Поливинилхлоридті (ПВХ) линолеумның құрамы, стандарттық талаптары және өндіру технологиясы

КІРІСПЕ
Линолеум - бұл орама полимерлі әрлеу материалы, ол бірнеше қабаттан тұрады. Тозуға төзімді жоғарғы қабаты күшті құрылымға ие. Екінші - түс қабаты. Үшінші қабат шыныдан тұрады. Бұл қабат линолеумның табиғи көрінісін жасайды және деформацияға қарсы тұрады. Жылу және дыбыс оқшаулау базасындағы поливинилхлорид линолеумы майлау, роликті каландр және экструзия әдістерімен жасалады. Линолеум екі қабаттан тұрады: жоғарғы және төменгі. Линолеумның жоғарғы қабаты поливинилхлоридтен, толтырғыштан, пигменттерден, пластификаторлардан және әртүрлі қоспалардан жасалған. Линолеумның төменгі қабаты жылу-дыбыс-оқшаулаушы субструкция ретінде қызмет ететін ендірме емес инелер тәрізді материал болып табылады. Поливинилхлорид линолеум тұрғын үйлерде төсеу үшін арналған. Бұл қоғамдық және өндірістік ғимараттарда қарқынды қозғалыс болмаған кезде және абразивтік материалдардың, майлардың және судың әсер етуі мүмкін емес кезде қолданады [1] .
Линолеум бір немесе көп түсті (мәрмәр немесе баспа), тегіс немесе бедерлі бетпен шығарылады. Линолеумның бетінде еден бетінен 1 м қашықтыққа дейін көрінетін төгілулер, саңылаулар, сызаттар, раковиналар, қыртыстар, көпіршіктер, дақтар, жолақтар, сызба бұрмалары және бояу шашырауы жоқ.
Толтырғыштар линолеумға қажетті күш береді, басқа да физикалық және механикалық қасиеттерге ие болады, сондай-ақ өнімнің өзіндік құнын төмендету үшін, байланыстырушы материалдарды тұтынуды азайтады.
Поливинилхлоридті қабат дәнекерлеуге қабілетті болуы керек. Дәнекерленген қосылыстың беріктік шегі 3 МПа кем емес болуы керек. Линолеумды пайдаланған кезде қабаттасқан шу деңгейінің төмендеу индексі кемінде 18 дБ болуы керек. Орташа тығыздығы 2400 кг / м3 бар темірбетон негізіне төселген линолеумның еден бетінің жылуын индексі 11, 6 Вт / м2 (м2° C) аспауға тиіс. Бір түсті линолеумның алдынғы қабатының барлық ауданында біркелкі бояуы болуы керек және түсі анық болуы керек [2] .
1 Шикізатқа қойылатын талаптар
ПВХ линолеумын өндіру үшін мынадай компоненттерден тұратын шикізат қолданылады: байланыстырғыш, пластификатор, толтырғыш, бояғыш, сондай-ақ негізде линолеум өндіруге арналған мата, киіз немесе кеуекті негіз.
Байланыстырғыш ретінде поливинилхлорид пайдаланылады, осыған байланысты поливинилхлоридті линолеум деп аталады. Линолеумды өндіру үшін блок, эмульсия немесе суспензия әдісімен винилхлоридті, полимерлеу жолымен алынған поливинилхлорид қолданылады. Олар ГОСТ 14039-79 және ГОСТ 14332-81 сәйкес дайындалады. ПВХ-C63M маркалары бойынша талаптар мен нормалар 1-кестеде келтірілген [3] .
1 - кесте - ПВХ-С63М маркалы поливинилхлоридтің физика - техникалық көрсеткіштері:
Пластификаторларды линолеум өндірісінде пайдаланылады, молекулалар арасында тартылыс күштерін азайту үшін және материалды неғұрлым икемді етеді. Оларға химиялық тұрақтылық, минималды құбылмалылық, иіс, төмен балқыту нүктесі, төменгі гигроскопия, жарықтың жоғары температурасы, жарыққа төзімділігі, полимермен үйлесімділігі және тұтқырлығы әртүрлі мақсаттарда роликтерде паста қоспаларын жақсы өңдеуді қамтамасыз етеді.
Толтырғыштар линолеумға қажетті күш береді, басқа да физикалық және механикалық қасиеттерге ие болады, сондай-ақ өнімнің өзіндік құнын төмендету үшін, байланыстырушы материалдарды тұтынуды азайтады. Толтырғыштарға келесідей жалпы талаптар қолданылады: ұсақ дисперстік және химиялық төзімділік, біртектілік, суға шамадан тыс түспеуі, өндірістің жұмыс температурасында ыдыратпауы керек, сыртқы қоспалары жоқ. Толтырғыштар ретінде тальк, барит (ауыр шпат), каолинит және асбест сияқты жиі пайдаланылады. Олар ГОСТ 879-52 сәйкес дайындалады [1] .
Поливинилхлорид линолеум өндірісіндегі пигменттер әртүрлі түстермен бояу үшін қолданылады. Бұл негізінен құрғақ жер және минералды бояулар, линолеумның басқа түрлерін өндіруде қолданылады. Пигменттерге қойылатын жалпы талаптар: жарықтың төзімділігі мен ыстыққа төзімділігі, себебі өңдеу барысында линолеум массасының температурасы 170 ° C жетеді, пигменттер суда жарылысқа түспеуі керек.
2 Өнімнің номенклатурасы және сипаттамасы
Линолеумнің негізгі анықтамасы «Линолеум ПВХ» деген сөзден шығады, қалыңдығынан, сызықшамен бөлінген және осы стандарттың белгіленуінен тұруы керек.
1. 6 мм қалыңдығы бар линолеум типі үшін әдеттегі символдың мысалы:
Линолеум ПВХ-A-1, 6 ГОСТ 7251-77 [2] .
Бет түріне байланысты поливинилхлоридті линолеум үш түрге бөлінеді:
A - поливинилхлоридті пленкадан жасалған қорғауыш қабаты бар көп түсті (мәрмәр пішінді) немесе монохромды;
Б - мөлдір поливинилхлоридті қабатын қорғайтын қабаты бар көп түсті;
B - толтырылған бетті қорғау қабаты бар көп түсті немесе бір түсті.
Рулонды линолеумның номиналды өлшемдері және атаулы өлшемдері максималды ауытқулар 1-кестеде көрсетілгендерге сәйкес келуі керек.
2 - кесте - Линолеумның номиналды өлшемдері
Линолеумның физика-механикалық қасиеттерінің параметрлері 2-кестеде көрсетілгендерге сәйкес келуі керек.
3 - кесте - ПВХ линолеум типтері
3 Кәсіпорынның жұмыс режимін таңдау
Кәсіпорынның жұмыс режимі өнімділікті, шикізат пен жартылай фабрикаттарды, жабдықты, жұмысшы персонал және т. б. тұтынуды есептеу үшін негіз болып табылады.
Қазіргі уақытта бес күндік жұмыс аптасын әр технологиялық бөлімшелер үшін жылына 240 жұмыс күнінен 8 сағаттан екі ауысымда жұмыс істеуге ұсынылады, себебі линолеумды майланған жолмен өндіру үдерісі үздіксіз. Жұмыстар бір ауысымда жүзеге асырылады, ол өнімділігі мен тиімділігінің ең төменгі еңбек шығындарын арттырады [4] .
4 - кесте - Кәсіпорынның жұмыс режимі
4 ТЕХНОЛОГИЯЛЫҚ БӨЛІМ
4. 1 Өнімнің технологиясын сипаттау
Жағу әдісі негізі поливинилхлорид линолеумдарын шығарудың перспективалық тәсілі едендерге арналған синтетикалық орама материалдарын өндірудің ең көне әдістерінің бірі болып табылады. Дегенмен, ол технологияның қарапайымдылығына байланысты маңыздылығын жоғалтпайды. Майлау әдісі арнайы поливинилхлоридті пасталарды үздіксіз қозғалатын матаға немесе киіз негізіне тарату принципіне негізделеді, кейіннен жылу камераларында желінің өңделуі нәтижесінде, пленка күш, беріктік пен икемділікке ие болады, сондай-ақ субстратты тығыз байланыстырады. Жылытқыш линолеум үшін кеуекті құрылымды қалыптастыратын ендірілген талшықтардың икемді жүйесі болып табылатын арнайы биостатикалық тоқыма емес талшықты төсем әзірлейді [4] .
Линолеум өндірудің жағу әдісінің екі нұсқасы белгілі. Бірінші нұсқада линолеум қабатын қалыптастыру үшін сыққыш құрылғыларымен жерге тұйықтау машинасы пайдаланылады, ол қалыңдығының және сапасының қажетті пленкасын алу үшін жылу өңдеу камераларында көп қабатты және қабатталған қабаттың гелатинизациясына мүмкіндік береді.
Екінші нұсқа бір мезгілде шамадан тыс қолданылатын базалық паста таралуына негізделген. Белгілі бір қалыңдықтың пленкасы желінің қабырғасының соңында орнатылған екі роликтегі күнтізбеге жылу камерасын қалдыратындықтан, қолданылатын қабатты каландрлеу арқылы қалыптасады.
Линолеум шығарудың технологиялық сызығы екінші нұсқада келесі әрекеттерді қамтиды: қоймадан компоненттерді тасымалдау және оларды аралық битумдар мен цистерналарға жеткізу; компоненттерді мөлшерлеу; пигментті бояғыш пастаны дайындау; қозғалыстағы негізге линолеум массасын жағу; субстратқа қолданылатын паста термиялық өңдеу және гелеозия; гель тәрізді пленкада каландрлеу (бір мезгілде калибрлеу кезінде) ; дайын линолеум зығырын салқындату; жиектерін кесу, линолеумды ақауларды сұрыптау және жинау. 1 - ші суретте осы әдіспен линолеум өндірісінің технологиялық сызбасы көрсетілген [5] .
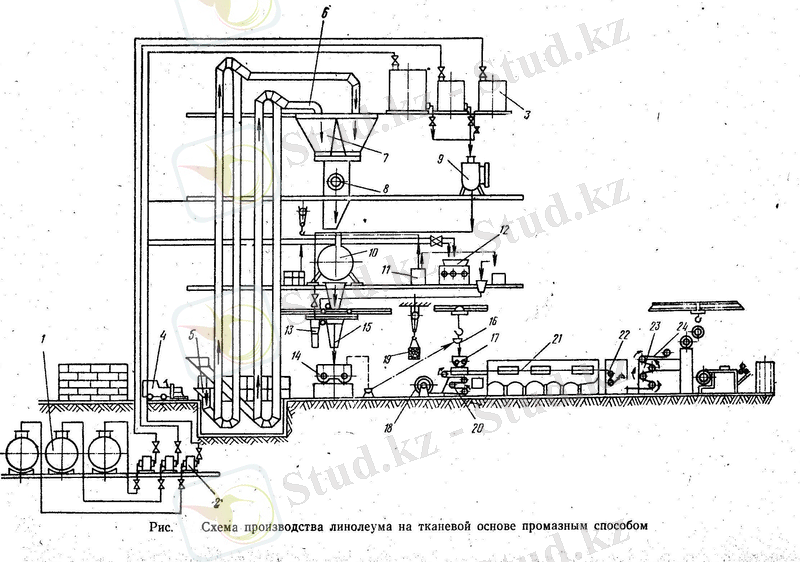
1 - сурет - линолеум өндірісінің технологиялық сызбасы
Сұйық шикізат компоненттері сақтау сорғыларынан (1) сорғылар арқылы (2) араластырғыш бөлімнің сыйымдылық цистерналарына (3) жіберіледі. Поливинилхлоридті байланыстырғыш және толтырғыштар электрқұрылғысы (4) арқылы жеткізілген қаптардағы қоймадан түседі. Мұнда құрғақ компоненттер шаюға және құйғыш (6) арқылы тиісті лифттің 6 шұңқыры арқылы шикізатты бұрандалы бергіштерге (7) және аралық шлагбаумдарға (8) жібереді. Сорғыш материалдар салмақ пропорционалды мөлшерде тағайындалады.
Сұйық компоненттер қоспалардан қоректендіру көздерінен әдеттегі көлемді өлшеу (9) бірлігіне беріледі. Мөлшерлегіштен шикізат араластырғышты алдын-ала араластыру (10) үшін енгізеді.
Түсті паста дайындау үшін пигменттер пайдаланылады, Арнайы жеткізушілерге жүктелген бункер (11) . Бояу илеуін миксерде дайындалады, мұнда пигменттердің, пластификаторлардың және арнайы таразыларда дәл өлшенетін түрлі пастаны құрайтын басқа да компоненттері жүктеледі.
Араластырғышта дайындалған араластыру жоғарыдан бастап, үш шұңқырға (12) дейін, шұңқыр арқылы, бірінші және екінші роликтер арасындағы бос орынға беріледі. Тегістеу процесінде түсті композиция үшінші білікке шығады және одан жинақтағышқа арнайы пышақпен жойылады.
Бояу илеуі тарату бункері арқылы (13) керекті мөлшерде араластырғышқа беріледі (14), сонымен бірге алдын-ала араластырғышқа араластырылған қоспасы таратушы қоспамен (15) кіреді, сондай-ақ алдын ала линолеум пастасын соңғы дайындауға арналған пластификаторлар. Ол үшін әдетте CM-3 араластырғыштары қолданылады. 2-ші суретте CM-3 араластырғышын көрсетілген.
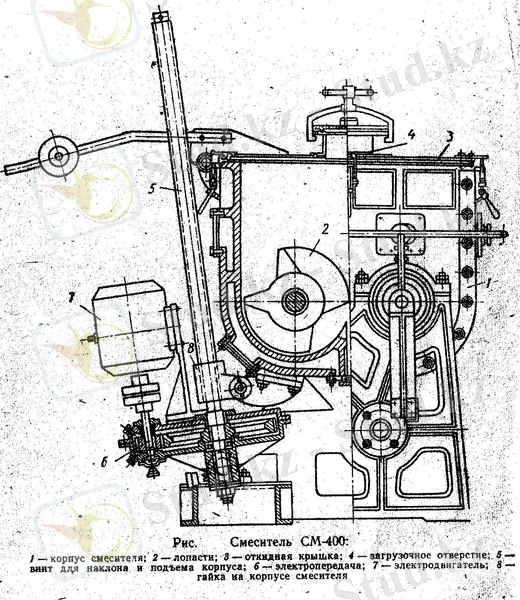
2 - сурет - CM-3 араластырғышы. 1 - араластырғыштың корпусы; 2 - жүздер; 3 - топсалы қақпақ; 4 - жүктегіш тесіктері; 5 - денені көтеру және көтеру үшін бұранда; 6 - қуатты беру; 7 - электр қозғалтқышы; 8 - миксердің корпусындағы бұранда.
Өндірісті жылдамдату үшін әдетте мұндай бірнеше араластырғыш орнатылады. Миксерде қыздыруға арналған бу кәрзеңкесімен жабдықталған болат корпусы бар. Корпустың төменгі жағы екі жарты цилиндрдің пайда болуына, ортаңғы бөлікке ие. Масса әртүрлі жылдамдықпен айналатын екі Z-пішінді пышақпен үздіксіз араласады. Әртүрлі бағытта қарқынды араластырудан басқа, бұл пышақтар мен корпустың түбіне дейін алшақтатылған.
Дайын масса 90 ° бұрап араластырғыштан шығарылады; айналдыруды жалғастыратын пышақтар массаны араластырғыштан конвейерге немесе арбаға шығарады. Жүк көтергіш көмегімен кюбель (15) (3-суретті) массаны төсеме бояу білдегіне (17) жібереді. Бұл білдектің тұғырында горизонталь орналасқан екі біліктен тұратды, оған резеңке қап созылып жауып жатады. Қақпақтың үстінде пышақ бекітілген ракляға орналастырылады. Ракланы әртүрлі биіктікте орналастыруға және кез келген бұрышқа бұруға болады.
Резеңке қақпағының күйін және керу дәрежесін өзгерту арқылы қолданылатын жаппай қабаттың қалыңдығын реттеуге болады. Астарлы мата немесе талшық негізді линолеум рулон (18) түрінде көтеру машинасы арқылы (19) тарқату құрылғыға беріледі.
Ақаулар болуы мүмкін мата негізінде дайындауға айрықша көңіл бөлінеді - түйіндер, жіптер, бөтен қосындылармен бітелген. Матаның тең емес ені болуы мүмкін. Барлық анықталған кемшіліктер жойылуы керек. Матаны каландрде үтіктеу керек болады.
3-суретте ракляның басқа түрлерінің схемалары көрсетілген. 4 - суретте әр түрлі конструкциялардың төсеме пышақтың сызбалары көрсетілген.
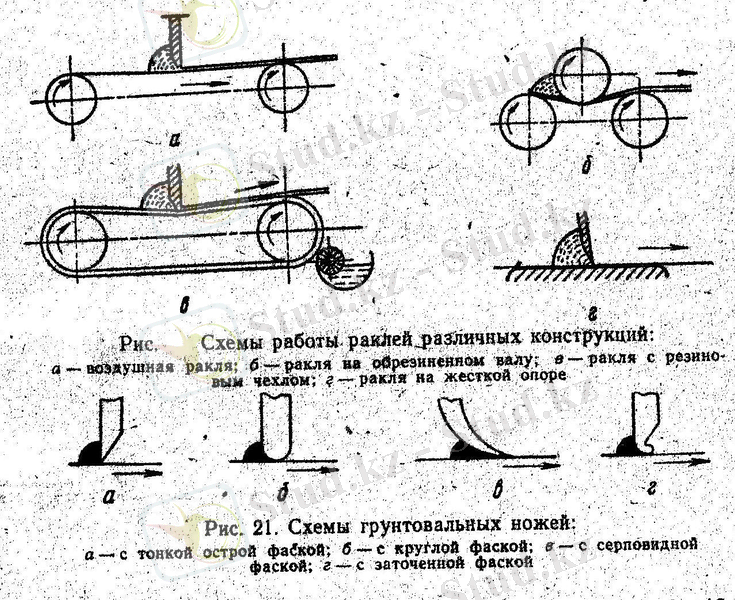
3 - сурет - Әр түрлі конструкциядағы раклейдің жұмыс істеу схемасы : а - үрленген ракля; б - резеңке білікке арналған ракла; в - резеңке қабығымен қапталған ракля; r - ракля қатаң қолдауға арналған.
4 - сурет - грунты пышақ схемасы: a - жіңішке өткір қырлы фаскамен; б - дөңгелек фаскамен; c - орақ тәрізді фаскамен; г - өткір фаскамен.
Массаның негізінде субстратқа қолданғаннан кейін, линолеум желісі температура әсерінен масса мен пленка түсетін (22) желімдегіш камерасына кіреді (1-сурет) .
Тоңбалау (Желирование) - линолеумды майланған тәсілмен өндірудің ең жауапты процесі. Тоңбалау массасы жеткіліксіз болған кезде физикалық және механикалық қасиеттері төмен, линолеумның сапасы айтарлықтай төмендейтін - оның беріктігін төмендететін борпылдақ пленка пайда болады. Біліктің жұмыс істеу температурасы 140-160° аспауы керек. Дискілік механизмі линолеумді төсемнің жылдамдығын 1, 4-2, 7 м / мин аралығында өзгертуге мүмкіндік береді және сол арқылы линолеум төсемін тоңбалау камерасында табу уақытын өзгертуге мүмкіндік береді.
Линолеум өндірісінің соңғы сатысы оны каландрлеуден кейін салқындату болып табылады. Төменгі жұмыс температурасы (+ 30 °) бар екі тоңазытқыш барабанда жылдам салқындату кезінде линолеумның үлкен шөгуі сөзсіз. Сондықтан сатылы салқындатуды алты барабаншы салқындатқышқа (1-суреттегі 23-ші түймеде) пайдалануға болады, мұнда линолеум төсем шөгуінің құбылыстары азаяды. Салқындағаннан кейін линолеум төсемі 2-кестеге келтіріледі, онда жиектер кесіледі, сұрыптау жүргізіледі, қажетті ұзындықтарға кесіп, рулондарда орайды және оларды қағазға қаптайды [6] .
Жылу және дыбыс оқшаулау негізінде поливинилхлорид линолеумы майлау, роликті каландр және экструзия әдістерімен жасалады. Линолеум екі қабаттан тұрады: жоғарғы және төменгі. Линолеумның жоғарғы қабаты поливинилхлоридтен, толтырғыштан, пигменттерден, пластификаторлардан және әртүрлі қоспалардан жасалған мөлдір алдыңғы поливинилхлоридті тұрады. Линолеумның төменгі қабаты жылу-дыбыс-оқшаулаушы негізде ретінде қызмет ететін тоқусыз емес ине тесіп өтетін материал болып табылады.
Поливинилхлорид линолеум тұрғын үйлерде еденге арналған. Бұл қоғамдық және өндірістік ғимараттарда қарқынды қозғалыс болмаған жерде және абразивтік материалдардың, майлардың және судың әсер етуі мүмкін емес жерлерде қолданылады.
Линолеум өндіріс әдістеріне және жоғарғы қабат құрылымына байланысты бес түрде шығарады: жабысқақ, ролик-кальерлік, мөлдір алдыңғы қабаты поливинилхлоридті пленкамен роликті каландр, экструзия, экструзиялы мөлдір алдыңғы поливинилхлоридті пленкамен.
Линолеум өндірісі үшін төмендегі түрлердің біреуінің ине тесіп өтетін материал ұшыраған негізде қолданылады: ВТ - екінші және синтетикалық талшықтардың қоспасынан лавсанның және басқа да синтетикалық талшықтардың қабаты бар, зақымдануды ыдыраудан қорғайды. Линолеумның ұзындығы 12 м, ені 1350 - 1800 мм, қалыңдығы 3, 6 мм. Линолеум бір немесе көп түсті (мәрмәр тәрізді немесе суретпен басылған), тегіс немесе бедерлі бетпен шығарылады. Линолеумның бетінде еден бетінен 1 м қашықтыққа дейін көрінетін төгілулер, саңылаулар, сызаттар, раковиналар, қыртыстар, көпіршіктер, дақтар, жолақтар, сызба бұрмалары және бояу шашырауы жоқ болуы керек.
Поливинилхлоридті қабат дәнекерлеуге қабілетті болуы керек. Дәнекерленген қосылыстың беріктік шегі 3 МПа кем емес болуы керек. Линолеумды пайдаланған кезде қабаттасқан шу деңгейінің төмендеу индексі кемінде 18 дБ болуы керек. Орташа тығыздығы 2400 кг / м3 бар темірбетон негізіне төселген линолеумның еден бетінің жылуын индексі 11, 6 Вт / м2 (м2° C) аспауға тиіс. Бір түсті линолеумның алдынғы қабатының барлық ауданында біркелкі бояуы болуы керек және түсі анық болуы керек.
Жылыту және дыбыс оқшаулау негізде линолеум құрылыс алаңдарына жеке дәнекерленген бөлменің өлшемін кесу кілем түрінде жеткізіледі. Ерекшелік ретінде, бұл линолеум рулондарда жеткізіледі және таратылмайды. Бұл материалдың еден жабынында едендерді жуу кезінде суды алатын жіктер болмауы керек, себебі ылғалдың әсерінен талшықты жылуға және дыбыс оқшаулау қасиеттерін жоғалтады.
Поливинилхлорид линолеумы поливинилхлоридтен немесе басқа полимерлі пленкадан жасалған қорғаныш қабаты болуы мүмкін. Оның мақсаты суреттің кетіп қалмауын қамтамасыз ету және оны абразивті қорғау. Ол тозуға берік және мөлдір болуы керек. Пленкадан келесі қабатқа бет қабатын қорғау қабатының беріктігі кемінде 8 Н / см болуы тиіс. Поливинилхлорид линолеумы үлкен беріктікке ие, % жоғары үйкеліске төзімді, шірікке ұшырамайды, төменгі жылу өткізгіштікке ие, гигиеналық болып табылады [6] .
Көптеген өндірушілердің шығаратын поливинилхлоридті линелеумнің түрлері:
- жылу және дыбыс оқшаулау негізінде;
- тоқылған және тоқылмаған негізде;
- ТТН-нің қиын тұтанатын маркасы;
- «AСН» маркалы арнайы мақсаттағы поливинилхлоридті едендерді жабу;
- бір қабатты мұнай мен майға төзімді;
- жылу оқшаулағыш негіздегі поливинилхлорид линолеумнің негізіндегі дәнекерленген кілемдер.
4. 2 ПВХ линолеум өндірісі
Негізінен қазіргі таңда линолеум өндірудің үйге байланысты, жартылай комерциялық және комерциялық емес болып қарастырылған. Үй шаруашылығындағы линолеум негізінен 70%-ті құрайды. Бұл кластағы сипаттамалар әртүрлі. Бұл линолеум құрылымына қатысты.
Үй жағдайындағы линолеумнің құрылымы:
1 таза ПВХ жасалған қорғаныс қабаты;
2 Суреті бар қабат
3. ПВХ қабаты
4. Стеклохолст.
Линолеум өндіру процесі келесі кезеңдерді қамтиды:
1 кезеңде стеклохолсты мұқият сүзгіден өткізіп ПВХ пастасын сіңдіріп, бұл жердегі негізгі мақсат қол жетімді барлық тесіктерді толтыру. Бұл кезеңде өте маңыздыдысы - шыны талшығының тығыздығы болып табылады. Жоғары тығыздық жоғары сапаға және тіпті сіңірілуге мүмкіндігін береді, бұл тесіктердің мөлшерінің азаюына байланысты және одан кейін паста олардан ағып кетпейді.
2 кезеңде одан әрі дайындалған (шыны талшық сіңдірілген) ал сыртқы жағын талшықты (грунтты) ПВХ қабатын жағады.
3 кезеңде алынған грунтты қабатқа бет қабатын қолданады.
4 кезең бет қабатына баспа цилиндрлердің көмегімен суретті жабыстырады. Үлгінің қайталану жиілігі цилиндрлердің айналдыра ұзындығына байланысты, стандартты өлшемдері бірден бір жарым метрге дейін.
5 Алынған сурет таза мөлдір ПВХ қабаты арқылы қорғайды, ол үлгі тозуға берік болып келеді. Бұл қабаттың құны бастапқы өнім бағасына қатты әсер етеді. Бұл қабаттың негізгі қалыңдығы 0, 15-0, 2 мм.
6 Келесі кезең - линолеумды жылумен өңдеу. Пеште ПВХ қабатының көбіктенуі үрдісі жүріп жатады, сонымен қатар құрылымды линолеум алу үшін оны қыздырғанда бояуға арнайы заттар қосып алуға болады. Термиялық өңдеудің тағы бір маңызды процесі - бұл пластификаторларды буландыру болып табылады. Онсыз, линолеумның бетіне қалың пленк біраз уақыттан кейін пайда болады, бояғыштар дақтары және қоңыр түстер пайда болады.
7 Линолеумның өндірісіндегі соңғы саты жеке сызық бойынша ПВХ пастасы түріндегі тесіктерді бітеп тастайды, одан кейін линолеум пештен өтіп, қолданбалы пастаны қатайтады [5] .
4. 3 ПВХ линолеумының артықшылықтары
Линолеумның осы түрінің артықшылығы келесідей болуы мүмкін:
1 Орнатудың қарапайымдылығы. Бұл линолеумды алып тастау өте оңай және шеберлерді шақырып алудың қажеті жоқ. Қазіргі заманғы ПВХ линолеумын жапсырудың қажеті жоқ, ол жай ғана еденге қойылады және ол бірнеше күн бойы жұмсарады сол кезде бөлменің өлшеміне қарай кесіледі. Линолеум жылжымау үшін шетін ыңғайлы нәрселермен бастырып қою керек.
2 Ең жақсысы және тиімдісі - бағасы және сапасы. Осы параметрге сәйкес, ПВХ линолеум басқа еден жабындарының көбісінен асып түседі. Сонымен қатар, сізде ақша өте шектеулі болса, әрқашан арзан линолеум таба аласыз.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz