Жоғары сынып оқушыларына ағаш өңдеу негіздерін оқытудың теориялық-әдістемелік негіздері

Кіріспе
Зерттеудің көкейкестілігі: Кез-келген қоғамның дамуы өндірістің дамуымен байланысты. Сондықтан да материалдық өндіріс саласында материалдық және рухани игіліктерді өндеуші маман иелерін мектеп қабырғасынан дайындауды үйрету кезек күттіртпейтін мәселе болып табылады.
Технология пәні арқылы мектеп қабырғасында халық шаруашылығының басты салаларының негіздері оқытылады. Ондағы мақсат - оқушының өндіріске тән іскерлігі мен дағдысын қалыптастыру. Сол себепті де, мектептегі еңбекке дайындау ісінде «Технология» оқу пәнінің мазмұны келешекте материалдық өндіріс жағдайында еңбек етуге болашақ оқушы тұлғасын дайындауға сәйкес іріктелген. Пән мазмұнына сәйкес тақырыптардың бірі ағаш өңдеу технологиясы.
Оқу пәні мазмұнына сәйкес оқушылардың білім сапасын арттыруға әсер ететін факторлар көптеп саналады. Сондықтан да жетілдірілген оқу бағдарламаларымен, оқулықтармен, оқу құралдарымен қамтамасыз ету; мектептің оқу-материалдық базасын жақсарту, мектептерді қажетті көрнекті құралдармен толық жабдықтау; мұғалімнің әдістемелік дайындығын жетілдіру және т. с. с. мәселелерді шешу оқушылардың білім сапасына ықпал етеді.
Осы факторлардың ішінде оқушылардың білім сапасын арттыру, ең алдымен, мұғалімнің кәсіби шеберлігіне, оқушылардың оқу іс-әрекетін педагогикалық саууатты ұйымдастыра білуіне байланысты. Оқу бағдарламалары қаншалықты жетілдірілгенімен, оқулық пен оқу құралдарының сапасы барынша жақсартылғанымен, мектеп қажетті оқыту құралдарының сапасы барынша жақсартылғанымен, мектеп қажетті оқыту құралдарымен керегінше жабдықталғанымен, оқыту процесінде осының баршасына жан бітіріп, іске қосатын, оқушыларды бақылау, байқау, зерттеу, оқу, үйрену, т. с. с. іс-әрекетке қатыстыратын, жүзеге асыратын мұғалім.
Білім беру саласындағы әлемдік білім кеңістігіне ұмтылуға байланысты жасалынып жатқан талпыныстар мектеп оқушыларының дербестігін, іздемпаздығын, белсенділігін мен шығармашылық мүмкіндіктерін дамытуды талап етеді. Сондықтан оқушылардың мектепте оқып жүрген кезінде олардың ойлау белсенділігін дамытып, білімі мен біліктіліктерін өмірдің жаңа жағдайында пайдалана білуге қажеттілігі туындайды. Бұл міндеттердің жүзеге асуы оқушылардың шығармашылық іс-әрекеттерін оңтайлы ұйымдастыруға тікелей байланысты. Мектеп оқушысы жаңаша өмір сүріп қоймай, қоғамның әлеуметтік, құқықтық, экономикалық нормаларын меңгере отырып, қоғам мен тығыз байланыста болуын дамыту. 1) оқушылардың теориялық білімдерін шыңдау 2) оқушылардың жеке дара ерекшеліктерін ескеру 3) шығармашыл тұлға қалыптастыру.
Курстық жұмысымның тақырыбы: « Жоғары сынып оқушыларына ағаш өңдеу негіздерін оқыту »
Курстық жұмыстың мақсаты: технология пәнін оқытудың негізгі мақсаты - оқушылардың қоршаған әлемді бейнелі қабылдау көркем-шығармашылық қабілеттері мен бейімділігін дамыту және сезімдік, эмоционалды-құндылық тәжірибелерін терендетіп, байыту болып табылады.
Курстық жұмыстың міндеттері :
- оқушылардың көркем-шығармашылық қабілеттері мен бейімділігін, ой ұшқырлығы мен бейнелі көркемдік зейінін, заттар мен қоршаған ортаға деген эстетикалық құндылық қатынасын дамыту, шығармашылық жеке тұлғасын қалыптастыру;
- композициялық зандылықтар, түстану, натураға қарап, еске түсіру және көз алдына елестету бойынша сурет салу негіздеріне үйрету;
- салынған суреттегі форма, тепе-теңдік, көлем, перспектива, жарық пен көлеңке, композицияға ерекше назар аударуға үйрету;
- кеңістік ұғымдарын, болмысты көркем-бейнелі қабылдауын қалыптастыру, оның әсемдігі мен түс байлығының үйлесімділігін түсіне отырып, түс түйсігін дамыту;
- отандық және әлемдік өнер және мәдени мұралар құндылықтарды бағалай білу біліктіліктеріне баулу.
Мемлекеттік стандарт қойған жоғарыдағы талаптарды орындауда оқушылардың өзіндік даму дағдыларын қалыптастыруда жеке тұлғаға бағытталған технологияның орны ерекше.
Технология пәні ғылыми білім элементтерін, ұғымдар жүйесін міндетті түрде қамтиды және танымдық, дамытушы роль атқарады. Әр мұғалімнің міндеті алдына келген оқушыны білу, зерттеу. Халқымызда «Бұлақ көрсең, көзін аш», - деген нақыл сөз бар. Әр оқушы мөлдір де таза бұлақ, сондықтан оны көре білу, әр баланы тұлға ретінде зерттеу, бақылау, қалыптастыру, дұрыс бағыт беру күн талабы. Өйткені олар болашақ қоғам иесі. Бір 2-сынып оқушысы «Менің мұғалімім барлық балалармен бірге, мені де оқытады», - деген екен. Бұл сөзден мұғалімнің әр оқушыны көруін, жеке тұлғаға бағытталған оқыту жүйесімен жұмыс істеп жатқанын байқауға болады.
Курстық жұмыстың құрылымы: кіріспеден, екі бөлімнен, қорытындыдан, пайдаланылған әдебиеттер тізімінен тұрады.
1 Жоғары сынып оқушыларына ағаш өңдеу негіздерін оқытудың теориялық негіздері
1. 1 Ағаш материалдары жайлы жалпы түсінік
 Ағаш деп негізі бағана, тамыр және бұтақтан тұратын тығыз материалдарды айтады. Ең керекті ағаш материалдарын ағаштың бағанасын бірнеше бөлікке тілу арқылы алады (1-сурет) . Ағаш материалдары халық шаруашылығында кеңінен қолданылады. Олардан құрылыс конструкцияларын (терезе,, есік, еден), жиһаз, қағаз, музыкалық аспаптар және т. б. бұйымдар дайындайды. Ағашты лақ, шайыр (смола) және т. б. заттарды жасайтын өндірістерде де қолданады.
1-сурет
Ағаш деп негізі бағана, тамыр және бұтақтан тұратын тығыз материалдарды айтады. Ең керекті ағаш материалдарын ағаштың бағанасын бірнеше бөлікке тілу арқылы алады (1-сурет) . Ағаш материалдары халық шаруашылығында кеңінен қолданылады. Олардан құрылыс конструкцияларын (терезе,, есік, еден), жиһаз, қағаз, музыкалық аспаптар және т. б. бұйымдар дайындайды. Ағашты лақ, шайыр (смола) және т. б. заттарды жасайтын өндірістерде де қолданады.
1-сурет
Біздің елдің ормандарында 100-ден астам әр түрлі ағаш породалары барлығы қылқан жапырақтары (хвойный) (шырша, қарағай, балқарағай), жапырақты (емен, шамшат, қайың, көк терек) болып бөлінеді. Ағаштың текстурасы оның породасына және бағанасын қыртысымен талшықтарының бағытында кесілуі көрінісіне байланысты (2-сурет) . Ең ажарлы текстура бағананы өсіне көлденең өзегінен біршама ара қашықтықта кескен кезде болады. Кейбір ағаштардың (емен, сәмбі тал, шамшат, қайың) текстурасы бағанның өсіне көлденең өзегі бойымен кесілгенде сәнділігі көрінеді. Оны ағаш материалдарын дайындағанда және онымен жұмыс істегенде ескереді

Ағаштың ылғалдылығы ондағы су мөлшерінің өлшемімен сипатталады.
Жаңа кесілген ағаш өте көп ылғалдыққа ие. Ондай ағаштар нашар өнделіп, тез шіриді. Олардан жасалған бұйымдар майысуы, пшінін және өлшемін жоғалтуы, жарылуы мүмкін. Сол үшін өңдеуге тек қана жақсы құрғатылған ағаш пайдаланылады.
Ағашты ең қарапайым кептіру тәсілі табиғи кептірілуі болып саналады. Тақтайларды дестелеп бір-біріне айқастыра ашық жерде немесе бастырманың астында жинайды. Жыл мезгіліне байланысты ағашты кептіру уақыты 1-ден 10 аптаға дейін созылады. Ағаш шетінен бастап кебеді, бұл ағаштың жарылуына жол беруі мүмкін. Сол үшін ағаш шетіне майлы бояу немесе бор сұйықтығын жағады.
Ағашты тез және сапалы кептіруді арнаулы кептіру камераларында орындайды. Оның ішіне арнаулы желдеткіш қондырғылардың көмегімен үлкен және қатты ыстық ауа жіберіледі. Камерадағы ағаштың кептірілу уақыты 1-2 тәулік.
Ағаштың механикалық қасиеті оның сырттан түсетін күшке кедергі көрсететін әдісімен сипатталады. Ондай қасиеттерге беріктік, қаттылық, иілгіштік жатады.
Ағаштың беріктігі деп оның үлкен күшке сынбай шыдауын айтады. Ол ағаштың тұқымына оның серпімділігіне және ылғалдылығына байланысты. Сәмбі тал, емен, қайың ағаштарының беріктігі жоғары болады, ал көктал,, шырша, қарағай ағаштарының беріктігі төмен болады.

Ағаштың қаттылығы деп оған басқа қатты дененің енуіне кедергі жасайтын күшті айтады. Мысалы, емен алғашқы шеге қағып көріңдер, ол майысып кетуі мүмкін, ал көктерек немесе жөке ағаштарға шеге оңай кіреді. Ағаштың қаттылығын арнаулы тетіктердің қөмегімен анықтайды(4-сурет) .

Ағаш серпімділігі деп оған сырттан түскен белгілі күш ықпалын жойған соң оның бастапқы пішініне қайта келу қабілетін айтады. Мысалы, металл, ағаш өлшеу сызғышы, жоғары серпімділікке ие.
Ағаштың ақауы деп оның белгілі-бір бөлігінде сапасын төмендететін және оны келесі өңдеуге мүмкіндігін шектеуді айтады.
Кеңінен таралған ақауларға ағаштың көзі (5а-сурет) және жарығы (5б-сурет) жатады. Олар ағаштың біртектілігін бұзады, дайындаманың беріктігін төмендетеді сыртқы көрінісін нашарлатады және өңдеу процесін
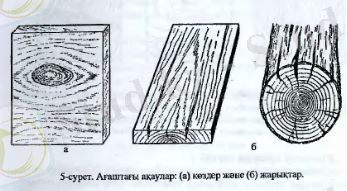 қиындатады.
қиындатады.
- Технология пәнінде ағаш тілу негіздерін пайдалану
Ағашты механикалық жолмен өңдеу ағаш талшықтарын қию арқылы аралау, сүргілеу, фрезерлеу, қашау және талшықтарды бүлдірмей-ақ ию, престеу бойынша жүзеге асырылуы мүмкін. Ағаш өңдеу көбінесе ағаш талшықтарын қию арқылы жүргізіледі, оның үстіне өңдеудің бүл түрінің негізгі әдісі - тілу.
Тілу түрлері былай ажыратылады: жаңқа шығарып өңдеу, аралау, сүргілеу, қашау, бұрғылау, үгінді жаңқа шығармай тілу, сынаны кесу, сынаны қайшы түрінде кесу, ағашты жару, отын жару, бөшкені тойтармалау, шабылған және тарамдалған шаттама дайындау. Ағашты механикалық жолмен өңдегенде үгінді жаңқа шығарып кесу өте жиі қолданылады. Ағашты тілу арқылы өңдеу бір кескіші бар пышақ, бірнеше кескіші бар фрезерлер, көп кескіші бар ара,
кесетін құрал-саймандар арқылы жүргізіледі. Тілу әдісі үстінде сына тәрізді кескіштің жүзі сыртқы күштің әсерінен ағашқа ену арқылы талшықтарды
қиып, оларды үгінді және жаңңа түрінде беліп шығарады. Кесу кезінде ағаштың тілінген жақтары тегіс алынбай үзын жаңқалар пайда болады. Ағаш тегіс тіліну үшін арнайы жасалған жаңқа бөлгіш сүргідегі дөңес жоңқаларды сындырып отырады. Сына тәрізді кескіш (6, а-сурет) қырынан (жүзі), алдыңғы артқы және бүйір жақтаулардан тұрады. Кескіштің жүзі түзу жылжып отыратын жазықтыңтың беті кесу жазықтығы деп аталады. Кескіштің алдыңғы және артқы жаңтаулар арқылы жасалатын Р бұрышы
немесе қайрау бұрышы деп аталады. Кескіштің алдыңғы жақтауы мен кесу жазықтығының арасынан жасалатын а бұрышы немесе кесу бұрышы деп аталады. Артқы бүрышы кескіштің артқы жақтауы мен кесу жазықтығының арасынан жасалады.

6-сурет Ағашты кесу.
А - кескіш элементтер; 0 0 ’ - кескіш жиегі - кескіш жүзі; 0 0 ’т’т - кескіштің алдыңғы беті; 0 0 ’т’п - кескіштің артқы беті; 0 ’т’п - бұйір жиектері; кесу жазықтығы; кесу бұрышы; В - ұшталу бұрышы;
а - артқы бұрышы; Ү - алдыңғы бұрышы; б - ұштай кесу;
в - талшықты бойлай кесу, г - талшықты көлденеңінен кесу
Ағашты сапалы өңдеу үшін бұрышты дұрыс таңдаудың үлкен мәні бар. Өткірлену бұрышы кішірейіп кеткенде кесу тұрақтылығы дереу төмендейді, яғни кескіштің жүзі тез мұқалады, кертіліп немесе сынады. Сүргі пышағы үшін өткірлену бұрышының (25+2, 5) алдыңғы бұрышы аспаптың қолданылуына, жадығаттық сипаты жөне өңдеу түріне қарай 43-50 °С аралығында ауытқып отырады. Ағашты кесу кезінде кескішті жадығатқа түсіру және үгінді жаңқа шығару сияқты бірқатар күрделі құбылыстар болып өтеді. Кесу процесін айқынырақ біле түсу үшін оны элементтерге бөлу керек, егер ағашты кескішпен өңдеу кезінде кесудің тек бір жазықтығы пайда болып, жаңқа сол өңделетін беттің ұзына бойы ширатылып жатса, мұны кесудің ашық түрі деп атаймыз. Ал ағашты өңдеуде екі немесе үш кесу жазықтығы пайда болған жағдайды кесудің жабық түрі деп атаймыз. Кесу
жай қарапайым және күрделі болып бөлінеді. Жай кесу бұл ашық кесу болып табылады, мұндайда кескіштің ені, өңделетін дайындама енінен тегістегіш пышақпен жасаған жұмыс жалпақ болады және пышақтың жүзінің салған жолы түзу болып шығады. Жай кесу әдісі үстінде кескіш жүзі тұрақты жылдамдықпен жылжып, жаңқалар қалыңдығы біркелкі болады.
Күрделі кесудің жай кесуден айырмашылығы - кесетін пышақ жүзінің салған жолы қисық сызықты траектория түрінде болады және үгінді-жаңқалардың
қалыңдығы әр түрлі, оның үстіне кескіштің ені жүзінің жалпақтығы өңделетін дайындама енінен тар болуы мүмкін. Ағаштың талшығының бағытына қатынасы жағынан кесудің үш жағдайы болады: үштай кесу, бойлай кесу және көлденең кесу.
Ұштай кесу кезінде (6, б-сурет) кесу жазықтығы мен кесу бағыты ағаш талшығына перпендикуляр түрде болғанда іске асады. Ұштай кесу кезінде үгінді-жоңқалар қабатталған күйіне түседі, ал ағаштың кесілген
беті ойлы-қырлы болып шығады.
Бойлай кесу кезінде (6, в-сурет) кесу жазықтығы мен кесу бағыты ағаш талшықтарына параллель болады, талшық қабаттары оңай ажыратылады, ағаштың кесілген беті тегіс, үгінді-жаңқалар формасы ағаштан түскен қабаттың қалыңдығына байланысты болып келеді. Қалың үгінді-жаңқалар ұзынынан сынып түсіп отырады, ал енді жұқалары жалпақ лента түрінде ширатылып түседі.
Көлденеңінен кесу кезінде (6, г-сурет) кесу жазықтығы ағаш талшықтарына параллель, кесу бағыты оларға перпендикуляр болады. Кесу кезінде үгінді-жаңқалар берік емес, ағаштың кесілген беті ойлықырлы, яғни бұдырлы болып шығады. Тек жылу өңделегенде, буландырғанда жөке кесу алдында ағаш сығылғанда жоңқалар жақсы сапалы жолақ лента күйінде шиыршықталып түседі.
Ұштай кесу кезінде талшықты бойлай кесуге жұмсалатын өзіндік күші деп ағаш жоңқаларының көлденеңнен қимасының бірлік бетіне түсетін кесу күшін айтамыз. Ол жұмсалатын күштен аз болады. Ағаш талшығын көлденеңнен кесудің өзіндік күші ұштай кесуге қарағанда шамамен төрт еседей аз.
Кесудің негізгі түрлерінен басқа көлденең ұштай кесу, бойлай ұштай кесу, бойлай көлденеңнен кесу сияқты аралық кесу түрлері де кездеседі.
Ағаш қасиеттері олардың тектеріне байланысты, сондықтан түрлі тұқым түрлерін өңдеуде жұмсалатын күш те әр түрлі. Қарағай ағашын өңдеу қайыңға қарағанда оңайырақ, қайың ағашын өңдеудің өзі еменге
қарағанда оңайырақ, олай болса, бұдан туатын қорытынды, ағаш неғұрлым қатты, шымыр болса, соғұрлым оны өңдеу қиынырақ. Ағаштың кедірбұдырлығы тегіс еместіктің әр түрлі көрсеткіштіктерімен, белгілерімен, түктілігімен, мүктілігімен сипатталады. Ағаш бетінің кедірбұдырлығын өңдеу кезінде, өңделетін жазықтықтағы ағаш талшықтарының бағытына, одан түскен үгінді-жаңқалардың қалыңдығына, өткірлеу, сүйір бұрышының шамасына және кесу жылдамдығына, жұмыстың біліктердің диаметрі мен кескіштердің санына, қайрау сапасына және орнату дәлдігіне және т. б. байланысты болады. Ағаш бетінің сапалы болуы оны талшық бойымен
кескенде, кескіштің алдына талшықтар таяныш түрінде түсіп әрі жаңқалардың сынып түсуі кезінде байқалады. Сүргі ағаш жаңқалары табаны арқылы саңылаудан енеді де, ал жаңқа-жаңқа сыңдырғыштың қосарланған
пышағы арқылы бөлінеді. Ал талшық қабаттарына жақсы жұмыс жүргізгенде, ағаш беті онша тегіс болып шықпайды, беті жаңқаланады, жарылады. Таза өңделген ағаш беті тегіс болуы үшін кескіштің қайралу сапасының да өсері бар. Мұқалған кескішпен жұмыс жасағанда, талшықтар кесілмейді немесе бөлінбейді, тек күшпен сындырылады және сындырылып қалады, соның нәтижесінде ағаш беті тегіс болмай шығады. Ағашты кесу кескішті ағаш бойымен жылжыту арқылы және ағашты кескішке қарсы қозғалысқа келтіру арқылы да істелуі мүмкін. Кескіштің қозғалысына қатысты пайда болған сызық кесу траекториясы деп аталады.
Белгі салу және белгі салғыш аспаптар: Сапалы дайындамалар шығару үшін қажетті ара жадығаттарын, тақтай, кішкене кеспелтек ағаштарды іріктеп алу қажет. Қажетті бұйымды дайындау кезінде дайындамалардан қалдықтың ең аз қалуын ескерген жөн. Ғимараттар мен үй-жайлардың құрылыс құрылымдарында негізінен қылқанды ағаш тетіктері қолданылады.
Цехтар мен шеберханаларда бөлшектерді жаппай дайындау кезінде ағаш жадығаттарының қажетті кесінділерін жалпақтығы тақтайдай етіп ықшамдалған немесе кеспелтек ағаш қимасындай ағаш тілетін цехтардан
алады. Белгі салу уақытын қысқарту үшін жадығатты өлшемей, жарамсыз жерін кесіп тастап, таяныш пен сызғыш арқылы ағашты тіліп ала береді. Ұштай кесу станоктарында жұмыс істегенде қайырмалы таяныш, ал бойлай кесуге арналған дөңгелек арамен жұмыс кезінде сызғыш орнатылады. Ағаш жадығаттарды тікелей құрылыста дайындағанда жадығатты әрі қарай өңдеу кезін еске ала отырып, орын қалдыра белгілейді, өйткені сапалы және дәл дайындамалар мен бөлшектерді алудың өзі бірқатар кезде оны дұрыс белгілеуге байланысты болады. Дайындамалар мен бөлшектерді белгілеу және өңдеу дәлдігін тексеру үшін мынадай өлшеуіш және белгі салғыш аспаптар пайдаланылады.
Рулетка Р-3 (7, а-сурет) (МемСТ-7502-80) - ішінде ұзындығы 1-100 м өлшеуіш лентасы бар дөңгелек темір немесе пластмасса қорап. Ол метр, сантиметр, милиметрге бөлінген. Рулетканы ұзындықты есептеу, сондай-ақ
кесетін жадығаттардың ұзындық өлшемін шамамен белгілеу үшін қолданады. Рулеткамен жұмыс жасаған кезде ағаштың сыртқы қабатының қапсырмасынан шығып тұрған өлшегіш таспаның сақинасынан ұстап,
оны қабынан тартып шығарады. Таспаны қайта орау кезінде қабының бүйір бетінің орта тұсына орналасқан бүктемелі тұтқаны айналдырады.
 7-сурет. Белгі салу аспаптары
7-сурет. Белгі салу аспаптары
а - рулетка; б - метр-рулетка; в - жиналмалы метр;
г - бұрыштама; д - ерунок; е - ағаш малка; ж - металл
малка; з - циркулъ; и - нутроөлшеуіш; к - тіктеуіші бар
деңгейлік; л - ортасын іздеуіш бұрыштама;
м - деңгейлік; н - отволока; о - тапсырма; п - рейсмус;
1 - цилиндрлі зат; 2 - созғыш; 3 - жұқа тақтайша;
4 - бұрыштама
 Метр-рулетка
(7, б-сурет) кез келген дайындамалардың жуандығы мен енін, ал неғүрлым қысқа ағаштардың ұзындығын өте дәл өлшеп және белгі салуға арналады. Ол спираль тәрізді жиналып, салынатын темір қаптан және сол қапта орналасқан беті бөліктерге бөлінген ұзындығы 1-2 метр болат лентадан тұрады. Қаптың бүйіріне орналасып, серіппемен қосылған кнопканы басқанда лента одан серпіліп шығады. Лента қайтадан қабына қолмен оралады.
Метр-рулетка
(7, б-сурет) кез келген дайындамалардың жуандығы мен енін, ал неғүрлым қысқа ағаштардың ұзындығын өте дәл өлшеп және белгі салуға арналады. Ол спираль тәрізді жиналып, салынатын темір қаптан және сол қапта орналасқан беті бөліктерге бөлінген ұзындығы 1-2 метр болат лентадан тұрады. Қаптың бүйіріне орналасып, серіппемен қосылған кнопканы басқанда лента одан серпіліп шығады. Лента қайтадан қабына қолмен оралады.
8-сурет ағаш ұстасының жұмыс құралдары
Бүктемелі метр (7, в-сурет) - белгі бөліктерге бөлінген темір немесе ағаш сызғыштардың жиынтығы. Сызғыштар бір-бірімен топса арқылы жалғасады және жылдам жиналады немесе жазылады. Метр паркет еден төсеу кезінде шағын болымсыз заттардың ұзындың өлшемін өлшеу қызметін атқарады.
Метрдің буындары жапырақты ағаш жадығаттардан дайындалып, оған олифті әбден сіңіреді, ажарлайды және айқын сары түске бояп, бөліктерге бөлінгеннен кейін сандарды лакпен қалың етіп жағады. Тоңатқышы бар
табақшаларды (пластилинді) болат лентадан істейді, ал ұштарын ақ қаңылтырмен қаптайды. Топсалы қосылыстары еркін бекітілген тойтармалардан жасалады.
Бұрыштама (7, г-сурет) құрылыс құрылымы бөліктерінің тікбұрыштылығын тексеру қызметін атқарады.
Ол тікбұрыш етіп құрастырылған бөлгіші бар сызғыш негізден тұрады. Бұрыштамалар көлемі 250-160-22 немесе 500x300x240 мм ағаштан және көлемі 500x300x240 мм темірден жасалады.
Ерунок (7, д-сурет) - 45 °С немесе 135 °С бұрыштарды таңбалап және өлшеуге арналған сайман. Ол бұрышы 45 С. Кигізілетін ағаш немесе темір сызғыш-қалыптан тұрады.
Малка (7, е-сурет) үлгі бойынша бұрыштарды өлшеу және оларды дайындама-бөліктерге көшіру үшін қолданылады. Бір-бірімен топсалы түрде жалғасқан негіз қалып пен сызғыштан тұрады.
Циркулъ (2. 2, з-сурет) өлшемді дайындамаларға көшіру және дөңгелек таңбалар сызу үшін пайдаланылады.
Нутромер (2. 2, и-сурет) тесіктердің ішкі диаметрін
өлшеуге қолданылады.
Тіктеуіші бар деңгей аныңтағыш (7, к-сурет) - бөліктерді көлденеңінен анықтауға арналған құрал.
Центр іздейтін бцрыштама (7, л-сурет) - цилиндр тәрізді заттың центрін анықтауға арналған аспап. Бұрыштамаға (4) үстіңгі-сызғыш (2) бекітілген. Бұрыштама үстіңгі жағынан планкаға (3) бекітілген. Сызғышты бекітілетін планканың ортасында тұратындай және бүрыштаманың тікбұрышын екіге бөлетіндей етіп құрады. Центрді табуға қажет болатын цилиндр тәрізді затты
(1) қояды да, сызғыштың (2) көмегімен бір-бірін қиып өтетін әрі диаметрлердің де қызметін атқаратын екі түзу жүргізіледі. Түзулердің қиысу нүктесі цилиндрдің, формалы заттың центрі болып табылады.
Деңгей анықтағыш (7, м-сурет) құрылыс элементтері мен құрылымдары еден, арқалық және т. б. жазықтығының тігінен және көлденеңінен орналасуын тексеру үшін қолданылады. Ол ішіне қызғылт немесе сары-жасыл түске боялған сұйықтық зат (спирт) толтырылған түтік дәнекерленген темірден жасалған корпус түрінде болады. Сұйықтық ішінд е ауа кепіршігі болады, ол әрқашан сұйықтың үстіңгі бетінде жүзіп жүреді. Деңгей анықтағышты тура тігінен қойған кезде түтік ішіндегі ауа көпіршігі корпустағы белгілердің дәл орта- сына қарама-қарсы келіп тоқтайтындай етіп ұстатқыш винттермен реттелінеді. Деңгей анықтағыштардың ені - 16, 22, 25 және 28 мм, биіктігі - 30, 40, 50, 56 мм, ұзындығы 230, 300, 500, 750, 1250 мм болып келеді.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz