Арынды темірбетон құбыр өндірісінің технологиялық жобасы

Мазмұны
- Кіріспе
- Бұйымның номенклатурасы
- Технологиялық бөлім
3. 1. Өндірістің технологиялық схемасы мен әдісін таңдау
3. 2. Технологиялық схеманы жасау
3. 3. Зауыттың жұмыс істеу режимі
3. 4. Зауыттың қуаттылығын есептеу
3. 5. Шикізаттар мен жартылай фабрикаттар
3. 6. Негізгі техникалық, көліктік қондырғыларды таңдау және есептеу
3. 7. Бункер және қоймаларды есептеу
3. 8. Сапаны бақылау
4. Қоршаған ортаны және еңбекті қорғау
5. Қорытынды
Қолданылған әдебиеттер тізімі
Кіріспе
Бетон және темірбетон құрылыстың барлық саласында қолданылады. Басқа материалдармен салыстырғанда олардың жетістіктері көп. Конструкцияның жұмыс істеу уақыты, ағаш, металл және басқа материалдардан өндірілген бұйымдар мен конструкцияларға қарағанда әлдеқайда ұзақ. Олардың ірі жетістігі сол, материалдың (құм, шағыл, су) көп бөлігі ( 80-90% массасынан) - жергілікті материалдар; бастапқы материалдар мен дайындау әдістердің негізінде, әр түрлі физика-химиялық қасиеті бар бетон мен темірбетонды алуға болады; бетон мен темірбетоннан кез келген пішін мен өлшемдегі ( ірі өлшемді, жұқа қабырғалы, күмбездер мен оралмалы қабыршақтар) бұйымдар мен конструкцияларды өндіруге болады.
Ғимараттар мен құрылымдық құрылыстарда құрастырмалы темірбетонды бұйымдар мен конструкцияларды - іргетастық блоктар, қабырғалық панельдер жабылым плиталары мен қабатаралық плиталар, құбырлар, колонналар, арқалықтар, қақпалар қолданылады.
Құрастырмалы темірбетон конструкциялары тағайындалуы мен толтырғыш түріне қарай жеңіл және ауыр, бірқабатты және көпқабатты, әрленген және фактуралы, қабатсыз болып бөлінеді. Қазіргі кезде құрастырмалы темірбетон мен конструкциялардың біруақытта массасын азайту мен өлшемдерін ұлғайту бағытында ғылыми-зерттеу жұмыстары жүргізілуде.
Бетон және темірбетон материалдарын өндіруде құбырдың маңызы зор. Әсіресе, арынды, арынсыз, болат, шойын құбырларын атап айтсақ болады. Құбыр көлік құралдарының бірі; сұйық, сусымалы жүктерді, мұнайды, газды құбырмен тасымалдау, сондай-ақ осындай тасымалдауға арналған құралдар, тетіктер, коммуникациялар жиынтығы. Құбыр желісі, шын мәнінде, “көлік” деген ұғымның жалпы жұрт таныған анықтамасына сай келмейді: мұнда жылжымалы құрам, жол жоқ. Жылжымалы құрам - құбыр желілерінің өзі. Ондағы жүк қысыммен жылжиды. Олар түрлі диаметрдегі құбырлар болып табылады. Әрбір 100 - 140 км қашықтықта автоматты түрде жұмыс істейтін сорап станциялары орнатылады. Құбыр желісінің қондырғыларына қатарласқан және қиылысатын даңғыл жолдарды қосатын және ажырататын желілік тораптар да, өзен, көл, автодаңғылдар, темір жолдар арқылы өтетін жер үстіндегі және жер астындағы өткелдер де, мұнай айдайтын және компрессорлық станциялар, даңғыл жолдарды қосатын және желілердің жекелеген телімдерін жабатын құрылғылардан тұратын желілік тораптар да жатады.
2. Бұйымның номенклатурасы
Арынды құбыр желісі үздіксіз өрлеме бағытта, тік және көлбеу жазықтықтағы бұрылымдары шектелген түрде, ең қысқа жолмен тиісті жабдықтармен қамтамасыз етіліп салынады. Құбырдың ұзына бойында 100 м-ге дейін бір сорғыға бір желі, 300 м-де жоғары екі-үш кұбырға бір желі, ал 100-300 м аралығында болса, онда орнатылатын желі саны математикалық-экономикалық есептеулер арқылы анықталады. Темірбетон құбыры мелиорациялық сорғы станциясының арынды құбыры есебінде: диаметрі 1700 мм-ден жоғары, қысымы 0, 5 МПа-ға дейін имарат орнында дайындалатын; диаметрі 600-1600 мм аралығында, қысымы 0, 5-1, 0 және 1, 5 МПа, зауытта дайындалып, имарат басында құрастырылатын; диаметрі 250-800 мм аралығында, қысымы 1, 0 және 1, 5 МПа, қабырғалы, болат өзекті, жер асты кондырғыларына арналған болып бөлінеді. Қажет кезінде есепті қысымды 3, 0 МПа дейін жеткізуге болады. Болат құбырдың мелиорациялық сорғы станциясының арынды құбыры ретіндегі қысымы 1, 5 МПа-дан жоғары жағдайда оның сорғыш құбыр есебінде барлық диаметрі қолданылады. Арынды құбыр желісінің барлық бағытын өзгерткен жерлерінде, құрамалы құбырларда 200 м-ден асырмай, ал жайпақ жерлерде 200-300 м сайын анкерлі тіреу орнатылады. Анкерлі тіреулердің ортасына аралық тіреулер, ал әрбір 12-21 м сайын теңестіргіш (компенсатор) орнатылады.
Арынды құбыр желісі артықшылығы салмағының жеңілдігі, ток өткізбеушілігі, тоттануға беріктігі, кемшілігі - морт сынғыштығы. Артықшылығы - электрхимиялық тоттануға беріктігі, болат құбырға қарағанда, арын шығыны 30% аз. Пайдалану кезінде гидравликалық кедергі тұрақтылығын сақтайды, қысымы ауыспалы процестерде басқа материалдармен салыстырғанда, көп өзгеріске түспейді.
1- кесте. Темірбетонды арынды құбыр желісінің номенклатурасы
1, 5
1, 0
0, 6
1, 6
1, 2
1, 0
47, 67
42, 87
34, 17
1, 5
1, 0
0, 6
1, 6
1, 2
1, 0
79, 92
64, 82
64, 82
1, 5
1, 0
0, 6
1, 6
1, 2
1, 0
103, 37
92, 37
74, 37
1, 5
1, 0
0, 6
1, 6
1, 2
1, 0
145, 31
125, 80
100, 51
1, 5
1, 0
0, 6
1, 6
1, 2
1, 0
200, 1
165, 0
135, 1
1, 5
1, 0
0, 6
1, 6
1, 2
1, 0
245, 80
198, 30
169, 80
3. Технологиялық бөлім
3. 1. Өндірістің технологиялық схемасы мен әдісін таңдау
Арынды темірбетон құбырларын виброгидропресстеу әдісімен дайындайды. Бұл әдісте құбырларды кернеуленген арматуралардың екі түрін пайдаланады: диаметрі 5 мм-профиль үшін, ал жазық бетті арматуралық қаңқасы үшін-спиральді жоғары беріктікті (сымды) диаметрі 3, 5 мм сымды пайдаланады. Қалыптау үшін вибропрессті әдіс үшін өзінше қондырғы сыртқы қалыптан, ішкі сыртына 15 мм қалыңдықтағы резеңкелі қаппен қаптайды. Сыртқы қалып екі элементтен, бір-бірімен байланысқан серіппелі болатпен жалғанған. Қалыпқа пневматикалық минутына 500-8000 жиіліктегі толқыны бар дірілдеткіш орнатылған бетондау алдында сыртқы қалыпты тазалап, майлап және спиральді қаңқа орнатады, домкрат арқылы арматуралар кернеуленеді. Қалыптаумен бірге тазалап өзекшемен құбыртүзегіш дайындалады. Қалыпқа ішкі өзекшемен және вертикальды қалыпта тұрға қалып түзегіш постына жылжып, тереңдігі 5 м шұңқырға салады. Бетонды араласпаны бетонтөсегішпен қалыпқа үздіксіз және аз порциямен 30, 75 мин бойы береді. Сонымен бірге пневматикалық дірілдеткішті қосады. Бетонды араласпаны толтырғаннан кейін оны гидропрессті постқа жылжытып, еденде байланыстырып және сулы магистралға қосады. Бетонды пресстеуді қысым арқылы келесі режимде өңдейді: қысымды көтеру - 30 мин, қысымда ұстау - 3 мн/м 2 - 5 . . . 8 сағ және қысымды түсіру - 10 мин.
Сақиналы өзекшені сумен толтырып, қысым арқылы созып және бірқалыпта бетонды пресстейді. Соңғысы тығыздау кезінде жылжып, өзімен алып сосын спиральді арматураны созады. Онымен бірге пресстеу процесі кезінде бетондағы арматураны кернеуге түседі. Жылуылғалмен бетонды өңдеп қалыпты қондырғыны брезентті қаңқа кигізеді және өзекшенің ішіне булайды. Жылуылғалды процесті аяқтағаннан кейін 5-7 сағ аралығында 75 . . . 80 0 С-пен өңдеп және қалыпты дайын құбырға 3 тәулікте ұстап, қалыптан алар алдында қырып, диаметрін керекті жағдайға дейін келтіреді.
Арынды құбыр желісі атқаратын міндетіне қарай: турбиналық және деривациялық болып екіге бөлінеді. СЭС-ның арынды құбырларының материалдарының негізіне: болат, темірбетон және ағаш құрылымдары алынады. Арын құбырлары ұзақ мерзімге шыдайды. Темірбетонды құбырларды, колонкаларды және басқа ұзындығы үлкен бұйымдарды арнайы қалыптарда-центрифугтарда дайындайды (1-сурет) . Осы әдісті қолдану кезінде, 600-700 айн/мин жылдамдықпен айналып туратын, металды қалыпқа бетон қоспасы төселінеді. Ортадан тебетін күштердің әсерімен, бетон қоспасы тығыз төселеді және бұйымның керекті пішіні қалыптасады.
Құбырларға арналған болат қалыптарды екі типте қолданады: біріншісі, диаметрі 600 . . . 9000 мм - ұзындығы 4000 м құбырлар, ал екіншісі, диаметрі 1000 - 1600 мм - ұзындығы 5000 м құбыр.
Қысымға төзімді құбырлардағы сияқты құбырлардың дайындалуы қалыпты дайындаудан басталады: тазартулар, майлау және құрастырулар. Қалыптың ішіне арматуралы каркасты орнықтырады. Осыдан кейін каркасты қалыпты центрифугаға орнатады.
Темірбетонды арынды құбырының өндірісін вертикальді қондырғыларда да жүргізуге болады. Құбыр дайындайтын қондырғы диаметрі 600 және 1000 мм қалыпталған жартықалыпты рамадан (жақтаудан) тұрады. Тазартылған және майланған табандыққа екі арматуралы каркасты орналастырады.
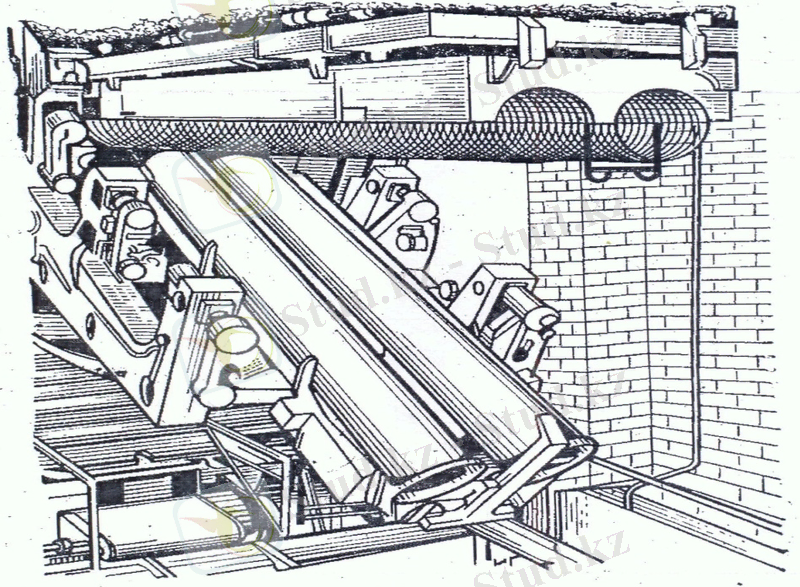
1-сурет. Құбырларды вертикалды қалыптауға арналған құрылғы
Содан кейін қалыпталған раманы горизонтальді жағдайға келтіреді және табандықпен қосады.
Қалыптау процесі 15 мин жүреді. Жоғарғы жағындағы жартықалыпты вертикальді жағдайға келтіреді, ал қалыпталған бұйымды табандықты
( поддон) булау камерасына ауыстырады. Бұл қондырғыда бір мезетте екі құбырды қалыптандырады. Қысымға төзімді құбыр шығаратын зауыттарды жобалағанда, сумен қамту және канализация жүйелері үшін үшсатылы технологияны қолданады.
Центрифугалы темірбетон арынды құбырлары өндірісіндегі қалыптар екі жартыцилиндрден тұрады. Ол ауытқу бұрандамасының көмегімен қосылады. Қысымға төзімді құбырларды дайындау процесі қалыпты дайындаудан басталады. Тазартылған және солидол жағылған екі жарты цилиндрді тұтастырғыш бұранда арқылы қосады. Бетонды және темірбетонды бұйымдарды центрифугалау арқылы қалыптағанда ең негізгі қондырғы болып центифуга және қоректендіргіш табылады.
Құбырларды дайындау үшін негізінен центифуганың үш типін қолданады: роликті, осъті немесе сүмбілі (шпиндельді) және белдікті.
Роликті центрифугтар өзінің конструкциясының қарапайымдылығына байланысты кең таралған. Роликті бірорынды центрифугтардың өндірісте екі түрін шығарады: СМЖ - 104 Б және СМЖ - 106 Б. 2- суретте көрсетілген қалыпталынатын орынның құрамына СМЖ-104 Б центрифугасы, СМЖ-425 ленталық қоректендіргіші 5 және қоғау қаптамасы 4 кіреді.
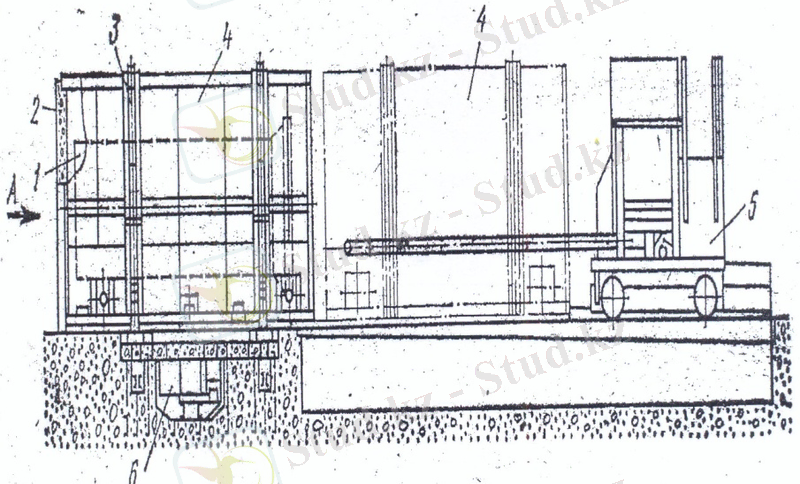
2-сурет. СМЖ-104Б роликті центрифуга және СМЖ-425 ленталық қоректендіргіш қалыпталынатын орын.
2-кесте. Центрифугтардың техникалық сипаттамасы
Қалыпталған темірбетон құбырының диамерті, мм
1000 . . . 1500
400 . . . 900
Құбырдың ұзындығы, мм
5155
5145
Құбырдың жоғарғы массасы, т
7, 7
3, 9
Қуаттылығы, кВт
55
42
Габаритті өлшемдер, мм
Ұзындығы
Ені
4640
4640
Биіктігі
2850
массасы, т
14, 8
14
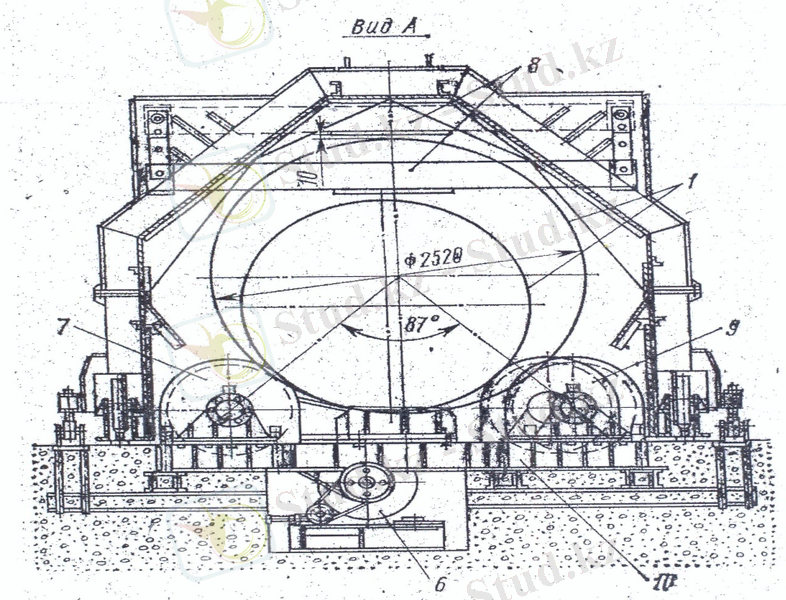
1-қалып; 2-шетжақты шудан қорғайтын қалқан; 3-шудан қорғайтын қаптаманың күштік белдемесі; 4-шудан қорғайтын қаптама; 5-СМЖ-425 ленталық қоректендіргіші; 6-центрифуганың электр қозғалтқышы; 7, 9- центрифуга роликтері; 8-сақтандырғыш арқалығы; 10-жақтау (рама) .
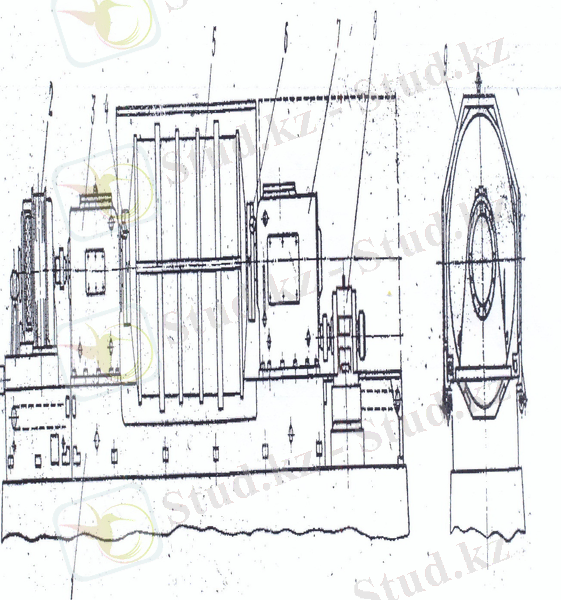
3-сурет. Осьті центрифуга
3. 2. Технологиялық схеманы жасау
Арынды құбырларды виброгидропресстеу әдісімен дайындау схемасы
Бетон төсегіш
Қалыпты орнату және босату Бетонды төсеу және нығыздау
Бойлы арматураны төсеу және керу Көпірлі кран
Бүйірлік жігерлі сақиналарды орнату Қалыпқа құйылған бетонды пресстеу және ылғал жылумен
өңдеу бекетіне апару
Арматураның орама қаңқасын орнату Бетонды қалыпта гидропресстеу
Бойлы тігісті матамен жапсыру Ылғал жылумен өңдеу
Қалыптың бойлы бөлшегін жинау Көпірлі кран
Қалыптың бөліктерін майлау Құбырды қалыптан босату
Пішіннің бөліктерін тазалау Суда қосымша қатайту
Кең балақты нормалау үшін орнату
Көпірлі кран
Құбырды гидравликалы тексеру үшін орнату
Дайын өнім қоймасы
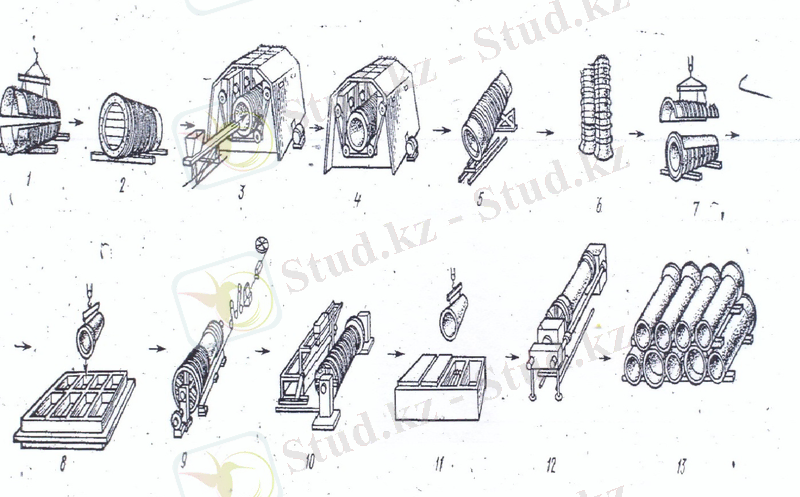
4-сурет. Қысымға төзімді темірбетон құбырының өндірісінің технологиялық схемасы.
1 - қалыпты жинау; 2 - арматураның созылуы; 3 - қалыпқа бетон араласпасын беру; 4 - центрифугада нығыздау; 5 - қалыптағы бұйымды домалатып жылжыту; 6 - өзектердің булануы; 7 - қалыптарды шешу; 8 - өзектердің ваннада ұсталуы; 9 - жоғарыберіктікті сымның құйылуы; 10 - қоғау қабатының салынуы; 11 - қорғау қабатының жылуылғалды өңделуі; 12 - құбырлардың гидросыналуы; 13 - дайын өнім қоймасы.
3. 3. Зауыттың жұмыс істеу режимі
Үлкен қысымды, арынды темірбетон құбырларды виброгидропресстеу әдісімен өндіреді. Бұл әдіспен диаметрі 500 . . . 1600 мм құбырларды қалыптайды. Мұндай құбырларды дайындау үшін, диаметрі 600 . . . 900 мм құбырларға арналған екі жартыдан тұратын және диаметрі 1000 . . . 1600 мм құбырларға арналған төрт сегменттен тұратын қалыптар қолданады. Құбырлар бөлшегі өзара гидропресстеу кезінде құбыр бөлшектерін ажыратуға және шиыршықты арматураны қатайтуға мүмкіндік беретін серіппе (демпферлі) бұрандамамен қосылады. Сонымен қатар арнайы құрылымды өзекше бар. Өзекше арасында қуысы бар өзара қосылған екі қабырғадан құрылады. Ішкі қабырға тұтас, сырты тесік. Өзекшеге резеңке қап кигізеді. Гидропресстеу кезінде өзекшенің сақиналы қуысы қысыммен сумен толтырылады, тесікті қабырғаның саңылауынан өтеді. Резеңке қапты тартады және бетонды пішінде пресстейді.
Орама қаңқаны қырнауыш білдегінде диаметрі 3 . . . 8 мм, адымы 14 . . . 20 мм болатын арматурадан жасайды және де бойлы өзекті кеседі және бастиектерді түсіреді.
Дайындалған қалыпқа орама қаңқаны орнатады, сосын қалыптың бүйіржағына тірек сақиналарды бекітеді, саңылау арқылы бойлы арматураны өткізіп қатайтады.
Жиналған қаңқаны төменгі тірек сақина саңылауына парафинмен өңдеу бекетіне қояды. Сосын қалыпты өзекшеге кигізеді, өзекшені ортаға дәл келтіретін сақинамен белгілеп, қалыпқа келтіру бекетіне тасымалдайды. Қалыпқа келтіру бекетінде қалыпқа ілулі дірілдеткіш және қалыптау виброконус орнатады. Қалыптаудан кейін дірілдеткіштер мен виброконусты шешіп қалыпты гидропресстеу және жылумен өңдеу бекетіне береді. Керекті беріктікті алғаннан кейін өзекшеге 30 мин ішінде судың қызуы 60 . . . 70 °С болатын 2. . 3 МПа-ға дейін қысым беріледі. Жылумен өңдеу 5 . . . 7 сағ ішінде өзекше қуысына брезент қаппен бу жіберу жолымен жүзеге асырады. Жылумен өңдеп болғаннан кейін қысымды алады, суды айдап шығарып жүйені вакумжүйеге қосады және резеңке қапты бұйымнан үзеді. Дайын құбырлар бетонға шамалап күш беріп қалыптан босатылады, гидросыналады және дайын өнім қоймасына жіберіледі.
Темірбетон құбырлары арынсыз және арынды құбырлар болып екі түрге бөлінеді. Диаметрлері 400+2400 мм-ге тең 6482-79 МемСТ бойынша зауыттарда жасалынады. Темірбетон ағынды құбырлар вибрациялы және конструкциялы болып ішкі қысымы 0, 2-ден 1, 5 МПа-ға есептеледі және арынды құбырлар мен дюкерлер жатқызу үшін қолданылады
Қысымға байланысты құбырларды тасымалдау бойынша тегеурінсіз
және төзімді деп екі түрге бөлінеді.
Тегеурінсіз бетонды немесе темірбетонды құбырлар тегеурінсіз құбырларқұрылысына арналған.
Тегеурінсіз құбырларға 0, 05 МПа қысымда бақылау жасайды.
Қысымда төзімді құбырларды үш класқа топтастырады: I - 1, 5 МПа
қысымды; II -1 МПа қысымды және III -0, 5 МПа қысымды. Қысымға төзімді
құбырларға 1, 8; 1, 2 және 0, 6 МПа қысымға сәйкес бақылау жүргізіледі.
Тегеурінсіз құбырлар кәдімгі арматуралы бетонды және темірбетонды
болуы мүмкін. Тегеурінсіз құбырларды горизонтальді немесе вертикальді қалыптарда және центрифугтарда дірілнығыздауды қолдану арқылы дайындайды, төменгі қысымға төзімді құбырларды - центрифуга арқылы, ал қысымға төзімді құбырларды - үшсатылы центрифуга технологиясы бойынша дайындайды.
Бетонды және темірбетонды құбырлар арзандылығымен және ұзақтылығымен ерекшеленеді.
Бетонды және темірбетонды құбырлардың тегеурінсіз құбыр ретіндегі қызметтік уақыты 80 . . . 100 жылды құрайды, ал қысымға төзімді құбырлар - 75 . . . 80 жыл, сонымен қатар металды құбырлар 30 жыл қызмет көрсетеді. Тегеурінсіз бетонды құбырларды ( МемСТ 200054 - 74 ) диаметрі 100-ден 1000 мм-ге дейін шығарады, ұзындығы 1000-нан 2000 мм-ге дейін болып келеді, тегеурінсіз темірбетон құбырларды ( МемСТ 6482 - 79 ) - диамерті 400-ден 4000 мм-ге дейін, ұзындығы 5000-нан 3000 мм-ге дейін шығарады, ал қысымға төзімді темірбетон құбырларды - диаметрі 500-ден 1600 мм-ге дейін, ұзындығы 5000 мм-ге дейін шығарады.
Темірбетон құбырын мынадай салдар бойынша өндіреді (4-сурет) : ең алдымен үшқабатты центрифугалы әдіс бойынша алдын ала кернелген бетон өзегін ( сердечник ) дайындайды. Содан кейін бұйымды булайды.
Бірқабатты центрифугада қысымның ықпал етуімен, бетон қоспасынан артық суды алып тастайды.
Көпқабатты құбырларды қалыптағанда әрбір бетон қоспасының қабатын бөлек нығыздайды; пайда болған кеуектерді келесі қабатпен жабады және қысымға төзімді құбырдың жоғарғы суөткізбеушілігін қамтамасыз етеді.
Осындай әдіспен қалыпталған құбырлар 2, 4 МН/м 2 дейін гидравликалық қысымды ұстап тұра алады.
3. 4. Зауыттың қуаттылығын есептеу
№
п/п
Қолданылған
қондырғылар коэффиценті
Қондырғыларды жөндеу
қызметі
С - тәуліктегі жұмыс сағатының саны.
Ф рас =303*2*8*0, 9=4363, 2 сағат
Ф рас =303*8*0, 9=2181, 6 сағат
Жылу ылғалдылық өңдеу режимін есептеу
Жылу ылғалдылық режимін есептеу жылу тасымалдағыш температурасымен сипатталады. Жылулық өңдеу қондырғылары үшін өңдеу ұзақтылығы қыздыру уақытымен ( ґ 1 ), изотермиялық ұстасу ( ґ 2 ), және салқындату ( ґ 3 ) бойынша анықталады.
ґ =ґ 1 + ґ 2 +ґ 3 , ч (3. 4. 1)
ґ =2+8+2=12 ч
ґ 1 , ґ 2 , ґ 3 - НИИЖБ нормативтік көрсеткіштермен анықтайды, сағат.
ґ - жылулық өңдеу циклының жалпы ұзақтылық, сағат.
Жылулық өңдеу кезіндегі изотермиялық тұрғызу температурасын: шұңқыр камералар - 90°С.
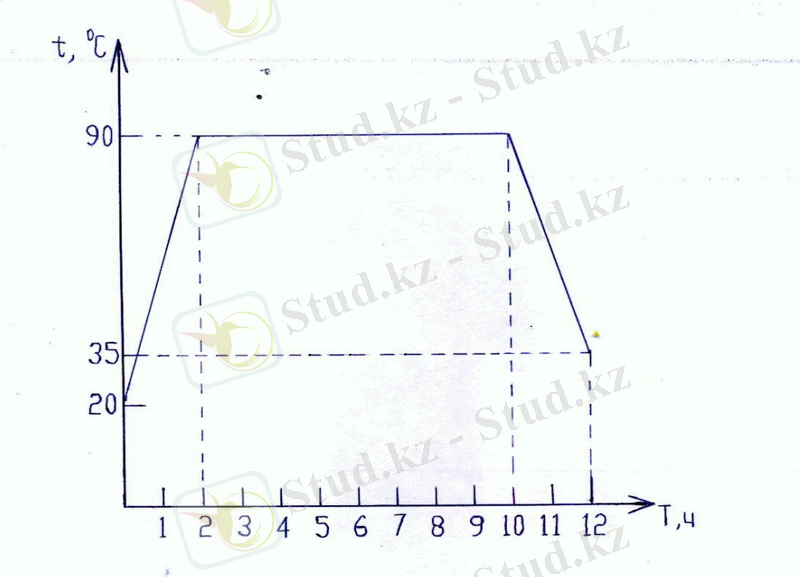
3. 4. 1-сурет
«Жылулық өңдеу кезіндегі уақыттың температураға қатынас графигі»
Бұйымды жылу ылғалдылық өңдеу режимі
А) Шұңқыр камералар үшін жұмыстық ұзындық L к төмендегі формуламен анықталады:
L к = l ф n+(n+1) а, (3. 4. 2)
Мұнда l ф -бұйыммен қосқанда қалыптың ұзындығы, м;
n-ұзындығы бойынша қалып саны. Егер бұйымның ұзындығы 4 м көп болса, п 1 деп қабылдаймыз.
а=0, 1-0, 2- камера қабырғасы мен қалып арасындағы қашықтық, м
L к =6, 2*2+(2+1) 0, 2=12, 4 м
Камера ұзындығы 13 м деп қабылдаймыз.
Б) Камера енін В к төмендегі формуламен анықтайыз:
В к =вn 1 +(n 1 +1) а, (3. 4. 3)
Мұнда В к -бұйыммен қосқандағы қалып ұзындығы, м;
n - ені бойынша қалыптар саны. Егер бұймның ені 2 м көп болса, n 1 мағынасы 1 деп қабылдаймыз.
В) Камераның биіктігін Н к анықтаймыз:
Н к =(һ ф +һ 1 ) n 2 +һ 2 +һ 3 , (3. 4. 4)
Мұнда: һ ф - бұйыммен қосқандағы қалып биіктігі, м;
n 2 - камера биіктігі бойынша қалып саны, дана;
һ 1 =0, 03-0, 10- қалыптар арасындағы қашықтық, м;
һ 2 =0, 15-0, 2- қалыптың төменгі жағы мен камераның түбі арасындағы қашықтық, м;
һ 3 =0, 15-0, 10 - қалыптың жоғарғы жағы мен камера қалпағы арасындағы қашықтық, м.
Н к =(0, 3+0, 05) *5+0, 2+0, 1=2, 05 м
Камера биіктігін 2, 5 м деп қабылдаймыз.
Бір шұңқыр камера 20 бұйым қабылдайды, зауыттың қуаттылығы 16500 бұйым. Шұңқыр камералар санын төмендегі формуламен есептейміз:
N к =N к. и /П и (3. 4. 5)
Мұнда, N к. и - тәуліктегі зауыт қуаттылығы, дана.
П и - 1 шұңқыр камерадағы бұйым саны, дана;
N к =16500/20=825
4 шұңқыр камерасын қабылдаймыз.
3. 5. Шикізаттар мен жартылай фабрикаттар
(3. 5. 5-кесте) . Цехқа керекті шикізат пен жартылай фабрикат
3. 6. Негізгі техникалық, көліктік қондырғыларды таңдау және есептеу
Бұйымдарды жылумен өңдеуге арналған периодты жұмыс атқаратын камералар жабық жылу жүргізілетін орындарда тасымалдауға арналған камера құрылымы келесі шарттар есептеледі:
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz