Оттекті конвертерлік болат балқыту технологиясының автоматтандыруы және басқару параметрлері

Жұмыс түрі: Курстық жұмыс
Тегін: Антиплагиат
Көлемі: 23 бет
Таңдаулыға:
Жоспар
КІРІСПЕ . . . 3-4
I НЕГІЗГІ БӨЛІМ
- Технологиялық процесс туралы мәлімет беру
Оттегі конверторы . . . 5-10
- Бақыланатын, реттелетін және сигналданатын параметрлерін таңдау
Оттегі конверторының түрі мен өлшемі . . . 11-12
- Автоматтандырылған технологиялық процестердің функционалдық схемасы . . . 13-15
- Принципиалды электрлік схеманы қарастыру . . . 16
- Автоматтандыру құрылғыларына тапсырыс беру спецификациясы . . . 17
2. 1 Автоматтандыру құрылғыларын пайдалану кезіндегі техника қауіпсіздігі . . . 18-20
2. 2 Қоршаған ортаны қорғау шаралары және экология . . . 21-22
ҚОРЫТЫНДЫ . . . 23
ПАЙДАЛАНЫЛҒАН ӘДЕБИЕТ . . . 24
Кіріспе
Автоматтандыру техникалық құрал-жабдықтарды, сондай-ақ энергияны, материалды және ақпаратты алу, түрлендіру, жеткізу және тасымалдау, пайдалану процестеріне адамның тікелей не ішінара қатысуын босататын экономикалық-материалдық тәсілдермен басқару жүйесін пайдалану.
Онда: технологиялық, энергетикалық, көліктік, өндірістік процестер; күрделі агрегаттарды, кемелерді, өндірістік құрылыстармен кешендерді жобалау; цехты, мекемені, сондай-ақ әскери құрамалар мен бөлімшелерді ұйымдастыру, жоспарлау және басқару; ғылыми-зерттеулер, медициналық және техникалық диагностикалау, статистика деректерін өңдеу және есепке алу, бағдарламалау, инженерлік есептеу т. б. автоматтандырылады.
Автоматтандырудың мақсаты - еңбек өнімділігі мен өнім сапасын арттыру, жоспарлау, басқару жұмыстарын тиімділендіру, денсаулыққа зиянды жұмыстан адамды босату. Автоматтандыру ғылыми-техникалық прогрестің басты бір бағыты саналады.
Конвертерлік үрдістер негізінен сырттан қосымшга жылу бермей-ақ, сұйық шойынды газтектес тотықтырғыштармен өндеуге жатады. Болат балқыту үрдісі тек қана сұйық шойының физикалық жылуы мен қоспалар тотығуының экзотермиялық реакцияларының химиялық жылуы есебінен жүзеге асады. Шойынға оттегі жоғарыдан немесе конвертердің түбінен беріледі. Металл тотықтырғыш бөліну беттігінің үлкендігі және қоспалар тотығуының жоғары жылдамдығы конвертерлік балқытудың жоғары өнімділігін қамтамасыз етеді.
Шойынды үрлеу үшін техникалық таза оттегіні (99, 5%-дан артық) қолдану азот мөлшерін азайту арқылы оттекті-конвертерлік болатын сапасын конвертерлер 50-ші жылдардан бастап жұмыс істей бастады. Келесі жылдары бұл әдіс кеңнен тарап, көптеген елдерде болат балқытаттын негізгі әдіс ретінде танымал болды. Қазіргі кезде сыйымдылығы 100-400 тоңнадан асатын конвертерлер пайдаланылады.
Жоғарыдан үрлеуден салыстрғанда, конвертердің төменгі жағынан үрлеу кезінде металл-газ әсерлесу ауданы үлкейіп, метелдың арласуы күшейеді. Осының арқасында шойының көмірсіздіктену және зиянды қоспалармен газдардың бөліну жылдамдығы артады.
Болат сапасы құрамындағы зиянды қоспалар, газдар және бейметалл кірінділер мөлшерімен анықталады. Сапасы жөнінен оттекті-конвертірлік болат мартендік болаттан кем емес, кей жағдайда тіпті артық. Өндеуге кететін шығындардың 20-30%-ға төмен болуына байланысты, оттекті-конвертерлік болаттың өзіндік құны марткендік болаттан аз болады. Конвертерлік үрдістерді кешенді мехаликандыру және автоматандыру оңайға түседі. Өндірістік қуаты мартен цехымен бірдей оттекті-конвертерлік цехтын құрлысы арзанға түседі.
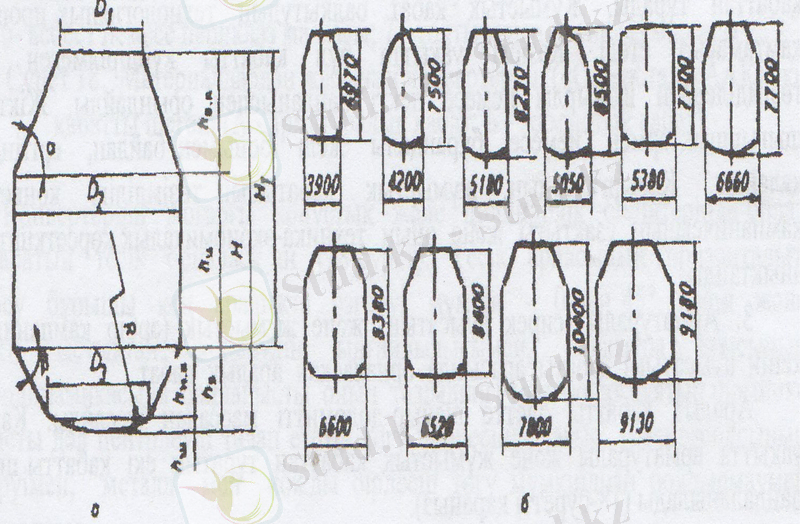
Оттекті конвертер ваннасының көлемі және барлық негізгі параметірлері үрлеу қарқындылығын есепке алғанда оның сыйымдылығымен анықталады. 16, а- сутетте агрегаттың жұмыс кеңістігін конструкциялау кезінде қабылданатын негізгі өлшемдер көрсетілген. Бұл өлшемдер әдетте қолданылатын агрегеттар тәжірейбесінің және модельдеу нәтижелерінің негізінде қабылданады. 16, б- суретте пішіндердің алуан турлері және қолданыстағы агрегаттардың өлшемдері көрсетілген. Жобалау кезінде шахтаның құрамын, қабылданған үрлеу технологиясын, лақтырындылар ықтималдығын, түзілетін қож массасын және металл мен қождың бүкіл массасын сыйғызу және ваннаның оңтайлы өлшемдері (диаметрі және тереңдігі) және т. б. болуы қажеттілігін есепке алады.
I НЕГІЗГІ БӨЛІМ
1. 1Технологиялық процесс туралы жалпы мәлімет
Конвертерлерде болатты бессмерлік, томастық және оттекті-конвертерлік әдістермен балқытады. Алғашқы екі әдістің кемшілігі - азот концентрациясының көп болуына байланысты, алынатың болат сапасының төмендігі және шикізат базасының шектелгіндігі. Соңғы кемшілік құрамында кремний, күкірт және фосфор мөлшерлері қатаң белгіленген тек арнайы (бессмерлік және томастық) шойын түрлерін қолдану аясы шектелген. Қазіргі уақытта бессмерлік және томастық өндірілмейді деуге де болады.
Конвертерлік үрдістер негізінен сырттан қосымшга жылу бермей-ақ, сұйық шойынды газтектес тотықтырғыштармен өндеуге жатады. Болат балқыту үрдісі тек қана сұйық шойының физикалық жылуы мен қоспалар тотығуының экзотермиялық реакцияларының химиялық жылуы есебінен жүзеге асады. Шойынға оттегі жоғарыдан немесе конвнртердің түбінен беріледі. Металлтотықтырғыш бөліну беттігінің үлкендігі және қоспалар тотығуының жоғары жылдамдығы конвертерлік балқытудың жоғары өнімділігін қамтамасыз етеді.
Оттекті-конвертердің құрлысы 6-суретте келтірілген. Конвертер корпусы (1) қалындығы 100 мм дәнекерленген болат жаймаларынан жасалған. Корпус цилиндрлі ортанғы бөліктен, бітеу түбтен және тарылғын симметрлиялы мойындықтан (2) құралған. Мойындық негізінде балқытылған болатты ағызатын тесік (3) орналасқан. Оның ослай орналасуы болатты шығару кезінде қождан бөлінуін жақсартуға және фосфордың тотықсыздану қаупін азайтуға мүмкіндік береді. Конвертердің балқыту кеңістігі шайырдоломитті отқа төзімді материалдармен, ал болат ағызу тесігі - магнезит блоктармен қапталған. Тірек белдіктерінде орналасқан цапфалар (4) арқасында конвертер вертикальді жазықтықта бұрыла алады.
Оттегі, әдетте, жоғарыдан сумен салқындатылатын фурма (50) арқылы беріледі. Жоғарудан беру оттегіні металға енгізген жерде жоғары температуралық реакциялық аймақтың пайда болуымен және конвертер түбінің футеровкасн сақтау қажеттілігімен түсіндірледі. Фурма жоғары-төмен қозғала алады. Оттегіні үрлеген кезде ол ванна бетінен 300-800 мм қашықтықта орналасады. Оттегі 0, 8-1, 0 МПа қысыммен беріледі. Оның шығыны конвертер сыйымдылығы мен үрлеу қарқынына байланысты және минутына 2, 5-4, 0 м құрайды. Қазіргі заманда конвертерлерде балқыту ұзақтығы 35-50 минут. Конвертерлік балқытудың бастапұы материалдыары мыналар: шикіқұрамның металдық бөлігі - сұйық шойын, болат сынықтары, ферроқорытпалар және бейметтал бөлігі - қожтүзушілер, тотықтыргыштар. Жүктемес бұрын конвертерді еңкейтеді. Басында метталл сынықтарың жүктейді (балұыманың 20-30%), сонан соң сұйық шойын құйып, конвертерді тігінен орналастырады да, фурманы түсіріп, оттегімен үрлеуді бастайды. Үрлеуді бастаған уақыттан бастап арнайы науа арқылы әкті, темір кенін, қождамаларды (боксит, балқытатын шпат) жүктейді.
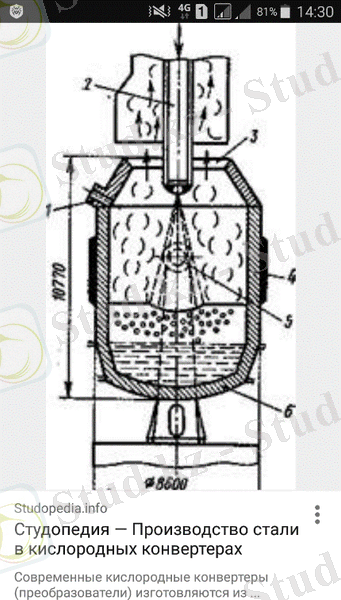
- - Сурет. Оттекті конвертер құрылысының сұлбасы
1- корпус; 2- мойынындық; 3- болатты ағызатын тесік; 4- тірек бөліктері мен цапфалар; 5- сумен суытылатын фурма
Үрленген оттегі металға енген кезде, алдымен құйылған шойының негізгі бөлігін құрайтын темірмен әрекеттеседі.
Көміртегінің қажетті мөлшері алынып, үрлеу аяқталған соң конвертерді горизонталь күйге бұрып, сынаманы алғанан кейін метелды шөмішке жібереді. Соңғы жылдары шойынды оттегімен конвертердің түбінде орналасқан фурмалар арқылы астыдан үрлеп болат балқытудың әдісі кеңнен таралып келеді. Фурма концертрлі орналасқан екі түтектен тұрадыы: ішкісінен оттегі, ал түтіктер арасындағы қуыс арқылы - қорғағыш газ (метан немесе пропан) беріледі. Қорғағыш газ оттегінің сұйық металмен ерте ісерлесуінен, фурма мен фурма аймағындағы кеңістікті жанып кетуден сақтайды. Фурма саны конвертер сыйымдылығына байланысты өзгеріп отрады, кей жағдайда 20 - дан да көп болуы мүмкін. Конвертер түбі қабырғаларға қарағанда әлсіздеу, шыдамсыз болып келеді, сондықтан оларды ауыстырмалы қылып жасайды. Фурмалардың сұйық металмен бітеліп, істен шығуының алдын алу мақсатында, конвертерді тікейту алдында, фурмалар арқылы қандайда бір инертті газ (әдетте аргон) үрленеді.
Жоғарыдан үрлеуден салыстрғанда, конвертердің төменгі жағынан үрлеу кезінде металл-газ әсерлесу ауданы үлкейіп, метелдың арласуы күшейеді. Осының арқасында шойының көмірсіздіктену және зиянды қоспалармен газдардың бөліну жылдамдығы артады.
Болтты шөміште қышқылсыздандыру - міндетті қорытынды операция.
Балқытудың тотықтыру сипатты металда еріген FeO-ның жоғары концентрациясына әкеліп, ыстықпен деформациялау кезінде болаттың қызусынғыштығын және механикалық қасиетттерінің төмендеуін туғызады. Қышқылсыздандыру деп сұйықт металда еріген FeO түріндегі оттегіден арылу үрдісін айтады.
Кремний мен марганецті сәйкес ферроқортпалар ттүрінде, ал алюминийді таза күйінде қолданады. Марганец, кремний және алюминийді болат деп атайды. Қышқылсыздану дәрежесіне қарай болаььың қайнаған, жартылай тыныш және тыныш түрлерін айырады.
Тыныш болатты ферромарганецпен, ферросилициймен және алюминиймен кешенді қышқылсыздандырады. Құрамында еріген FeO жоқ болғасын қайнау үрдісі тоқтап, болат «тынышталады». Тыныш болат құймасының елулі бөлігі қалдыққа кететіндіктен, ол қымбат болып саналады.
Жартылай тыныш болатты қышқылсыздандыру ферромарганец аен аз мөлшерде ферросилицийді қолданады. Ол сапасы мен бағасы жөнінен қайнайтын және тыныш болаттың ортасында орналасады.
Болат сапасы құрамындағы зиянды қоспалар, газдар және бейметалл кірінділер мөлшерімен анықталады. Сапасы жөнінен оттекті-конвертірлік болат мартендік болаттан кем емес, кей жағдайда тіпті артық. Өндеуге кететін шығындардың 20-30%-ға төмен болуына байланысты, оттекті-конвертерлік болаттың өзіндік құны марткендік болаттан аз болады. Конвертерлік үрдістерді кешенді мехаликандыру және автоматандыру оңайға түседі. Өндірістік қуаты мартен цехымен бірдей оттекті-конвертерлік цехтын құрлысы арзанға түседі.
Оттекті-конвертерлік болаттың айтылған артықшылыұтары дамыған елдерде мартендік пештердің толығымен (Жапония) немесе көп бөлігін (АҚШ, Германия, Ұлыбритания) оттекті конвертерлермен ауыстырылуына әкеледі. Отандық өндірісте де оттекті-конвертерлер мартендік пештерді ығыстырып шығарады.
Шеген конструкциясы көбісіне болатты балқыту технологиясының нақты шарттарымен, отқа төзімді материалдар сапасымен, оттекті беру режимімен және жұмыс кеңістігі өлшемдерінің қатынастары мен анықталады. Конвертер шегені әдетте әр түрлі отқа төзімді материалдардың бірнеше қабатынан тұрады:
1. Конвертер қаптамасына жанасқан және қаптаманы балқытпаның тікелей әсерінен, қаптаманың қатты қызуынан және күйіп кетуінен қорғауға арналған арматуралы қабаттан тұрады. Бұл қабатты күйдірілген жоғары сапалы отқа төзімді материалдардан жасайды және 115-230 мм қалыңдықпен салады. Болат корпус пен кірпіш арасындағы саңылауларды ерітіндіні пайдаланбай периклазды ұнтақпен толтырады. Әдетте арматуралық қабатты бірнеше кампания ауыстырмастан ұстайды.
2. Металмен, қожбен және газдармен тікелей жанасатын жұмыстық қабаттан тұрады. Жұмыстық қабат балқытудың технологиялық процесін қамтамасыз етеді. Қазіргі уақытта бұл қабатты күйдірілмеген отқа төзімділерден шайырлы немесе пакті байланыспен орындайды. Жіктерді шығыршықтармен немесе бұрандалы желі бойымен байлап, ерітіндісіз қалайды. Қабырғалардың жұмыстық қабатының төзімділігі конвертер кампаниясының ұзақтығы және оның техника-экономикалық көрсеткіштерін анықтайды.
- Арматуралы(сирек ауысатын) және жұмыстық (әрбір кампаниядан кейін ауыспалы) қабаты арасында орналасқан аралық қабат.
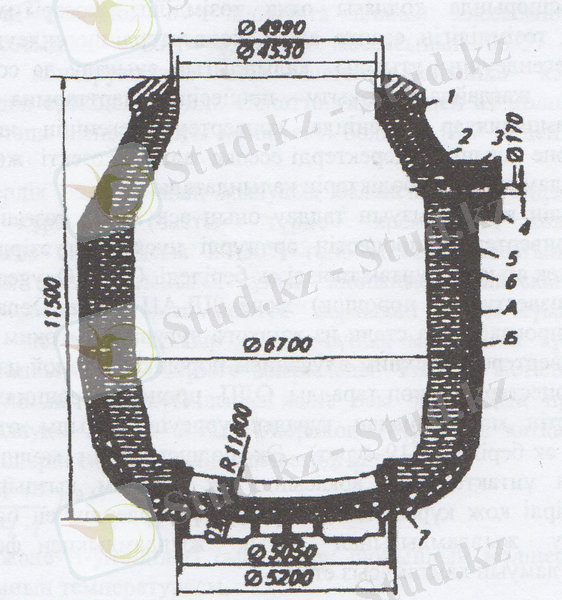
1. 1. 2 - Сурет. Материалдардан жасалған конвертердің («Северсталь» ААҚ) екі қабатты шегені (А-арматуралық қабат; Б-жұмыстық қабат)
1-периклаз-хромитті отқа төзімділер; 2-пекті біріктірмедегі әктас периклазды отқа төзімділер; 3-периклазды отқа төзімділер; 4-балқытылған периклаздан жасалған блоктар; 5-металл корпус; 6- Асбест немес периклаз массасы; 7-толтыратын периклаз массасы;
Аралық кабатты әдетте шайыр-доломитті жасайды. Қазіргі уақытта арматуралы және жұмыстық қабаттан тұратын екі қабатты шеген пайдаланылады.
Конвертердің жоғарғы корпустық және цилиндрлік бөліктерінде болат шығаратын тесік орналасқан. Тесік арнасының горизантальға көлбеу бұрышы кең аралықта өзгеруі мүмкін-0-ден 45 дейін және тесікті ыстықтай жөндеудің ыңғайлылығымен, балқытпа ағысының гидродинамикасына байланысты оның төзімділігімен. болат құятын шөмішке қатысты дәл центрлеуді талап ететін төгу процесінде ағыс траекториясының өзгеруімен, малмен қождың бірлесіп төгу мүмкіндігін болдырмаумен анықталады.
Технологиялық талаптарға сәйкес металды төгу жылдамдығы конвертер кампаниясы ішінде біршама тұрақты болуы және төгу уақытын 4-8мин оның болат шығаратын тесік арқылы өткенде отқа төзімділерге шаю әсерін есепке алып, соңғысын балқытпаның шаю әсеріне біршама қарсы тұратын, балқытылған периклазды отқа төзімділер негізінде жасалған арнайы блоктардан салады. Алайда болат шығаратын тесіктің төзімділігі конвертер шегенінің басқа элементтерімен салыстырғанда, әзірше ең төмен болып қалып отыр.
Әрбір кәсіпорында өолдағы отқа төзімділігі жоғары матералдарды және олардың төзімділігін есепке алып, конвертерді шегендеудің өз жүйесі жасалған. Шегендеудің ұтымды қалыңдығын анықтауда соған жатады. Әрбір нақты жағдайда балқыту процесінің шарттарына байланысты тәжірибелі компаниялар кезеңінде конвертер шегенінің қызу сипатын анықтайды және алынған деректерді есепке алып, кезекті жөндеу кезінде шегеннің жылдам тозатын бөліктерін қалыңдатамыз.
Оттекі - конвертерлік процестің әртүрлі нұсқалары әзірленген, оларда үрлеу үшін оттек ағысында ұнтақ тәрізді әк беріледі. ОЛП (Oxygen Lime Powder Кислородная известковая порошок) және ЛД-АЦ процестері аса көп таралды. ОЛП процесі Францияда әзірленген болатын. Әдістің мәні мынадан тұрады: үрлеуіш арқылы оттекпен бірге ұнтақ тәрізді әк беріледі. Әк бөлшетерінің мөлшері 0, 1-2мм құрайды. Жұқа ұнтақталудың арқасында әк жылдам қыздырылады және автивті әк-темірлі қож құрап, қожда ериді, ол үрлеудің ең басынан бастап көміртексіздену жылдамдығынан артық жылдамдықпен фосфорсыздану реакцияның дамуын қамтамасыз етеді.
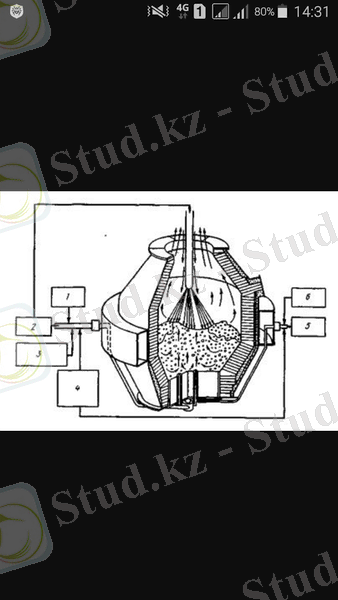
1. 1. 3 - Сурет. ОЛП процесінің сұлбасы
Процес екі кезеңге бөлінеді. Ұзақтығы жалпы үрлеу ұзақтығының ~75% құрайтын бірінші кезеңнің аяғына қарай металда 0, 8-1, 2%С және 0, 1-0, 3% Р мөлшері болады. Үрлеуді тоқтатқан соң қождың көп мөлшерін (90%-ға дейін) төгеді. Р2О5 мөлшері жоғары(20-22%) қожды тыңайтқыштар алу үшін пайдаланады.
1. 2 Бақыланатын, реттелетін және сигналданатын
параметрлерін таңдау
Оттекті конвертерде ваннаны үрлеуді оттекпен үрлеуіш арқылы жүзеге асырады, оны конвертредің осі бойымен жоғарыдан енгізеді. Балқыту процесін басқару негізінде үрлеуіштің орнын және оттектің қысымен өзгерту арқылы жүргізеді.
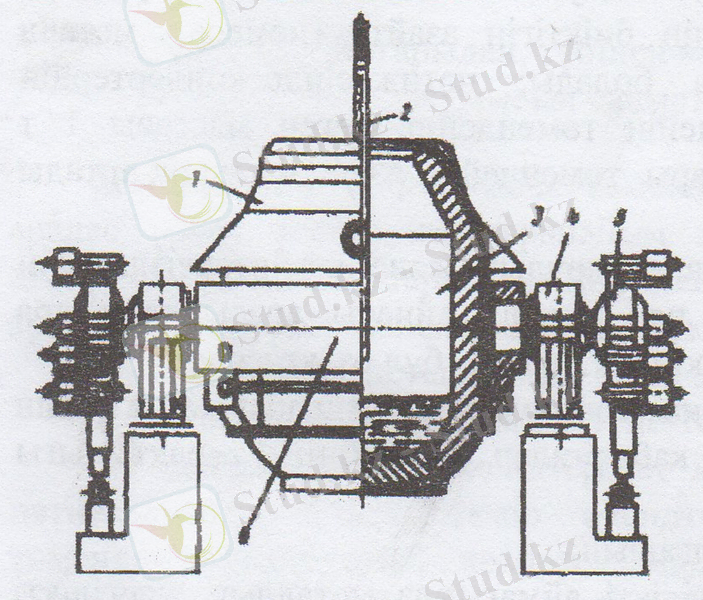 Конвертерлердің сыйымдылығы 160-тан 400т дейінгі кең аралықта өзгереді. Қазіргі заманғы конвертердің құрылысында цилиндрлік ортаңғы бөлігін, центрлер мойынын (кесілген конус түрінде) және сфералық түбін ерекшелеуге болады.
Конвертерлердің сыйымдылығы 160-тан 400т дейінгі кең аралықта өзгереді. Қазіргі заманғы конвертердің құрылысында цилиндрлік ортаңғы бөлігін, центрлер мойынын (кесілген конус түрінде) және сфералық түбін ерекшелеуге болады.
1. 2. 1 - Сурет. Оттегі конвертері
Соңғы жылдар тәжірибесінен алғанда, қалыпты үрлеу барысында (лақтылындыларсыз) металдардың минимум шығындарына конвертердің жұмыс кеңістігінің көлемі тыныш күйдегі балқытпаның көлемінен 5-7 есе артық болатын көлемде қол жеткізіледі. Сондықтан МЕСТ-та конвертерлердің меншікті көлемінің олардың сыйымдылығына байланыссыз 0, 8-1, 0м 3 /т құрауы тиіс екендігі салынған. Жұмыс кеңістігінің толық биіктігінің оның диаметріне қатынасы 1, 2-1, 6 аралығында болуы тиіс.
1-шегені бар корпус; 2-оттекті үрлеуіш; 3-жұмыс кеңістігі; 4-Тіреуіш тараптар; 5-айналу механизмі; 6-тіреуіш шығыршық.
Оттекті конвертер ваннасының көлемі және барлық негізгі параметірлері үрлеу қарқындылығын есепке алғанда оның сыйымдылығымен анықталады. 16, а- сутетте агрегаттың жұмыс кеңістігін конструкциялау кезінде қабылданатын негізгі өлшемдер көрсетілген. Бұл өлшемдер әдетте қолданылатын агрегеттар тәжірейбесінің және модельдеу нәтижелерінің негізінде қабылданады. 16, б- суретте пішіндердің алуан турлері және қолданыстағы агрегаттардың өлшемдері көрсетілген.
 Қазіргі замандағы конвертерлерде ваннаның тереңдігі 1, 6- 1, 9 м, ванна бетінің меншікті ауданы 0, 12-0, 18 м2/т. Қазіргі замангы оттекті-конвертерлік процесс практикасында үрлеу қарқындылығы әдетте і=3-5 м
3
/((т
.
мин) құрайды. Әдетте конвертер корпусының түбі саңылаусыз, пісірте конструкциялы болады. Түбі сыңылаусыз да, қайырмалы да болуы мүмкін. Қайырмалы түбі бар конвертерлерді жөндеу оңай, себебі тібін қайырғанда шеген жылдамырақ салқындайды. Сонымен қоса, қайырмалы түбінің (корпуссыз) шегенін ғана айырбастау мүмкін болады. Конвертер корпуы тіреуіш шығыршыққа салынады да, сонда бекітіледі. а- негізгі өлшемдері; б- қолданыстағы оттекті конвертерлер пішіндерінін алуан түрлері. Бекіту түйіндері және тіреуіш шығыршық металл мен қож түспес үшін корпусқа пісірілген қорғаныш қаптамамен жабылған. Конвертер корпусын тіреуіш шығыршыққа бекітуді топсалы аспалар мен таяныштар жүйесінің көмегімен жүзеге асырады, олар металды оттекпен үрлегенде және сұйық металдың ауытқуы корпус пен тіреуіш шығыршық температурасы ауытқуының бірдей емес дәрежесі есепке алынуы және олардың температуралық деформацияларының тәуелсіздігі қамтамасыз етуі тиіс. Конвертерлік отқа төзімділер келесі негізгі талаптарға жауап беруі тиіс.
Қазіргі замандағы конвертерлерде ваннаның тереңдігі 1, 6- 1, 9 м, ванна бетінің меншікті ауданы 0, 12-0, 18 м2/т. Қазіргі замангы оттекті-конвертерлік процесс практикасында үрлеу қарқындылығы әдетте і=3-5 м
3
/((т
.
мин) құрайды. Әдетте конвертер корпусының түбі саңылаусыз, пісірте конструкциялы болады. Түбі сыңылаусыз да, қайырмалы да болуы мүмкін. Қайырмалы түбі бар конвертерлерді жөндеу оңай, себебі тібін қайырғанда шеген жылдамырақ салқындайды. Сонымен қоса, қайырмалы түбінің (корпуссыз) шегенін ғана айырбастау мүмкін болады. Конвертер корпуы тіреуіш шығыршыққа салынады да, сонда бекітіледі. а- негізгі өлшемдері; б- қолданыстағы оттекті конвертерлер пішіндерінін алуан түрлері. Бекіту түйіндері және тіреуіш шығыршық металл мен қож түспес үшін корпусқа пісірілген қорғаныш қаптамамен жабылған. Конвертер корпусын тіреуіш шығыршыққа бекітуді топсалы аспалар мен таяныштар жүйесінің көмегімен жүзеге асырады, олар металды оттекпен үрлегенде және сұйық металдың ауытқуы корпус пен тіреуіш шығыршық температурасы ауытқуының бірдей емес дәрежесі есепке алынуы және олардың температуралық деформацияларының тәуелсіздігі қамтамасыз етуі тиіс. Конвертерлік отқа төзімділер келесі негізгі талаптарға жауап беруі тиіс.
1. 3 Автоматтандырылған технологиялық процестердің функциональдық схемасы
Конверторлық процесті бақылануы мен реттелуінің функционалды схемасы суретте берілген.
Схемада қаралады:
1 - Конвертер қалпын бақылау. Ол технологиялық операцияларды орындау үшін нақты бұрыштарға бұрыла алады («сыну» операциясы - қалыпты жағдайы - вертикалды) .
2, 3 - Негізгі (жұмыс), резервті және үрмелі фурмалардың қалпын бақылау; қалыпты жағдай ретінде фурманың қорыту ваннасының тыныш қалпына қатысты үру алдындағы қалпы қабылданады.
4 - Қысымды өлшеу (фурмадан төмендеген сайын, фурма дірілі бойынша қысым да жоғары) .
5 - Конвертер шығысындағы конвертерден шығатын газдардың температурасын өлшеу, және кірісінде; осы температура бойынша көміртегі ваннасының қызу процесін жанама сипаттайды.
6 - Қорытудың бастапқы және соңғылық периодындағы (ауысушы блоктар) бірлік жүктелудегі металл температурасы термопарамен өлшеледі. Отқатұрақты футеровкамен конвертер табаны мен корпусының температурасын өлшеу.
7, 8- Әрбір үрмелі фурмадағы оттегі қысымын өлшеу; Схемамен оттегінің авариялық жағдайының алдын алу мақсатында қауіпті жағдайларда электрофикацияланған жылжытпалар қолданылады.
9, 10, 11 - Оттегілік үрмелі фурмалар өте ауыр температуралық жағдайларда жұмыс істейді. Мұнда үрмелі фурманың салқындату жүйесі мен қауіпсіздіктің қамтамасыз етілуіне аса мән беріледі. Яғни, конвертерге судың тамуы қаша алмайтындай авариялық жағдайға алып келеді.
11, 12 -Жұмыс және резервті фурмадағы салқындатушы судың қысымын өлшеу;
13, 14 -Схемамен су қысымы төмендеген жағдайдағы авариялық дабыл беру жүйесі қарастырылған. Мұндай жағдайда фурма авариялық көтеріледі.
15, 17 және 16, 18 фурманың қалыпты эксплуатациясын қамтамасыз ету үшін әрбір фурмадағы салқындатушы судың шығыны реттеліп, өлшеніледі.
19, 20 -Фурмадағы салқындатушы судың температурасын өлшеу. Фурма ішіне тұз түспес үшін бұл температура тұздың 50С төмендеуінен кем болмау керек.
21, 22 - Құйылмадағы су қысымын өлшеу. Фурмадағы қысым түсуі (14-21, 13-22) өлшенеді.
Кіріс пен шығыстағы қысым түсуі бойынша фурма қорғанысына (тұз өсуі бойынша немесе фурма бүлініп, қандай-да бір тесіктен су ағып кеткен жағдайда) сараптама жасауға болады.
23 - конвертер газдарының құрамдары өлшенеді.
СО, СО2, Н2 бақыланылуы қаралған. СО, СО2 бойынша көміртегінің жану жылдамдығын бақылауға болады. Сутегі су үзілістерін және элементтердің жоғары ылғалдылығын сипаттайды.
24 - конвертер газдарының шығындары өлшенеді. Оны өлшейтін құбырдағы газдардың құбыр тәрізді формасы бар. Шығын Вентури құбыры мен қысым түсуіне пропорционал. Бұл импульс көміртегі жануындағы жылдамдықты анықтау үшін қажет.
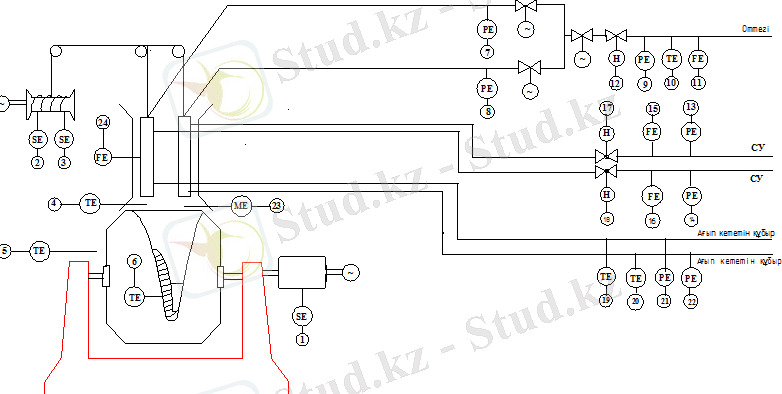
1. 3. 1 - Сурет. Конверторлық процесті бақылануы мен реттелуінің автоматтандырылған функционалды схемасы
1. 4 Принципиалды электрлік схеманы қарастыру
Металл ваннаны сұйық оттегімен үрлеу жүйесінің таұарқтандыру параметрлері.
Металл ваннаны сұйық оттегімен үрлеу жүйесінің таұарқтандыру параметрлері автоматты түрде оператордың сол мезетте берілген шығындық, оттегілік және тұрақтындыру типті тапсырмалар есептелген, уақыт аралығында іске асырылады. Оттектің шығынын тұрақтындыру контурлық схемасы 1, 4 - суретте көрсетілген. Бұл контурда оттектің шығынын өлшеуге арналған датчиктермен ҒЕ, оның қысымн өлшейтін датчиктермен РЕ және де температураны өлшеуге арналған датчиктер ТЕ - мен жабдықталған. Беріліп тұрған оттектің қысымына байланысты және оның температурасына қарай есептеу болгында FY оттектің шығынының дәлдііг өлшеніледі. Берілген тапсырманың оттек шығынынымен тапсырма бергіштің мәніне байланысты реттегіш ҒС оттек шығынының желдету мәнін реттеп тұрады. Тұрақтындыру мәнімен бірге, сумматор FQIJ желдетудің басындағы шығынның мәнін өлшеп отырады, Берілген оттек мәні оператордың берген тапсырмаларының мәніне келген кезде оттекті беру процессі автоматты түрде тоқтатылады, Содан ккейін процесстің аяқталуы туралы сигнал беріледі.
СТПА жұмыс режимінде, берілген оттек шығынының желдетуіне байланысты УВМ арқыл есептеліп локалдық жүйеге (локальная система) тұрақтандырушы тапсырма болып беріледі.
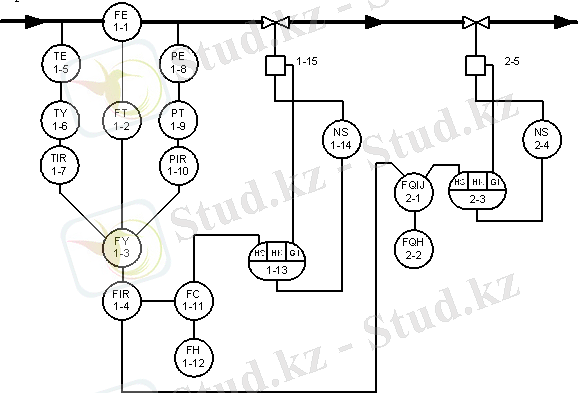
1. 4. 1 - Сурет. Конверторлық процесті бақылануы мен реттелуінің принципиалды электрлік схемасы
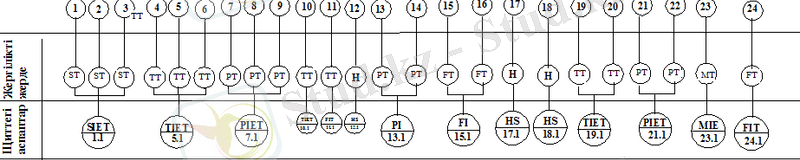
1. 5 Автоматтандыру құрылғыларына тапсырыс беру
спецификациясы
Поз
№
Көр
белгі
Аталуы
Ығысу сезімтал элементі
Индуктивті қозғалыс датчигі НВМ
Термоэлектрлік түрлендіргіш-
ТХА термопарасы
Қысымды көрсететін, өзгерісін сезетін және сол мәнді дистанциалық тіркеп отыратын элементі
шығынның сезікті элементі
Құбыр арқылы өткен заттын қалдығын сигналдаушы элементі
Ылғалдылықтын сезімтал элементі
2. 1 Автоматтандыру құрылғыларын пайдалану кезіндегі
техника қауіпсіздігі
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz