықшаланатын, бір-бірінде ері-мейтін немесе аз еритін, материалда анық көрінетін шекараларымен бөлінген құрама бөліктерден тұратын күрделі материалдар құрасжиындар деп аталады.
Құрасжиын материалдарын жасау ұстанымы табиғаттан алып пайда-ланылған. Табиғи құрасжиын материалдарының мысалы ретінде өсімдік-тердің діңі мен сабақтары, адам мен жануарлардың сүйектері бола алады. Ағашта целюллозаның талшықтары созымды лигнинмен (ағаш қабығын қатайтатын зат), сүйектерде фосфат тұздарының жіңішке мықты жіптері созымды коллагенмен қосылған.
Бытыраңқы нығайтылған құрасжиын материалдар
Бытыраңқы нығайтылған құрасжиын материалдарда баяу балқитын фазалардың - тотықтардың, нитридтердің, боридтердің, карбидтердің (Al 2 O 3 , SiO 2 , BN, SiC, т. б. ) бытыраңқы бөлшектері толтырғыштар қызметін атқарады. Баяу балқитын қосылыстардың артықшылықтарына серпімділік мөлшерінің жоғары мәндері, аз тығыздылығы, ұя материалдары мен әрекет-тесуге бәсеңдігі, алюминий мен кремний тотықтары сияқтылардың табиғатта көп тарағандағы және оларды түзетін элементтер бағасының жоғары еместігі жатады.
Никель негізді бытыраңқы нығайтылған құрасжиын материалдар. Ұя ретінде никель мен қатты ерітінді құрылымымен оның хроммен (∼20%) қорытпалары пайдаланылады. Хромникель ұясымен қорытпалардың ең жоғары қызуға төзімділігі бар. Торий, гафний, т. б. тотықтардың бөлшектері нығайтқыштар қызметін атқарады.
Талшықты құрасжиын материалдары
Талшықты құрасжиын материалдарында талшықтар немесе таза элементтер мен баяу балқитын қосылыстардың (B, C, Al 2 O 3 , SiC, т. б. ) жіп тәрізді кристалдары және металдар мен қорытпалардың (Mo, W, Be, жоғары берікті көміртекті болат, т. б. ) сымдары нығайтқыштар қызметін атқарады. Құрасжиын материалдарын шыбықтау үшін үлестерден жүздеген микро-метрге дейін диаметрімен үздіксіз және үздікті талшықтар пайдаланылады.
Құрасжиын материалдары өнеркәсіптің көптеген салаларында қолданы-лады, бәрінен бұрын авиацияда, зымыран және ғарыш техникасында, әсіресе конструкциялардың беріктігі мен қатаңдығының арттырылуымен бірге олардың массасының төмендетілуі үлкен мән алатын жерлерде.
- Созу. Созу процесінің жұмыс құралдары мен жабдықтары.
Созу деп темірді, көлденең қимасының ауданы өңделінетін темірдің көлденең қимасы ауданынан кіші, арнаулы тесіктен өткізу арқылы өңдеуді айтады. Қара, түсті металдар мен қорытпаларды сұйық күйде созу арқылы көлденең қимасының ауданы мен формасы әр түрлі бұйымдар жасалады.
Созу процесінде қажетті негізгі жұмыс құралы матрица (фильер, созғыш) болып табылады.
Матрица Х12, ВК3, ВК6, ВК15 маркалы құрал-саймандық болаттар мен қатты қорытпалардан жасалады. Диаметрі 0, 25мм-ге дейінгі сым темірлерді созатын созғыш станның матрицасы алмаздан жасалады.
Созу процесінің негізгі жабдықтары шынжырлы және барабанды созу стандары болып табылады. Шынжырлы созу стандарында ұзындығы 6-10 м және одан да артық темір шыбықтары, труба сияқты бұйымдар өңделеді. Шынжырлы созу станында электр моторының және созу шынжырының жәрдемімен темір жабдықтар түзу бағытта қозғалтылып, созу арбасына беріледі, Қозғалмайтын станинаға орнатылған созғыш арқылы өңделетін металдың ұшы сүйірленіп, түзу бағытта қозғалатын арбаның қысқышына бекітіледі.
- Көміртекті болаттардың жіктелуі және олардың қолданылуы.
Көміртекті болаттар қорыту технологиясына байланысты қайнау және тыныш қорыту болаттары болып 2-ге бөлінеді. Қайнау, тыныш қорыту болаттарының тұрақты қоспалары кремний, марганец, күкірт, фасфор, оттегі элементтері болып табылады.
Көміртекті болаттар мынадай түрлерге бөлінеді:жалпы мұқтаждық, сапалы, жоғары сапалы, арнаулы болаттар.
- Жалпы мұқтаждық болаттар құрылыс конструкцияларын, машина детальдары мен аспап, құрал - сайман жасау үшін қолданылады. Ж. М. Б мех. Қасиеті мен хим. Құрамына байланысты кәдімгі сапалы және жоғары сапалы болып 2 бөлінеді.
Кәдімгі сапалы болаттар механикалық қасиеті мен химиялық құрамына қарай үш топқа бөлінеді. А, Б, В тобы.
Жоғары сапалы болаттар құрамында зиянды қоспалар мөлшері мен ақауыаз болады. Болаттың бұл түрінің маркалары бар: 15А, 20А, УОА, УВА . . . а әрпі болаттың жоғары сапалы екендігін көрсетеді.
Арнаулы болаттар жону, созу, штамптау әдісімен суық күйде өңделеді. Бұл болат түрінің Автомат болаты деп аталатын түрі машина жасау өндірісінде гайка, бұранда жасау үшін пайдаланылады. Құрамындағы көміртегі аз болаттардың өңделу қасиетін арттыру үшін оларға күкірт пен фосфор қосады. А12 маркалы автомат болаттарының құрамында 0. 08-0. 16% көміртегі, 0, 08-0. 15 фосфор, 0. 08-0. 2 күкірт болады.
Көміртекті болаттардың жіктелуі және олардың қолданылуы.
Көміртекті болаттар қорыту технологиясына байланысты қайнау (КП) және тыныш (СП) қорыу болаттары болып екіге бөлінеді. Қайнау (КП) және тыныш (СП) қорыу болаттарының тұрақты қоспалары кремний(0. 16-0, 5%), маргенец (0, 3-0, 8), күкірт0, 05%,, фосфор 0, 05%, оттегі0, 05%, элементтері болып табылады.
Көміртекті болаттар мынадай түрлерге бөлінеді:
1) Жалпы мұқтаждық блолаттар- құрылыс конструкцияларын, машина бөлшектерін, аспап, құрал саймандарды жасау үшін қолданылады.
2) Сапалы болаттар - мартен, электр пештерінде қорытылып, машина бөлшектері мен жұмыс жабдықтарынжасау үшін қолд.
3) Арнаулы болаттар- жону, созу, штамптау әдісімен суық күйінде өңделеді. Болаттың бұл түрінің «автомат» деп аталатын түрі машинажасау өндірісінде гайка, бұранда жасау үшін пайд.
Құрамында көміртегі аз болаттардың өңделу қасиетін арттыру үшіноларға күкірт пен фосфор қосады. Көміртегі болатың физико механкалық қасиеттеріне қатты әсерін тигізетін элемент. Көміртегі мөлшері артқан сайын болаттың қатылығы, беріктігі артып, пластикалық қасиеті нашарлай түседі.
- Домна өндірісінің бастапқы материалдары мен өнімдері.
Домна процесінің өнімдеріне әртүрлі маркалы шойындар, ферроқорытпалар, шлак, домна газы мен дома шаңы жатады.
Шойын . Домна пешіне өндірілетін шойын қолданылуына байланысты ақ шойын» мартен, томас, бессемер шойындары), сұр шоын (құйма) болып бөлінеді. Ақ шойын болат қорыту өндірісінің негізгі шикізаты болып табылады. Домна пешінде қорытылатын шойынның 80-85пайызы ақ шойын. Феррокорытпала р құрамында белгілі бір элементтің мөлшері шектен тыс келетін шойындар. Болат өндірісінің шикізаты болып табылады. Шлак құрылыс материалдары мен жылу өткізьейтін материалдар жасау үшін қолд.
- Илемдеу өндірісінің мәні. Илемдеу түрлері.
- Беріктігі жоғары щойындар. Қасиеттері, таңбалануы және қолданылуы.
Жоғары берікті шойындар. Шар тәрізді графиті бар шойындар жоғары берікті деп аталады. Оны магниймен түрлендірумен алады, сұйық шойынға 0, 02-0, 08% мөлшерде оны енгізеді. Шойындарды таза магниймен түрлендіру күшті от әсерімен (пироэффект) қоса жүретіндіктен таза Мg көмек қорыт-памен (лигатура) алмастырады (мысалы Мg мен Nі-ң қорытпасымен) .
Түрлендіруден кейінгі шойынның химиялық құрамы мынадай: 3, 0-3, 6%С; 1, 1-2, 9%Sі; 0, 3-0, 7%Мn; 0, 02% дейін S, 0, 1% дейін Р . Жоғары берікті шойын металдық негіз құрылымы бойынша ферритті немесе перлитті болуы мүмкін. Ферритті шойын негізінен ферриттен және шар тәрізді графиттен тұрады. Онда 20% дейін перлит болады. Перлитті шойынның құрылымы: сорбит тәрізді немесе қаңылтақты перлит және шар тәрізді графит. Онда 20% дейін феррит болады.
Шар тәрізді графит қаңылтақты графитке қарағанда күштілігі аз кернеулер шоғырландырушысы, сондықтан металдық негіздің механикалық қасиеттерін аз төмендетеді. Шар тәрізді графитімен шойындар ең жоғары беріктік пен біршама созымдылыққа ие. Жоғары берікті шойын беріктік шегі мен салыстырмалы ұзаруы бойынша ентаңбаланады (5. 3-кестені қараңыз) .
Жоғары берікті шойын көптеген бұйымдар мен конструкцияларда болатты тиімді ауыстырып техниканың әртүрлі саласында қолданылады. Олардан қақтау станоктарының жабдығын (12 т. дейін массасымен қақтау біліктері), темір ұсталық - жом жабдығы (жомның траверсі, соғу балғасының табаны), турбина жасауда - бу қозғалтқышының тұрқы, бағыттаушы аспаптың қалақтары, трактор - , автомобиль жасауда - иінді біліктер, піспектер және жоғары айналымды жүктемелерде, тоздыру жағдайларында жұмыс істейтін басқа да жауапты тетікбөлшектер жасалады.
Кейбір жағдайларда механикалық қасиеттерін жақсарту үшін құймаларға жылумен өңдеу қолданылады; беріктігін арттыру үшін - шынықтыру және жұмсарту 500-600 0 С; созымдылықты өсіру
- Металдар мен қорытпалардың құю қасиеттері.
Құ ю өндірісінде қара және түсті металдар мен олардың қорытпаларын арнаулы қалыптарға құю арқылы құймалар алынады. Құю өндірісінің негізгі технологиялық операциялары үлгі жабдықтары мен құю қалыптарын жасау, металл балқыту, қалыпқа балқытылған металды құю, құйманы қалыптан ажырату, тазарту, кесуден тұрады.
- Металдар мен қорытпалардың атомды-кристалды құрылысы.
Атомдардың кеңістікте орналасуы.
- Көлемдік центрленген
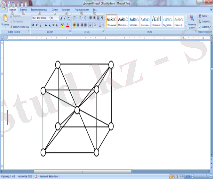
Қырлық центрленген
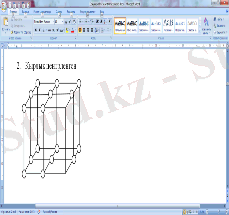
- Гексогональды тығыз орналасқан
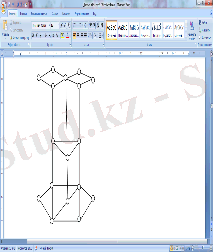
Кристалдық торды сипаттайтын шамаларға-тор параметрі, периоды, координациялық саны, базисі, жинақтылық компоненті. Тор параметрі -жақын жатқан екі атом арасындағы қашықтық (Ангстремм 1А 0 =10 -8 см) . Берілген атомға ең жақын жатқан атомдар саны-координациялык сан. Атом колемінің тор колеміне қатынасы жинақтылық коэффициенті деп аталыды.
- Баспалау. Баспалаудың мәні мен түрлері.
- Мыс және оның қорытпалары. Олардың қасиеттері, жіктелуі және қолданылуы.
мыс ең үлкен (күмістен басқа) электр өткізгіштікке және жылу өткізгіштікке * ие.
Тазалығына байланысты мыс мына ентаңбалармен жасалынады: МОО (99, 99% Cu), MО(99, 95% Cu), M1(99, 9% Cu), M2(99, 7% Cu), M3(99, 50% Cu) . Мыстағы қоспалар оның қасиеттеріне ықпал жасайды Мыс қысыммен тез өңделеді, бірақ нашар кесіледі, көп отырудан құйылу қасиеті жоғары емес. Нашар пісіріледі, бірақ тез дәнекерленеді. Оны табақ, шыбық, құбыр және сым түрінде қолданады.
Электр техника өнеркәсібінде, электроникада және электр боссиреу техникада оттегінсіз мыс қолданылады. Мыс негізді қорытпалар. Мыс қорытпаларының екі негізгі тобы бар: 1) жез - мыстың мырышпен қорытпасы; 2) қола -мыстың басқа элементтермен қорытпасы, соның ішіндемырышта болуы мүмкін, бірақ тек басқалармен қатар. Мыс қорытпалары жоғары механикалық және технологиялық қасиеттерге ие, тозуға және коррозияға берік
- Алюминий және оның қорытпалары. Олардың қасиеттері, жіктелуі және қолданылуы.
АлюминийД. И. Менделеевтің элементтер кезеңтық жүйесінің ІІІ тобының химиялық элементі, реттік саны 13, атомдық массасы 26, 98; балқу темпера-турасы 660 0 С. Алюминийдің қ. к. т. кристалдық торы бар, периоды a= 4, 0412 тең. Алюминийдің ең маңызды ерекшелігі тығыздылығының төменділігі 2, 7 г/см 3 болып табылады (темірдің -7, 8 г/см 3 , мыстың - 8, 94 г/см 3 қарағанда) . Алюминий жоғары электр өткізгіштікке ие (2, 6548 Ом•м/мм 2 ), мыстың электр өткізгіштігінің 65% құрайды. Тазалығына байланысты алюминий ерекше тығыздылығымен: А999(99, 999%Al), жоғары тазалығымен А995 (99, 995%Al), A99(99, 99%Al), A97(99, 97%Al), A95(99, 95%Al) және техника-лық тазалығымен А85, А8, А7, А6, А5, АО (99, 0%Al) бөлінеді.
Техникалық алюминий (АД, АД1) конструк-циялық элементтері мен күш түспейтін тетікбөлшектер жасауда, жоғары созымды-лық, жақсы пісірлуі, коррозияға қарсыластығы, жоғары жылу - , электр өткіз-гіштігі қажет болғанда қолданылады. Сонымен, мысалы, техникалық алюминийден әртүрлі, құбыр жүйесі, темір құрсау, теңіз және өзен кемелер-інің үстіңгі бөлігі, желі сым, электр сымы, қойылтқыш, сағат тұрқы, қабыр-шық, бөлме қалқандары, есік, кәсек, ыдыс, сүт ыдыстары, т. б. жасауда қолда-нылады. Жоғары тазалығымен алюминий қабыршық, ток өткізгіштер және желі сым бұйымдарына арналған. Алюминийдің қорытпалары кеңінен пайдаланылады.
Алюминий қорытпаларының сыныпталуы. Ең көп тараған қорытпалар: Al-Cu, Al-Si, Al-Mg, Al-Cu-Mg, Al-Cu-Mg-Si, Al-Mg-Si, Al-Zn-Mg-Cu.
Алюминийдің барлық қорытпаларын үш топқа бөлуге болады: 1) жарты-лай өнім алу үшін арналған деформацияланғандар (табақ, тақтайша, шыбық, құбыр, пішіндер, т. б. ), сондай-ақ шыңдалғандар және қақтау, жомдау, соғу, металқалыптау арқылы металқалыпталған дайындамалар) ; 2) құймаға арналған құйылатындар; 3) ұнтақ металлургия әдісімен алынатын [ЖАҰ(САП) -жымдасқан алюминий ұнтақтары ЖАҚ-жымдасқан алюминий қорытпалары] .
Деформацияланған қорытпалар жылумен өңдеу арқылы нығаятын және нығаймайтын болып бөлінеді.
Машинаның (конструкциялықның) массасын азайту қажет болғанда алюминийдің қорытпалары кеңінен қолданылады.
- Резеңке материалдары. Резеңке материалдарының құрамы және жіктелуі. Резеңкені вулканизациялау.
Машинажасаудың түрлі салаларында қолданылатын техникалық резеңке бұйымдары қызмет атқаруына байланысты жеке сыныптарға бөлінеді:
1) нығыздайтындар - нығыздау пішіндері, манжеттер, төлкелер, т. б. ;
2) діріл және дыбыс айырғыштары мен соққыға қарсы - ішпек, амортиза-тор түрінде, т. б. ;
3) күш түсетіндер - тісті дөңгелек, түрлі құрасбөліктердің тұрқы, жалғау-тетік, т. б. ;
4) жылжу тіректері - түрлі резеңке металл ішпектері, таптамалар, тіректер және т. с. с. ;
5) сұйықтықтар мен газ тасымалдайтын құбырлар - әдетте, сыммен шыбықталған резеңке мата бұйымдары; резеңке мата бұйымдарына жалпақ немесе сына қозғалтқыш белдіктері, жүк таситын айналсоқ, таспалары;
6) тозуға қарсылар - ауа қысымды дөңгелектердің - тегістеуіштер және с. с;
7) үйкеу бұйымдары мен құралдар - ажарлау тегершіктері, тежеуіш қон-дырғылар және с. с. ;
8) күш түспейтін және қорғауыштар - электрқорғауыш аяққа төсейтіндер, тұтқалар және с. с. ;
9) сәндік - түрлі тілімдер, баулар түрінде.
Резеңке жасаудың соңғы технологиялық процесі вулканизация. Вулканизация нәтижесінде каучуктың немесе резеңке қоспасыынң пластикалық қасиеттері бұрынғыдан нашарлап, қатайып серпімділік, беріктік қасиеттері артады. Резеңкенің құрамында оның түріне байланысты 5% тен 92% ке дейін каучук болады. Резеңке жаау үшін каучукке келесі заттарды косады. 1) Вулканизацияланатын заттар ретінде күкірт, натрии қолданылады. 2) катализатор (вулканизацияны тездеткіш) 3) пластификатор (жұмсартқыш), соымент қатар тотықтырғыш және күшеәткіш заттар резеңкенің физика механикалық қасиеттерін жақсарту үшін қосыылады.
- Термиялық өңдеу түрлерінің жіктелуі.
М еталдар мен метал қорытпаларының физка- химиялық қасиеттерін өзгерту үшін оларды термиялық әдіспен өңдейді.
термиялық өңдеу түрлері:
- Бірінші күйдіру(суық күйдк өңделген деткльдарды жұмсарту үшін)
- Екінші күйдіру(металдың физикалық қайта кристалдануы)
- Шынықтыру(металды жоғарғы темп. дейін қыздырып, үлкен жылдамдықпен суыту)
- Жұмсарту(жұмсартылған метал теңсіздік күйден тепе теңдік күйге өтіп, оның қаттылығы мен беріктіг төмендеп, пластикалық қасиеті артады.
- Химия-термиялық өңдеу(қалыпты немесе жоғары температурада, диффузия құбылысы арқылы металдың сыртқы қабатының химиялық құрамын өзгертуі)
- Көміртекті, легирленген және аспаптық болаттар. Жалпы сипаттамасы, қасиеттер, таңбалануы, қолданылуы.
Легірленген болаттар - Құрамына арнаулы элементтер (Cr, Ni, W, Cu, Mn т. б) енгізу арқылы өзгертілген көміртекті болаттар. Марганец болаттың шынығушылық қасиетін арттырады. Молибден мен вольфрам болаттың жұмсаруға қарсы тұрақтылығын арттыраыды.
титан мен ниобий болаттың корозиялануын баяулатады. Болат маркасындағы әріптер легірлеуші элемент екендігін ал әріптердің алдындағы екі цифр көміртегінің проценттік үлесін көрсетеді. Әріптен кейінгі цифр легірлеуші элемент тің проценттік мөлшері. Х-хорм, Н-никель, Т-титан, д-мыс, П-фосфор, Г-марганец, Ц-цирконий, В- вольфрам, Ф-ванадий, Ю-алюминий, К-кобальт, Б-ниобий, Р-бор, С-кремний., r- сирек кездесетін элемент.
Жоғары қаттылығымен (60-65НRC), берiктiгiмен және тозуға төзімділі-гімен әртүрлi аспап жасауға қолданылатын көмiртектi және қосынды болаттарды аспаптық деп атайды Аспаптық болат , кескiш, өлшеуiш, металқалып және басқа аспап жасауға қолданылады. Аспаптық болаттар шартты түрде төрт дәрежеге бөлiнедi: көмiртектi, қосынды, металқалыптылар және тез кесушi .
Аспаптық болаттардың маңызды сипаттамаларының бiрi жылуға төзiмдiлiгi (немесе ыстыққа төзiмдiлiгi), яғни қыздырғанда жоғары қаттылығын сақтау қабiлетi (жұмыс процесінде аспап қызғанда жұмсартуға қарсы тұруы) .
Көмiртектi аспаптық болаттар “У” (углеродистая сөзiнiң бiрiншi әрпi) әрпiмен ентаңбаланады, одан кейiнгi санбелгi (У7, У8, У10, т. б. ) пайыздың ондаған үлесiмен көмiртектiң орташа мөлшерiн көрсетедi. Соңындағы “А” әрпi (У10А) болаттың жоғары сапалы екенiн көрсетедi. Қосынды аспаптық болаттар Х, 9Х, 9ХС, 6ХВГ т. б. пайыздың ондаған үлесiмен көмiртектiң орташа мөлшерiн көрсететiн санбелгiмен ентаңбаланады, егер оның мөлшерi <1% болса. Егер көмiртектiң мөлшерi 1% болса, онда санбелгi көбiнесе болмайды. Әрiптер қосынды элементтердi, ал олардан кейiнгi санбелгiлер - сәйкес қосынды элементтiң (бүтiн пайызбен) мөлшерiн бiлдiредi.
Тез кескiш болаттар “Р” әрпiмен ентаңбаланады. Одан кейiнгi санбелгi тез кескiш болаттың негізгі қосынды элементтiң - вольфрамның (пайызбен) орташа мөлшерiн көрсетедi. Болаттағы молибденнiң (пайызбен) орташа мөлшерi “М” әрпiнен кейiн, кобальттың - “К” әрпiнен, ванадийдiң - “Ф” әрпiнен кейiн, т. б. қойылған санбелгiмен белгiленедi. Көптеген тез кескiш болаттардағы хромның орташа мөлшерi 4% құрайды, сондықтан болаттың ентаңбасында көрсетiлмейдi.
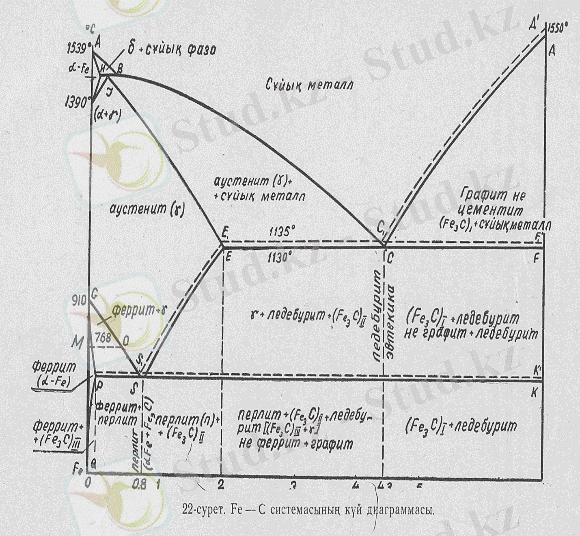
- Темір-көміртегі күй диаграммасы. Фазалар және құрылымды құраушылар.
Диаграмма құрамында 6, 7 % дейін көміртегі бар к-міртекті темір қорытпаларының қасиеттерін сипаттайды. Құрамында6, 7 % тен 100% ке дейін көміртекті темір қорытпаларының практикада маңызы жоқ. 2, 14 % дейін құрамында көміртегі бар көміртекті темір қорытпалары - болат. ал одан жо5ары бослса шойын.
- Болатты шынықтыру және босату
Шынықтыру -металды жоғарғы темп. дейін қыздырып, үлкен жылдамдықпен суыту.
Шынықтыру арқылы болат, шойын, дюраллюминий, қола сияқты қорытпаларды шынықтыру арқылы олардың беріктік қасиетерін жоғарылатуға болады.
Боату (жұмсарту) - еталды фазалық өзгерту температурасынына төмен температураға дейін қыздырып, сол температурада біраз уақыт ұстап тұрғаннан кейін баяу жылдамдықпен суыту. . Жұмсартылған метал теңсіздік күйден тепе теңдік күйге өтіп, оның қаттылығы мен беріктіг төмендеп, пластикалық қасиеті артады.
- Сұр шойындар. Қасиеттері, таңбалануы және қолданылуы.
Сұр шойынның құрамында көміртегі темірмен механикалық қоспа- графит - түрінде кездеседі. Сұр, жоғары берікті және соғылғыш шойындар өнеркәсіпте кеңінен қолданылады, олардың көпшілігі барлық көміртек немесе оның бөлігі графит түрінде болады. Графит төмендетілген қаттылықты, кесумен жақсы өңдел-гіштігін және де үйкелу коэффициентінің төмендігінен жоғары үйкелуге қарсы қасиеттерін қамтамасыз етеді. Сонымен бірге графит қосымшасы беріктік пен созымдылықты төмендетеді, өйткені қорытпаның металдық негізінің тұтастығын бұзады. Сұр, жоғары берікті және соғылғыш шойындар графит қосымшаларының түзілу жағдайларымен және олардың пошымымен ерекшеленеді, ол құймалардың механикалық қасиеттеріне әсер етеді.
Сұр шойын . Қаңылтақты пошымымен графиті бар шойын сұр деп аталады.
Химиялық құрамы бойынша сұр шойын әдеттегі (қосындыланбаған) және қосынды болып бөлінеді. Әдеттегі сұр шойын - күрделі құрамымен қорыт-палар, Ғе-С-Sі негізгі элементтерінен және тұрақты қоспалардан Мn, Р, S тұрады. Сұр шойындардағы бұл қоспалардың мөлшері мына шекте болады: 2, 2-3, 7%С, 1-3%Sі, 0, 2-1, 1%Мn, 0, 02-0, 3%Р, 0, 02-0, 15%S. Аздаған мөлшерде әдеттегі сұр шойындарда Сr, Nі, Сu-ң болуы мүмкін, оларды кеннен өндіреді. Бұл элементтердің барлығы дерлік графиттендіру жағдайларына, графит қосымшалар мөлшеріне, металдық негіздің құрылымына, демек шойынның қасиеттеріне ықпалын тигізеді.
Сұр шойынның механикалық қасиеттері металдық негіздің қасиеттеріне, ең бастысы, графит қосымшаларының мөлшеріне, пошымына және өлшем-деріне тәуелді. Шойындардың беріктігі, қаттылығы және тозуға беріктігі металдық негіздегі перлит мөлшерінің жоғарылауымен өседі, ол құрылымы бойынша болаттарға ұқсас. Графиттің шешуші ықпалы мына төмендегілерге байланысты, беріктігі өте аз, оның қаңылтақтары тілік немесе жарықтар сияқты металдық негізді тесіп өтіп оны әлсіретеді. Созғанда (жүк түсудің ең қатал түрінде) графит қосымшаларының шеттері бойынша қирау ошақтары оңай қалыптасады. Сол себептен сұр шойын созуға нашар қарсыласады, беріктігі мен созымдылығы төмен. Созғандағы салыстырмалы ұзаруы ( δ ) негіздің құрылымына байланыссыз 0, 5% аспайды. Неғұрлым графит қосым-шалары ірі және пошымы тура сызықтылау болса, солғұрлым сұр шойынның үзілуге қарсыластығы төмен болады. Және, керісінше неғұрлым графит қосымшалары ұсақ және бытыраңқы болса, солғұрлым олардың теріс ықпалы аз болады. Сұр шойынның ентаңбасы СЧ әріптерінен (серый чугун) және санбелгі-лерден тұрады, санбелгілер созғандағы уақытша кедергінің мәнін көрсетеді, МПа (5. 3-кесте) .
Ферритті сұр шойындар СЧ10, СЧ15, СЧ18 әлсіз - және орташа күш түсетін тетікбөлшектер үшін пайдаланады: қақпақтар, қосу бөліктері, реттеуіш дөңгелектер, беріліс тұрқылары, ішпектер, сораптар және бекіткіш тораптар, тежеуіш барабандар, ұстастыру тегершіктері, т. б.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz