Әрлеу материалдары: сипаттамасы, өндіріс технологиясы және қолданылуы (қысқаша дәрістік)

Қазақстан Республикасының Білім және ғылым министрлігі
Д. Серікбаев атындағы ШЫҒЫС ҚАЗАҚСТАН МЕМЛЕКЕТТІК ТЕХНИКАЛЫҚ УНИВЕРСИТЕТІ
Х. Хавкей
ӘРЛЕУ МАТЕРИАЛДАРЫ
5В073000 «Құрылыс материалдары, бұйымдарын және құрылымдарын өндіру» мамандығы студенттеріне арналған қысқаша дәрістік курстары
Өскемен
2014
ӘОЖ 691 (075. 8)
Х. Хавкей Әрлеу материалдар:
050730, 5В073000 «Құрылыс материалдарын, бұйымдар мен құрылымдарды өндіру» мамандығының барлық оқу түрі бойынша оқитын студенттеріне қысқаша дәрістік курсы. - Өскемен: ШҚМТУ, 2014. - 27 бет.
Әдістемелік нұсқауда әрлеу (өңдеу) материалдарының қысқаша сипаттамалары, оларды топтастыру, өндіріс технологиясы мен қолдану аясы баяндалады.
Сәулет-құрылыс факультетінің оқу - әдістемелік кеңесінде бекітілді.
Хаттама №2, 13. 09. 2014 ж.
© ШҚМТУ, 2014
ЖАЛПЫ МАҒҰЛМАТ, ТОПТАСТЫРУ.
Әрлеу материалдарын қолдану аясы бойынша сыртқы және ішкі әрлеу материалдары екі топқа бөледі. Қолданатын материалдар түріне байланысты; табиғи тастан жасалған бұйымдар; ағаштан жасалған бұйымдар; керамикалық бұйымдар; сылау және әрлеу бұйымдары; бейорганикалық байланыстырғыш негізінде жасалған бұйымдар; бетоннан жасалған бұйымдар; шыныдан жасалған бұйымдар; полимерден жасалған бұйымдар; бояу материалдары деп бөлінеді.
Табиғи тастан жасалған бұйымдар
Табиғи тасты бұйымдар мен бөлшектерді дайындау барысында төмендегі технологиялық үдерістердің болатынын еске алған жөн:
- тұтас жыныстан ірі блоктарды кесіп алу;
- блоктың қырларын өңдеу;
- блоктарды жеке бұйымдар немесе тасты тақталарға бөлу;
- бұйымдар мен тасты тақталарға қажетті пішіндер мен бетік фактуралар беру.
Қатты тау жыныстарынан дайындалған жеке бұйымдарды аралауға, тегістеуге және теп-тегіс етіп жылтыратуға болады. Табиғи тасты материалдарды өңдеудің бірнеше түрлері бар: алдын ала өңдеу (домалақ тастар, тас бөлшегі, ұсақталған тас, қиыршық тас, құм) ; тасты тақталарды жолақты тегістеп сүрлеу; дұрыс пішінді тасты бұйымдар мен блоктарды қырып тегістеу және айнадай жылтырату, сондай-ақ әртүрл суреті бар тасты тақталар (қабырға мен еденді қаптайтын тасты тақталар) ; тасты тақталарды өңдеу (сатының қадамдары, сөрелер, жақтау мен маңдайшалар) ; жол құрылысына керекті тасты бұйымдар (жол жиегі, жолға қажетті төртқырлы тастар, аяқ жолдары үшін әртүрлі пішіндегі тастар) .
Табиғи тасты материалдар мен бұйымдар аралау арқылы өңделеді (қабырғаға керекті тастар және қабырға мен еденге жапсырылатын тастар), әртүрлі түстегі тасты тақталарды дайындау арқылы оюлы пішін бейнелейді. Тастың бетіне көркемдік бейнелерді химиялық жолмен оюлап жасауға да болады. Ол үшін тасты тақтаның бетіне парафинді маймен жұқалап жағады, сонан соң үстінен керекті пішінді салады. Сурет сызықтары парафинмен тазаланып, оны қышқыл ерітіндісімен өңдейді. Осыдан кейін парафин қабаты алынып тасталады, ал салынған бейне ашық бейнеленеді. Мәрмәрді, әктасты және басқа тығыз табиғи тастарды аралау үшін алмазды кескіштер немесе қатты металлдан дайындалған аралар, тас кесетін жабдықтарға орнатылып болған соң іске қосылады. Алмазды кескіші бар араларды пайдалану аралардың жылдамдығын 5-10 есе өсіруге, энергия шығынын 2-2, 5 есеге азайтуға бұйым сапасын жақсартуға мүмкінді жасайды. Тасты тақталардың беттерін тегістеу мен айнадай жылтырату жұмыстары корунд немесе алмаз ұнтағымен іске асырылады. Осыдан кейін тастың беті тегіс болып, күңгірттеу түске ие болады. Оларды жылтыр жағдайға келтіру үшін темір тотығының (хром, темір, қалай және т. б. ( немесе ұнтағының арнаулы суспензиясына батырылып киізбен, тас бетін тегіс жылтырауық күйге келтіргенше айналмалы-үйкелісте өңдейді. Қабырғаны қаптау үшін гранит, сиенит, габбро, тығыз әктас сияқты төгілмелі тау жыныстарды қолданады. Олардың қасиеттері мен қабырға беттерін қаптаудағы өңдеудің шарттарын ескере отырып, табиғи тастардың түрлерін дұрыс таңдау керек. Мысалы, ғимараттадың іргетасын қаптау кезінде атмосфера мен аяз әсеріне төзімді тастарды қолданады. Ал сыртқы қабырғаны қаптау үшін атмосфера мен аяз әсеріне сылыстырмалы шыдамтылығы төмендеу тастарды қолданады.
Ғимараттардың ішкі көрінісін қаптауға мәрмәр, қуысты әктас және басқалар қолданады. Жақсы акустикалық қасиетері бар қуысты тау жыныстарын театрдың, концерт залдарының және осы сияқты үлкен ғимаратардың ішкі қабырғаларын қаптау үшін қолданады. Еденге керекті материалдары үйкеліске шыдамдылығы өте жоғары тау жыныстарынан дайындалады. Қазіргі кезде қабырғаға керекті тасты тақталарды дайындауда алмазды аралар мен алмазды дөңгелектер қолданылады. Ғимараттардың негізгі құрылымдарына қажетті араланған тастар Қазақстан мен шетелдерде кеңінен қолданылып жүр. Елді мекендерде аз қабатты құрылысында табиғи тасты кеңінен және жиі қолданады. Ең бастысы қабырғаларды қалау үшін әртүрлі өлшемдегі дұрыс пішінді тастар мен блоктар қолданылады: олардың өлшемдері әртүрлі болып келеді, мысалы 390х290х188, 490х240х188, 390х290х288мм және т. б.
Қаланың сәулеттік көркемділігіне көпір, эстакада, тіреу қабырғалар, жағалаудың жабындары, су техникалық нысандары, көмкермелі қалқалар, көшелермен алаңда, мүсіндер, және т. б. жасауға табиғи тастарды пайдаланады. Қоғамдық ғимараттар, ескерткіштерге қолданылған тастар тек әсемдік үшін емес, сонымен қатар ұзақ мерзімге шыдамды, берік болуы керек. Осы талаптар табиғи тастарды көшелер мен алаңдарды төсеуге мүмкіндік беретін басты көрсеткіші болып саналады.
Табиғи тасты құрылыс материалдарын өндіру. Тастардың тығыздығына, қаттылығына және қай жерде орналасуына байланысты оларды әртүрлі әдістермен шығарады.
Тығыз тау жыныстарды - шөгінді магмалық жыныстарды (гранит) немесе тығыз шөгінді жыныстарды (әктас) әдетте жарылғаш заттарды қолдану арқылы шығарады. Бұл үшін тау жынысын жарып, қопару арқылы алады.
Қаттылығы орташа және жұмсақ жыныстарды (ұлутас және басқалар) - алу үшін кескіш машиналар немесе дискілі кескіш агрегаттарды қолданады.
Борпылдақ тау жыныстары (құм, малта тас) - әдетте эксковатормен алады. Сонымен қатар оларды гидромеханикалық әдіспен алуға да болады.
Тастарды өңдейтін зауыттарда қаптамалық, қабырғалық және едендік материалдар алу үшін ірі блоктар - тақталарға, кіші блоктарға кесіледі. Ал жолдық материлдар алу үшін олар кіші формалы тастарға бөлінеді. Одан әрі бұл материалдардың бетін әсемдеу үшін абразивті материал арқылы немесе ұру арқылы ажарландырады. Осы матералдардан жасалған тас бетінің сипатына байланысты келесі түрлерге бөлінеді:
- кесілген фактура - тереңдігі 2мм-ге дейін жіңішке сызықтар, іздер
- тегістелген фактура - тереңдігі 0, 5мм-ге дейін біркелкі кедір-бұдырлы бедерлер,
- жылтыр фактура - тегіс, күңгірті, барқыт тәрізді бет (бұл тегістеу - жылтырату станогына түрпілі майда ұнтақтарды қолдану арқылы жасалады) ;
- айнадай жылтыр фактура - айнадай жылтыр бет ол металдардың (хром, темір, қалайы) оксидтерінен жасалған мастикалармен және киіз дискілермен өңдеу арқылы жасалынады.
Сонымен қатар пневматикалық балғаның басына арнаулы аспаптар орнату арқылы жасалады. Бұл фактуралар өңінің сипатына байланысты бөлінеді. Олар:
- опырылған (жарылған) фактура - тасты кәдімгідей жарғанда пайда болатын кішкентай ойпатар, бұйымның бетінде аспаптың ізі қалмайды;
- ізді фактура - тереңдігі 0, 5-1мм қатарланған іздер;
- нүктелі фактура - нүкте тереңдігі 0, 2-2мм бірқалыпты кедір-бұдырлар.
Қасиеттері.
Табиғи тас - құрылыс материалының қолдануына байланысты төмендегі қасиеттері анықталынады: тығыздығы, беріктігі, аязға, суға, отқа, үйкеліске және тозуға төзімділігі. Бұл қасиеттер белгілі стандартпен анықталады.
Тығыздығына байланысты жеңіл (1800кг/м 3 дейін) ауыр (1800кг/м 3 жоғары) деп бөлінеді. Жеңіл тастарға - кеуекті жыныстар: пемза, ұлутас.
Тығыз тастарға - гранит, сиенит, диориттер жатады.
Түрлері мен оларды пайдлалану
Өңделмеген тас материалдар: шойтастар, жарықшық тастар, малта тастар, құмдар.
Шойтастардың геометриялқ пішіні дұрыс емес, өлшемі 150-500мм аралығында болады. Олар жарылғыш заттардың күшімен көбінесе әктастар, доломиттерден, құмтастардан, граниттерден және т. б. дайындайды. Үйлердің іргетасына, суықта жылытылмайтын қоймалардың қабырғасын қалауға, жарықшақ тас алуға, бөгеттер т. б. гидротехникалық ғимараттарды салуға қолданылады.
Қиыршық тастар - өлшемі 5-70мм аралығында болатын тастар. Оларды тау жыныстарын диірменмен бөлшектеп, елеу арқылы дайындайды.
Малта тастар - өлшемі 5-70мм аралығында кездесетін табиғи өзен тастары. Қажетті жағдайда олар жуылып, зиянды қоспалардан - балшықтардан ажыратылады.
Құмдар - әртүрлі минералдардан- кварц, дала шпаттары, кальциттерден құралады, өлшемі 0, 14-5ммм табиғи немесе жасанды түйіршіктер күйінде кездеседі. Құрамындағы минералдардың көптігіне байланысты құмдар - кварцит, дала шпта немесе корбанатты деп аталады. Жарықшақ тастар, малта тастар мен құмдар - бетон толтырғыштары ретінде қолданады. Құмдар, шыны мен силикат кірпіш өндіру үшін де пайдаланады.
Қабырғалы тас бұйымдары - кеуекті және жеңіл таужыныстарынан өндіріледі. Қабырғалық тастардың стандарттық өлшемдері әртүрлі болады. Қабырғалық тастардың өлшемдері кірпіштен үлкен болатындықтан, қалау кезінде жұмысшының еңбегі жеңілденеді, еңбек өнімділігі артады.
ҚҰРЫЛЫС КЕРАМИКАСЫ
ЖАЛПЫ МАҒҰЛМАТ, ТОПТАСТЫРУ.
Жасанды күйдірілген материалдары мен бұйымдарын (керамика) балшық илемін қалыптау мен кептірілген соң 900-1300°С күйдіру жолымен алады. Керамикалық материалдар құрылымына қарай екі негізгі топқа бөлінеді; кеуекті және тығыз. Кеуекті материалдың су сіңіргіштігі 5%-дан жоғары болады, бұларға кәдімгі кірпіш, керамикалық қабырғаны қаптайтын тастар, тақталар жатады. Тығыз керамикалық материалдар 5%-дан аз су сіңіреді, оларғы еденге төсейтін тақталар, жолға төсейтін кірпіштер, канализациялық құбырлар т. б. Кеуекті материалдардың салыстырмалы тығыздығы 95%-ке дейін және су жұтуы 5% -тен жоғары емес, олардың сығылу кезіндегі беріктігі 35МПа (кірпіш, дренажды құбырлар) аспауы тиіс. Тығыз материалдардың салыстырмалы тығыздығы 95%-тен жоғары және су жұтуы 5% -тен төмен, олардың сығылу кезіндегі беріктігі 100МПа дейін, олар тозуға төзімді болады (еденге арналған тақталар) . Керамикалық материалдар мен бұйымдар қолданылатын орнына байланысты бөлінеді;
- қабырғалық бұйымдар (кірпіш, қуыс керамикалық тастар мен олардан жасалған панельдер) ;
- ғимараттың сыртқы қабырғалары және ішкі жағын өңдеуге арналған қаптау бұйымдар (беттік кірпіш, кіші өлшемді тақталар, крниздер, жақтаулар)
- Арнайы міндет атқаратын бұйымдар мен материалдар; (сантехникалық бұйымдар, отпен қышқылға төзімді бұйымдар, жеңілбетон толтырғыштары (керамзит, аглопорит) т. б.
Балшық илемін күйдіру нәтижесінде, жақсы беріктікке ие, жоғары тығыздықта, суға төзімді, су сіңірмейтін, аязға төзімді және ұзақ уақыт қолданылатын жасанды тасқа айналады. Керамика алуға арналған шикі затқа бірнеше жағдайда ширайтын қоспаларды оның құрамына енетін балшыққа қызмет ету үшін енгізеді. Бұл қоспалар кебу мен күйдіру кезінде өнімнің шөгуін төмендетіп, кеуектілігін арттырады, орташа тығыздығы мен материалдың жылу өткізгіштігін азайтады. Қоспа ретінде құм, уатылған керамика, шлактар, күл, көмір, ағаш үгінділерін пайдаланады. Күйдірілу температурасы балшықтың алғашқы балқу температурасына байланысты болады.
1) Иілгішті пресстелген қарапайым балшық кірпішін ширайтын қоспалы немесе қоспасыз балшықтан дайындайды. Кірпіш параллелепипед пішінде болады. Кірпіш маркалары: 300, 250, 200, 150, 125, 100, 75.
2) Иілгішті пресстелген саңылаулы керамикалық кірпішін бір қабатты және көп қабатты үймереттердің көтергіш қабырғалары, ішкі бөлмелер, қабырғалар мен арақабырғалар, кірпіш қабырғалардың қаптамасын қалау үшін шығарады. Кірпіш маркалары: 150, 125, 100 және 75.
3) Жеңіл құрылыс кірпішін жаңғыш қоспалары бар балшық илемін қалыптап және күйдіру жолымен, сонымен қатар жаңғыш қоспалары бар құм мен балшық араласпасымен дайындайды. Кірпіш өлшемдері: 250х120х88мм.
Қарапайым балшық кірпішін ішкі және сыртқы қабырғалар, ұстындар мен үймерет пен ғимараттардың басқа бөліктерін қалау үшін қолданады. Балшық және керамикалық кеуекті кірпішін үймерет пен ғимараттардың ішкі және сыртқы қабырғаларының су оқшаулағыш қабатынан жоғары қалау кезінде қолданады. Жеңіл кірпішті бөлмелердің ішкі ылғалдылығы қалыпты жағдайда ішкі және сыртқы қабырғалар қалау кезінде қолданады.
4) Черепицаны майлы балшықтан 1000…1100°С-та күйдіру жолмен өндіреді. Черепицаның сапасын тексеру үшін оны балғамен жеңіл соққанда таза, дірілдеу дыбыс шығарады. Ол берік, өте ұзақ уақыт қолданылатын және отқа төзімді болады. Кемшілігі-орташа тығыздығы жоғары, төбенің көтергіш құрылымана ауыр, морт.
5) Дренажды керамикалық құбырларды ішкі диаметрі 25-250мм, ұзындығы 333, 500, 1000мм, қабырғасының қалыңдығы 8-24мм болатын отырғыш қоспасымен немесе қоспасыз балшықтан дайындалады. Олар кірпіш немесе арнаулы зауыттарда өндіріледі. Дренажды керамикалық құбырлар құрғату-ылғалдау және суландыру жүйелері, коллекторлы-дренажды су бұру құрылысына қолданады.
- Жер асты коллекторлларына арналған тасты трапец пішінмен дайындайды. Оны диаметрі 1, 5 және 2м канализация және басқа ғимараттар кезінде жер асты коллекторларын орнату кезінде қолданады.
- Керамикалық қасбет тақтасын үймерет пен ғимараттар, панелдер, блоктарды қаптау үшін қолданады.
- Керамикалық канализациялық құбырларды нашар балқитын және отқа төзімді ширайтын қоспалары бар балшықтан дайындайды. Олар цилиндр пішінді және ұзындығы 800, 1000 және 1200 мм, ішкі диаметрі 150…600 мм болады.
- Еденге арналған тақта бетінің түрі бойынша майда, кедір бұдырлы және тығыз болып бөлінеді; түсі бойынша - бір түсті және көп түсті; пішіні бойынша - квадрат, тік бұрышты, үш бұрышты, алты қырлы, төрт қырлы. Тақтаның қалыңдығы 10 және 13мм болады. Оны өндірістік, ылғалды режимдегі су шаруашылығы ғимараттарында едендерді төсеу үшін қолданады.
ШИКІЗАТТАР
Саз балшықты материалдар: каолиндер, саз-балшықтар, бентониттер.
Каолиндер және саз балшықтар деп әртүрлі қоспалармен араласқан, табиғатта тараған сулы алюмосиликаттарды айтады. Олар сумен илегенде иілімді қамырға, ал күйдіргеннен кейін тасқа ұқсас күйге айналады. Каолиндер тек қана каолинит минералынан құралады, түйршіктерінің өлшемдері көбінесе 0, 01мм-ден, күйдіргенде ақ түсін (өңін) сақтайды.
Саз-балшықтар бірнеше минерал мен көптеген минералдық және органикалық қоспалардан құралады. Бұл материалдардың бір тобы сумен араластырғанда иленгіш қамыр түзеді. Ал басқа тобында - кальцитте, дала шпатында мұндай иілгіштік қасиет болмайды. Майда түйіршіктер балшықтардың иілгіштік қасиетін жақсартады. Жоғары иілгішті балшықтардың 80-90% 0, 003мм-ден төмен бөлшектерден құралады.
Бентониттер деп - жоғары иілгішті монтмориллониттер құралған балшықтарды айтады. Олардың 80-90%-ы 0, 001 мм-ден кем бөлшектерден тұрады. Қорыта айтқанда балшық материалдарда 0, 001мм бөлшектер көбейген сайын олардың иілімділігі өседі. Иілгіштігі ең жоғары балшықтарда көп кездесетін қоспа - дала шпаты, олардың балқу температурасын төмендетеді. Темір тотығы оларға қызыл, көміртегіне бай органикалық қоспалар қоңыр түстер береді.
Қоспалар
- Иілгіштігін азайтатын қоспалар- иілгіштігі жоғары қамыр түзу үшін суды көп сіңіреді де, одан жасаған бұйым кептіргенде, күйдіргенде көлемін кішірейтеді және жарылуы мүмкін. Бұйымды осындай ақаудан сақтау үшін, балшықтың иілгіштігін азайтатын қоспалар пайдаланылады. Оларға - шамот, құм, жылу электрстанциясының күлі, тез суытылып, түйіршіктелген шлактар жатады. Шамот - түйіршіктелген (0, 14-2мм) керамикалық материалдар. Ол сазды күйдіру, уаты арқылы алынады немесе кірпіш сынықтарынан дайындалады. Шамотты және осы топтағы заттарды қосқанда балшықты кептіру, күйдіру үдерістері жеңілдеп, сапасы жоғары қас беттік кірпіш пен отқа төзімді бұйымдар алынады.
- Керамикалық бұйымдардың кеуектілігі мен саздың иілгіштігін арттыратын қоспалар - жеңіл, кеуектілігі жоғары, жылу өткізгіштігі төмен бұйымдар алу үшін саз илеміне кеуектілік тудыратын заттар қосады. Бұл заттар күйдіргенде газ шығаратын уатылған әктас, доломит немесе жанатын ағаш ұнтағы, ЖЭС күлі пайдаланылады.
- Балқытқыштар, глазурлер, ангобтар - балқытқыштар дала шпаттары, темір рудасы, доломит, магнезит, тальк сазды илемге бұйымдарды күйдіру температурасын төсендету үшін қосылады. Керамикалық бұйымдардың су өткізгіштігін, тазщалығын арттыру үшін олардың бетін глазурь немесе ангоб деп аталатын заттармен өңдейді немесе сырлайды.
Глазурь дегеніміз - бұйымның бетіне жағалғаннан соң оны күйдіргенде жоғары температураның әсерінен балқитын шыны тәрізді көп компонентті зат, оның қалыңдығы 0, 1-0, 2мм болады. Глазурь түрлі - түсті, мөлдір, кейде күңгірт түсті жылтыр болып келеді.
Ангоб дегеніміз - күйдіргенде ақ немесе басқа түс беретін балшықтан жасалған керамика бетіне жағылатын зат. Күйдіргенде ангоб балқымайтындықтан бұйымның беті түрлі - түсті болғанымен, жылтырамайды.
Балшықтардың керамикалық бұйымдар өндіруге қажетті қасиеттері.
1 . Иленгіштігі . Сазды сумен араластырғанда иленгіш қамырға айналады. Иленгіштік деп - саздың қамыр күйінде сыртқы күштің әсерінен қажетті пішінді үзіліссіз, саңылаусыз қабылдап, оны кептіргенде және күйдіргеннен кейін пішінін сақтау қасиетін атайды. Иленгіштіктің техникалық көрсеткіші пластикалық санмен (Пл) сипатталады.
Пл = W a - W ш ;
мұндағы W a - аққыштығы, W ш - ширағыштық шектеріне сай ылғалдылықтың мөлшері, %; Керамикалық бұйымдарға Пл-7-15 аралығындағы сазды балшықтарды пайдаланады.
2. Шөгу (тығыздану немесе бұйымның отыруы) - деп қамырды ауада кептіріп, отта күйдіргенде оның сызық өлшемдері мен көлемінің кішіреюін айтады. Әдетте бұйым 3-18 дейін шөгеді, осыған байланысты өлшемі стандартта көрсетілгендей, бұйым алу үшін қалыптың көлемі ұлғайтылады. Бұйымның шөгуі қамырды кептіргенде ылғал бөлініп, ал күйдіргенде балқығыш құрамы басқа балқымайтын бөлшектерді өзіне тартуы әсерінен пайда болады.
3. Пісуі . - деп күйдіргенде саздың тығыздығы өсіп, тас тәрізді затқа айналуын айтады. Құрамындағы кейбір оңай балқитын бөлшектері балқып, балқымаған бөлшектерді өзіне ығыстыру арқылы тығыздығын өсіреді.
Жоғары температураның әсеріне байланысты балшықтар үш түрге бөлінеді: отқа төзімді - балқу температурасы 1580 0 С-тан жоғары, баяу балқитын - балқу температурасы 1350-1580 0 С, оңай балқитын - балқу температурасы 1580 0 С-тан төмен. Отқа төзімді балшықтарға көбінесе фарфор, фаянс және отқа төзімді бұйымдар алу үшін пайдаланылады. Баяу балқитын балшықпен едендік тас, кәріз құбырлары және осыған ұқсас бұйымдар өндірісіне қолданылады. Оңай балқитын балшықтарды кәдімгі кірпіш, черепица т. б. бұйымдар өндіру үшін пайдаланылады.
Керамикалық бұйымдарды өндірудің сұлбасы.
Керамикалық бұйымдарды өндірудің негізгі үдерістері төмендегідей болады: балшықты карьерден қазып алу, қамырды дайындау, оны бұйым формасына келтіріп қалыптау, кептіру және күйдіру.
1. Балшықты қамырды дайындау . Карьерден алынған балшықтың иленгіштігін арттыру үшін түрлі дайындау үдерістерінен өткізіледі. Мысалы, алынған балшықты бір жыл ашық ауада ұстайды. Осы уақытта ауа райының құбылыстарына тап болған балшық өздігінен уатылып, оның иленгіштігі өседі. Осы мақсатпен балшықты оның құрамында кездесетін қоспа - тас түйіршіктерден механикалық немесе гидравликалық әдістермен ажырату да қолданылады. Бұл үшін балшық тасты бөлек шығаратын винтті біліктерден өткізеді немесе сумен араластырып суцпензия дайындалады де електен өткізіледі (0, 5мм-ден жоғары түйіршіктер електе қалады) . Ол 18-22% немесе 8-10 % ылғалдылыққа кептіріледі. Жартылай құрғақ қалыптау ылғалдылығы 8-10%, балшық пресс-ұнтақ түрінде үлкен қысыммен тығыздылып кептіру- ұнтақтау әдістермен дайындалады. Қатты түйіршіктер винтті біліктер арқылы ажыраған балшық майдаланылады, егер өндірісте бұйы иілгіш әдіспен қылыпталынса 18-22%-ке дейін ылғалдалынылып, таспалы балшық иленгіштен өткізіледі. Балшықты ылғалдау үшін су орнына бу қолданылса, лтаспалы пресстің өнімділігі артады. Оған жұмсалатын электр қуаты 10-15%-ға кемиді, өйткені бу қамырға терең тарап, суға айналады. Осының салдарынан балшық біркелкі ылғалданады. Буды қолданғанда қамыр 50 0 С-қа дейін қызып, бұйымдарды кептіру уақыты қасқартылады.
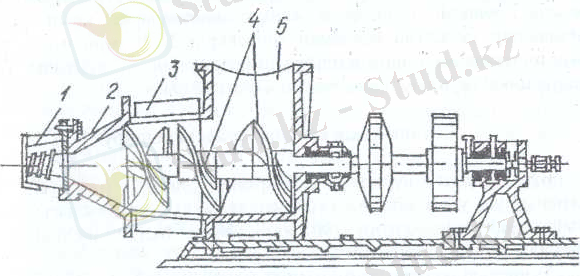
Сурет-1. Таспалы пресстің сұлбасы
1-мүштік; 2-престің басы; 3- престің қабы; 4- шнектің қалақтары (таспалары) ; 5-балшық қабылдағыш (воронка) .
Кептіру-ұнтақтау әдісі балшықты біліктерде майдалап, майдаланған балшықты кептіргіш барабанда кептіріліп балшықты кәрзіңкеде ұнтақтап, одан кейін бумен 8-10% -ға дейін дымқылдайды. Бұйымдарды күйдірер алдында ылғалдылығы 5%-дан аспайтындай етіп 90 0 С температурада тунелді немесе камералы кептіргіштерден өтеді. Тунелді кептіргіште (ұзындығы -50м) арбаларға тиелген бұйымдар берілген жылдамдықөпен үздіксіз жылжып отырады. Арбаның жылжу бағытына қарама-қарсы ыстық ауа немесе пештен шығатын газ 120-150 0 С температурада беріледі. Тунелді кептіргіште бұйымды кептіру ұзақтығы 16-36 сағат болады.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz