Мыстың қасиеттері мен қолданылуы және металдарды кесумен механикалық өңдеудің әдістері

Жұмыс түрі: Материал
Тегін: Антиплагиат
Көлемі: 25 бет
Таңдаулыға:
Мазмұны
Кіріспе
Машиналар мен механизмдердің барлығы дерлік тетіктері тек кесумен механикалық өңдеуден кейін ғана сызбамен берілген түпкілікті пішіндер мен өлшемдерді иеленеді. Өңдегенге дейін болашақ тетік дайындама деп аталады. Өңдеу процесінде одан өңдеуге әдіп және кенерме деп аталатын артық металды жою қажет. Конструкциялық материалдарды кесумен өңдеу металл кескіш станоктарды құралмен механикалық өңдеуге әдіптен алу жолымен дайындаманың пішіндері мен өлшемдерін өзгертуге және алынатын тетік бетінің берілген дәлдігі мен кедір-бұдырлығын қамтамасыз етуге бағытталған әрекеттердің жиынтығын білдіреді.
Алынатын тетіктер бетінің пішініне және сапасына, оларға қойылатын талаптарға байланысты дайындамаларды өңдеуді әр түрлі механикалық тәсілдермен: жонумен, жонғылаумен, сүргілеумен, бұрғылаумен, тарта жонумен, ажарлаумен және т. б. жүргізуге болады. Өңдеу тәсілдерінің әрқайсысы сәйкес жабдықта жүзеге асырылады және өзінің қолданылу саласы болады. Жоғары өнімді станоктарды, құрылғылар мен жылдам кесетін материалдардан жасалған қазіргі заманғы кескіш құралдарды пайдалану жолымен дайындамаларды өңдеу технологиясы кеңінен қолданыс тапты. Бұл өндірістің өнімділігін едәуір жақсартуға, оларды механикалық өңдеудің өзіндік құнын бір мезгілде төмендету кезінде тетіктердің сапасын жақсартуға мүмкіндік береді.
Материалдарды кесумен өңдеу процесінде жүретін заңдылықтарды зерделеу, кескіш құралдар конструкцияларын, құрылғылар мен металл кескіш станоктарды жетілдіру, әсіресе кесу процестерін ұтымды басқару үшін де, қазіргі заманғы машиналар үшін тетіктерді өндірудің аса жетілген технологиялық процестерін әзірлеу және ендіру үшін де маңызды.
Металдарды кесумен өңдеу тәсілдері
Металдарды кесумен өңдеу әдістері өз араларында пайдаланылатын кескіш құралдың конструкциясымен және құралмен жасалатын салыстырмалы қозғалыстар сипатымен және металл кескіш станокта өңделетін дайындамамен ерекшеленеді. Тетіктің талап етілетін контуры құрал мен дайындаманың белгілі қозғалыстарының үйлесуі нәтижесінде алынады. Тетіктер беттерін кесумен өңдеу әдістерін жіктеу кинематикалық белгілерді (дайындама мен құрал қозғалыстарының үйлесу принципі бойынша) және берілген өңдеу әдісінің мәнін анықтайтын белгілерді - жоңқа түзу шарттарын (кесу процесінің физикалық ерекшеліктерін) есепке алады. Осы принципке сәйкес кесумен өңдеудің барлық әдістерін төрт топқа бөледі: жону, бұрғылау, жонғылау, ажарлау және сүргілеу. Бұл топтарда өңдеу процесі тетік пен дайындама қозғалыстары әр түрлі үйлескенде болады.
Өңдеу процесін іске асыру үшін кескіш құралға және дайындамаға бір-біріне қатысты қозғалыстарды хабарлау керек, олар негізгі, анықтаушы және қосымша деп бөлінеді.
Ол кезде дайындамадан әдіп кесілетін немесе өңделген беттің күйі өзгеретін қозғалыстар негізгі немесе кесу қозғалыстары деп аталады. Негізгі қозғалыс екеу: басты қозғалыс және беріс қозғалысы. Әрбір топтың ерекше белгісі басты қозғалыстың немесе кесу қозғалысының түрі және бағыты болып табылады, оның процесінде әдіп кесіледі.
Кесу жылдамдығын анықтайтын басты қозғалыс не айналмалы, не түзу сызықты болып табылады. Ол дайындамаға немесе кескіш құралға, ал бірқатар жағдайларда бір мезгілде дайындамаға және кескіш құралға хабарланады. Басты қозғалыс жоңқаның бөліну жылдамдығын анықтайды. Кесілетін қабаттың шамасын анықтайтын қозғалыстар беріс қозғалыстары болып табылады. Беріс қозғалысы кескіш құралдың металдың жаңа қабаттарына үздіксіз ойып орнатылу және бүкіл өңделетін беттен жоңқаны алу мүмкіндігін қамтамасыз етеді. Келесі беріс қозғалыстары бар: бойлық, көлденең, дөңгелекті, шеңберлі, тангенциалды. Басты жұмыс қозғалысының және беріс қозғалысының жылдамдықтары v және s деп белгіленеді.
Металдарды кесудің негізгі түрлері. Жону кезінде (дайындама - айналмалы қозғалыс (кесу қозғалысы - v), ал кескіш құрал (кескіш) - дайындама осінің бойында ілгерілемелі қозғалыс (беріс қозғалысы - s ) жасайды. Сыртқы да, ішкі де айналу беттерін жонғанда басты қозғалыс тетік осінің маңайында айналу болып табылады.
Көптеген жағдайларда бұрғылау кезінде кескіш құралға (бұрғыға) бір мезгілде екі қозғалыс хабарланады: айналмалы (кесу қозғалысы - v), ол басты қозғалыс болып табылады және түзу сызықты ілгерілемелі (беріс қозғалысы - s ) ; сонымен бірге дайындама кесу процесінде қозғалыссыз қалады.
Жонғылау кезінде кескіш құрал (жонғыш) айналмалы қозғалысты v алады, ол басты қозғалыс болып табылады (кесу қозғалысы), ал дайындама - құралдың айналу осіне s перпендикуляр ілгерілемелі (беріс қозғалысы) .
Ажарлау кезінде кескіш құрал (ажарлағыш шарық тас) - айналмалы қозғалысты v а алады (кесу қозғалысы), ал дайындама шеңберлі v ш және түзу сызықты берісті s (цилиндрлік беттерді ажарлау кезінде) және түзу сызықты берісті(жазықтықтарды ажарлау кезінде) алады. Ажарлау әдістері қажақты құралдың жұмыс ерекшеліктерімен сипатталады.
Көлденең-сүргілеу станоктарында сүргілеу кезінде түзу сызықты қайтымды-ілгерілемелі қозғалыс (кесу қозғалысы v) - кескішке, ал беріс қозғалысы s дайындамаға хабарланады. Көлденең-сүргілеу станоктарында жұмыс істегенде кесу қозғалысы - өңделетін тетікке, ал беріс қозғалысы кескішке хабарланады.
Жону әдістері беттерді өңдеу кезінде кесу процесінің үздіксіздігімен сипатталады. Жонғылау әдісіне кесу процесінің және жоңқа түзілуінің үзіктілігі тән, оның қалыңдығы нөлден қандай да бір максимум шамаға дейін және керісінше өзгереді.
Сүргілеу - жону және жонғылау арасындағы аралық процесс. Оны кесу қалыңдығы тұрақты, бірақ басты қозғалыс өңделетін бетке қарай түзілушінің бойына бағытталғанда, айналу беттерін және жазықтықтарды өңдеу кезінде жұмыстағы үзілістермен жонудың жеке жағдайы ретінде қарастыруға болады. Сүргілеуді басты қозғалыс өңделетін бетке жанама бойымен бағытталғанда, айналма беттерді және бұрандалы беттерді өңдеу кезінде жонғылаудың жеке жағдайы ретінде қарастыруға болады.
Орындалатын жұмыстардың сипатына және қолданылатын кескіш құралдың түріне байланысты басты қозғалысты және беріс қозғалысын дайындамаларды өңдеу әдістері және олармен бірге қолданылатын металл кескіш станоктар топтары анықтайды. Металдарды кесумен өңдеудің қарастырылған негізгі түрлерінен кез келген металл кескіш станок жұмыс істегенде қозғалыстың екі негізгі түрінің болуы қажет екендігі шығады: басты қозғалыс (кесу) және беріс қозғалысы. Осы қозғалыстардан басқа, сондай-ақ қосымша қозғалыстар қажет: анықтаушы және қосымша. Дайындамадан әдіпті кесуге кіріспес бұрын, кескіш құрал мен дайындаманы анықталған өзара қалыпта орнату қажет. Ол үшін орындау қажет болатын қозғалыстар анықтаушы деп аталады . Өңдеу процесін қамтамасыз ету үшін, сондай-ақ дайындамалар мен құралдарды бекіту және ажырату, станокты қосу және сөндіру, тетіктерді өлшеу және т. б. қажет. Мұндай қозғалыстар қосымша деп аталады.
1. Мыстың қасиеттері мен қолданылуы
Мыстың тығыздығы 8, 96 г / см³,
Балқу температурасы 1356, 6 K,
Қайнау температурасы 2840 K.
Археологиялық зерттеулер мәліметтеріне сүйеніп, мысты адам қолдана бастаған алғашқы металл деп санауға болады. Бұл мыстың табиғатта сомтума, яғни тотықпаған бос күйде кездесетіндігімен байланысты. Екіншіден, мыс жақсы соғылғыштық пен пластикалыққа ие бола отырып, оңай өңделеді. Сонымен қатар, мыс жоғары беріктікке де ие. Мыстан жасалған еңбек құралдарының тұтынушылық қасиеттері тастан жасалған бұйымдардан анағұрым жоғары болады.
Адамдар мысты біздің эрамызға дейінгі 7 - 6 - шы мың жылдықта балқыта алған. Біздің эрамызға дейінгі 2 - ші мың жылдықта адамдар мыстың қалайымен қорытпасы - қоланы өндіре бастады. Қола мысқа қарағанда жоғары қаттылыққа ие, ал оның салыстырмалы төмен балқу температурасы қажетті бұйымдарды құю арқылы дайындауға мүмкіндік берді. Сондықтан адамзат дамуының ұзақтығы елеулі кезеңі - қола дәуірі деп аталғаны кездейсоқтық емес.
XIX ғасырдың соңында екі техникалық шешімнің қолдануы нәтижесінде мыстың (және басқа да түсті металдардың) сульфидті кендерін өңдеудің техника - экономикалық көрсеткіштері елеулі жоғарылады:
- сульфидті кендерді байытудың флотациялық әдісін қолдану нәтижесінде мыс мөлшері 1% - дан төмен кедей кендерді тиімді өңдеу мүмкін болды;
- балқытылған штейндерді ауамен үрлеу нәтижесінде мыстың темір мен күкірттен пәрменді арылуы қамтамасыз етілді.
Мыс- өндіру және тұтыну көлемі бойынша үшінші орында. Мыс ең жоғары электрөткізгіштікке (күмістен кейін) ие болғандықтан электртехникадағы басты металл болып саналады. Жақсы пластикалығы мен жоғары беріктілігінің үйлесіміне ие болғандықтан мыс тоқ өткізгіш өнімдер дайындауда өте жақсы материал болып табылады: сымдар, кабельдер, контактілер және т. б. Мыс өте жоғары жылу өткізгіштікке ие болғандықтан көптеген жылу техникалық құрылғылар (тоңазытқыштар, қыздырғыштар) өндірісінде таптырмайтын металл ретінде қолданылады.
Мыстын мырышпен (жез) және қалайымен (қола) қорытпалары өндірісте кең қолданыс тапты. Мыстың никельмен қорытпалары монеталар (ақша белгілері) жасауда қолданылады.
1. 1Мыстың минералдары мен кендері
Мыстың негізгі минералдары: халькопирит CuFeS 2 , халькозин Cu 2 S, малахи́т CuСО 3 · Сu(ОН) 2 , бирюза́ CuAl 6 [PO 4 ] 4 (OH) 8 · 5H 2 O, Cu 2 O, азурит, Cu 3 (СО 3 ) 2 (ОН) 2 .
Қазақстан мыс қорлары бойынша әлемдегі төртінші орынға ие. Қақстандағы негізгі мыс кен орындары: Жезқазған, Желенді, Коңырат, Ақтоғай, Айдарлы, Саяқ.
Мұнай қайта өңдеу және мұнайхимиялық заводтарда мыс және оның қорытпалары жылуалмасу түтіктерін және конденсациялы-салқындату аппаратураларын, сонымен қатар мұнайгаздарынан майлайтын майлар және спирттерді өндіру үшін қолданылады. Жылуалмасу түтіктері мен конденсациялы-салқындату аппараттуралары жездерден жасалады. Мысалы, ЛО 70-1 ентаңбалы жез қолданады. Жезді түтіктерді мұнайқайтаөңдеу және мұнайхимиялық заводтарда қолдану олардың жемірілуге ұшырауы түтіктің бет қабатының технологиялық өніммен, сонымен қатар конденсациялы-салқындатқыш аппаратураларды салқындататын сумен әрекеттесуінің нәтижесінде байқалады.
Көпмөлшерде күкіртсутегінің болуымен қатар, оттегі, күкірттің екітотығы, көміртегінің екітотығы және аммиакта байқалды. Мұндай күрделі жебірлегіш ортаның әсерінен ЛО70-1 ентаңбасынан жасалған жез түтікшелері жылдам қирайды.
Төменде жезді түтікшелердің (ЛО70-1) мұнайқайтаөңдеу және мұнайхимиялық заводтарында жемірілуден қирау түрлері сипатталады:
1. Судың әсерінен салқындатқыш түтікшелердің беттерінде жырықтар және желінулер байқалады. Жез мырышсыздану нәтижесінде қирайды.
2. Түтікшелердің бет қабатында шөгіу түрінде біртекті жемірілу байқалады.
Мұнай қайтаөңдеу және мұнайхимиялық заводтарда конденсациялы-салқындатқыш түтіктері және жылуалмастырғыш жабдықтарының материалы ретінде қалыптастырылған жез қолданылады. Жемірілуге бейімділікті төмендету үшін тетіктің бетін алдын-ала тазарту, кептіру арқылы, сонымен қатар жемірілуді баяулатқыштар - ингибиторларды қолдануға болады.
Қалыптастырылған қалайылы жездерден жасалған вертикаль типті бензинді қаптама-түтікшелерінің заводтарда орташа қызмет ету уақыты 300-320 күнді құрайды. Түтікшелердің өлшемдері 19х1, 5 мм. Түтікшелер дайындалатын қалайылы жездерді мышьякпен қалыптандырылған алюминийлі жезбен алмастыру түтікшелерді сол жағдайларда жұмыс уақытын 600 күнге дейін ұзартуға мүмкіндік береді.
Алюминийлі қалыптандырылған жездің құрамы: 76%Cu; 2%Al; 0, 04%As.
Майлы қышқылдарды ысыту үшін қолданылатын ыдыстардағы иректүтікшелер, сонымен қатар мұнайгаздарынан спиртөндіретін аппаратуралар әдетте қызыл мыстан жасалады (М3 ентаңбалы) . Конденсациалы-салқындатқыш жабдықтардың түтікшелерін жасау үшін биметалдар қолданылады: түтікшелердің ішкі жағы қалыптандырылған алюминийлі жезінен, ал сыртқы бөлігі азкөміртекті болаттан жасалады. Мұндай түтіктерді қолдану тапшы мыс қорытпаларының қолдануын қысқартады.
Мыс және оның қорытпалары мұнай және газ ұңғымаларын бұрғылау үшін қажет жабдықтарды жасауда қолданылады. Мойынтірек төлкелерінің, бұрғылау сорғыштарының, лебедкалардың және басқа да бұрғылау жабдықтарын жасауда қолалар қолданылады. Теңіз бұрғылау негіздерін жемірілуден қорғау үшін жұқа қабатты жезді гильзалар, сонымен қатар мыс-никельді қорытпалардан жасалған гильзалар қолданылады.
1. 2Мыстың қолданылуы.
Электротехникада
Өзіндік өте төмен кедергілік қасиетіне сәйкес (күмістен кейін) мыс, электротехникада күшті кабельдер де басқада түрде қолданылады. Мыс сымдары энергия сақтайтын орамдарда және күшті трансформаторларда қолданылады. Бұл үшін металл өте таза болуы тиіс қоспалар электрөткізгіштігін төмендетіп жібереді, мысалы, мыстың құрамында 0, 2 % алюминий болған жағдайда электрөткізгіштігі 10 %-ға төмендейді.
Жылу алмасу
Мыстың тағы бір қасиеті - өте жоғары дәрежедегіжылу өткізгіштігі. Бұл қасиетіне сәйкес жылу бөлінетін, жылу беретін жерлерде қолданады. Бұларға суыту радиоторлары, кондиционерлер және жылу радиоторлары жатады.
Ресейде мыстан жасалған су-газ құбырларын пайдалану және өндіру ГОСТ стандартына сәйкестендірілген. Сонымен бірге мыстан жасалған құбырлармен құймалар, кеме жасау және энергетикада, су мен буды тасымалдауға қолданылады.
Басқа жерлерде қолданылуы
Ацетиленнің полимеризацияда мыс ең негізгі, ең көп қолданылатын катализатор, сондықтан мыс құбырларында ацетилинді тасу үшін құбыр құймасындағы мыстың құрамы 64%-дан аспауы қажет.
Мыс сонымен бірге архитектурада қолданылады. Ғимараттардың төбелері мен маңдайшаларына мыстан жасалған қаңылтырларды пайдалану 100-150 жылға дейін жетеді.
Жақын уақыттарда медицимнада мыстың бактерицитті қасиетін пайдалану болжануда. Аурухана ішілік бактерияны таситын: есіктер, есік тұтқалары, су құбырлары, қабат аралық қорғандар, керуеттің бастары, столдың беттері - барлық заттар қай жерге адам қолы тиеді. Және де:
Ежелгі адамдар мысты тиын жасау үшін қолданған.
Мыстан қарулар, құралдар және безендіру заттарын жасауға болады.
Мыс күшті, жылуды жақсы өткізетін және тот басуға тұрақты металл болғандықтан, тамақ істеу табаларын жасауда қолданылған.
Мыс электр қуаты өндірісінде күнделікті тұтынуда электр схемалары мен өткізгіштерін жасауда қолданылады.
Музыкалық аспаптар мен мүсіндер жасауда қолданылады.
Мыс тот басуға тұрақты және жылуды жақсы өткізетін болғандықтан, су жүргізу жүйелерінде және жылыту құралдарын жасауда қолданылады.
Мыстан жасалған құбырлар үйлер және басқа да ғимараттарға ыстық және суық суларды жеткізеді.
1. 3Мыс негізіндегі құймаларТехниканың көптеген облыстарында мыс қосылған құймалар кеңінен қолданылады. Оның ішінде ең тараған түрлері жоғарыда аталған қола мен латунь бар. Екі құймада көптеген материалдардың негізгі аты болып айтылады. Құрамына мырыш пен қалайыдан басқа никель, висмут және басқа да металдар қолданылуы мүмкін. Мысалы, 16-18 ғасырда артилерияның оқ-дәрісінің құрамына мына негізгі үш металл кірген - мыс, қалайы, мырыш. Қару даярлау даярланған уақыты мен жеріне байланысты құрамы өзгертіліп отырған. Біздің кезімізде әскери өнеркәсіпте латунь гильза жасауға пайдаланылады. Машина детальдарын жасау үшін мыстың мырышпен, қалайымен, алюминиймен және басқада металдардың құймаларының беріктігі үшін қолданылады. (мысалы, 30-40 кгс/мм 2 құймада және 25-29 кгс/мм 2 та*а мыста) . Мыс құймаларына (берилий және алюминий қоласынан басқа) термиялықлық өңдеу жүргізілмейді, олардың механикалық қасиеттерімен ұзақ тозбастығы химиялық құрамымен және оның қоспа құрылысына әсер етуімен анықталады. Мыс құймаларының қатаңдығы құрыштан төмен. Мыс құймаларының негізгі ерекшелігі төмен үйкелу коэффициентіне иелігі. Сонымен бірге көптеген құймалардың жоғарғы өткізгіштігімен және электрөткізгіштігінің коррозияға мықтылығымен түрлі орталарда қолданылуына жол ашады. Үйкеліс коэффициентінің шамасы барлық мыс құймаларында бірдей. Бірақ механикалық қасиетімен тозуға шыдамдылығы және әртүрлі ортада коррозияға ұшырауы құймалардың құрамы мен құрылысына байланысты. Қатаңдығы екі фазалы құймаларда иілгіштігі бір фазалы құймалардан жоғарырақ. Мысты никель құймалары ақша жасауда (тиын жасауда) қолданылады, және де «адмиралтиалық» құймаларда, кеме жасауда кеңінен қолданылады. Себебі теңіз суының коррозиясына шыдамдылығына байланысты қолданылады.
Мыс сонымен бірге қатты заттардың да құрамына кіреді. Бұлар - қайнау температурасы 590-880 °С бойынша металдармен жақсы кірігу қасиетіне байланысты әртүрлі металдан жасалған мықты қоспаларда пайдаланылады, әсіресе, әртекті металдардың құрамында құбыр арматурасынан бастап ракеталық двигательдерге дейін.
Мысы көп құймалардюралюминий) бұл алюминий мен мыс құймасы (мыс дюральда 4, 4%) . Беріктігі жөніненболатан кем түспейді. Ал салмағы одан үш есе жеңіл. Оны ұшақ жасауда кеңінен қолданады.
Берилий қоласы - мыстың берилиймен (1, 5-3%) қорытпасы жемірілуге төзімді және өте берік. Одан сағаттың басқада дәл механизмдердің, электрониканың, байланыс құралдарының, автомобильдердің бөлшектерін жасайды. Берилий қоласы ғылыми-техникалық революция дәуірінде пайда болады.
Зергерлік құймаларЗергерлік бұйымдарда мыс пен алтынның қоспалары бұйымның деформация мен бұзылуына, қатаңдығына байланысты қолданылады. Өйткені алтын өте жұмсақ металл болғандықтан механикалық өзгерістерге тез ұшырайды.
Мыс қоспаларыМыс оксидін иттрий барий оксидін YBa 2 Cu 3 O 7-δ алу үшін қолданылады. Бұл өте жоғары температурада жоғары өткізгіштерді алу үшін пайдаланылады. Мыс сонымен бірге мыс оксидті гальваникалық элементтер мен батареяларда пайдаланылады.
2. Метал кескіш қайшылар
Бөлшектердің немесе дайындамалардың материалдарына, пішіндеріне және өлшемдеріне байланысты, оларды кесу қол немесе механикаландырылған аспаптардың көмегімен жүргізіледі. Оларға тістеуіктер, қол және электр қайшылары, қол және пневматикалық аралар, құбыр кескіштер және т. б. аспаптар жатады. Жұқа қалыңтыр материалдар мен сымдарды кесуге арналған қайшылар мен тістеуіктердің жұмыс істеу принципі екі кескіш пышақтардың қысыммен бір-біріне қарама-қарсы бағыттағы қозғалыстарына негізделген. Тістеуіктердің кесу жиектері барлық ұзындықтары бойынша бір уақытта беттеседі, ал қайшылардың кесу жиектері бір жақ шетінен бастап, біртіндеп қиылысады. Тістеуіктер мен қайшылар, бір-бірімен шарнирлі қосылған, екі рычагтан тұрады. Оның қысқа жағы кескіш пышақтар, ал ұзын жағы қолмен ұстайтын тұтқаның ролін атқарады. Тістеуіктерді сымдарды кесу үшін қолданады. Олардың кесу жиектерінің үшкірлеу бұрыштары кесетін материалдардың қаттылықтарына байланысты өзгеріп отырады. Көптеген тістеуіктердің үшкірлеу бұрыштары 55-60 о тең. Қол қайшылары (1 сурет, а, б ) қалыңдықтары 1, 5 мм-ге дейінгі түсті металдар және 0, 5-1, 0 мм болат табақтарын кесуге арналған.
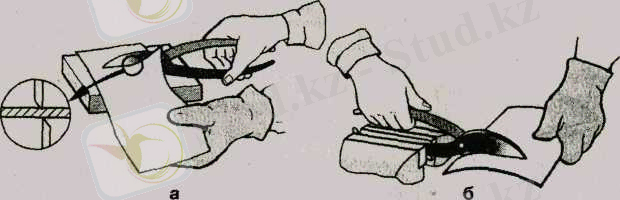
1-сурет. Қайшы
Олар кесу пышақтарының құрылыстарына байланысты келесі түрлерге бөлінеді: - металдарды тік сызық немесе радиусы үлкен шеңбер бойымен кесуге арналған - тік қайшылар, кесу пышақтарды жіңішке-саусақты қайшылар, металдарды радиусы кіші шеңбер бойымен кесуге және табақты металдарда тесіктерді оюға арналған - қисық қайшы, өлшемдері үлкен және қалыңдығы 2 мм-ге дейінгі металдарды кесуге арналған - столға бекітілген қайшы, қалыңдықтары 4 мм-ге дейінгі болаттарды және 6 мм-ге дейінгі түсті металдарды кесуге арналған - рычагты қайшы. Қолмен кесетін қайшылар: тік қайшы; саусақты қайшы; қисық қайшы; столға бекітілген қайшы: рычагты қайшы (1 - төменгі пышақ; 2 - рычаг; 3 - жоғарғы пышақ; 4 - белгі; 5 - кесілетін металл) Кесу пышақтарының орналасуларына байланысты қайшылар оң және сол болып екіге бөлінеді. Оң қайшылардың астыңғы пышақтарының қиғаш кесу жиектері оң жақта, ал сол қайшыларда сол жақта орналасқан. Ауыр және көлемді металдары кесу процесін механикаландыру үшін электр қайшылары қолданылады. Электр қайшылары (3-сурет) электр қозғалтқыштан 1, эксцентрикті 7, редуктордан 4 және тұтқадан 2 тұрады.
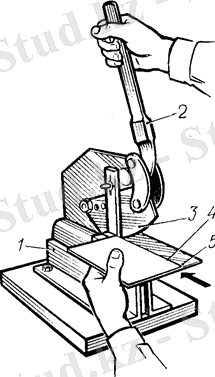
2-сурет. Механикаландырылған қайшы.
Эксцентриктің ілгерілемелі - кейінді қозғалысы жоғарғы пышаққа беріледі. Төменгі пышақ 8 бекіткішке 5қатты бекітілген. Қол аралары дөңгелек немесе әр түрлі пішіндегі қалың металдарды кесуге арналған. Қол араларымен ойықтарды, шлицаларды оюға, дайындамаларды контур бойымен кесуге және т. б. жұмыстарды орындауға болады. Араларды бекітетін станоктардың екі түрі бар: - тұтас - бір ұзындықтағы араларды бекітуге арналған; - жылжымалы - ұзындықтары әр түрлі араларды бекітуге арналған. Аралар - бір жақ қырында тістері бар жіңішке және жұқа пластинадан тұрады. Олар аспапты немесе тез кескіш болаттардан дайындалады. Аралардың ұзындықтары көбінесе 250-300 мм болып келеді. Араның әрбір тісінің пішіні сына тәрізді. Оның артқы бұрышы a, үшкірлеу бұрышы b, алдыңғы бұрышы g және кесу бұрыштары d=a+b. Қатты материалдарды кесу кезінде үшкірлеу бұрышының мәні үлкен, ал жұмсақ материалдарды кесу кезінде үшкірлеу бұрышының мәні кіші болуы керек. Кесілген тіліктің ені араның енінен шамалы үлкен болуы үшін, оның тістерін «тіс бойынша» немесе «полотно бойынша» екі жаққа ажыратын таратады . Бұл кесу процесін жеңілдетеді және араның металға қысылып қалуын болдырмайды.
2. 1Металдарды қайшымен және арамен кесу
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz