Көшіру сызғыш көмегімен конустық беттерді токарлық өңдеудің теориясы мен технологиясы

Жұмыс түрі: Курстық жұмыс
Тегін: Антиплагиат
Көлемі: 28 бет
Таңдаулыға:
Қазақстан Республикасының Білім және Ғылым министрлігі
КУРСТЫҚ ЖҰМЫС
Тақырыбы: «Көшіру сызғыш көмегімен конустық беттерді өңдеу»
Орындаған:
Жетекші:
Орал-2017ж
Мазмұны
Кіріспе . . . 3
1-ТАРАУ. ТОКАРЛЫҚ ӨҢДЕУ ТУРАЛЫ НЕГІЗГІ МӘЛІМЕТТЕР
1. 1. Токарлық өндеудің анықтамасы мен мәні . . . 5
1. 2. Токарлық станоктың негізгі түйіндері мен бөлімдері . . . 6
1. 3. Жоңқаның пайда болуы туралы түсінік . . . 7
1. 4. Кескіштің басты бұрыштары, элементтері мен бөлімдері . . . 8
1. 5. Токарлық кескіштердің жіктелуі, оларды дайындауға арналған материалдар . . . 10
2-ТАРАУ. Көшіру сызғыш көмегімен конустық
беттерді өңдеу
2. 1. Токарлық станоктарға арналған құралдар . . . 12
2. 2 Металл кескіш білдектердің жіктелуі . . . 13
2. 3 Цилиндрлі саңылауларды өңдеу технологиясы . . . 18
2. 4 Конустық доңғалақтардың тісшелерін жасау және түзету . . . 27
2. 5 Қиғаш сызықты тісшелері бар конустық доңғалақтардың
тісшелерін жасау . . . 28
Қорытынды . . . 32
Қолданылған әдебиеттер тізімі . . . 34
Кіріспе
Қазіргі қоғамда адам өмірін машинасыз елестету мүмкін емес. Көмір, кен, мұнай әр түрлі машиналар көмегімен шығарылады. Машиналардың өздерін жасау үшін машиналар қолданады - құралдар: тоңпақтар, баспақтар, металл кесуші станоктар. Бет сапасы мен өлшемі талап ететін керек пішіннің бөлшегін алу үшін дайындаманы металл кесуші станоктарда, металдың артық қабаттарын алып тастап өңдейді. Токарлық өңдеу металдарды кесе отырып өңдеудің бір түрі, механикалық цех зауыттарында орындалады.
Машина жасауда ғылыми-техникалық процесс, автоматтандыру дәрежесі (жартылай автомат, автомат, СББ-лы станоктар және т. б. ) Мен қолданылуы бойынша әр түрлі токарлық станоктар жасауға әкелді. СББ-лы қазіргі заманға сай станоктарда токарлық өңдеумен қатар басқа да операцияларды орындауға болады, станоктан дайын бөлшектерді алуға болады.
Өндіріске жоғары автоматтандырылған жабдықтарды кең енгізу, берілген техникада қызмет етуге қабілетті, білікті маман даярлау міндетін жеңілдетеді. Әмбебап-жонғыш қазіргі заманға сай станоктар құрылымын, оларды баптау әдістерін, әмбебап және арнайы технологиялық жабдықтарды және үздік еңбек әдістерін білуі қажет.
Оқушыларға мамандықты түсінікті, мықты әрі тереңдетіп игеру үшін жеткілікті мелшерде, қазіргі заманғы техника мен технологияның ғылыми негіздерін білім беру мақсатында оқу құралы «Әмбебап-жонғыш» мамандығы бойынша бағдарламалар мен оқу жоспары негізінде құрылған.
Берілген тапсырмалармен оқушылардың бағдарлама материалын игергендігінің әр түрлі деңгейін тексеруге, білімдерін бақылауға және өзін бақылауын ұйымдастыруға қолдануға болады.
Көрсетілген жұмыс дәптері кәсіби мектеп оқушылары үшін арналған және әр түрлі емтихандар мен олимпиадаларға дайындауға көмектеседі.
2010 жылғы дейінгі Қазақстан Республикасының білім жүйесін дамытудың Мемлекеттік бағдарламасында әрбір жас жеткіншектің әлемдік білім кеңістігіне жан-жақты дамып кіруін қамтитын шаралар анықталған. Басты маңыздылығы оқу және кәсіби даярлық жағдаяттарын шешу болып табылады.
Токарлық өңдеу - бұл берілген пішіні мен өлшемі бар айналу денесінің технологиялық процесі. Нәтижесінде өңделетін дене айналуында кескіш құралдар мен жоңқа алынады.
Өндіріске жоғары автоматтандырылған жабдықтарды кең енгізу, берілген техникамен қызмет көрсетуге қабілеті бар білікті қызметкер даярлау міндетін талап етеді. Әмбебап жонғыш қазіргі заманғы станоктардың құрылымын, оларды жөндеу әдістемесін, әр түрлі әмбебапты және арнайы технологиялық құрастыру мен еңбектің озық әдістерін білу керек.
1-ТАРАУ. ТОКАРЛЫҚ ӨҢДЕУ ТУРАЛЫ НЕГІЗГІ МӘЛІМЕТТЕР
1. 1. Токарлық өндеудің анықтамасы мен мәні
Токарлық өңдеу - бұл берілген пішіні мен өлшемі бар айналу денесінің технологиялық процесі. Нәтижесінде өңделетін дене айналуында кескіш құралдар мен жоңқа алынады.
Басқа сөзбен - бұл өңдеп алу жолымен дайындаманың пішіні мен өлшемінің өзгеруі.
Станок дайындамаға айналуын, ал құралға соған қатысты орын ауыстыруын қамтамасыз етеді. Дайындамалар мен кескіштердің әр түрлі қозғалыстарына байланысты кесу процесі жүреді. Токарлық станокта сыртқы цилиндрлік беттерді, конустық, фасондық және ішкі беттерді өңдеу, бунақтарды жону, үңгу, бұрғылау, дәнекерлеу және ұңғылау кеңінен қолданылады. Бұл жұмыстарды орындау үшін кескіштер, бұрғы, үңгі, ұңғылағыштар, бұранда ойғыштар, бұранда салғыштар қолданады.
Сұлбалар 1. Токарлық станоктарда өңделетін типтік бөлшектер
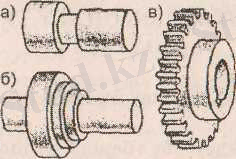
1. 1-сурет. а - сатылы білік; б - шкив; в - тісті дөңгелек (тістегеріш)
2. Токарлық өңдеумен шығатын беттер түрі
6
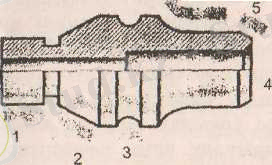
1. 2-сурет. 1 - цилиндрлік; 2, 5 - конустық; 3 - фасондық; 4 - жазық шетжақтау; 6 - галтель
Өзін бақылауға арналған тапсырма
1. 2. Токарлық станоктың негізгі түйіндері мен бөлімдері
Токарлық топтар станоктарында бір типтес сәйкес орналасқан түзілімдер бар. Мысалға, 16К20 токарлық бұрама кесуші станогын қарастырайық. Оның негізгі түйіндеріне кіреді: тұғыр, алдыңғы топай беру қорабы, артқы топай, фартук.
Тұғыр негізгі түзілімдерді бекітуге арналған станоктың негізгі бөлігі болып табылады. Тұғырдың негізгі бөлімі - бағыттауыш. Бағыттауыштың пішіні призмалы жазықтық түрінде, бұлар арқылы станоктың жылжымалы түзілімдері орын ауыстыра алады. Тұғыр екі тапал тіреуде орналасқан.
Алдыңғы топай дайындаманы бекіту үшін қызмет етеді және де оған айналмалы қозғалыс береді. Жауапты бөлімі айналдырық - жылдамдық қорабының негізгі білігі, дайындамаға айналмалы берілісі үшін, сонымен қатар айналдырықтың айналым санының өзгеруі үшін қызмет етеді. Тісті доңғалақ пен жалғастырғып күйесінен тұратын бұл механизм жылдамдық қорабы деп аталады.
Берілістер қорабы - жүрістік бұрама мен жүрістік бөлігіне айналым беретін механизм. Айналмалы қозғалыс берілістер қорабына кері қимылды механизм мен ауысымды тісті доңғалақтарымен гитараның көмегі арқылы айналдырықтан беріледі.
Артқы топай дайындаманың екінші шетін ұстау үшін және орталықта (центрде) өңдеу кезінде оған нақты күй беруге арналған. Артқы топайды оған бұрғылар, үңгілерді, ұңғылағыштарды орнату үшін жиі пайдаланады. Артқы топайдың негізгі бөлшектері негіз (табан), тіреуіштермен және төлкемен, тұрқы, сүйеутөлке, дөңгелек тұтқа, бұрама және тұтқа (қолсап) болып табылады. Сүйеутөлкенің алдыңғы бөлігінде конустық ұя бар.
Фартук - жүрістік бұрамамен жүрістік біліктің айналмалы қозғалысын суппорттың түзу сызықтық қозғалысына өзгертетін механизмдер жүйесі.
Суппорт - беріліс қозғалысын қамтамасыз етуге, кескішті бекітуге арналған құрылғы, яғни кескіштің әр түрлі бағытта орын ауыстыруы. Беріліс қозғалысы қолмен және де механикалық түрде жасалады. Механикалық беріліс қозғалысын суппорт жүрістік бұрама мен жүрістік біліктен алады.
Гитара ауысымды тісті доңғалақтарға сәйкес таңдалған беріліс талабына станокты баптау үшін арналған.
1. 3. Жоңқаның пайда болуы туралы түсінік
Жону процесі - бұл жоңқаның пайда болу процесі. Ол қиын физикалық құбылыстармен жүзеге асады - пластикалық деформациямен, жылу бөлумен, кескіш құралдар жұмысына, еңбек өнімділігі мен өңдеу сапасына тікелей әсер ететін құралдардың пайда болуымен.
Жону процесі мына шартта жасалады, егер бір уақытта оның екі негізгі қозғалыстары: басты қозғалыс пен беріліс қозғалысы жүрсе.
Егер біз айналып тұрған дайындамаға кескішті әкелсек, онда ол сақиналы бунақты жонады, ал дайындаманы барлық цилиндрлік бет бойымен өңдеу үшін кескішті оның осі бойымен ауыстыру қажет.
Дайындамада өңделінетін бетті, өңделінген бетті және жону бетін айырады.
Өңделінетін деп металл қабаты алынатын бетті атайды, өңделінген деп жоңқаны алғаннан кейінгі бетті атайды. Құралдың кесу жиегіндегі өңделінетін дайындамадан жасалатын бетті жону беті деп атаймыз.
Станоктың жұмыс механизміне берілетін кескіштің әсерімен, дайындама қабат бетіне оны қыса отырып кеседі. Қысу процесі серпінді және пластиалық деформациялармен жасалады. Кескішті одан әрі тереңдетуде қабат бетінің ішкі кернеуі де өседі. Өңделінетін металдың беріктік шамасына жеткен кезде оның қысылған элементі опырылады және кескіш бетінің үстіне қозғалады. Кескіштің келесі қозғалыстары металдың кезекті элементтерін қысады, опырады және жылжытады, жоңқа түзе отырып өңдеудің шартына байланысты әр түрлі қалыпты жоңқа пайда болады.
Элементті жоңқа (опырмалы жоңқа) қатты және созылмайтын материалдарды кесудің шағын жылдамдығында өңдеу кезінде алынады.
Сатылы жоңқа қаттылығы орташа болатты, алюминийді және олардың қорытпаларын кесудің орташа жылдамдығында өңдеу кезінде пайда болады.
Иірмелі жоңқа жұмсақ болатты, мысты, қорғасынды, қалайыны жоғары жылдамдықта өңдеу кезінде жасалады. Бұл жоңқа кетіксіз ұзын таспа немесе жазық спиральды түрінде болады.
Жарықшақ жоңқа пластикалығы аз металдарды (шойынды, қоланы) кесу кезінде жасалады және бөлек жұлынған үзімдерге ұқсас түрі бар.
1. 4. Кескіштің басты бұрыштары, элементтері мен бөлімдері
Кескіш тікбұрышты (кейде дөңгелекті) қима сырығы секілді және де жұмыс бөлігі мен тұрқыдан тұрады. Кескіштің жұмыс бөлігі құралдың жүзі орналасқан кесуші бөлігі болып саналады. Кескіш тұрқысы құралды станокқа орнатуға және бекітуге арналған.
Кескіштің жұмыс бөлігінде алдыңғы бет, басты және қосымша артқы бет, негізгі және қосымша кесу жиегі, жүздің ұшы және кесу жиегінің шеңбер радиусы бар.
Жоңқа түсетін бетті алдыңғы бет деп атайды.
Кескіштің артқы беті деп өңделетін бөлшекке ұсталынған бетті атайды, оның бірі негізгі, басқасы қосымша болып келеді.
Кескіштің кесу жиегі деп оның алдыңғы және артқы жиектердің қиылысуынан түзілген сызықты айтады. Кесудің негізгі жұмысын орындайтын кесу жиегі негізгі деп аталады. Кескіштің басқа кесу жиегі қосымша деп аталады.
Кескіштің ұшы (төбесі) деп негізгі және қосымша жиектердің түйіндескен орнын атайды. Кескіштің ұшы өткір, жалпақ кесілген немесе домалақ болуы мүмкін.
Құралдың қажет кесу мүмкіндігін қамтамасыз ету үшін бөлшек бетінің сапасы мен талап етілетін дәлдігін, еңбектің жоғары өнімділігін алуға, кесу геометриясын, яғни бұрыштар мөлшері мен алдыңғы бет пішінін дұрыс таңдау қажет.
Кескіштің негізгі бұрыштары: басты артқы бұрыш, алдыңғы бұрыш, ұшты бұрыш пен кесу бұрышы болып саналады. Бұл бұрыштар басты кесу жиегіне, кесу жазықтығы мен негізгі жазықтыққа перпендикулярлы басты қиылысқан жазықтықта өлшенеді.
Жүздің алдыңғы беті мен кесу жазықтығына перпендикулярлы жазықтық арасындары бұрыш ү алдыңғы бұрыш деп аталады.
(3 үшты бұрышы алдыңғы бет пен басты артқы бет арасында өлшенеді.
а - кесу бұрышы деп кескіштің алдыңғы беті мен кесу жазықтығы арасындағы бұрышты айтады.
Басты артқы жүздің беті мен кесу жазықтықтарының арасындағы бұрышты а артқы бұрышы деп атайды.
1. 5. Токарлық кескіштердің жіктелуі, оларды дайындауға арналған материалдар
Кескіштер - ішкі және сыртқы беттерді жону үшін дайындаманы кесіп алуға, бұранда оюға, қиық жиектерді алуға және шетжақтарды тіліктеу үшін токарлық станоктарда қолданылатын көп таралған құрал түрі.
Құрылымы бойынша кескіштерді тұтас және құрастырылған деп бөледі.
Қималары бойынша ұстағыштар тік төртбұрышты, квадратты және дөңгелекті болып келеді. Ұзындығы бойынша кескіштерді 32 мм-ден 500 мм-ге дейін шығарады.
Қолданысы бойынша кескіштер өтпелі, бүйіршіктейтін (тілімдейтін), қиғыш, кеңей жоңғы, бунақты, бұрандакескіш, фасонды және басқалай бөлінеді. Өтпелі кескіштер түзу және иілген болады.
Кесу құралын дайындау үшін келесі құрал материалдарын қолданады: тез кескіш болаттар, қоспаланған және көміртекті болаттар, қатты қорытпалар, минерал-қышты, табиғи және жасанды алмаздар.
Құралдық болаттар - негізгі мәні (сипаты) : кесу қабілеті, қызу төзімділігі, жылу төзімділігі, төзу төзімділігі.
Шыбықты болат дайындау тәсілі бойынша соғылған, ыссы соғылған, мөлшерленген болып бөлінеді.
45 және 40 х таңбалы құрылымдық болаттарды кескіш ұстағыштарын жасау үшін қолданады.
У 12А, УІЗА таңбалы аспаптық көміртекті болаттар - ұңғылағыштарды, бұранда кескіштерді, егеулерді даярлауға арналған.
9ХС және ХВГ таңбалы құралдық қоспаланған болаттар - бұранда жасаушы құралдарды даярлауға арналған.
Тез кескіш болаттар фасонды, бұранда кескіш және кесу кескіштерді даярлауға арналған.
Қатты қорытпаларды құралдың кесу элементтерін дайындау үшін қолданады және төрт топқа бөледі: вольфрам кобальтты (ВК), титан танталды (ТТ), титан кобальтты (ТК) және вольфрамсыз (ТМ және ТН) .
ВК топты қорытпалар шойыннан, түсті металдардан жасалатын бөлшектердің төзімді болаттар мен сынық жоңқа жасайтын басқа материалдарды өңдеу үшін қолданады.
ТК тобын коррозияға төзімді және ыстыққа берік болаттарды өңдеу үшін қолданады.
ТМ топты қорытпалар құрылымдық, төмен қоспаланған болаттар мен түсті металдарды таза және жартылай таза өңдеуінде қолданады.
2-ТАРАУ. Көшіру сызғыш көмегімен конустық
беттерді өңдеу
2. 1. Токарлық станоктарға арналған құралдар
Токарлық бұрамакескіш станоктардың құралдары дайындама мен аспаптарды орнатуға және бекітуге арналған. Құралдардың әр түрлі үлгілері көп. Оларды әмбебапты және арнайы деп бөледі. Әмбебапты деп дайындаманы бекітуге арналған құралдарды сыртқы бетін (орталықта) өңдеуде және тесіктерге қарап бөледі.
Патрондар. Токарлы патрондар оларға дайындаманы орнатура және бекітуге арналған. Өзі центрленетін үш және екі жұдырықшалы патрон, өзі центрлемейтін төрт жұдырықшалы, жетекші және арнайы патрондар болады. Патрон жетегі қолды, жетекті, гидравликалың, пневматикалық, құрастырылған болуы мүмкін.
Айналдырықта токарлық патрондарды бекіту тәсілі бұранда бойынша немесе ернемекте бекітуге бөлінеді. Өзі центрленетін патрондар дайындамаларды тез орнатуға және бекітуге мүмкіндік береді. Бұл қандай болсын бір бұрманың бұрылуында барлық жұдырықшаларды бір уақытта орын ауыстыруымен жетеді. Осы кезде жұдырықшалар бір уақытта центрленеді және дайындаманы қысады.
Центрлер. Токарлы центрлерді станокқа дайындамаларды орнату үшін қолданады. Жұмыс бөлігінен, соңғы бөліктен, цилиндрлік бөліктен тұрады. Конустың жұмыс бөлігінде дайындаманы орнатады. Соңғы бөлік алдыңғы топай айналдырығы мен артқы тұғыр сүйеутөлкесінің шеткі тесіктеріне дәл келуі керек.
Кіші диаметрлі дайындамаларды орталықта өңдеуде өздігінен тартатын қамыттар қолданады.
2. 2 Металл кескіш білдектердің жіктелуі
Металл кескіш білдек деп -дайындамадан жоңқаны алу жолымен белгіленген өлшемдерге, пішінге және беттің кедір-бұдырлығына сай келетін бөлшекті алуға арналған технологиялық машинаны айтады. Білдектерде металдан жасалған дайындамаларды ғана өңдемейді сонымен қатар басқада материалдардан жасалған дайындамаларды да өңдейді сондықтан «металл кескіш» термині шарты болып табылады. Дайындама деп - еңбек өнімін айтады, оның пішінің, өлшемін және бетінің қасиетін өзгертіп бөлшек жасайды.
Білдектер әртүрлі белгілерге сәйкес жіктелуі мүмкін, солардың негізгілері төменде қарастырылған.
Әмбебаптық дәрежесіне қарай әмбебаптық, арнаулы және арнайы деп бөлінеді.
Әмбебаптық білдектер кең номенклатуралы бөлшектерді өңдеуге арналған, олар бөлшектің шекті габаритімен, құрал жиынтығымен және технологиялық операцияларымен шектелген.
Арнаулы білдектер (специализированные) белгіленген өлшемдер аумағында, біртекті бөлшектерді (құбыр, жалғастырғыш, иінді білік және бекіту тетіктері) өңдеу үшін арналған.
Арнайы білдектер белгілі бір ғана бөлшекті өңдеуге арналған, кей кезде біртекті бірнеше бөлшектерді де өңдеуге қолданады.
Арнаулы және арнайы білдектері негізінен көп сериялы және жаппай жасау өндірісінде қолданылады.
Өңдеу дәлдігінің дәрежесіне қарай білдектер бес топқа бөлінеді:
• қалыпты дәлдікті(Н) ; бұл топқа әмбебап білдектерінің көптеген түрлері жатады;
- жоғарлатылған дәлдікті(П) ; бұл топтағы білдектерді, қалыпты дәлдікті білдектер негізінде құрады, алайда олардың жауапты бөлшектердің өңдеу дәлдігіне, жинау сапасына және білдектің реттеуіне жоғарлатылған талап қойылады;
- жоғары дәлдікті(В), білдектің бөлек тораптарының арнайы құрылымдарының арқасында жоғары дәлдікке қол жеткізіледі және бөлшектің жасалу дәлдігіне, жинау сапасына, білдектің реттеуіне жоғарлатылған талап қойылады;
- аса жоғары дәлдікті(А), білдектерді жасау барысы В топтағы білдектерді жасауға қарағанда қатаң талаптар қойылады;
•ерекше дәлдікті(С) білдектер немесе шебер-білдектер.
В, А және С топтағы білдектердің жұмысын қамтамасыз ету үшін, өндірістік ғимараттарда ауа температурасы және ылғалдылық тұрақты және автоматты түрде реттеліп бір қалыпты деңгейде болу керек.
Металлкескіш білдектерінің белгіленуі Кесте 1. 1
Ажарлау, әрлеу,
жетілдіру, қайрағыш
Автоматтандыру дәрежесіне қарай білдектер механикалық және автоматты (автоматты және жартылай автоматты) деп екіге бөлінеді.
Механикалық білдекте текбір ғана операция автоматтырылған, мысалы дайындаманы қысу немесе құралдың берілісі.
Автомат - барлық технологиялық операцияларының негізгі және қосалқы циклдік қозғалыстарын іске асырады және оны адам көмегінсіз қайталай береді. Жұмысшы білдектің тек жұмысын және өңдеу сапасында бақылайды.
Жартылай автомат - автоматтық циклмен жұмыс істейтін білдек, циклді қайталау үшін жұмысшы араласу керек. Мысалы, жұмысшы бөлшекті алып жаңа дайындаманы орнату керек, содан кейін келесі циклді қайталау үшін білдекті қосады.
Айналдырықтың орналасуына қарай білдектер вертикальді, горизонтальді, көлбеулі және құрастырмалы деп бөлінеді.
Салмағына қарай білдектер жеңіл (1 т дейін), орташа (10 т дейін) және ауыр (10 т жоғары) болып бөлінеді. Ауыр білдектер арасынан аса ауыр немесе бірегей (100 т жоғары) білдектерді бөлуге болады.
Шығарылатын білдектердің барлық түрлерінің және өлшемінің жиынтығы білдег тұрпаты деп аталады. Сериялы шығарылатын білдектерді белгілеу үшін, тәжірибелік ғылыми-зертеу институты топтастырғышты дайындап қабылдады, оған сәйкес барлық білдектер тоғыз топқа бөлінеді (кесте 1. 1) . Әр топ өз кезегінде тоғыз түрге бөлінеді, әртүрі білдектің қолдану аумағын, сәйкес орналастыруын және басқада ерекшеліктерін көрсетеді.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz