Пластмассаның сапасын квалиметриялық бағалау

Жұмыс түрі: Курстық жұмыс
Тегін: Антиплагиат
Көлемі: 34 бет
Таңдаулыға:
Қазақстан Республикасының Білім және Ғылым министрлігі
Л. Н. Гумилев атындағы Еуразия ұлттық университеті
Көлік-энергетика факультеті
Стандарттау, сертификаттау кафедрасы
«Квалиметрия» пәнінен
Курстық жұмыс
Тақырыбы: «Пластмассаның сапа деңгейін бағалау»
Тапсырған: Бижанова М. Ж.
СиС-33 тобының студенті
Қабылдаған: т. ғ. к.
Ахмедьянов А.
Астана - 2012 жыл
ГЛОССАРИЙ
Квалиметрия (qualis латынша - сапасы бойынша қандай және . . . метрия) - түрлі объекттердің сандық сапасын бағалау әдістерін біріктіретін ғылыми облыс. Квалиметрияның негізгі міндеттері: өнім мен қызметтің сапасын сипаттайтын номенклатура көрсеткіштерін негіздеу, жобалау кезінде бұйымның сапа көрсеткіштерін анықтау тәсілін жасау, бұйымның сапа деңгейін ықшамдау, түр-өлшемін және оның парметрлік қатарын ықшамдау, сапаның жалпыланған көрсеткіштерін құру принцинін жасау және олардың стандартизация мен сапаны басқару есептерінде қолдану жағдайын негіздеу.
Сапа ұғымы қолданылатын кез-келген объект квалиметрияның объектісі бола алады. Бұл оқу құралында мұндай объектілер шеңбері өнім өндіру және қызмет көрсетуге байланысты объектілермен ғана шектелген. Және де кез-келген өнімдермен емес, тек қана өнеркәсіптік өнімдермен, дегенмен айта кететін жәйт өнеркәсіптік өнімдерге қатысты қолданылатын көптеген әдістер мен тәсілдер ауылшаруашылық өнімдеріне де, атап айтқанда табиғат өнімдері, демек табиғат өндіретін - саңырауқұлақ, жидек, жабайы өнімдер, дәрілік шөптер, балықтар мен құстар және т. б. қолданылуы мүмкін.
Квалиметрия объекттері.
Өндірістік процесс - еңбек адамдарының және саймандарының барлығының әсерлерінің жиынтығы, осы кәсіпорында қажетті өнім жасау және жөндеу үшін - ГОСТ 14. 004-83
Ескерту. Стандарттардың аттары негізгі басының аяғында келтірілген.
Технологиялық жабдықтаулар құралдары - өндірістегі технологиялық процесс жүзеге асыру үшін қажетті саймандардың жиынтығы, - ГОСТ 3. 1109-82.
Технологиялық жабдық - технологиялық процесс нақтылы бөлік орындау үшін материалдар жайласқан технологиялық жабдықтау құралдары ГОСТ3. 1109-82.
Технологиялық жабдық - технологиялық 11 процесстегі нақтылы бөлікті орындау үшін технологиялық жабдық толықтырысатын технологиялық жабдықтау құралдары.
Еңбек заттары (өндіріс заттары) - заттар немесе жабдықтар, яғни еңбек бағытталған барлық объекттер (шикізат, материалдар, дайын өнімдер, жартылай дайын өнімдер, бұйымдар және олардың бөліктері) .
Еңбек - адамдардың қайта өңдеу, өрнектеу немесе еңбек заттары күйлерін анықтау және өңдірістік үдірісте еңбек құралдарын қолданумен немесе өздігінен іске асыру.
Өнім - еңбектің тағайынды қоғамдық немесе дербес қажеттіліктің қанағаты үшін нақты өндірістік үдерісте алынған арнаулы материалдық нәтижесі. Өнімнің мынадай анықтамасы ИСО/ОПМС 9000:2000 "Сапа менеджмент жүйесі. Негізгі жағдай және сөздік" "Өнім - үдерістің нәтижесі (п. 3. 4. 2. ), "Үдеріс -нәтижесінде материалдық және материалдық емес нысандардың осы үдеріс үшін бастапқы өзара байланысты және өзара қозғалысты әрекет түрлерінің жиынтығы" (п. 3. 4. 1. ) халықаралық құжатына үйлеседі.
Бұйым - сандық жағынан бір данада санала алатын, өнеркәсіптік өнімдер бірлігі - ГОСТ 15895-77.
Материал - бұйымдар жасауға қолданылатын, еңбектің бастапқы заты - ГОСТ 3. 1109-82.
Қызмет - қолайлылылық беру мақсатымен немесе біреуге көмек берумен іске асатын процесстер немесе әрекеттер (өнім өндірудегі, қаржы, басқару, денсаулық сақтау, мәдениет, білім, мәлімет, байланыс қызметтері және т. б, көлік, коммуналдық, әлеуметтік, дербес қызмет, жөндеу, техникалық қызмет көрсету, жинау, сақтау, сауда, жалдау, зерттеу, делдалдық және т. б) .
Технологиялық әдіс - бірізділік және қалыптасуды орындаудағы әрекет мазмұны, орын ауыстыру, өңдеу және құрастыру, техникалық бақылау, техникалық процессте бұйымды сынау, типөлшемі және бұйымды орындау ережелерінің жиынтығы. - ГОСТ 3. 1109-82.
Программалық өнім - программалық және (немесе) математикалық, алгоритмдік есептеуіш техниканы қамтамасыз ету құралдары.
Ғылыми өнім - ғылыми зерттеулердің және өңдеулердің материалдық емес нәтижесі (ғылыми тұжырымдама, әдістеме, ұйымдастыру жүйесі және т. б. ) .
Шығын бұйым - бұл үздіксіз шамалар көмегімен саналатын өнеркәсіптік өнімдер бірлігі. (килограмм, метр және т. б. ), бірақ ол арнайы өндірістік қаптамада шығарылады. Әрбір қаптама (қорап, шөлмек, канистра, катушка және т. б) өзінің шығын бұйымын көрсетеді. Шығын бұйымдардың мысалдары :қораптағы кофе молотый, шөлмектердегі сусындар, канистралардағы жанармай, катушкалардағы сым.
Бөлшек - бұл кәсіпорын жасап құрастырушы операцияларды қолданбай, біркелкі аталуы және марка материалы бойынша жасалған бұйым. Мысалы, болт, төлке, белдікше. Құрастырушы бірлік - құрастырушы операцияларымен құрама бөліктерін өзі арасында қосуға жататын бұйымдар (құрастыру, бұрап алу, клепколар, жабыстыру, тігу және т. б. ) . Мысалы, автомобиль, станок, компьютер, шарикті ручкалар.
Комплект - кәсіпорын-жасап құрастырушы операциялармен қосылмаған және қосалқы сипаттағы ортақ қолдану тағайындалуы болатын екі немесе одан көп бұйымдар. Мысалы, автомобиль қор бөліктер комплектісі, өлшеу аппаратуралар комплектісі.
Бөлшектер айрықшаландырылмаған бұйымдар, яғни құрама бөліктері жоқ бұйымдар.
МАЗМҰНЫ
Глоссарий 2
Кіріспе 5
Аннотация 6
- Пластмассаның қолданылу аясы мен жіктелуі. Тағайындалуы 7
- Пластмассаны алу технологиясы 13
- Пластмассаның сапа көрсеткіштерінің номенклатурасын таңдау 16
- Сапаның базалық көрсеткіштерінің номенклатурасын таңдау 17
- Пластмассаның сапа көрсеткіштерінің мәнін анықтау әдісін таңдау 19
- Пластмассаның сапа деңгейінің әдісін таңдау 22
- Пластмассаның сапа деңгейін бағалау әдісі 23
- Пластмассаның сапасын төмендететін факторлар 26
- Пластмассаның сапасын жақсартуға негізделген ұсыныстар 27
- Қорытынды 28
- Қолданылған әдебиеттер тізімі 29
Қосымша 30
КІРІСПЕ
Бұл курстық жұмыста сапалық бағалау обьектісі болып пластмасса табылады, ол ең көп таралған жасанды, табиғатта жоқ және соның әсерінен химиялық жөндеуден өту арқылы алынатын материал.
Жұмысты орындау барысында мен пластмасса өндірісінің классификациясын, технологиясын үйреніп, тереңірек білгім келеді. Өнімнің сапасын бағалау әдісін анықтау керек болады. Содан кейін пластмассаның сапалық көрсеткішіне сандық мінездеме беру. Қорытындылай келе, өнімнің сапасының төмендеуіне әсер ететін факторларды анықтап және пластмассаның сапасын арттыру мақсатында ұсыныстарды айқындау қаралады. Осы жұмыстағы барлық материал пластмассаның құрылыс саласындағы жаңа жетістіктерге сүйеніп, қайта жасау ерекшеліктері мен классификациясына сай жиналған.
Осы белгіленген этаптардан өте отырып, мен квалиметрия пәнінің негізгі бөлімдерін танып, үйренемін деп ойлаймын.
АННОТАЦИЯ
Қазіргі уақытта біздің қол астымызда синтетикалық заттардың кең ауқымды түрлері бар, тіпті мамандардың өзі оның барлық жағынан қамтып шығуы екі талай. Біздің ғасырдың екінші жартысында ғана пластмасса деп аталып кеткен «жасанды органикалық материалдар ғасыры» аяқ басты.
Қазіргі заманғы экономиканың нарықтық шаттарына бұйымның бәсекеге қабілеттілігі ең басты шарттардың бірі болып келеді, сондықтан да өнім барлық стандарттарға сай келуі керек.
Пластикалық массалар (пластмассалар, пластиктер) - өңдеу кезінде илемді болып, бұйымды қалыпқа келтіруге мүмкіндік беретін полимерлер негізінде алыгатын материалдар. Қазіргі техника бұйымның күрделі конфигурациясы мен конструкцияланған материалдар болуын талап етеді. Полимерлі материалдар осы бағыттағы көптеген мәселелерді шеше алады. Қазіргі уақытта пластмасса өндірісінде және қолданысында пластмассалардың жоғары құрылымын конструкциялық материалдар ретінде алуға негізделген үлкен жарылыстар күтілуде. Пластмассалар қатты немесе жұмсақ, тығыз немесе жеңіл бола алады. Пластмассаның көп бөлігі алмасты және басқа металл түрлерін атмосфералық коррозияға, түрлі қышқылдар, сілтілер, тұздар, еріткіштер әсеріне төзімділігімен оза алады. Пластмассалардың маңызды ерекшелігі шикізат көзінің қол жетімділігі мен өндірудің оңайлығында.
- ПЛАСТМАССАНЫҢ ҚОЛДАНЫЛУ АЯСЫ МЕН ЖІКТЕЛУІ. ТАҒАЙЫНДАЛУЫ
Адамзат ХХ ғасырда синтетикалық революцияны бастан өткерді. Оның бір элементі сөз жоқ пластик болды. Өткен ғасырдың басында пластик және одан жасалған бұйымдар мүлдем болмады, тіпті ең ұсақ заттардың өзі қазіргі «шектеулі» материалдардан жасалатын, ал қазіргі кезде тіпті елестетудің өзі қиын. Пластик аз уақыт ішінде көптеген материалдардың орнын басты, себебі оның өндірісі тиімді саналды, ал бұйымдар арзан әрі іске асымды.
Жаңа конструкциялық материалдар ішінде көрнікті орын пластмасса және синтетикалық шәйірге тиісілі. Пластикалық массалар деп - табиғи және синтетикалы. Полимерлер негізінде алынатын бейметалл материалдарды айтады.
Машина өндірісі пластмасса мен резина қолданысынсыз жүрмейді. Олар жеткіліксіз(дефицит) түсті металл ретінде, сонымен қатар орны ауыстыруға келмейтін ерекше құрылысты материал ретінде де келеді. Осымен-ақ, пластмассаның машина детальдерінің алып номенклатурасын дайындауда кең қолданылады. Пластмассаны қолдану машинаның сапасын арттырады және құрылғылардың салмағының аз болу әсерінен сыртқы көрінісі жақсарады, түсті және қара металлды үнемделеді. Әсіресе түсті металдардың(қорғасын, мыс, цинк, латун, қола) және легірленген алмастың орнына пластмасса қолдану тиімдірек. Қолданылуы, мысалға электротехникада 1т эпоксидті шәйір 4т мысқа қарағанда үнемдірек.
Пластмассаны алу үшін қолданылатын арзан табиғи ресурстарға жататын: тас көмір өндірісіндегі қалдық өнімдер, мұнай, табиғи газ және т. б. Пластмасса өндірісіне түсті металл өндірісіне қарағанда күрделі жұмсалымдар біршама аз кетеді.
Шәйір пластикалық массаның негізі болып саналады - органикалық тектің жоғарымолекулярлы қосылысы. Шәйір таза күйінде аз қолданылады.
Егер ХІХ ғасырда пластмасса тек қымбат, әрі сирек материалдың ғана орнына қолданылатын болса - піл сүйегі, кәріптас, перламутр, ал біздің ғасырдың басында оларды ағаштың, металлдың, фарфордың орнына да қолдана бастады. Қазіргі кезде пластмассаны «орын басушы» ретінде атауға болмайды. Көптеген жаңа пластмассалар өздерінің құрылымдарымен табиғи материалдарды басып озады. Олардың көпшілігі соншалықты бағалы сапалы келеді, олардың аналогтары табиғатта да кездеспейді. Пластмасса өндірісі металл өндірісіне қарағанда тез дамиды.
Осылайша, 1990 жылдардың ортасында жаңбырдан кейін қаптаған саңырауқұлақтар сияқты биопластиктың ойлап табылғаны жөніндегі әлемді дүр сілкіндірген жаңалығы -әр түрлі микроорганизмдер әсерінен таралатын табиғи крахмалдан жасалған пластик . Бірақ та біздің күнделікті өмірімізге оның ауқымды мөлешерде енуі жөнінде тіпті сөз де болмады - биопластиқтың өндірісі қымбат ләззат болды. Соған қарамастан жаңа ғасырдың басталуы жағдайды түбегейлі бейнемен өзгетті. Ғалымдар биопластиқтың өндірісінің өзіндік құнын төмендетуді тапты және жуық арада оның өндірісі әдеттегі пластиқтан сапалы болатынын бекітті. Сонымен қоса, кейбір мамандар пластик коммерциялық өндірістің құнын басады деп есептейді.
Пластмассаларды қолдану аймағы
Әлемдік пластмасса өндірісінің үштен екі бөлігі массалық өнімдерді құрайды: полиэтилен, поливинилхлорид және полистирол. Негізгі қолдану аймағы - бұл құрылыс, медицина, ораушы, машина жасау саласы, электротехника, транспорт. Олардың кең өріс жаю себебінің ең бастысы салыстырмалы арзан бағасы және өндіру оңайлығы, тек екінші ретте, қымбат бағалы арнайы заттардың құрылымдарына жол беретін құрылымды болуы.
Пластмасса көбіне құбырлар құрылысында маңызды рөл атқарады, себебі бұл жағдайда коррозиямен мәселелер болмайды . . . Шыны талшықтармен күшейтілген құбырлар 15 бар қысыммен газ және коррозия тудыруға белсенді химиялық заттарды тасуға жарамды. Осындай мақсатта поливинилхлорид, полиэфирлер, полибутен, полиэтилен және полипропилен қолданылады. Құрылыста ең көп үлесті салмақ еден дайындауға қолданылатын полимерлі материалдарға түседі. Ал жылу және дыбысоқшаулағыш ретінде құрылыста кең қолданылатын пеноплаттар(пенополисирол, пеноуретан және т. б. ) . Пластмассаны жамылтқы материал ретінде қолдану ауқымы кеңеюде. Құрылыста қолданылатын барлық пластмассалардың маңызды бөлігі сантехника өндірісіне(полиэтиленнен жасалған құбырлар, әйнек-пластикалық ванна және т. б. ) кетеді. Жиірек қолданылытындар пластмассалар және түрлі модификатталған полистиролдар.
Пластмассалар спорттық индустрияда кең қолданылады, мысалға олар тұғырдан секіру спорт түрінде кездеседі: тұғырдың өзі, әрі спортшыларды түрлі жарақаттан қорғаушы матрастар да пластмассадан жасалады. Қазіргі уақытта пластмассадан спорттық аяқ киімдердің барлық түрі жасалады, сонымен қатар пластмасса спорттық инвентарь дайындауға пайдаланылады. Пластмасса спорттық алаңшалар мен стадиондарды безендіруге қолданылады. Шөптің орнына пайданылатын материалдар бар, олар ірі стадиондар мен теннис алаңы үшін арналады. Олардың бір қарағанда шын газоннан айыра алмайсың, тапалуға төзімділігі жағынан кәдімгі шөпті басып озады. Синтетикалық «шөптер» су өткізбейді, суық пен ыстыққа төзімді, тапталып қалмайды және шірімейді.
Медицинада түрлі полимерлі материалдарды қолданады: каучук пен резина, шәйір, пластикалық массалар. Жоғары молекулалық қосылыстар химиясының жеткен жетістіктері негізінде табиғатта кездеспейтін алдын ала берілген құрылымды материалдар алуға болады. Мономерден алынған синтетикалық полимерлі бұйымдарды алу поликонденсация және полимеризация қолдану арқылы орындалады.
Пластмасса классификациясы
Жоғары молекулярлық қосылыстар классификациясы түрлі ерекшеліктер бойынша өндіріле алады, структура және бұндай қосылыстың негізгі құрылымдар мен осылардың негізінде алынған композициялар жөніндегі құнды ақпараттар алуға мұмкіндік беретін білім.
Синтетикалық материалдар органикалық заттың синтезімен алады. Бұндай материалдарға пластмасса, үлдірлер және талшықтар, резины, желімдер, герметиктер, бояулар, лақтар жатады. Синтетикалық материалдың құрамы полимердің физико-механическалық көрсеткіштерімен анықталады. Барлық полимерлер молекуланың ылғи кең өлшемдерімен ажыратылады. Полимердің молекуласының пішіні мүмкін линиядағы(нитевидной) немесе торлы.

Пластмассалар бөлінеді:
- Макромолекулар құрылымына қарай:
- Сызықтық
- Тармақталған
- Торлы кеңістіктік
Макромолекулалардың сызықтық полимерлері ұзындығы 1, 27-10 Å (0, 127 мм) болып келетін ұзын бұраңды (зигзагобразные) цеп түрінде келеді.
Тармақталған пластмассалар бүйірлері тармақталған макромолекулардан тұрады, саны мен ұзындығы шексіз мәндер қабылдай алады.
Торлы пластмассалар үш өлшемді торлармен көлденең химиялық байланысқан ұзын цептерден тұрғызылған.
Кез келген полимер молекулалық массасына қарай бір түрлі болмайтынын айта кеткен жөн, яғни полимерде өте үлкен молекулалармен қатар орташа және кішкене өлшемдегілер де кездесуі ықтимал.
- Дайындауға алу әдісіне қарай:
- Полимерлеу
- Поликонденсациялау
Полимерлеу кезінде мономер молекулалары бір бірімен қосымша өнімдерді белгілемей-ақ ұзын цептің молекулалар арқылы қосылады. Мысалы, этилен (мономер) жоғары температураның және қысымның әсерінен молекулалары көп қайтара қайталанатын мономер-этиленнен (-СН2-СН2-) n тұратын полиэтиленге айналады (полимер) . Егер құрылысы әр түрлі екі немесе одан да көп мономерлер саны полимерленетін болса, онда бұл процесс сополимерлену деп аталады.
Полимерлеу мен құрылымы бірдей немесе әр түрлі молекулалар қосылысы қарапайым төменгі молекулярлық өнімдердің ерекшелуімен қоса берілетін полимерді алу процесі шартты түрде өзгеше келеді. Мысалы, дикарбондық қышқылдардың диаминдермен поликонденсациялану кезінде полиамидтер алынады.
- Қыздыруға қатысына қарай:
- Термопластикалық(термопласттар)
- Термореативтік(реактопласттар)
Белгілі бір температураға дейін қыщдыру кезінде термопласттар түпкі химиялық өзгерістерге ұшырамайды. Олар көрсетілген температура интервалында көп қайтара қыздырыла алады, ал кейін бастапқы қалпына қайта оралады. Термопласттар молекулалары әдетте сызықтық келеді. Термопласттар тобына кіреді: полиэтилен, полипропилен, полиамидтер және жасанды полмер - целлулоид болды, табиғи целлюлозаның қайта өңделу арқылы алынды.
Реактопласттар температураның әсерінен макромолекулалардың бір бірімен көлденең химиялық байланыстармен қосылып, нәтижесінде үш өлшемді тор құратын, қайта қалыпқа келмейтін күйге ұшырайды.
Реактопласттан жасалған бұйым қыздыру кезінде жұмсармайды және қайта қалыпқа келмейді. Реактопласттарға фенолформальдегидті шәйір, аминопласттар, эпоксидті шәйір, полиуретан жатады.
- Агрегатты күйіне қарай:
Полимерлік заттар тек сұйық немесе қатты күйге ғана болады және газ тәрізді күйге өтпейді. Пластмассалар аморфты және кристалдық күйде де бола алады. Егер молекулалар шатасқан және белгілі ретте болмаса, полимер аморфты күйде болғаны. Макромолекулалар бағытталған аймақтарда олар кристалдық күйде болады. Көптеген пластмассалар қайнай жағдай болмасын кристалдануға екемделмейді. Кристалдық пластмассалар толық кристалған болып келмейді, әдетте олар аморфты күйде болады.
- Толықтырушы түрлеріне қарай пластмассалар келесі топтарға бөлінеді:
- Толықтырылмағандар(қосылыссыз таза шәйір негізінде)
- Композиционды(түрлі қосылыстардан тұрады) : газбен толықтырылған, қабатты пластиктер, ұнтақ түрлі.
Композициялық пластмассалар байланыстырушыдан басқа, толықтырушы және басқа да қосымшалардан тұрады. Толықтырушы түріне байланысты оларлы прессұнтақ, талшықты, қабатты және газбен толтырылған пластмассалар түрінде шығарады. Талшықты толықтырғыш түріне қарай пластмассалардың түрлі атауы болады: волокнит, стекловолокнит (әйнек талшықтарынан), ас-боволокнит (асбест талшығынан), текстоволокнит ( текстильді қималардан) .
Қабатты пластиктер термореактивтік шәйірмен сіңдсүйекті шпонның, қағазды, маталар және стеклоткани жоғары температурада пресстелумен алынады.
Газбен толтырылған пластмассалар жоғары температураның әсерінен қуыс тудырушыларды енгізу арқылы алынады. Оларды пенопласттар немесе поропласттар деп атайды. Пенопласттар аз көлемді салмаққа ие және ашық немесе жабық қуысты болып келеді. Пенопласттар түрлі шәйір негізінде дайындалуы мүмкін: феноло-альдегидтік, полистирол, полиуретан. Шәйір түрі, қуыс дәрежесі және мінездемесі газбен толтырылған пластмассалар құрамын анықтайды.
- Қолданылуына қарай пластмассалар бөлінеді:
- Күштік
- Конструкционды
- Фрикционды
- Электроизоляциялаушы
- Күштік емес
- Оптикалық мөлдір
- Химиялық ұстамды
- Жылу изоляциялаушы
- Көмекші

2. ПЛАСТМАССАНЫ АЛУ ТЕХНОЛОГИЯСЫ
Полимерлі материалдар айтып өткендей технологиялық қасиетімен ерекшеленеді. Олар әр түрлі әдістермен бұйымға айнала алады. Сондай бола тұра, айналу параметрлері (температура және қысым) металл, әйнек және керамика дайындауына қарағанда әлдақайда төмен. Оның жұмыс істеуі мен режимі полимер түрі мен алынатын бұйым типімен анықталады.
Пластмасса өндірісінің жалпы схемасы дәстүрлі процесстерді қамтиды - мөлшерлеу және полимерлік композицияларды дайындау, бұйымды қалыптау және олардың қалыптарын тұрақтандыру(стабилизация) және физико-механикалық құрамдары (1-схема) .
1-схема : пластмасса өндірісінің жалпы схемасы
Пластмасса өндірісінің технологиясы арзан және жылдам процесс болып табылады, қымбат тұратын металлдардың орнын басуға мүмкіндік береді.
Композицияларды дайындау қоспалаушыларда түрлі жүйелерді тудырады. Полимерлік композицияларды дайындаудың ерекше кең қолданылатын әдісі біліктеу (вальцевание) болып табылады.
Біліктеу - саңылауда қыздырылатын дестелер (валка) аралығында масса қажалатын, қарама-қарсы бағытта айналатын операция(1-сурет) . Біліктеу қоспаның компоненттерін бірқалыпты араластыруға мүмкіндік береді. Көп мәрте массаны полимер дестесі арқылы өткізу термомеханикалық әсер нәтижесінде пластично-вязкое күйге өтеді. Бұл процесс пластикация деп аталады.
Температураға байланысты механохимиялық процестер әсерінен алынатын макрорадикалдарды біліктеу қатерсіздендіру полимердің молекулярлық массаның төмендеуіне әкеледі, немесе қайта әрекет жасайды.
Экструдирлеу - шнектелген прессте (экструдерде) қыздырылған массалар араласуы гранул түріндегі жартылай фабрикатты қалыптау массаның тор арқылы кезекті қысылуымен (бұндай экстудер гранулятор деп аталады) .
Бұйымдарды қалыптау. Қалыптау әдісін таңдау алынатын өнім негізіне байланысты. Осылайша, парақтық материалдар әдетте каландрда қалыптанады, құбырлар мен погонаждв профильді , бұйым данасы негізінде қысым арқылы құйылумен қалыптанады.
Каландирлеу (каландрирование ) - пластикалық қоспадан дайындалған төсемнің берілген қалыңдықтағы және ұзындықтағы қалыпқа келтіру процесі, қыздырылып жатқан полирленген десте арасынан бір рет өткізілу арқылы, сәйкесінше саңылауларының кішірейетін жолы. Г - образды және Z - образды каландрдың жұмыс схемасы -суретте көрсетілген. Каланрлеуді полимерлі үлбірлер (пленка) өндіреді. Жекелеген жағдайларда, линолеумның көп бөлігін вальцево-каландрлік әдіспен жасайды. Көпқабатты линолеум алдын ала қалыпқа келтірілген каландр үлбірлерде ыстық дублированиемен алынады: қорғаныстық, декоративті және астарлық. (5-сурет)
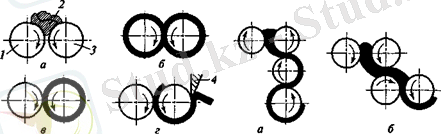
1-сурет біліктеу схемасы: а - масса жүктелуі, б - біліктеу, в - массаның бір дестеге айналуы, г - массаның валкадан ажырауы, 1, 3 - валки, 2 - вальцуемый материал, 4 - пышақ.
Экстузия - қалыпқа келетін саңылаулар арқылы қатайған массаны тоқтаусыз қысу, басу әдісімен профилирленген бұйымдар алу процесі. Экстузияны құбыр және погонажды бұйымдардан (плинтустар, раскладка, «сайдинг», терезелік профил) өндіріледі. Линолеумді қалыптауға арналған арнайы экструдерлер шығарылады. Экструдерде полимерлі үлбірлерді тігінсіз жең түрінде қалыптайды. Ол үшін құбырды қалыптайды, ішінде оны жіңішке үлбірге үрлеп тұратын ауа болады.
Құю машиналарымен қысыммен құю арқылы термопластикалық полимер (мысалы, санитарлы-техникалық құрылғылар, вентеляция торлары, ұсақ плиткалар) негізінде қоспадан күрделі конфигурациялы үлкен емес бұйымдар алынады. Гранулирленген жартылай фабрикат құю машинасынының цилиндрында тұтқырлы күйге жеткенше қыздырылады және плунжермен ажыраған қалыпқа салқындатылған сумен себіледі.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz