Пісіру негіздері: әдістері, құрал-жабдықтары және доға қасиеттері

ДӘРІС САБАҚТАРЫНЫҢ ҚЫСҚАША МАЗМҰНДАРЫ
1- дəріс
Тақырыбы: Пісіру туралы жалпы мəліметтер
Мақсаты: Пісіру процестері, техникалық белгілері, пісірудің негізгі түрлерінің қысқаша сипаттамалары, флюс қабаты астында автоматты доғалы пісіру, қолмен доғалы пісіру, газбен пісіру, электрқожды пісірулерді игеру.
Негізгі қарастырылатын түсініктер: Физикалық, техникалық жəне технологиялық белгілер, термиялық, механикалық, термомеханикалық топтар, электрқож, флюс қабаты, түйіспелі пісіру.
Дәріс сұрақтары:
- Пісіру түрлерінің жіктелуі
- Пісірудің негізгі түрлерінің қысқаша сипаттамалары
- Металдардың пісіру икемділігі туралы түсінік
Дәріс мазмұны:
Пісіру түрлерінің жіктелуі. Пісіру деп қатты материалдарды жергілікті балқыту немесе пластикалық деформация жасау арқылы ажырамайтын жалғас алу процесін айтады. Осының нəтижесінде пісірілетін материалдар атомдарының арасында берік байланыс орнайды.
Металдарды пісіру физикалық, техникалық жəне технологиялық белгілерімен əртүрлі топтарға бөлінеді.
Металдарды пісіруді физикалық белгілерімен жіктеу. Физикалық белгілерімен жіктеу пісіру жалғасын қалыптастыруға қолданылатын энергия түріне байланысты жасалады. Осы бойынша пісіру процестері үш топқа бөлінеді:
- термиялық;
- термомеханикалық;
- механикалық.
Термиялық топқа жылу энергиясын пайдаланып балқыту пісіру түрлері жатады: доғалы, электрон-сəулелі, электрқожды, плазмалы, термитті, газбен жəне құймалы.
Термомеханикалық топқа жылу энергиясын жəне қысым күшін пайдалану арқылы пісірілетін түрлері жатады. Бұл топқа түйіспе пісіру, индукциялы-қысымды, диффузиялы, газды-баспалы, термокомпрессиялы, доға- басқалы, термитті-баспалы.
Механикалық топка - механикалық энергия мен қысымды қолданып орындалатын пісірудің түрлері жатады: салқындай, ультрадыбысты, жарылыспен, үйкеліспен жəне магнит-импульсті.
Металдарды пісірудің техникалық белгілерімен жіктелуі.
Техникалық белгілерге келесілер жатады:
- металды пісіру аумағында қорғау əдісі;
- пісіру процесінің үзіліссіз орындалу дəрежесі;
- процесті механикаландыру дəрежесі.
Металды атмосфера ауасынан қорғау əдісі бойынша пісірудің түрлері - ауада, вакуумда, əртүрлі қорғаушы газдарда, флюс астында, флюс үстімен, көбікте, аралас қорғаулармен.
Процестің үзіліссіздігіне байланысты пісіруді үзіліссіз жəне үзіліспен деп бөледі; механикаландыру дəрежесімен пісіру қолмен, механикаландырылған, автоматтандырылған жəне автоматты түрлері болады.
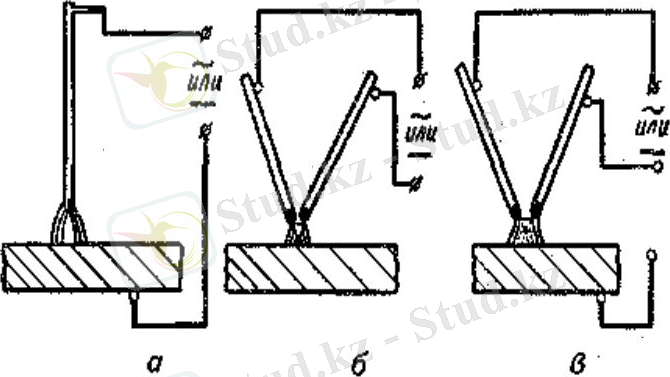
Пісірудің негізгі түлерінің қысқаша сипаттамалары. Доғалы пісіру пісірудің кеңірек тараған жəне əмбебап түрі болып табылады. Балқытып пісіру тобына жатады. Негізгі жəне қосынды металдардың балқуы пісірілетін метал мен электрод арасында жанатын электр доғасы арқылы орындалады. Балқыған негізгі жəне қосынды металл (электрод немесе пісіру сымы) пісіру ваннасын қалыптастырады; нəтижесінде пісіру ваннасы металының кристалдануынан пісіру жігі қалыптасады.
Пісіру жігін тотығудан қорғау үшін, доға жанғанда сұйық қож жəне газдар (мысалы СО2, сутегі) бөлетін қалың қаптамалы электродтар қолданылады. Көмір элекродымен тəуелді (1б- суреті) жəне тəуелсіз (1, в - суреті) доғада қосынды сым қолданып пісіру шектелуі, бұны көбінесе түсті металдан жасалған электродтарын көбінесе доғалы кесуге ( əсіресе ысқаланған болаттарды) кеңірек қолданады.
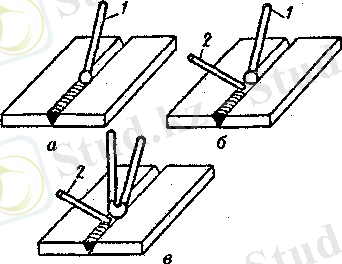
1 - сурет. Қолмен доғалы пісіру
Флюс қабаты астында автоматты доғалы пісіру.
Пісірудің бұл түрі үлкен өндірістерде түзу жəне шеңбер жікті бөлшектерді жалғастыру үшін қолданылады (2 - сурет) . Электрод есебінде жалаң пісіру сымы 1 пайдаланылады.
Бұл процестің өнімділігі қолмен доғалы пісірумен салыстырғанда 5-10 есе жоғары; пісіру жіктерінің сапасы да жоғары.
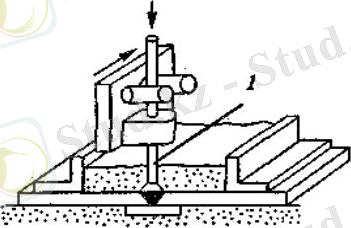
2 - сурет . Флюс қабаты астында автоматты доғалы пісіру
Қорғаушы газдарда пісіру.
Пісіру балқитын (3, а - суреті) немесе балқымайтын (вольфрам) электродтарымен (3, б - суреті) инертті газдар ағынында жүргізіледі.
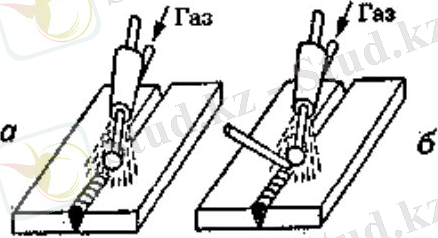
3- сурет. Қорғаушы газдарда пісіру
4
Бұл тəсілді жоғарылегірленген болаттан, титан, никель, алюминий жəне магний қорытпаларынан жасалған бөлшектерді пісіруге қолданады.
Көміртекті болаттарды пісіргенде біршама арзанырақ көмірқышқыл газын қолданады.
Электрқожды пісіру.
Пісірудің бұл түрінде негізгі жəне қосынды металдардың балқуы, тұрақталған пісіру процесі кезінде, электр тоғы балқыған қождан өткенде бөлінетін жылу арқылы іске асады.
Электрқожды пісіру электрод түрімен, электродта тербеліс болуымен, электрод санымен жəне кейбір басқа да белгілерімен жіктеледі. Бұл тəсіл ауыр дайындамаларды жалғастыруға қолданылады (ауыр тұғырлар, станиналар) .
Газбен пісіру.
Пісірудің бұл түрі негізгі жəне қосынды металдарды жоғарытемпературалы газ- оттекті жалынымен балқытып жалғастыруға негізделген. Оттегінде жандыруға арналған жанар газ есебінде əртүрлі газдарды пайдаланады: сутегі, ацетилен, пропан-бутан қоспасы, бензин буы, керосин буы, қалалық газ, табиғи, кокс, мұнай жəне басқа газдар.
Ацетилен-оттекті пісіру (4 -сурет) инжекторлы жанарғы жалынында өтеді. Қосынды металл есебінде пісірілетін бөлшек металының құрамына жақын сым немесе сырықтар қолданылады.
Ацетилен-оттекті пісіруде жалғастардың сапасы электрдоғалы пісіргеннен төмен.
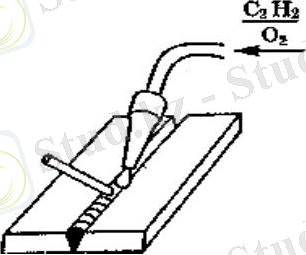
4 - сурет. Ацетилен-оттекті пісіру
Түйіспелі пісіру.
Түйістіріп кедергімен пісіру, əдетте қимасы аздау бөлшектерді жалғастыру үшін қолданылады. Бөлшектердің шеттерін гидравликалық баспамен қысып, содан кейін электр тоғын қосады.
Бұл жағдайда түйіскен металл пластикалық жағдайда дейін жеткізіледі.
Түйіспелі пісірудің басқа түрі - балқытып пісіру. Бұл əдісте түйісті алғашында біршама күшпен қысып, содан кейін тоқ қосады. Нəтижесінде көп көлемде микро доға пайда болады да, ол металдарды балқытады (5, б - суреті) .
Түйіс балқығаннан кейін гидравликалық баспамен қысылады (5, в - суреті) .
Мұндай балқытып пісіруді қимасы үлкен бөлшектерді жалғастыруға, бұданда басқа əртекті металдарды жалғастыруға қолданады.
Түйіспелі пісірудің тағы бір түрі - нүктелі пісіру, ол бірнүктелі жəне көпнүктелі болып бөлінеді.
Түйіспелі пісіру əртүрлі электр тоғымен - тұрақты, айнымалы т. б. түрлерімен орындалады.
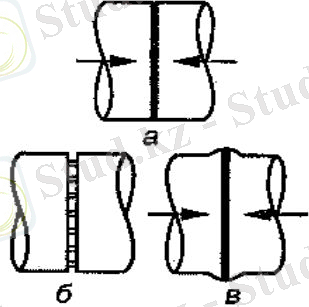
5 - сурет. Түйіспелі пісіру
Металдардың пісіру икемділігі туралы түсінік.
Пісіру өндірісінде пісіру икемділігі деп біртекті жəне əртекті металдардың (олардың қорытпаларының) берілген жүктемелерде, ортада, температура жəне басқа жағдайларда жұмыс атқара алатындай пісіру жалғасын қалыптастыру қабілеттілігін айтады.
Балқытып пісіруде тек қана өзара жақсы еритін металдар ғана пісіріледі. Біртекті металдар, яғни болат болатпен шойын, шойынмен, мыс мыспен т. с. с., жақсы пісіріледі. Мыс жəне қорғасын өзара ерімейді (қосылыспайды) жəне балқыған (сүйық) күйінде араласпайтын қабаттар қалыптастырады. Сондықтан мыс пен қорғасынды іс жүзінде пісіру мүмкін емес.
Темір қорғасынмен, алюминий висмутпен, темір магниймен т. с. с. қиын пісіріледі. Сондықтан мұндай жағдайда əртекті металдардың пісіру икемділігін қамтамасыз ету үшін, əдетте пісірілетін екі металмен де өзара жақсы еритін үшінші металды пайдаланады. Пісіру икемділігі негізгі метал қасиетінен басқа
пісіру түрі мен ережесіне, қосынды металл жəне флюс құрамына, қорғаушы газ түріне байланысты. Мысалы, көміртекті болаттарды азот ортасында пісіруге болмайды, өйткені жік металы азотпен қанығып, нəтижесінде металдың ескіруі орын алады.
Керісінше мысты азотта пісіру жақсы жағдайда өтеді, өткені балқыған мыс іс жүзінде азотқа бейтарап, əсерлеспейді.
Металдарды жəне олардың қорытпаларының пісіру икемділігін анықтау үшін іс жүзінде 150 əдіс қолданылады.
Қолданылған әдебиеттер:
1. Шакирова Т., Маметсупиев А. Газ және электрмен пісіру - Астана: Фолиант, 2011, - 168 б.
2. Чебан В. А. Сварочные работы - Ростов н/Д: Феникс 2013, - 412 с.
Бақылау сұрақтары:
1. Пісіру дегеніміз қандай процесс?
2. Пісіру процестері қандай физикалық белгілерімен жіктеледі?
3. Пісірудің түрлеріне бірнеше мысал келтіріңіз.
4. Металдардың пісіру икемділігі дегеніміз не?
5. Пісіру икемділігі қандай жағдайларға байланысты?
2- дəріс
Тақырыбы: Пісіру орны. Пісірушінің аспаптары мен жабдықтары
Мақсаты: Пісіру орны пісіру жұмыстарын жүргізу үшін, электродұстауыштар электродтарды қысуға жəне оларға пісіру тоғын келтіруге арналуын, пісіру тоғы күшіне байланысты бөлінуін игеру.
Негізгі қарастырылатын түсініктер: пісіру орны, нəрлендіру көзі, электр сымдары, электродұстағыш, шлем жəне қалқаншамен, сондай-ақ əртүрлі аспаптар жəне айлабұйымдармен жабдықталуы.
Дәріс сұрақтары:
1. Пісіру орны және оның жабдықталуы
2. Бөлмешектердегі ажыратқыштар немесе магнитті қосқыштардың орналастырылуы.
3. Əртүрлі таңбалы сымдарды жалғастырудың орындалуы
Дәріс мазмұны:
Пісіру орны
Пісіру орны дегеніміз пісіру жұмыстарын жүргізу үшін барлық қажетті жабдықтармен жабдықталған жұмыс орны. Пісіру орны нəрлендіру көзі, электр сымдары, электродұстағыш, шлем жəне қалқаншамен, сондай-ақ əртүрлі аспаптар жəне айлабұйымдармен жабдықталады.
Пісіру орындары тұрақты немесе жылжымалы болады.
Қолданылатын тоқ тегіне жəне нəрлендіру көзінің типіне байланысты пісіру орындары келесі түрлерге бөлінеді:
- бір орынды (немесе көп орынды) пісіру түзеткіші немесе
пісіру түрленгіштерінен тұрақты тоқпен нəрленетін пісіру орындары;
- пісіру трансформаторынан нəрленетін пісіру орны.
Тұрақты пісіру орындары əдетте мөлшері ықшам бұйымдарды пісіруге арналған төбесі ашық бөлмешік. Əдетте бұл бөлмешікте бір орынды пісіру түзеткіші немесе трансформатор орналасады. Егерде айналатын тұрақты тоқ түрлендіргіші қолданылатын болса, шуы көптігінен ол бөлменің сыртында орналастырылады. Пісіру орындарының көп орынды тұрақты тоқ түзеткіштерінен жəне түрлендіргіштерінін нəрленетін жағдайында пісіру тоғын бөлмешектерге шина немесе сымдармен таратады. Бөлмешектерде ажыратқыштар немесе магнитті қосқыштар орналастырылады.
Жұмыс үстелінде, əдетте пісіру бұйымдарын құрастыру мен қысуға арналған айлабұйымдарды орналастырады, ал үстелдің жəшіктерін саймандар, түйір электродтар т. б. салуға пайдаланады.
Бөлмешектің қабырғасына электродтарды қыздырып, кептіру үшін қолданылатын кептіру шкафы ілінеді. Жылжымалы пісіру орындары бұйымдарды нақты құрылыс алаңдарында жəне өндірістік цехтардың аландарында үлкен мөлшерлі бұйымдарды пісіруге қолданылады. Нəрлендіру көздерін жаңбыр жəне қардан қорғау үшін бұл жағдайда, бастырма жасайды ал
доға сəулесінен қорғану үшін қалқандар орналастырады. 6 - суретте қолмен пісіруге арналған пісіру орнының сұлбасы көрсетілген.
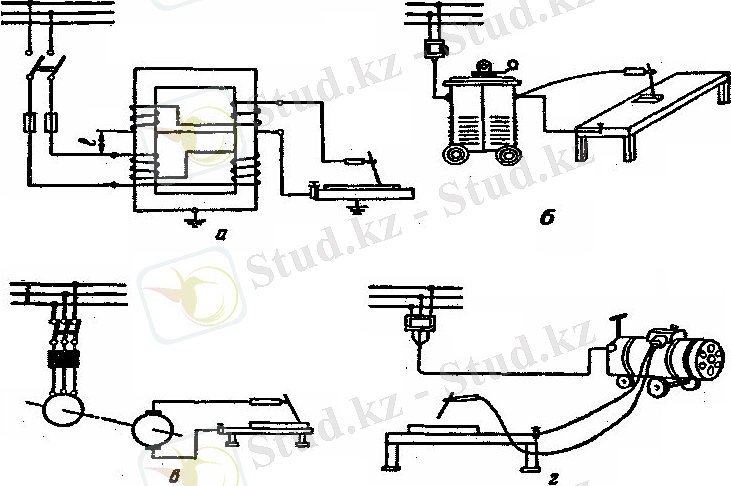
6 - сурет. Қолмен доғалы пісіруге арналған пісіру орнының сұлбасы
Пісіруге қажетті жабдықтар.
Электродұстауыштар
Электродұстауыштар электродтарды қысуға жəне оларға пісіру тоғын келтіруге арналады. Электродұстауыш келесі талаптарды қанағаттандыруы қажет:
- электродты жылдам жəне сенімді бекітуді қамтамасыз етуі;
- салмағының аз болуы (0, 5 кг -ға дейін) ;
- жұмыста ыңғайлығы;
- электр тоғынан сенімді оқшаулануы;
- қызғаннан сенімді оқшаулануы;
- электродтардың толығырақ балқуын қамтамасыз етуі;
- пісіру сымын берік жалғастыруы мен сенімді электр түйісін қамтамасыз етуі қажет.
Қолмен доғалы пісіруге арналған электродұстауыштардың бірнеше типтері бар: ашалы, серіппелі, қыспалы т. б. . Кейбір электродұстауыштарда жұмыстардың қауіпсіздігін жоғарлату мақсатында пісіру процесі тоқтаған кезінде тоқты қолмен немесе автоматты түрде ажырату қарастырылған, электродұстағыштар, құрылғылық сұлбасымен бөлінуден басқа пісіру тоғы күшіне байланысты үш топқа бөлінеді:
I топ - 125 А-ге дейінгі тоқтың күшіне арналған;
II топ - 125 - 315 А;
III топ - 315 до 500 А.
Электродұстауыш 8000 электрод шығынына дейін жөндеусіз шыдауы қажет. Электродты ауыстыру уақыты 4 секундтан аспауы қажет.
7 - суретте тоқты қолмен ажырату жүйесі бар электродұстауыштың құрылымы келтірілген., ал 8- суретте электродтарды бойлық жəне көлденең серіппелі қысуға арналған электродұстауыш көрсетілген.
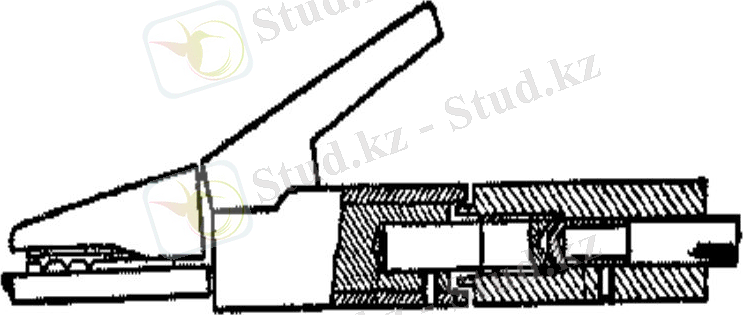
7 - сурет. Тоқты қолмен ажырату жүйесі бар электродұстауыш
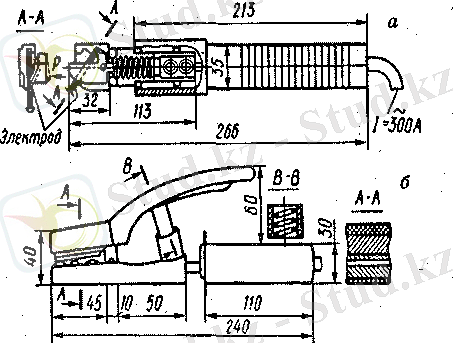
8 - сурет. Электродұстауыштың типтері:
а -бойлық серіппемен; d - серіппе диаметрі; Р - электродты қысу күші,
d = 3 мм, ұстауыш екі жағынан текстолитті жапсырмамен бекітілген;
б - көлденең серіппесімен
Шлемдер мен қалқаншалар.
Шлемдер мен қалқаншаларды пісірушілердің көзі мен бет терісін электр сəулесінің зиянды əсерінен балқыған метал мен қож шашырандыларынан қорғану үшін қолданылады. Шлемдер мен қалқаншалары тоқ өткізбейтін материалдар - қара фетр жəне пластмассадан жасайды. Қалқанша немесе шлемнің салмағы 0, 6 кг -нан аспауы қажет.
Шлемдер мен қалқаншалардың қорғаушы шыны жарықфильтрі болады. Жарықфильтрінің өлшемі - 52x102 мм. Жарықфильтрі металл жəне қож шашырандыларынан сыртынан əдеттегі терезе шынысымен қорғалады, ол ластанғаннан кейін ауыстырылып тұрады.
Пісіру сымдары.
Тоқ күштік тораптан пісіру аппараттарына əдетте КРПТ таңбалы сымдармен келтіріледі, пісіру аппараттарынан электродұстауыштарға - ПРГД жəне ПРГДО таңбалы мыс сымымен немесе елеулі механикалық əсері жоқта АПРГДО сымымен (алюминий сымды) келтіріледі. Бұл сымның ұзындығы 3 м
- ден кем болмауы керек. Қажетті жағдайда бұл сымды КРПТ, КРПТН, КРПС, КРПСН т. с. с. таңбалы сымдармен ұзартуға болады.
Əртүрлі таңбалы сымдарды жалғастыру дəнекерлеумен, қыспа муфталармен орындалады. Пісіру аппаратынан жұмыс орнына тартылған сымның ұзындығы 30-40 м - ден аспауы, керек, өйткені сымдағы кедергінің көбеюіне байланысты доға кернеуі азаяды.
Нəрлендіру көзімен пісіретін бұйым арасын арзандау сымдармен жалғауға болады, көбінесе бұл мақсатта ПРГ таңбалы сым қолданылады.
Бұл сымды пісірілетін бұйымға жалғау үшін, көбінесе тоқты жақсы өткізетін металдан (мыс, қалайы) жасалған əртүрлі жылдам əсерлі қыспалар қолданылады. Қыспалар серіппелі немесе бұранды болады.
Мыс сымдардың қимасы пісіру тоғының шамасына байланысты таңдалады (1 - кесте) .
7 кесте - Пісіру сымдарының қимасын пісіру тоғының шамасына байланысты таңдау
Электрпісірушінің саймандары.
Қолмен доғалы пісіргенде электрпісірушіге келесі саймандар қажет:
- балға, ол қожды кетіру жəне белгі жасауға қажет;
- болат щетка, ол металды пісірер алдында ластықтан тазартуға жəне пісіргеннен кейін қожды кетіруге қолданылады;
- кескіш (зубило), пісіру жігінің ақауларын қырқуға;
- жіктердің өлшемін тексеруге арналған үлгілер жиынтығы;
- метр, бұрыштық, болат сызғыш, белгілегіш;
- болат белгілегіш (немесе олардың жиынтығы) .
Электрпісірушінің арнайы киімі.
Электпісірушінің арнайы киімі (шалбар, куртка немесе комбинезон, сондай-ақ қолғап тығыз брезент, сукно, асбесті матадан жасалады. Шалбарды аяқ киімнің сыртынан киеді, өйткені аяқты металдың ыстық тамшыларынан, электрод қалдықтарынан қорғау қажет. Осы себептермен куртканы шалбардың сыртынан жіберіп киеді. Қуртканың қалтасына балқыған металл түспейтіндей қарастырылуы керек.
Қолданылған әдебиеттер:
1. Шакирова Т., Маметсупиев А. Газ және электрмен пісіру - Астана: Фолиант, 2011, - 168 б.
2. Чебан В. А. Сварочные работы - Ростов н/Д: Феникс 2013, - 412 с.
Бақылау сұрақтары:
- Пісіру орындары қандай болады?
- Тұрақты пісіру орны қалай жабдықталады?
- Жылжымалы пісіру орындары жұмыстың қандай түрлеріне пайдаланылады?
- Электродұстауыш қандай талаптарға сай болуы керек?
- Пісіру тоғының күшіне байланысты электродұстауыштар неше топқа бөлінеді?
3- дəріс
Тақырыбы: Пісіру доғасы жəне оның қасиеттері
Мақсаты: Пісіру доғасы жəне оның түрлері, пісіру доғасының жіктелуі, пісіру доғасын жағу əдістері, пісіру доғасының құрылымы, балқыған металды пісіру доғасының өткізуін білу.
Негізгі қарастырылатын түсініктер: Пісіру доғасы және оның түрлері, электрод пен бөлшек (бұйым) арасында өтетін доға, пісіру жігі электрод балқуы жəне пісірілетін (негізгі) металл жиегінің балқуы, газдардағы оң жəне теріс иондар.
Дәріс сұрақтары:
1. Пісіру доғасы және оның түрлері
2. Пісіру доғасының жіктелуі
3. Доға бəсеңдеуінің қандай ортада өтуіне байланыстылығы
4. Пісіру доғасын жағу әдістері
Дәріс мазмұны:
Пісіру доғасы жəне оның түрлері.
Пісіру доғасы - бұл екі электрод немесе электрод пен бұйым арасындағы газды ортада өтетін қуатты тұрақты электр бəсеңдеуі.
Электр бəсеңдеуі деп электр тоғының (яғни зарядталған бөлшектердің бағытты қозғалысы) газды ортадан өтуін айтады. Мұндай бəсеңдеудің бірнеше түрлері бар: ұшқынды, доғалы, жалынды т. с. с., бұлардың өзара ұзақтылығымен, тоқ күшімен, кернеуімен жəне басқа сипаттамаларымен айырмашылығы бар.
Пісіру доғасының жіктелуі:
- əсерлесу қағидасымен - тура, жанама жəне аралас əсерлі пісіру доғасы;
- тоқ түрімен - тұрақты тоқ доғасы жəне айнымалы тоқ (үшфазалы немесе бірфазалы) доғасы;
- жану ұзақтығымен (тұрақты доға, импульсті доға) ;
- тұрақты тоқ полярлығымен - тура полярлы жəне кері полярлы доға;
- қысу дəрежесімен - еркін немесе қысылған доға;
- доға жанатын орта түрімен - ашық, жабық жəне қорғаушы газ ортасындағы доға;
- қолданылатын электрод түрімен - балқитын жəне балқымайтын электрод доғасы;
- тұрақты вольтамперлік сипаттама түрімен - қатаң, құлама жəне өрлеу сипаттамалы доға;
- доға ұзындығымен қысқа, нормалы жəне ұзын доға.
Жұмыс қағидасы бойынша пісіру доғаларын тура, жанама жəне аралас əсерлі деп бөледі (9 - сурет) . Тура əсерлі доға деп электрод пен бөлшек (бұйым) арасында өтетін доға бəсеңдеуін айтады. Екі электрод арасында өтетін (атом - сутекті пісіру) доға бəсеңдеуін жанама доға (9, б - суреті), ал тура доға жəне жанама доғаның бірге бəсеңдеуін аралас доға деп атайды. Аралас доға мысалы ретінде үш фазалы доғаны (9, в - суреті) келтіруге болады, мұнда екі доға электродтарды пісіру құрылғысымен байланыстырады, ал үшіншісі бір-бірінен оқшауланған екі электрод арасында жанады. Пісіру доғалары сондай-ақ қолданылатын электр тоғы түріне (тұрақты, айнымалы, үш фазалы) байланысты жəне доға жануы ұзақтығымен (тұрақты доға, импульсті доға) бөлінеді.
Бұдан да басқа, тұрақты пайдаланғанда тура жəне кері полярлы доға деп бөледі. Тура полярлыда электр тізбегінің теріс полюсы электродқа жалғанады да оң полюсы (анод) - негізгі металға жалғанады. Кері полярлыда анод электродқа, ал катод бұйымға жалғанады. Доғаларды қолданылатын электрод типіне байланысты бөледі: балқытын электрод (металдан) жəне балқымайтын (вольфрамнан, көмірден т. с. с. ) электрод арасындағы доға.
9 - сурет. Электр доғасы:
а - тура əсерлі; б - жанама əсерлі;
в - аралас əсерлі
Балқитын электродпен пісіргенде пісіру жігі электрод балқуы жəне пісірілетін (негізгі) металл жиегінің балқуы есебінен қалыптасады.
Балқымайтын электродпен пісіргенде жік пісірілетін металл бөлшектерінің жəне қосынды металл балқуы есебінен толтырылады. Балқитын электродпен пісіргенде оны пісіру аумағына үзіліссіз (балқыған сайын) беру жəне мүмкіндігінше доға ұзындығын тұрақты ұстау қажет. Доға ұзындығы деп электрод шетінен пісіру ваннасы кратерінің (ойшығы) бетіне дейінгі қашықтықты айтады.
Балқымайтын электродпен пісіргенде доға ұзындығы уақыт өткен сайын ұлғаяды, сондықтан реттеп түру қажет.
Доға қысқа деп саналады, егер оның ұзындығы 2-4 мм болса, нормалы - 4-6 мм ұзындықта; доғаның ұзындығы 6 мм -ден асса, онда ол ұзын доға деп саналады.
Доға бəсеңдеуінің қандай ортада өтуіне байланысты үш негізгі түрге бөлінеді:
- ашық доға деп аталатын ауада жанатын доға, мұнда газ ортасының құрамына ауа мен пісірілетін металл, электрод материалы жəне электрод қаптамасы материалының бу қоспалары кіреді;
- жабық доға - ол флюс астында жанады, мұнда газ құрымы негізгі металдың, қосынды сымның жəне қорғаушы флюс буларынан құралады;
- қорғаушы газдар ортасында жанатын доға (бұл да жабық доға болып саналады) . Бұл жағдайда газ ортасы қорғаушы газ құрамынан негізгі металл мен сым металының буынан тұрады.
Пісіру доғасының құрылымы.
Əртүрлі заттар электр тоғын өзгеше өткізеді. Əртүрлі заттың электр өткізгіштігі сол заттағы еркін электр зарядтарының санына байланысты. Бұдан да басқа, өткізгіштік сол еркін бөлшектердің жылжу жылдамдығымен анықталады. Яғни, материалда неғұрлым еркін заряд алып жүрушілері көп болған сайын, олардың қозғалысы көбірек, солғұрлым бұл материалдардың өткізгіштігі көп, соғұрлым оның кедергісі төмендеу болады.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz