Керамикалық кірпішті өндіру технологиясы және оның физикалық қасиеттері

Қазақстан Республикасының Білім және ғылым министрлігі
Жәңгір хан атындағы Батыс Қазақстан аграрлық-техникалық университеті
КУРСТЫҚ ЖҰМЫС
Тақырыбы:
«Керамикалық кірпіш алу технологиясы және физикалық қасиеттері»
Орындаған:
Тексерген:
Орал, 2016ж.
Мазмұны
Кіріспе . . . 3
1. Әдеби шолу . . . 5
1. 1 Құрылыс керамикасын өндіруге арналған шикізат . . . 5
1. 2 Саздың химиялық, түйіршектік (гранулдық) және минералдық құрамы . . . 7
1. 3 Шикізаттық материалдарды өндеу және қалыптық массаны дайындау . . . 8
1. 4 Қабырғалық керамикалық материалдарды күйдірудің негіздері . . . 13
1. 5 Керамика технологиясының негізгі процестері мен əдістері . . . 13
2 Кірпіш өндірісі және кірпішті жартылай құрғақ престеу технологиясы
2. 1 Құрылыс керамикасының химиясы жəне технологиясы . . . 16
2. 2 Керамикалық кірпішті жартылай құрғақ пресстеу технологиясының дамуы . . . 18
2. 3 Керамикалық кірпішті жартылай құрғақ пресстеу технологиясының дамуы . . . 212. 4 Тағайындалулары әр түрлі керамикалық бұйымдарды өндіру технологияларының ерекшеліктері . . . 25
Қорытынды . . . 29
Әдебиеттер тізімі . . . 32
Кіріспе
Керамикалық материалдар көптеген ғимараттардың конструктивті элементтерінде қолданылады.
Күйдіру денесінің құрылымына қарай керамикалық бұйымдар кеуекті және тығыз түрлерге бөлінеді. Кеуекті бұйымдар - глазурьлі қабаты жоқ болған жағдайда су өткізеді және ұрғанда тұйық дыбыс шығарады.
Ғимараттардағы элементтердің тағайындалуына байланысты керамикалық бұйымдар мен материалдарды келесі түрлеріне ажыратуға болады: қабырғалық (кірпіш, керамикалық тастар және олардан алынған панельдер) ; қасбеттік (беттік кірпіш, қасбеттік плиталардың түрлері, сәулеттік - көркемдік детальдары) ; ішкі ғимаратты әрлеуге арналған бұйымдар (қабырға және еденді әрлеуге арналған плиткалар) ; жабынға арналған бұйымдар (қуысты тастар, балкалар және қуысты тастан жасалған панельдер) ; жабын бұйымдары (қыш) ; жерасты коммуникациясына арналған бұйымдар (канализация және дренажды қүбырлар) ; техникалық-санитарлық бұйымдар (жуыну үстелдері, унитаздар, ванналар) ; жол кірпіші; жылу оқшаулағыш бұйымдар (ұялы керамика, перлит керамикасы, диатомитті және салмағы жеңіл шамотты бұйымдар) .
Керамикалық материалдарға бетон толтырғыштарын жатқызуға болады. Мысалы: керамзит және аглопорит.
Керамикалық кірпіштердің қолданылуының әр түрлілігі олардың қасиеттерінің кең көлемдегі көрсеткіштерін қамтамасыз етуді талап етеді. Бұған дайындаудың көптеген тәсілдерін, әр түрлі құрылғыларды, әр түрлі технологиялық әдістерді қолдану арқылы жетеді.
Кірпіштердің тағайындалуына байланысты олар негізгі керекті нақты анықталған қасиеттер жиынтығына ие болуы керек. Мысалы: кірпіш үшін негізгі қасиеттер әр түрлі механикалық беріктік, су сіңіргіштік, аязға төзімділік; қышқа - аязға төзімділік; дренажды құбырларға - кеуектілік. Кірпіш пен қыш үшін механикалық беріктік түріне қысу, майысу және созу кезіндегі беріктік, еденге және жол плиткалары үшін - соғу (ұру) кезіндегі және жанасу кезіндегі беріктік, канализациялық құбырларға - атқылау кезіндегі беріктік жатады.
Керамикалық материалдарды алу үшін құрамында темірдің тез еритін тотыктары мен киын еритін заттары бар табиғи балшықты минералды коспалармен араластырылады. Осы араластан дайындалған бұйымдар жоғарғы температурада күйдіріледі. Осындай тез еритін заттардың ерімеген бөлшектерін байланыстыру нәтижесінде күйдірілгенген керамика алынады.
Табиғи жағдайда топырақты балшық кең тараған және керамика өндірісінде қолданылатын жалғыз ғана шикізат деп саналады. Оны сумен араластырғанда, әр түрлі пішіндерді жеңіл қабылдайтын иілгіш балшыққа айналады. Керекті пішінді қабылдап болған соң, жоғарғы температурада күйдіріледі, нәтижесінде әр түрлі кұрылыс материалдары, тұрмыстық заттар мен сәулеттік бөлшектер алынады.
Құрылыста колданылатын керамикалық бұйымдар өздерінің тығыздығына орай екі топқа бөлінеді: қуысты және тығыз. Қуыстыларға су өткізгіштігі 5% көп бұйымдар жатқызылады. Мысалы, әр түрлі кірпіштер, әйнекейленбеген керамикалық қаптағыш плиталар, ағынды судағы дренажды құбырлар, черепица, керамзит және басқа кеуекті керамикалық бұйымдар.
Тығыз керамикалық материалдарға су өткізгіштігі 5% кем бұйымдар жатады. Мысалы, әйнекейленген және клинкерлі балқымалы коспадан қалыпталған бұйымдар, жол құрылысында қолданылатын қырлы кеспелі тастар, санитарлы тазалық тораптарға және еденге керекті қаптағыш плиткалар.
«Қазақстан Республикасының 2015 жылға дейінгі индустриалды -инновациялық стратегиясы», «Қазақстан Республикасының 2005-2014 жылдар аралығында құрылыс материалдары, бұйымдар және конструкциялары өндірісінің дамуы» сияқты мемлекеттік бағдарламалар Қазақстан Республикасының болашақтағы даму жоспарларына қойылған. Яғни, тиімді құрылыс материалдарын және сапалы жылу оқшаулағыш материалдарын шығару кажеттілігі аталып көрсетілген және олар шетелден әкелінетін құрылыс материалдарымен бәсекелесе алуы керек.
Тұрғын үй және азаматтық құрылыс қарқынының өсуіне байланысты керамикалық материалдар өндірісі де дамуда.
Керамикалық кеуек материалдар өнеркәсібі қазіргі кезде бүкіл процестері механикаланған және автоматтандырылған өндіріс саласы. Мұндағы ең басты өндіріс процесі - қалыпталынып кептірілген шикі материалдар мен бұйымдар пештерде жоғарғы температурада белгілі режимде күйдіру. Сондықтан, бұл өндірісте шығарылатын өнімдер күйдірілген материалдар мен бұйымдар деп аталады. Керамикалық материалдар номенклатурасы орасан көп. Оларға жататындар: кәдімгі күйдірілген кірпіштер, кеуек кірпіштер, түрлі мақсатка арналған керамикалық тастар.
1. Құрылыс керамикасын өндіруге арналған шикізат
1. 1 Құрылыс керамикасын өндіруге арналған шикізат
Керамика сөзі грекше «керамос» сөзінен шыққан, бұл балшық, балшықтан жасалған бұйымдары деген сөз.
Қазіргі түсінуіде - бұл минералдық шикізатты жоғары температурада илеу, кептіру жəне біріктіру арқылы технологиялық қайта өңдеу процесінде тасқа ұқсастық қасиеттерге ие болатын материалдар мен бұйымдар. Керамиканың бағалы физика-техникалық қасиеттері тастың үлкен тығыздығына байланысты; тастағы шыны тəріздес фаза кальций, магний жəне басқа қосылыстардың ірі беріктігі жоғары силикаттық, алюмосиликаттық, алюминаттық кристалдарды бір тұтас монолитке жабыстырады. Жоғары беріктілігі, недəуір ұзақ тұрақтылығы, сəнділігі, сондай-ақ табиғатта шикізатының кең таралуы арқасында құрылыста керамикалық материалдар мен бұйымдар көп қолданылады. Мысалы, Мəскеу Кремльнің қабырғылары 500 жыл бұрын кірпішпен қаланған. Əдетте керамиканы химиялық жəне фазалық құрамына байланысыз бөледі: · тығыздығы бойынша - тығыз пісіп біріккен жəне бірікпеген куысты керамикаға. Куысты керамикалық бұйымдар су салмағынан 5% жоғары суды сіңіреді. Орташа қуысты кірпіштердің су сіңіруі салмағы бойынша 8-20% немесе көлемі бойынша 15-35% құрайды.
Тығыз бұйымдар 5% төмен су сіңіргіштікпен сипатталады. Көбінесе бұл салмағы бойынша 2-4% немесе көлемі бойынша 4-8% құрайды; · құрылымы бойынша - бұдыр дəнді жəне жұқа дəнді керамикаға; · қолдану аймақтарына байланысты: құрылыстық, шаруашылық- тұрмыстық, техникалық жəне отқа төзімді керамикаға. Құрылыстық керамиканың өзі бөледі:
а) қабырғалық материалдарға (сазды қəдімгі кірпіш, қуысты денелі жəне жеңіл кірпіш, қуысты денелі керамикалық тастар) ;
б) үйдің төбесін жабатын материалдарға жəне итарқалап жабу үшін материалдарға (черепица-жабынқыш, керамикалық қуысты денелі бұйымдар) ;
в) сырты жəне ішкі қабырғаларды қалау үшін материалдарға (беттік кірпіш жəне тас, касбетік керамикалық тақташалар жəне кішігабаритты тақташалар) ;
г) еден үшін материалдарға (тақташалар) ;
д) арнайы пайдалануға жасалған материалдарға (жолдық, санитарлық- құрылыстық, химиялық төзімділі, жерасты коммуникациялары үшін материалдар, олардың ішінде жылу өткізбейтін, отқа төзімді жəне басқа құбырлар) ;
е) жеңіл бетондар үшін толтырғыштарға (керамзит, аглопорит) . Құрылыстық керамикаға бұдыр дəнді бұйымдардың (кірпіш, жабынқыш, канализациялық жəне дренажды құбырлары) жəне жұқа дəнді (глазурлаған плиткалар, еден үшін тақташалар, сантехника) бұйымдардың өндірістері кіреді.
Шаруашылық-тұрмыстық керамикаға əртүрлі фарфор, фаянс, майолик, жұқа керамикалық, гончарлы жəне басқа бұйымдары жатады. Техникалық керамика құрамы, қасиеттері жəне пайдалану аймақтары бойынша ең алуан. Бұлар - оптикалы мөлдір керамика, қатты керамикалық электроплиталар, өткізгішті жəне жоғары өткізгішті керамика, биокерамика, ферромагниттық керамика.
Отқа төзімді керамика - жылулық агрегаттарында жоғары температуралық жағдайда пайдалануға арналған керамикалық бұйымдар. Керамикалық материалдар - арнайы қоспаларды бір немесе екі рет қүйдіру жолымен алынатын жасанды материалдар, олардың негізгі компоненті - саз.
Керамикалық бұйымдар немесе керамика деп табиғи саз балшықтан немесе оны минералдық немесе органикалық қосымшалармен араластыра дайындалған қоспалардан илеу, қалыптастыру, кептіру және күйдіру арқылы алатын жасанды тас бұйымдарды атайды.
Саз балшықтар (осыдан кейін балшық немесе саз деп қысқартыла аталынады) бірнеше минералдардан және азды-көпті минералдық және органикалық қоспалардан кұралады. Бұл минералдардың бір тобы сумен араластырғанда иленгіш қамыр түзеді, ал басқа (екінші) тобында - кальцитте, дала шпатында мұндай пластикалық қасиет жоқ. Бірінші топтағы минералдарды сазды (балшықты) зат деп атайды, екіншісін - сазды емес минералдар дейді. Балшықты (сазды) зат бөлшектерінің өлшемі 0, 005 мм-ден төмен негізінде каолиниттен және онымен туысқан минералдар монтмориллониттен.
Бентониттер деп жоғары пластикалық негізінде монтмориллониттен құралған, балшықтарды атайды. Олардың 85 . . . 90 проценті өте ұсақ 0, 001 мм-ден кем бөлшектерден тұрады.
Қорыта айтқанда балшық материалдарда 0, 001 мм бөлшектер көбейген сайын олардын пластикалығы өседі; пластикалығы ең жоғары балшықтарда көп кездесетін қоспада дала шпаты олардың балку температурасын төмендетеді; темір тотығы (Fе 2 О 3 ) оларға қызыл, ал баска, әсіресе көміртегіне бай органикалық қоспалар қоңыр т. б. түстер (өңдер) береді; кальцийлі карбонат (СаСО 3 ) "көпірме" ("дутик") атты дефект (ақау), кемістік келтіреді.
"Көпірме" - деп кальцийлі карбонатты күйдірмеде бөлінген кальций тотығы өлкейгенде көлемінің үлғаюы әсерінен керамикалық кірпіштердің бетінде пайда болған қуыс сияқты қуысқа ұқсайтын ақауды (кемістікті) атайды жасалған бұйым кептіргенде, күйдіргенде көлемін кішірейтеді, шытынауы (жарылуы) мүмкін. Болашақ бұйымды осындай ақаудан сақтау үшін балшықтың иленгіштігін азайтатын үстемелер пайдаланылады. Оларға шамот, құм, жылу электростанциясының (ЖЭС) күлі, тез суытылып, түйіршектелген шлактар жатады.
Шамот-түйірленген (0, 14-2 мм) керамикалық материалдар; ол сазды күйдіру (бұйым күйдіру температурасына дейін), уату арқылы алынады немесе кірпіштің қалдықтарынан сынықтарынан дайындалынады. Шамотты немесе осы тонқа жататын жоғарыда көрсетілген басқа да заттарды қосқанда балшықты кептіру, күйдіру процестері жеңілдейді, сапасы жоғары беттік кірпіш және отқа төзімді бұйымдар алынады.
Керамикалық кірпіштердің су өткізгіштігін, тығыздығын және әсемдігін арттыру үшін олардың бетін глазурь немесе ангоб деп аталатын заттармен өңдейді (сырлайды) .
Глазурь дегеніміз бұйымның бетіне жағылұаннан соң оны күйдіргенде жоғары температураның әсерінен балқитын шыны түрге айналатын көп компонентті зат; глазурь кабығының қалыңдығы - 0, 1 - 0, 2 мм. Глазурь түрлі-түсті, мөлдір, кейде күңгірт болады. Глазурьді күңгірттеу үшін оның құрамына 6 процент қалайы тотығын қосады.
Ангоб дегеніміз күйдіргенде ақ немесе басқа түс беретін балшықтан жасалған керамика бұйымдарының бетіне жағылатын зат. Күйдіргенде ангоб балқымайды (оның балқу температурасы глазурьден анағұрлым жоғары), сондықтан ангобтандырылған бұйымдардың беті түрлі түсті болғанымен жылтырамайды.
1. 2 Саздың химиялық, түйіршектік (гранулдық) және минералдық құрамы
Иленгіштігі. Керамикалық бұйымдар өндіру үшін иленгіштігі орташа, пластикалық саны 7 . . . 15 аралығындағы саздар пайдаланылады. Иленгіштігі аз балшықтар (Пл 7-ден төмен) қалыптанбайды, ал өте иленгіш саздар (Пл 15-тен жоғары) кептіргенде шытынайды.
Қамырдың аққыштық шегі былай сипатталынады. Қалыңдығы 1-1, 5 см қамырды фарфор тостағаны түбіне төсейді, шпательмен екіге бөледі; үш рет шіжігеннен кейін камырдың төменгі жағы қосылып, бет жағы қосылмай ашық қалуы тиіс.
Қамырдың шратылғыш шегі деп 0, 2-0, 3% су қосқанда оның ширатылығы жіпке айналу қабілетін, өлшемдерінің және көлемінің кішірейуін атайды. Отырғыштық бұйымның алғашқы өлшемдерінен процент арқылы анықталынады: әдетте бұйым 3-тен 18%-ға дейін шөгеді. Осыған сәйкес өлшемі стандартта көрсетілгендей бұйым алу үшін форманың (калыптың) көлемі ұлғайтылады. Бұйымның шөгуі камерада кептіргенде ылғал (су) бөлініп, ал күйдіргенде оның балқығыш құрамы басқа балқымайтын бөлшектерді өзіне тартуы әсерінен пайда болады.
Пісуі деп - күйдіргенде саздың тығыздығы өсіп (жоғарыда көрсетілгендей құрамындағы кейбір оңай балқитын бөлшектері балқып балқымаған бөлшектерді өзіне ығыстыру әсерінен), тас тәрізді денеге айналуын атайды.
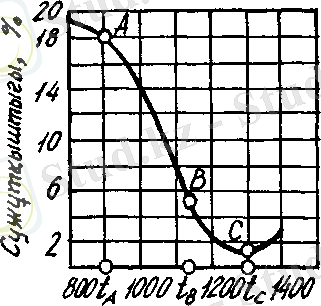
1-сурет. Күйдіру температурасына байланысты керамикалық бұйымдардың сужұтқыштығының өзгеруі: А, Б, С - бұйымдардың су жұтқыштық интервалы
1-суретте көрсетілгендей температура жоғарылаған сайын (С нүктесіне дейін) керамикалық бұйымның пісу дәрежесі өседі, ал сусіңіргіштігі азаяды. t с -дан жоғары температурада бұйымның пісуі емес күйуі балқуы байқалады. А мен С нүктелері аралығындағы температура бұйымның пісуі интервалы (аралығы) деп аталынады. Бұл интервал tс-tа-ға тең, мұндағы tа - пісудің басталуына, ал tс оның аяқталуына сәйкес температуралар.
1. 3 Шикізаттық материалдарды өндеу және қалыптық массаны дайындау
Жүдеткіштер кептіру жəне күйдіру кезінде бұйым отыруын азайтады, сонымен қатар формаға құйғаннан кейін жарылып кетуден сақтайды. Бұл - табиғи заттар (кварцтық құм, ұңтақталған кварциттер, сазды тақта тас), техногенді (шлак, күл) жəне жасанды (шамот - алдын ала күйдірген жəне ұңтақталған сазды жыныс) заттар.
Балқытуды жақсартатын қоспалар (плавен) төменгі температураларда балқыманың пайда болуы арқасында саздың күйіп бірігу температурасын төмендетеді, осы нəтижесінде сұйықты фазалық күйіп бірігу механизмі басым болады. Балқығыш заттарға дала шпаттары, темір кендері, доломит, магнезит, тальк жəне басқа қоспалар жатады. Керамикалық заттардың негізгі қасиеттері: микроқұрылысы; куыстылығы; өткізгіштігі; механикалық мықтылығы; термомеханикалық, жылулыфизикалық, термиялық, химиялық жəне электрофизикалық қасиеттері.
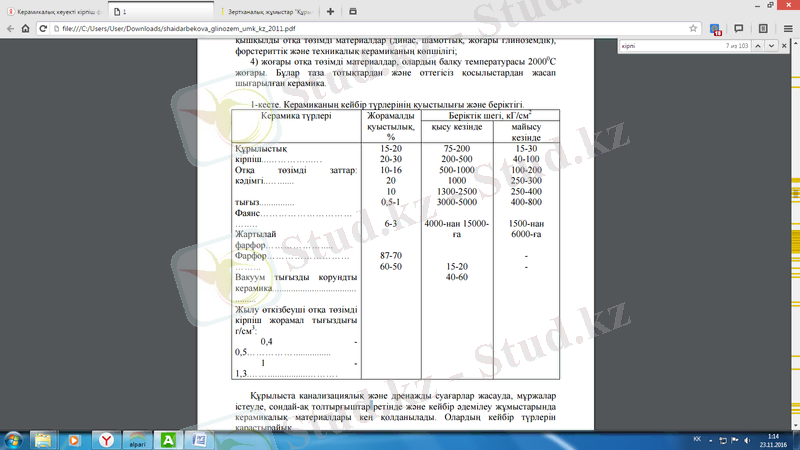
1-кестеде керамиканың бірнеше түрлерінің қуыстылығы жəне беріктігі көрсетілген. Отқа төзімділік қасиеті бойынша керамикалық материалдар 4 топқа бөлінеді:
1) жеңіл балқитындар, олар 13000С температурадан төмен балқийды. Бұл заттарға қызыл саздан жасалған керамика - құрылыстық кірпіш, черепица, дренажды жəне канализациялық құбырлары жатады;
2) баяу балқитындар, бұл заттар 15800С температураға дейін балқиды. Олар - қышқылдарға төзімді, қалаушы материалдары, фаянс, фарфор жəне техникалық керамиканың кейбір түрлері;
3) отқа төзімді материалдар 1580-2С шектер арасында балқиды. Бұлар - қышқылды отқа төзімді материалдар (динас, шамоттық, жоғары глиноземдік), форстериттік жəне техникалық керамиканың көпшілігі;
4) жоғары отқа төзімді материалдар, олардың балқу температурасы 2С жоғары. Бұлар таза тотықтардан жəне оттегісіз қосылыстардан жасап шығарылған керамика.
Құрылыста канализациялық жəне дренажды суағарлар жасауда, мұржалар істеуде, сондай-ақ толтырғыштар ретінде жəне кейбір əдемілеу жұмыстарында керамикалық материалдары кең қолданылады. Олардың кейбір түрлерін қарастырайық. Керамикалық құбырлары мықты жəне тығыз орталығымен, сыртқы жəне ішкі немесе тек ішкі жағынан глазурленген жай саздан жасалынады. Қоныр түске бояу үшін глазур құрамына магний мен темір тотықтарын қосады. Керамикалық құбырлардың негізгі мақсаты - канализациялық суғарларды құру.
Құбырларды ішкі диаметрін 150-ден 600 мм-ге дейін, қабырғасының қалындығын 18-ден 41 мм-ге дейін жəне ұзындығын 800-ден 1200 мм-ге дейін жасап шығарады (МЕСТ 286-64) . Құбырдың бір шеттінде кең қоныш (раструб) болады, ал екінші - аяқ жағында ойма болады. Мұндай құбырларға фасондық детальдердің жиынтығы шығарылады - муфталар, 45 жəне 600 бұрыштағы үшбұрыштар (тройниктер), бір диаметрден басқаға өтпелімдер, тармақтары жəне басқалар. Канализация жүйесінде пайдаланудан басқа, керамикалық құбырлар мұржалар жəне пештік құбырлар ретінде қолданылады. Құбырларды орнатылғаннан жəне қосылғаннан кейін кірпішпен немесе бетонмен қалайды.
Пештіқ изразецтері - бұл пештер мен каминдердің беттерін қалау үшін əдемі, безенген материалдар. Олар отқа төзімді ақ балшық пен құм қоспасынан жасалынады. Изразтердің бет жағына пресстелген жəне күйдірілгеннен кейін глазур жағады, бұдан кейін оны жоғары температурада екінші рет күйдіреді. Балқыған глазур изразтың бетінде сүт түстес жұқа шыныға ұқсас қабықша түзеді. Изразтың сыртқы жалпақ жағынан айрықша ішкі жағына периметрі бойы тік бұрышты ойық бар, оны «қорапша» деп атайды. Қорапшаның ішінде тесіктер жасалынған, олар арқылы изразтерді бірің бірімен байланыстыратын сым өткізілген.
Керамзит - бұл жеңіл қуысты материал, оны жеңіл балқитын саздарды жылдамдық күйдіру арқылы алады. Керамзиттың химиялық құрамы (%) мұндай: SiO2 - 50-65, Al2O3 - 10-25, Fe2O3 + FeO - 3, 5-10, CaO + MgO 7-ге дейін, R2O - 3, 5-5. Сыртқы түрімен керамзит гравийға ұқсайды, бұл домалақ немесе дұрыс формасындағы өлшемдері 3-5 мм-ден 25-30 мм-ге дейін созылған тастар. Күйдіру процесінің арнайы режиміне байланысты шикізатта екі процес қатар жүреді: бір жағынан, балшық көпіршіктенеді, бұл материалға белгілі кеуектілігін береді; ал екінше жағынан, шикізатын сыртқы беті тез балқиды, оның нəтижесінде материал сыртқы əсерге өте тұрақты болады жəне тығыз қабырша түзіледі. Керамзит суда батпайды. Негізгі қолдану аймағы - темірбетонды жəне жеңіл бетон конструкцияларында толтырғыш зат ретінде қолданылады жəне де жылдам құрылыс технологияларында керамзитбетондық блоктарды өңдеу үшін пайдаланылады.
Бөлмелер жылуды өткізбеу үшін бірінші қабаттың қос едендер арасына жəне қабат арасындағы қалқаларында керамзитты үйінді қабат түрінде төсеп қояды. МЕСТ 9759-65 бойынша 150-ден 800-ге дейін 12 маркасы шығарылады. Химиялық тұрақты керамика - бұл сұйық немесе газ тəріздес əртүрлі химиялық заттардың ұзақ əсеріне қарсы тұратын керамика. Оны «қышқылдарға тұрақты» жəне «сілтілерге тұрақты» керамикаға бөледі. Қышқылдарға тұрақты заттар: күйдірілген балшық, фарфор, жартылай фарфор, муллит-корундты жəне корундтық материалдары.
Сілтілерге өте тұрақты магнезиальды-силикаттық массалар, магнезиальдық шпинель, корунд болады. Химиялық тұрақты керамика бұйымдар 2 топқа бөлінеді:
1) ірі түйіршікті жəне кеуекті құрылысты;
2) жұқа түйіршікті, күйіп біріккен немесе жартылай күйіп біріккен. Қолдану аймақтарына байланысты химиялық тұрақты керамикалар: қалауышыға, саптамағыштыға жəне химиялық аппаратураға бөлінеді. Қалауышы бұйымдар металды əр түрлі химиялық реагентердің тікелей əсерінен химиялық аппараттар мен конструкциялардың көпшілігін қорғауға арналған. Олар кірпіш жəне тақташалар формасында ірі түйіршікті массаларынан жасалынады. Қышқылдарға төзімді жəне термо-қышқыл тұрақты плиткалар (МЕСТ 961-68) олардың арнайы қолдануына байланысты 5 маркаларға бөлінеді: КШ - қышқыл төзімді, шамотты; КФ - қышқыл төзімді, фарфорды; ТКШ - термоқышқыл төзімді шамотты; ТКД - термоқышқыл төзімді дунитты; КС - құрғақ пресстеуінің қышқыл төзімді плиткалар. Керамикалық плитка - ең ескі жəне көп кездесетін құрылыстық материалдардың бірі. 1999 ж Ресейде оның 160 миллион квадрат метрі сатылды. Беттік плиткаларды пайдалану түріне техникалық жəне техника- коммерциялық параметрлеріне байланысты жіктелейді. Тұрмыстық керамикалық тақташалар үшін мынадай бөлуді қолданады: а) қабырғалардың жəне едендердің ішкі бетін қалау үшін тақташалар; б) қабырғалардың жəне едендердің сыртқы бетін қалау үшін тақташалар (террасада, балконда) ; в) бассейн үшін плитка (бұл керамикалық плитканың ең үлкен тобы) ; г) керамикалық гранит (керамогранит) . Керамикалық тақташаларда бірнеше таптырмайтын қасиеттер болады. Міне солардың кейбіреулері.
1) Мықтылық. Керамикалық плитка - өте мықты жəне қатты материал. Оның мықтылығы цементтің немесе темірбетонның мықтылығынан 10-20 рет есе артық, 300 Ньютон/кв. мм жетуі мүмкін. Бұл 3 тонн/м2 -ге деген сөз! Бұл қабілеті плитканы дұрыс қалаған кезде ғана сақталады.
2) Қатаңдық. Керамикалық плитканы өте үлкен күштерімен үзген кезде де сынбайды жəне майыспайды. Бұл көрсеткіш плитканың қалындығына байланысты, ол неғұрлым қалын болса, соғұрлым плитка өте қатаң болады.
3) Отқа төзімділігі жəне өртке тұрақтылығы. Осы қасиеттері арқасында пештердің жəне каминдердің сыртқы бетін қалау үшін плитканы кең қолданылады. Плиткалар отта жанбайды жəне қалаушы бетін қорғайды, əрі ешқандай улы газдарды бөліп шығармайды.
4) Жылу сыйымдылығы жəне жылу өткізгіштік. Керамикалық плитка жылуды тез сіңіреді жəне өткізеді, соңдықтан камин мен пештерді осы плиткамен қаптайды.
5) Түсінің тұрақтылығы. Плиткаға күннің сəулелері əсер етпейді, сондықтан ол кейбір материалдар сияқты (тұсқағаз, пластмассалар, маталар жəне басқа) өзінің түсін өзгертпейді.
6) Антистатикалық жəне электроизоляциялық қасиеттері. Керамикалық плитка электр тоғын өткізбейді.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz