Жону, бұрғылау, фрезерлеу және тісті дөңгелектерді кесуде кесу режимдерін аналитикалық әдіспен есептеу және негізгі уақытты анықтау

ТОКАРЬ СТАНОКТАРЫНДА ЖОНУ КЕЗІНДЕГІ КЕСУ РЕЖИМДЕРІН ЕСЕПТЕУ
Жұмыстың мақсаты : аналитикалық әдіспен кесу режиміндерін есептеу методикасын оқып-үйрену. Анықтамалық әдебиетпен танысу және жұмыс істеуге машықтану.
Тапсырма . 16К20 токарь-винт кесу станогында дайындаманы өңдеуге арналған кесу режимдерін аналитикалық әдіспен (эмпирикалық формула бойынша) есептеу.
Жұмысты орындау тәртібі:
- Инструкция мен қосымша әдебиетті қолдана отырып кесу режимін анықтау әдістемесін оқып-үйрену. Анықтама әдибиеттермен [1] және тапсырманың шартымен танысу.
- Өңдеудің технологиялық схемасын сызу.
- Кесу аспабын таңдау.
- Кесу аспабының жұмыс жүрісін ұзындығыны анықтау.
- Кесу тереңдігін белгілеу.
- Берілісті анықтау және оны станок паспорты бойынша түзету.
- Кесу жылдамдығын есептеу.
- Шпиндельдің айналу жиілігін анықтау және оны станок паспорты бойынша түзету.
- Нақты кесу жылдамдығын анықтау.
- Кесу күшін анықтау.
- Кесу қуатын анықтау.
- Негізгі (технологиялық) уақытты есептеу.
Б е р і л г е н і :
Дайындама түрі мен өлшемдері: Болат 38ХА, прокат, беріктік шегі - σ в =932МПа; дайындама диаметрі - D = 120 мм, өңделгеннен кейінгі диаметрі - d = 124h9, өңделген беттің ұзындығы -l =100 мм.
Дайындама станокқа поводокты патрон, хомутик және артқы центр арқылы орнатылған. Өңделген беттің кедір-бұдырлық параметрі Rа=6. 3 мкм.
Кесу аспабын таңдап, кесу режимдерін тағайындау және негізгі уақытты есептеу керек.
Ш е ш у і
- К е с у с х е м а с ы н ы ң э с к и з і н о р ы н д а у
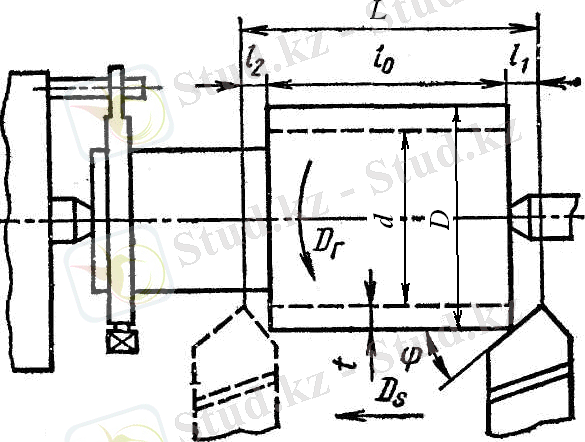
Сурет. 1 - Кесу схемасының эскизі
- К е с у а с п а б ы н т а ң д а у
Болат 45 материалынан жасалған тесік өту арқылы жону үшін Т5К6 [3-кесте, 117-бет] маркалы қатты қорытпадан жасалған пластинкасы бар өтетін (проходной) түзу токарь кескішін ГОСТ 18882-73 қабылдаймыз [3-кесте, 117-бет] .
Алдыңғы бет пішіні - фаскасы бар жазық [2] ;
Кескіштің кесу бөлігінің геометриялық параметрлері: γ = 10°; α = 6°; λ = 4°; φ = 60°;
φ 1 = 30°; r = 1мм; f = 0, 5мм [2] .
3. К е с у р е ж и м д е р і н б е л г і л е у
3. 1. К е с у т е р е ң д і г і . Алдын-ала өңдеудегі жалпы әдіп:
 мм,
мм,
біздің жағдайымызда, жалпы әдіп бір жүрісте кесіліп алынады, сонда:
t = h = 2 мм
3. 2. К е с у а с п а б ы н ы ң ж ұ м ы с ж ү р і с і н і ң ұ з ы н д ы ғ ы , мм
L = 1+ y + Δ =100+ 3+ 3 = 106,
мұнда 1 - өңделетін беттің ұзындығы, мм;
у - кескіштің кесіп кіруі, мм. y = t·ctgφ = 3 · ctg45° = 3 · 1, 0 =3 мм;
Δ - кескіштің кесіп шығуы, мм. Δ = 1 . . . 3 мм.
3. 3. Б е р і л і с т і т а ғ а й ы н д а й м ы з . Конструкциялық болаттан жасалған диаметрі 100 мм дейінгі дайындаманы, қимасы 16×25 кескішпен (16К20 станогы үшін), 3 мм-ге дейінгі кесу тереңдігімен алдын ала өңдеу кезінде[11-кесте, 266-бет] :
S=0. 5 мин/айн

осыдан, станоктың паспорты бойынша қабылдаймыз: s = 0, 6 мм/айн.
3. 4. Е с е п т і к к е с у ж ы л д а м д ы ғ ы , м/мин:

мұнда С v = 340; x = 0, 15; y = 0, 35; m = 0, 2; T = 60 мин [17-кесте, 267-бет] .
Қатты қорытпадан жасалған пластинкасы бар кескішпен өңдеу кезіндегі түзету коэффициенті:

мұнда
 - кесу аспабы материалы сапасының кесу жылдамдығына әсерін есепке алатын түзету коэффициенті [6-кесте, 263-бет] ;
- кесу аспабы материалы сапасының кесу жылдамдығына әсерін есепке алатын түзету коэффициенті [6-кесте, 263-бет] ;
 - дайындаманың бет сапасының кесу жылдамдығына әсерін көрсететін түзету коэффициенті, [5-кесте, 263-бет] ;
- дайындаманың бет сапасының кесу жылдамдығына әсерін көрсететін түзету коэффициенті, [5-кесте, 263-бет] ;
 - кесу аспабы параметрлерінің кесу жылдамдығына әсерін есепке алатын түзету коэффициенті (тез кескіш болаттардан жасалған кескіштер үшін) [18-кесте, 271-бет] ;
- кесу аспабы параметрлерінің кесу жылдамдығына әсерін есепке алатын түзету коэффициенті (тез кескіш болаттардан жасалған кескіштер үшін) [18-кесте, 271-бет] ;
 - өңделетін материалдың физика-механикалық қасиеттеріннің кесу жылдамдығына әсерін есепке алатын түзету коэффициенті [1-кесте, 261-бет]
- өңделетін материалдың физика-механикалық қасиеттеріннің кесу жылдамдығына әсерін есепке алатын түзету коэффициенті [1-кесте, 261-бет]

мұнда
 - өңделетін материалдың механикалық қасиеті;
- өңделетін материалдың механикалық қасиеті;
K г - өңделгіштігі бойынша болат топтарын сипаттайтын коэффициент, K г =1;
n v - дәреже көрсеткіші, n v =1 [2-кесте, 262-бет] .
Осыдан
 .
.
3. 5. Ш п и н д е л ь д і ң а й н а л у ж и і л і г і , айн/мин:
мұнда V - есептік кесу жылдамдығы, м/мин;
D - өңделетін беттің диаметрі, мм;
π - 3, 14;
станоктың паспорттық сипаттамасы бойынша шпиндельдің айналу жиілігін қабылдаймыз n = 630 айн/мин.
3. 6. Н а қ т ы к е с у ж ы л д а м д ы ғ ы, м/мин:

мұнда n - шпиндельдің қабылданған айналу жиілігі, айн/мин;
D - өңделетін беттің диаметрі, мм;
π - 3, 14.
4. Кесу режимдерін стонок жетегінің қуаты бойынша тексеру
4. 1. К е с у к ү ш і н а н ы қ т а й м ы з, Н :
 ,
,
мұнда C z =300 - кесу күші құраушыларының нақты өңдеу жағдайларына байланысты коэффициенті мен дәреже көрсеткіштері: x =1, 0; y = 0, 75; n = -0, 15 [22-кесте, 273-бет] ;
V - нақты кесу жылдамдығы, м/мин;
D - өңделетін беттің диаметрі, мм;
K p - кесу күшінің жалпы түзету коэффициенті, K p =K мp K φp K γp K λp K rp ;
K мp - өңделетін материал сапасының кесу күшіне әсерін есепке алатын түзету коэффициенті [9-кесте, 264-бет] . ;
K φp ; K λp ; K rp ; K γp - кесу аспабының геометриялық параметрлеріннің кесу күшіне әсерін есепке алатын түзету коэффициенттері [23-кесте, 275-бет]

осыдан

4. 2. К е с у қ у а т ы , Квт

мұнда η - станоктың басты жетегінің пайдалы әсер коэффициенті.
5. Н е г і з г і у а қ ы т т ы а н ы қ т а й м ы з , мин
 ,
,
2. ТОКАРЬ СТАНОКТАРЫНДА ЖОНУ КЕЗІНДЕГІ КЕСУ РЕЖИМДЕРІН ЕСЕПТЕУ
Жұмыстың мақсаты : аналитикалық әдіспен кесу режиміндерін есептеу методикасын оқып-үйрену. Анықтамалық әдебиетпен танысу және жұмыс істеуге машықтану.
Тапсырма . 16К20 токарь-винт кесу станогында дайындаманы өңдеуге арналған кесу режимдерін аналитикалық әдіспен (эмпирикалық формула бойынша) есептеу.
Жұмысты орындау тәртібі:
- Инструкция мен қосымша әдебиетті қолдана отырып кесу режимін анықтау әдістемесін оқып-үйрену. Анықтама әдибиеттермен [1] және тапсырманың шартымен танысу.
- Өңдеудің технологиялық схемасын сызу.
- Кесу аспабын таңдау.
- Кесу аспабының жұмыс жүрісін ұзындығыны анықтау.
- Кесу тереңдігін белгілеу.
- Берілісті анықтау және оны станок паспорты бойынша түзету.
- Кесу жылдамдығын есептеу.
- Шпиндельдің айналу жиілігін анықтау және оны станок паспорты бойынша түзету.
- Нақты кесу жылдамдығын анықтау.
- Кесу күшін анықтау.
- Кесу қуатын анықтау.
- Негізгі (технологиялық) уақытты есептеу.
Б е р і л г е н і :
Дайындама түрі мен өлшемдері: Болат 38ХА, прокат, беріктік шегі - σ в =932 МПа; дайындама диаметрі - D = 120 мм, өңделгеннен кейінгі диаметрі - d = 124h9, өңделген беттің ұзындығы -l =100 мм.
Дайындама станокқа поводокты патрон, хомутик және артқы центр арқылы орнатылған. Өңделген беттің кедір-бұдырлық параметрі Rа=6. 3 мкм.
Кесу аспабын таңдап, кесу режимдерін тағайындау және негізгі уақытты есептеу керек.
Ш е ш у і
- К е с у с х е м а с ы н ы ң э с к и з і н о р ы н д а у
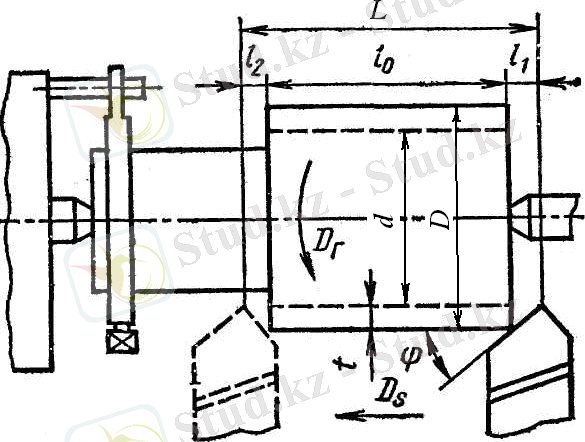
Сурет. 1 - Кесу схемасының эскизі
- К е с у а с п а б ы н т а ң д а у
Болат 38 материалынан жасалған білікті өту арқылы жону үшін Т5К6 [3-кесте, 117-бет] маркалы қатты қорытпадан жасалған пластинкасы бар өтетін (проходной) түзу токарь кескішін ГОСТ 18882-73 қабылдаймыз [3-кесте, 117-бет] .
Алдыңғы бет пішіні - фаскасы бар жазық [2] ;
Кескіштің кесу бөлігінің геометриялық параметрлері: γ = 10°; α = 6°; λ = 4°; φ = 60°;
φ 1 = 30°; r = 1мм; f = 0, 5мм [2] .
3. К е с у р е ж и м д е р і н б е л г і л е у
3. 1. К е с у т е р е ң д і г і . Алдын-ала өңдеудегі жалпы әдіп:
 мм,
мм,
біздің жағдайымызда, жалпы әдіп бір жүрісте кесіліп алынады, сонда:
t = 0, 5h = 0, 5· 2=1 мм
3. 2. К е с у а с п а б ы н ы ң ж ұ м ы с ж ү р і с і н і ң ұ з ы н д ы ғ ы , мм
L = 1+ y + Δ =100+ 3+ 3 = 106,
мұнда 1 - өңделетін беттің ұзындығы, мм;
у - кескіштің кесіп кіруі, мм. y = t·ctgφ = 3 · ctg45° = 3 · 1, 0 =3 мм;
Δ - кескіштің кесіп шығуы, мм. Δ = 1 . . . 3 мм.
3. 3. Б е р і л і с т і т а ғ а й ы н д а й м ы з . Конструкциялық болаттан жасалған диаметрі 100 мм дейінгі дайындаманы, қимасы 16×25 кескішпен (16К20 станогы үшін), 3 мм-ге дейінгі кесу тереңдігімен алдын ала өңдеу кезінде[11-кесте, 266-бет] :

осыдан, станоктың паспорты бойынша қабылдаймыз: s = 0, 6 мм/айн.
3. 4. Е с е п т і к к е с у ж ы л д а м д ы ғ ы , м/мин:

мұнда С v = 340; x = 0, 15; y = 0, 35; m = 0, 2; T = 60 мин [17-кесте, 267-бет] .
Қатты қорытпадан жасалған пластинкасы бар кескішпен өңдеу кезіндегі түзету коэффициенті:

мұнда
 - кесу аспабы материалы сапасының кесу жылдамдығына әсерін есепке алатын түзету коэффициенті [6-кесте, 263-бет] ;
- кесу аспабы материалы сапасының кесу жылдамдығына әсерін есепке алатын түзету коэффициенті [6-кесте, 263-бет] ;
 - дайындаманың бет сапасының кесу жылдамдығына әсерін көрсететін түзету коэффициенті, [5-кесте, 263-бет] ;
- дайындаманың бет сапасының кесу жылдамдығына әсерін көрсететін түзету коэффициенті, [5-кесте, 263-бет] ;
 - кесу аспабы параметрлерінің кесу жылдамдығына әсерін есепке алатын түзету коэффициенті (тез кескіш болаттардан жасалған кескіштер үшін) [18-кесте, 271-бет] ;
- кесу аспабы параметрлерінің кесу жылдамдығына әсерін есепке алатын түзету коэффициенті (тез кескіш болаттардан жасалған кескіштер үшін) [18-кесте, 271-бет] ;
 - өңделетін материалдың физика-механикалық қасиеттеріннің кесу жылдамдығына әсерін есепке алатын түзету коэффициенті [1-кесте, 261-бет]
- өңделетін материалдың физика-механикалық қасиеттеріннің кесу жылдамдығына әсерін есепке алатын түзету коэффициенті [1-кесте, 261-бет]

мұнда
 - өңделетін материалдың механикалық қасиеті;
- өңделетін материалдың механикалық қасиеті;
K г - өңделгіштігі бойынша болат топтарын сипаттайтын коэффициент, K г =1;
n v - дәреже көрсеткіші, n v =1 [2-кесте, 262-бет] .
Осыдан
 .
.
3. 5. Ш п и н д е л ь д і ң а й н а л у ж и і л і г і , айн/мин:
мұнда V - есептік кесу жылдамдығы, м/мин;
D - өңделетін беттің диаметрі, мм;
π - 3, 14;
станоктың паспорттық сипаттамасы бойынша шпиндельдің айналу жиілігін қабылдаймыз n = 630 айн/мин.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz