Бөлшектерді жөндеудің механикалық өңдеу және қысыммен жөндеу әдістері

Қорқыт Ата атындағы Қызылорда мемлекеттік университеті
Тақырыбы: Механикалық өңдеу бойынша бөлшектерді жөндеу
Орындаған: Амангельди Ж.
Қабылдаған: Ахметов Н.
Қызылорда, 2017ж
Механикалық өңдеу бойынша бөлшектерді
жөндеу
Жоспар :
I Кіріспе
II Негізгі бөлім
1) Тозған бөлшектерді жөндеу тәсілдерінің сыныптамасы
2) Механикалық өңдеумен бөлшектерді жөндеу
3) Бөлшектерді қысыммен жөндеу
III Қорытынды
Кіріспе
Қосылысқан жерлердің бұзылу себептері және оның жұмысқабілеттілігін қалпына келтіру әдістері. Машиналардың өмір ұзақтығы (уақыт қоры) олардың кейбір қосылысқан жерлерінің жұмыс қабілетін сақтау ұзақтығына тәуелді.
Жұмыс процесі кезінде қосылысқан жерлердің элементтері қажалады, яғни, олардың құрылымдық параметрлеріне жататын: беттерінің кедір-бұдырлығы, геометриялық пішіні, жұмыс беттерінің өлшемдері - өзгереді.
Көрсетілген параметрлердің өзгеруінің жиынтығы қосылысқан жерлердің негізгі құрылымдық параметрінің - саңылаудың өзгеруіне, сондай-ақ бөлшектердің өзара орналасуының бұзылуына әкеледі. Саңылаудың шектік шамасына жеткен кезде қосылысқан жер жұмысқабілетін жоғалтады. Бұл жерлердің жұмысқабілетін қалпына келтіру үшін бастапқы саңылауды, яғни, қосылысатын бөлшектердің бастапқы орналасуын қамтамасыз ету керек. Ол үш әдіспен іске асырылады:
1) бөлшектердің өлшемдері өзгертілмей;
2) бастапқы өлшемдері өзгертіліп;
3) бастапқы өлшемдері қалпына келтіріліп.
Бөлшектердің орналасуын олардың өлшемдерін өзгертпей қалпына келтірумына тәсілдермен іске асырылады: саңылауды реттеумен, қажалған бөлшектердің бірін ауыстырумен немесе оны басқа жұмыс қалпына ауыстырып қоюмен.
Бөлшектердің орналасуын ішінара қалпына келтіру, егер жөнделген қосылысқан жерлердің уақыт қоры кезекті жөндеу аралық кезеңге жеткілікті болса ғана тиімді. Бөлшектердің бастапқы өлшемдерін өзгертіп орналасуларын қалпына келтіру әдісі мынадай тәсілдермен әске асырылады: жөндеу өлшемдерін қолданумен, қосымша жөндеу бөлшектерін пайдаланумен.
Бөлшектердің өлшемдерін бастапқы шамаларына дейін жеткізумен орналасуларны қалпына келтіру әдісі қосылысқан жерлердің бастапқы құрылымдық параметрлерін толығынан қалпына келтіреді. Бұл кезде оның жұмысқабілеті толығынан қалпына келтіріледі.
- Тозған бөлшектерді жөндеу тәсілдерінің сыныптамасы
Жөндеу кәсіпорындарында бөлшектерді пайдалану нәтижесінде бұзылған қосылысқан жерлердің орналасуын, механикалық беріктігін, тозуға төзімділігін және жегіге төзімділігін қалпына келтіруді қамтамасыз ететін бөлшектерді жөедеудің әртүрлі тәсілдері кеңінен қолданылады.
Тозған бөлшектерді жөндеудің тәсілдері мыналар:
1) механикалық өңдеу;
2) қысыммен өңдеу;
3) пісіру;
4) балқыма құю;
5) металдау;
6) гальваникалық өсіру;
7) дәнекерлеу;
8) үйкеліске қарсы қорытпаны қайта құю;
9) пластмассамен жабу;
10) желімдеу.
Жөнделген бөлшектердің өмір ұзақтығы оның бастапқы физика-химиялық қасиеттеріне және әсіресе оның жұмыс беті қандай дәрежеже өзгеруіне тәуелді. Бөлщектерді жөндегенде оның физика-химиялық және пайдаланымдық сипаттарын, атап айтқанда шаршауға беріктігін нашарлатпайтын, ал егер бұл мүмкін болмаса, онда оларды аз ғана дәрежеде өзгертетін жөндеу тәсілдерін қолданған жөн.
Бөлшектердің бастапқы өлшемдерін қалпына келтіру негізінен екі жолмен іске асырылады. Олар:
1) тозған беттерді өсіру;
2) тозған беттерді пластикалық деформациялау.
- Механикалық өңдеумен бөлшектерді жөндеу
Жөндеу өлшемдері тәсілі. Бұл тәсілдің мағынасы қосылысқан тозған бөлшектердің бірін, әдетте, жасалуы қиынын, дұрыс геометриялық пішін беру және талап етілген кедір-бұдырлылықты алу үшін алдын-ала белгіленген жөндеу өлшемдеріне дейін механикалық өңдейді де, ал екіншісін жаңасымен немесе алдын-ала белгіленген өлшемге дейін жөнделгенімен алмастырады. Сонда қосылымдардың бастапқы бірігуі (саңылауы) қамтамасыз етіледі.
Стандартталған жөндеу өлшемдері алдын-ала белгіленеді, олардың саны мен сандық өлшемдері анықталады. Сол өлшемдерге сәйкес қосымша бөлшектердің комплектісі жасалынады.
Білік-мойынтірек жұбының жөндеу өлшемдерін анықтау үшін екі жағдай қарастырылады:
1) сыртқы беті бойынша білік біркелкі қажалғанда (9. 1-сурет, а) ;
2) сыртқы беті бір жағынан қажалғанда (9. 1-сурет, б) .
Біркелкі қажалған білік механикалық өңдеумен (тозған бетте сызат, сызық және т. с. с. болғанда) немесе жай ғана қослысатын жөндеу өлшемді бөлшекті ауыстырумен (тозған беттің сапасы жақсы болса) жөнделеді. Білік мойнының жөндеу өлшемдері келесі қатынастарда анықталады: I жөндеу өлшемі
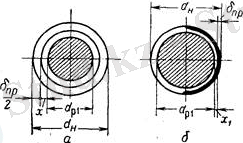
9. 1 - жөндеу өлшемдерін анықтаудың сұлбасы: а - білік біркелкі тозған кезде; б - білік бір жағынан жазған кезде.
; (9. 1)
II жөндеу өлшемі
; (9. 2)
III жөндеу өлшемі
, (9. 3)
мұнда, d б - біліктің бастапқы диаметрі, мм ;
 - біліктің жөндеу өлшемдері,
мм
;
- біліктің жөндеу өлшемдері,
мм
;
х - жөндеу өлшемін алуға арналған әдіп, мм ;
 - жөндеулік аралық,
мм
- жөндеулік аралық,
мм
(9. 4)
Жөндеу өлшемдерін белгілегенде бөлшектің беріктігі, қаттылығы кемитінін, кейбір жағдайларда өзіндік күшсалмақ артатынын ескеру керек.
Біліктер үшін жөндеу өлшемдерінің саны:
, (9. 5)
мұнда, d min - біліктің шектік рауалы ең кіші өлшемі, мм .
Бір жағынан тозған білікті жөндегенде бөлшекке дұрыс геометриялық пішін беру және ақаулы беттік қабатты алып тастау үшін механикалық өңдеу қажет болады. Бұл кездегі білік мойнының жөндеу өлшемдері мынадай:
, (9. 6)
. (9. 7)
 шамасын мына формуламен анықтайды:
шамасын мына формуламен анықтайды:
, (9. 8)
мұнда, S max - қосылыстағы ең үлкен рауалы саңылау, мм ;
S бас - қосылыстағы бастапқы саңылау, мм ;
 - мойынтірек білікке қарағанда қанша есе тез тозатынын ескеретін коэффициент;
- мойынтірек білікке қарағанда қанша есе тез тозатынын ескеретін коэффициент;
 - мойынтіректің тозу шамасы,
мм
.
- мойынтіректің тозу шамасы,
мм
.
Сырғанау мойынтіректерінде саңылауды реттеу үшін аралық төсемдер пайдаланылады. Олар бөлшектердің қажалуына қарай саңылаудың шамасын S бас шамасында ұстап тұру үшін біртіндеп алынып тасталып отырады. Аралық төсемдердің жалпы қалыңдығын т мына формуламен анықтайды:
 . (9. 10)
. (9. 10)
Бұдан:
. (9. 11)
Ішкі цилиндрлік беттер үшін бірінші және соңғы жөндеу өлшемдерін есептеуге арналған формулалар мынадай:
біркелкі тозған кезде
; (9. 12)
; (9. 13)
. (9. 14)
бір жақты тозғанда
; (9. 15)
; (9. 16)
мұнда, D б - тесіктің бастапқы өлшемі, мм ;
 - тесіктің жөндеу өлшемдері,
мм
.
- тесіктің жөндеу өлшемдері,
мм
.
Жөндеу өлшемдері тәсілінің артықшылықтары: бөлшектің қызмет уақытының артуы; қымбат және жасалуы қиын бөлшектің жөндеу технологиясының қарапайымдылығы; қосылымдағы алмаастырылатын бөлшекті алдын-ала дайындап алу мүмкіншілігі, бұл жөндеу уақытын қысқартуға және құнын төмендетуге мүмкіндік береді.
Бұл тәсілдің кемшіліктеріне қосылысатын бөлшекті алмастыруды, бірнеше жөндеу өлшемдерінің болуына байланысты артық қосымша бөлшектердің болуын жатқызуға болады.
Бұл тәсіл компрессорлар мен іштен жану қозғалтқыштарының цилиндрлерін, иінді біліктің мойындарын, ротор үстелінің тісті тәжін және басқа бөлшектерді жөндегенде қолданылады.
Қосымша жөндеу бөлшектері тәсілі. Бұл тәсілдің мағынасы қажалған бетті жөндеуге оған тікелей бекітілетін жөндеу бөлшегін пайдалану болып табылады. Қосымша бөлшектің қалыңдығы әдетте жөнделетін тозу шамасынан едәуір артық, сондықтан қосымша бөлшекті бекітпестен бұрын жөнделетін бөлшектің қажалған қабатын алып тастайды.
Бұл тәсілді пайдаланып біліктің шеткі мойындарын жөндегенде, егер оның механикалық беріктігі мүмкіндік берсе, мойынды кіші өлшемге дейін өңдейді, сонан кейін төлкені жабыстырады да, мойынды қажетті өлшем мен кедір-бұдырлылықтарға дейін өңдейді. Төлкені білікке өосымша штифтермен, бұранда арқылы немесе электрлік пісірумен бекітуі де мүмкін.
Біліктің ортаңғы мойындарын жөндегенде екі жарты төлкені пайдаланады. Оларды алдын-ала өңделген жерге штифтермен немесе пісірумен бекітіп, сыртын қажетті өлшемге дейін өңдейді.
Қажалған тесіктерді жөндегенде оладың өлшемдерін үлкейте қңғылайды да, оған жөндеулік төлке енгізеді. Сонан кейін төлкенің ішін қажетті өлшемге дейін өңдейді. Жөндеу төлкесінің қабырғасының қалыңдығы болаттар үшін 2÷2, 5 мм кем емес те, шойындарда 4÷4, 5 мм болуы керек. Қосымша жөндеу бөлшектерін алдын-ала дайындап қоюға болады.
Қарастырылып жатырған тәсілдің кемшілігі механикалық өңдеу нәтижесінде негізгі бөлшектің механикалық беріктігінің кемитіндігі.
Бөлшектің бір бөлігін алмастыру тәсілі. Бұл тәсілдің мағынасы - бөлшектің қажалған бөлігі алынып тасталып, оның орнына қосымша бөлшек қойылады. Алмастырылған бөлік бөлшектің негізгі бөлігімен пісірумен, бұрандамен, желімдеумен немесе басқа бір тәсілмен біріктіріледі де, сонан соң қажетті дәлдік пен беттің кедір-бұдырлылығына дейін түпкілікті механикалық өңделеді.
Бұл тәсілдің кемшілігі жылулық өңделген бөлшектер үшін бұған ұқсас жөндеудің күрделілігі.
- Бөлшектерді қысыммен жөндеу
Бөлшектерді қысыммен жөндеудің мағынасы пластикалық деформацияның көмегімен бөлшектің материалдарын тарату нәтижесінде жұмысшы беттің бастапқы өлшемдерін қалпына келтіру болып табылады.
Бұл тәсілмен жөндегенде мынадай негізгі талаптар орындалуы керек:
1) жөнделетін бөлшектің жұмысшы емес беттерінде артық материалдар қоры болуы;
2) материалдың жеткілікті пластикалылығы;
3) жөнделген бөлшектің механикалық қасиеттері жаңанікінен кем болмауы;
4) механикалық және жылулық өңдеу жұмыстарының көлемі аз болуы;
5) бұл тәсілмен жөндегенде шынықтырылған немесе беріктендірілген бөлшектер алдын-ала жасытылуы немесе босаңсытылуы керек.
9. 2-суретте тозған бөлшектерді қысыммен жөндеудің түрлері - отырғызу, кеңіту, жаншу, созу, таптау - көрсетілген.
Отырғызу (9. 2-суретте, а) биіктігін кеміту есебінен тұтас немесе ортасы тесік бөлшектердің сыртқы өлшемдерін ұлғайтуға және ортасы тесік бөлшектердің ішкі өлшемдерін кемітуге қолданылады. Отырғызу кезінде бөлшектің өсіне вертикаль бойымен әсер ететін күш Р
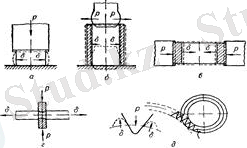
9. 2 - сурет - бөлшектерді қысыммен өңдеудің түрлері.
бағыты деформация
 бағытымен беттеспейді.
бағытымен беттеспейді.
Кеңіту
(9. 2-сурет, б) бөлшектің биіктігін сақтай отырып немесе азғана өзгерте оның сыртқы өлшемдерін үлкейту үшін қолданылады. Бұл кезде әсер етуші күш
Р
бағыты деформациямен
бағыттас, металл ортадан сыртқы жиекке ығыстырылады.
Жаншу
(9. 2-сурет, в) ортасы тесік бөлшектердің сыртқы беттерінің өлшемдерін кеміту есебінен ішкі беттерінің өлшемдерін кемітуге пайдаланылады. Жаншу кезінде сыртқы күш
Р
бағыты деформациямен
бағыттас, металл сыртқы жиектеріне қарай ығыстырылады. 5. 6-суретте төлкені жаншуға арналған құрал көрсетілген.
Созу
(9. 2-сурет, г) бөлшектің кейбір жерлерінің көлденең қимасын кеміту есебінен оның ұзындығын өсіруге пайдаланылады. Бұл кезде сыртқы күш
Р
бағыты қажетті деформация
бағытымен бағыттас емес.
Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz