2А135 станогының техникалық сипаттамасы, жетегінің кинематикалық жобалануы және күштік есептеулері

Жұмыс түрі: Курстық жұмыс
Тегін: Антиплагиат
Көлемі: 16 бет
Таңдаулыға:
Мазмұны
Кіріспе . . . 2
- Станоктың техникалық сипаттмасы . . . 6
- Жобалаушы жетектің кинематикалық схемасын өңдеу . . . 8
- Күштік есептеу . . . 11
- Буаттарды шыдамдылыққы есептеу . . . 16
- Қорытынды . . . 17
- Пайдаланылған әдебиеттер тізімі . . . 18
Кіріспе
Бүгінгі заман талабы ғылыми - техникалық прогресті және әлеуметтік міндеттерді ойдағыдай шешілуін қамтамасыз ететін салаларды неғұрлым жоғары қарқынмен дамытуды, тұтынумен қор жинаудың оңтайлы арақатынасын, өндіріс құрал - жабдықтары мен тұтыну заттарын өндіруге аграрлық - өнеркәсіптік кешеннің салалары арасындағы пропорцияларды жақсартуға күш салуды қажет етеді. Эканомиканың әлеуметтік бағдар алуы күшейеді, қазақ халқының өскелең қажеттері барған сайын толық қанағаттандыруға жағдай туғызады.
Қазақстан эканомикасы дүние жүзіндегі ең жетілдірілген және қуатты эканомикаға айналдыру, эканомикалық күш - қуаттың негізі ауыр индустрияны одан әрі дамытуды қажет етеді.
Машина жасау саласы мемлекеттің өңдірістік - техникалық потенциалының стратегиялық жағдайын айқындайды және де экономиканың басқа салаларын керекті құрал - жабдықтармен қамтамасыз етеді. Мысалы, топливно-энергетикалық және агроөндірістік комплекстер, көлік пен байланыс салалары, жеңіл өнеркәсіп және нарықтың тұтынушы өнеркәсіптері.
Машина жасау саласы техниканы жасауда қатысатын мекемелермен, мысалы қазба байлықтарын алу мен өндіруін жүргізуші және де басқа өндіріс салаларымен технологиялық байланыста тұр. Машина жасау саласының кәсіпорындары шикізат, энергия, материал, керекті құрал - жабдықтар, тораптар мен механизмдерді қамтамасыз ететін кәсіпорындардан толығымен тәуелді, сол кәсіпорындардың өндірістік жұмысының кемшіліктері мен артықшылықтарын көрсететін саланың бірі. Машина жасау саласы экономиканың барлық салаларының көпірі. Машина жасау саласының жақсы қарқынмен дамуы мемлекет экономикасының жалпы жағдайына байланысты, дәл солай мемлекет экономикасының дамуы машина жасау саласының қандай деңгейде екендігіне байланысты.
Машина жасау саласының негізгі міндеті - өндірістің басқа салаларын машиналармен, технологиялық оборудованиемен әлемдік стандарттарға сай қамтамасыз ету, оларды қымбат тұратын импорттық тауардан босату және экономиканың өндірістік аппаратын жоғары технологияларды қолданатын принципиалды жаңа салалардың дамуымен жаңарту болып табылады. Сонымен қоса өз саласының технологиялық және өндірітсік базасын жаңартып, модернизациясын ұмытпауы тиіс.
Машинатану - машина жасаудың саласындағы негізгі мәселелерді шешетін ғылым. Машина жасау саласының ең маңызды бөлігі - машина зауыттарында арнайы шығарылған технологиялық жабдықтар, құрылғылар, құралдар, станок жасау өндірісі болып табылады. Жаңа, өнімділігі жоғары, тиімді және сенімді машиналарды, автоматтық линияларды және басқа да жүйелерді, құрылғыларды әзірлеу және ендіру керек, сонымен бірге неғұрлым тиімді, нәтижелік технологиялық процестерді қолдану керек.
Машина жасау саласы дамуының негізгі мақсаты болып өндіріс кәсіпорындарын орташа және кішігірім кәсіпорындарға бөлу болып табылады, ал олар тиісінше нарықтың талаптарының өзгеруіне тез төтеп беріп, өндірістің техникалық базасын модернизация процессін қамтамасыз етуі тиіс. Және де ол модернизация процесстерінінің жылдамдығы өндірістің басқа салаларына қарағанда әлдеқайда артық болуы тиіс.
Санды бағдарламамен басқарылатын металл жонатын станоктарды, «өңдеу орталығы» үлгісіндегі станоктарды, ауыр және бірегей станоктар мен пресстерді, машина жасау саласында жаппай шығарылатын өнімдерді құрастыруды автоматтандыруға арналған жабдықтарды, роторлы, роторлы- конвейерлі және машина жасау мен металл өңдеуге арналған басқа да автоматты линияларды озық қарқынмен шығаруды қамтамасыз ету қажет. Дәлдігі жоғары станоктар шығару елеулі түрде кеңейтілуі шарт.
Инженерге жемісті және өнімді еңбек ету үшін жағдай жасалуы қажет. Қазіргі заманғы біздің машина жасау өнеркәсібіміз инженер - конструкторларды жоғары деңгейде жобаларды жүзеге асыруға мүмкіндік береді. Ғылым мен техниканың ең жаңа жетістіктерін іске қосуда машина жасау саласына басты орын бергені жөн. Оның өсу қарқынын жеделдету - халық шаруашылығының барлық салаларындағы ғылыми - техникалық прогрестің және елдің қорғаныс қабілетін тиісті дәрежеде ұстаудың негізі, болашақта экономиканы дамытудың сара бағыты. Машина жасау өндірісінің технологиясы мен ұйымдастырылуында революциялық өзгерістерді жасауды, еңбек өнімділігін еселеп арттыруды, материал мен энергияның жұмсалуын кемітуді, өнім сапасын жақсартуды, қор қайтарымын өсіруді қамтамасыз ететін техникалық - эканомикалық жағынан ең жоғары дәрежедегі машиналар, жабдықтар мен приборлар, жүйелер мен комплектілерін шығаруға тиіс. Ғылыми - техникалық прогресті жетілдірудің шын мәніндегі тездеткіштері - станок жасау, электротехника өнеркәсібі, микроэлектротехника, есептеу техникасы мен прибор жасау, бүкіл информатика индустриясы басым дамытылатын болады.
Қазіргі еліміздің тәуелсіз өрлеу дәуіріндегі ғылыми -техникалық прогрестің басты бағыттарының алдына қойған негізгі мәселелері, мейлінше жаңа технологиялық процестер мен операциялар ашу және халық шарушылығындағы осы уақытқа дейінегі ашылған, пайдаланып келе жатқан технологиялық процестер мен операцияларды ұтымды қолдану болып отыр.
Курстық жоба келешек технологтың үлкен өздік жұмысы болып табылады. Бұл жұмыс технологияның жақсартуына, өндірістің ұйымдастыруын және участоктың технико - экономикалық көрсеткіштерін жақсартуға бағытталады.
Сонымен қоса курстық жобалау студенттің анықтамалық әдебиеттермен, ГОСТ-тармен, таблицалармен, номограммалармен, нормалар және расценкалармен жұмыс істеуін орнықтырады. Анықтамалық мәліметтерді оқу курсы процессінде алынған теориялық біліммен үйлестіріп, іске жаратады. Проект студенттің лекциялық және практикалық сабақтарда алған білімін әрі жетілдіріп, тереңдете түседі де, олардың барын жиып, бір арнаға әкеліп тірейді.
Курстық жоба есептік - графикалық түрде орындалған, мұнда барлық оқу курсында оқытылған технологиялық білімдер мен іс - әрекеттер жинақталып, қамтылған. Курстық жобада кейбір моменттер жобаны орындауда оның халық шаруашылығына қажеттілік түсінігін айқындай түседі. Курстық жобаның өндірістің нақты жағдайларына жақындығы проектіні терең әрі нақты жобалауына жол ашады және көптеген мәселелерді шешуге тиімділігін тигізеді.
Қазақстан Республикасының Президентінің Жолдауынан:
“Қазір бүкіл әлем жұртшылығы экономикалық дағдарыстың қиындықтарын бастан өткеруде. Жаһандық дағдарыс дауылы алпауыт мемлекеттерді де шайқалта бастағанын бәріңіз көріп, біліп отырсыздар. Дағдарыс салқыны бізді де айналып өткен жоқ. Оқтын-оқтын айналып соғатын әр деңгейдегі дағдарыстарға біз бұған дейін де төтеп беріп келгенбіз. Тәуелсіздік шежіресін парақтасақ, күйреген кеңестер империясының орнына жаңа мемлекет құру бізге оңайға түскен жоқ. Тұралап қалған экономиканы қайта қалпына келтіру, оны жаңаша даму жолына түсіру - тақыр жерден тау тұрғызғанмен бірдей еді. Ел болып ол қиындықтарды да еңсеріп өттік. Өткен ғасырдың соңында Шығыс Азияда басталған кезекті дағдарыс тұсында тәуелсіздігіміз тағы бір сынаққа түскен болатын. Дер кезінде қабылданған дұрыс шешім, ұтымды іс-қимылдың арқасында біз одан да аман-есен өте шықтық. Біз осылайша сындарлы жылдар мен күрделі кезеңдерде лайықты тәжірибе жинақтап, ысылып, шыңдала түстік. Ел дамуының жаңа бағыттарын айқындап, қарыштап алға басумен болдады.
Сол сияқты қазіргі әлемдік дағдарыс та өткінші құбылыс. Халқымыз мұндай күйзелістер кезінде “көппен көрген ұлы той” деп, сабыр сақтап, ынтымақ-бірлігін бекіте түскен. Қиындықтарды бірлесіп жеңіп отырған. Мемлекет дағдарыстың алдын алудың барлық шараларын жасауда. Ұлттық қордан бөлінген ауқымды қаражат қазір отандық экономиканың кідіріссіз жұмыс істеуіне қызмет ете бастады. Әлеуметтік кепілдіктер толығымен сақталып отыр.
Олай болса, бұл дағдарыстан да біздің аман-есен өтетініміз айдай анық.
Дағдарыстар өтеді, кетеді. Ал мемлекет тәуелсіздігі, ұлт мұраты, ұрпақ болашағы сияқты құндылықтар мәңгі қалады. Алдымызда бізді үлкен белес күтіп тұр. Ол - Қазақстан тәуелсіздігінің жиырма жылдығы. Дүние дамуымен есептегенде жиырма жыл деген көп те емес шығар. Бірақ біз үшін үлкен кезең тұтас бір дәуірмен барабар. Олай болатыны, тәуелсіздік - ата-бабаларымыздың жүздеген жылдармен өлшенетін арман-аңсарының жүзеге асқан ақиқаты. Сол себепті тәуелсіздіктің әрбір жылының біз үшін мәні бөлек, маңызы айрықша.
Халқымыздың басына түскен қандай да бір сынаққа қарамастан біз тәуелсіздігімізді нығайту жолындағы жасампаз істерімізді жалғастыра бермекпіз.
Барша қазақстандықтардың жұмған жұдырықтай бірлігінің арқасында біз алмайтын асу, біз жеңбейтін кедергі болмайды. Солай боларына нақты сеніңіздер, құрметті отандастар!”
Бүгінгі заман талабы ғылыми - техникалық прогресті және әлеуметтік міндеттерді ойдағыдай шешілуін қамтамасыз ететін салаларды неғұрлым жоғары қарқынмен дамытуды, тұтынумен қор жинаудың оңтайлы арақатынасын, өндіріс құрал - жабдықтары мен тұтыну заттарын өндіруге аграрлық - өнеркәсіптік кешеннің салалары арасындағы пропорцияларды жақсартуға күш салуды қажет етеді. Экономиканың әлеуметтік бағдар алуы күшейеді, қазақ халқының өскелең қажеттері барған сайын толық қанағаттандыруға жағдай туғызады.
Қазақстан эканомикасы дүние жүзіндегі ең жетілдірілген және қуатты эканомикаға айналдыру, эканомикалық күш - қуаттың негізі ауыр индустрияны одан әрі дамытуды қажет етеді.
Астана Саммиті Қазақстанның ғана емес, ЕҚЫҰ-ның да дамуына ерекше қарқын бере алады. Саммит қарсаңында "ҚазАқпарат" ұлттық ақпарат агенттігі қазақстандық және шетелдік бұқаралық ақпарат құралдарында жарияланған Қазақстанның ЕҚЫҰ-ға төрағалығына және Астана Саммитіне арналған барынша қызықты әрі өзекті материалдарға шолуын ұсынады.
"Егемен Қазақстан" газетінде "Тағдыры талайлы Ауғанстан әлемдік қоғамдастық жәрдеміне зәру" деген тақырыппен материал жарық көрді. Материалда Қазақстан Еуропадағы беделді ұйым - ЕҚЫҰ-ның тізгінін қолына алғаннан бері әлем жұртшылығының біздің елге деген назары ерекше сипатқа ие болғандығы жазылады. Бұл орайда Қазақстанның Ұйым төрағасы ретінде "ЕҚЫҰ-ның еуразиялық өлшемі" Екінші трансазиялық парламенттік форумын өткізуі Ауғанстан Ислам Республикасына әлемнің назарын ерекше аудартқандығы айтылады. Бұрын әлемдік қоғамдастық бұл елді "лаңкестік ошағы" деп қарастырып келсе, енді басқа да қырынан көре бастады. Оған түрткі болған жоғарыда аталған шара десек артық айтқандық емес. Яғни ЕҚЫҰ-ның қазіргі төрағасы ретінде еліміз өзгелерге үлгі боларлық өнеге көрсетіп отыр. Ауғандық жастарды еліміздің жоғары оқу орындарында оқыту үшін 50 миллион доллар бөлетіні көршілес жатқан елдегі жағдайды оңалтуға игі ықпалын тигізуі тиіс. Егер мұндағы жағдай осылайша шиеленісе берсе, онда ол аймақтағы қауіпсіздікке өз салқынын тигізбей қоймайтыны анық. Осыны ескерген Қазақстан тарапы ауған шекарашылары мен полиция қызметкерлерін еліміздегі жаттығу орталықтарында даярлықтан өткізуді де ұсынды. Ең бастысы - еліміз ЕҚЫҰ-ның іс басындағы төрағасы ретінде Ұйымның үш себеті бойынша да Ауғанстанға көмек беру шараларын ұйымдастырып келеді. Сондай-ақ 2, 5 миллион доллар бөліп, ішкі жолдарды жөндеуге, мектептер мен ауруханаларды салуға қол созды.
"Айқын" газетінінде ЕҚЫҰ-ның Іс басындағы төрағасының арнайы өкілі Болат Нұрғалиевтің "Бітімгершілік жасаудағы басты рөл ЕҚЫҰ-ға да жүктелген" деген тақырыпта көлемді мақаласы берілген. Мақалада "Іс басындағы төрағаның арнайы өкілі немен айналысады, Кавказ қақтығысы қалай шешімін табуда, көршілердің келешегі қандай, Приднестровье күрмеуі қалай шешіледі?", деген сауалдардың жауабы қамтылған. "Қазақстан БҰҰ, ЕҚЫҰ және басқа да халықаралық ұйымдардың мүшесі ретінде территориялық тұтастық және мемлекеттік егемендік мызғымастығы принциптерін ұстанады. Бұл принциптер креативті интерпретациялауға жатпайды. Принциптер иерархиясында олар - өзін-өзі анықтау құқығынан да жоғары тұрады. Сонымен бірге адамдарды бір елде тұруға мәжбүр ету мүмкін емес жағдайлар туындайтынын түсінген жөн", деп жазады автор мақаласында.
Курстық жоба есептік - графикалық түрде орындалған, мұнда барлық оқу курсында оқытылған технологиялық білімдер мен іс - әрекеттер жинақталып, қамтылған. Курстық жобада кейбір сәттер жобаны орындауда оның халық шаруашылығына қажеттілік түсінігін айқындай түседі. Курстық жобаның өндірістің нақты жағдайларына жақындығы жобаны терең әрі нақты жобалауына жол ашады және көптеген мәселелерді шешуге тиімділігін тигізеді.
1. Станоктың техникалық сипаттамасы
Металкесу станоктары заводтағы жаңа машиналарды, жабдықтарды, құралдарды және басқа да өнімдерді өндіруге арналған жабдықтың негізгі түрі, соған байланысты металлкесу станоктар саны және олардың техникалық деңгейі маңызды дәрежеде мемлекеттің өндірістік қуатын сипаттайды. Станок жасау өндірісі машина жасаудағы техникалық прогресстің материалдық негізі болып табылады. Соған байланысты басқа өндіріс салаларымен салыстырғанда әрқашанда алдыңғы деңгейлі дамуда болу қажет.
Металлкесу станоктары күрделі механизм болып табылады, оның соңғы звенолары белгілі бір қозғалыс жасай отыра, қажетті форманы, өлшемдерді және беттің сапасын алу үшін дайындамадан материал қабатын алады. Арнайы тағайындалаған техникалық мүмкіндіктерін, өлшемдеріне, өндірістігіне және басқа да параметрлеріне байланысты металлкесу станоктарының көптеген түрлері бар. Соның ішінде жиі кездесетіні токарлық станоктар.
Моделі 2А135 тік-бұрғылау станогы тесіктерді бұрғылауға, зенкерлеуге, ұңғылауға және жеке жәнге сериялық өндірісте үлкен және орташа өлшемді бұйымдарда бұранда салу үшін қолданылады.
Станоктың техникалық сипаттамасы
Станоктың негізгі тораптары . А-стол; Б-жүк көтеру механизмі мен қораптың шпиндельдік бабкасы; В-жыдамдықтар қорабы; Г-станина(колонно) ; Д- негізгі станина .
Басқару органдары. 1-стол ауыстыру рукаяткасы; 2-механикалық берілісті өшіру кезінде көтеру мен түсіру шпинделінің штурвалы.
Жұмыс істеу принципі. Өңделетін бөлшек станок тұрығына немес столға орнатылады. Кесу аспабы станоктың шпинделінде орнатылады. Кесу аспабының осін тесік осімен беттестіру үшін шпиндель бабкасын қолмен траверс бағыттауыштары бойымен қозғалтады. Траверс өзі бос колоннамен бірге айналуы мүмкін.
Траверсті биіктігі бойынша орнату бөлшектің өлшеміне байланысты траверсті айналу колоннасына қатысты қозғалтумен қамтамасыз етеді. Станок берілісті автоматты тоқтату механизімімен қамтамасыз етілген

2. Жобалаушы жетектің кинематикалық схемасын өңдеу
Кинематикалық есептеу металлкесу станоктарды жобалаудың ең неғұрлым жауапты кезеңдерінің бірі болып табылады. Өйткені жетектің кинематикасы жетектің өнімділігі мен дәлдігін, габаритін, салмағын, қызмет ету тиімділігін анықтайды. Басты қозғалыс жетегіндегі соңғы буын электроқозғалтқыш айналу жиілігі және минимал және максимал айналу жиіліктері бар шпиндель болып есептеледі.
Таңдалған 2А135 станогыныңшпинделі электроқозлтқыш N = 4, 5 Квт,
3
n = 1440 айн/мин арқылы айнымалы қозғалыс беріледі. Шпиндель φ = 1, 41 болатын геометриялық прогрессияның мәні бойынша орналасқан 8 түрлі айналу жылдамдығы беріледі.
Жетектің реттеу диапазоны:
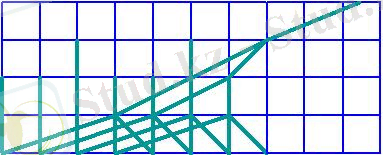
Жетектің кинематикалық жұптарының беріліс қатынасын анықтау үшін структуралық тор және айналу жилігінің графигін құру қажет.
Структуралық формула
- z = 2∙4∙1 = 8
- z = 1∙2∙4 = 8
- z = 2∙2∙2 = 8
z = 2∙2∙2= 8 қабылдаймыз.
Структуралық торлар:
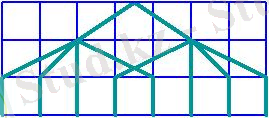
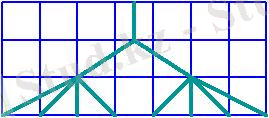

Тұрғызылған структуралық торлардың ең экономикалық тиімді нұсқасы симметриялы структуралық торы бар нұсқа болып табылады.
Структуралық тор белгілі хабар береді. Ол топтық берілістердің арасындағы салыстырмалы байланыстары жайлы, бірақ бұл шамалардың нақты мәндерін бермейді
Структуралық тор белгілі хабар береді. Ол топтық берілістердің арасындағы салыстырмалы байланыстары жайлы, бірақ бұл шамалардың нақты мәндерін бермейді.
Айналу жиілігі графигін тұрғызу үшін 1/4≤φ≤2 - жылдамдықтар қорабы үшін, тісті жұптар дұрыс жұмыс істеу үшін шектелетін теңдік пен теңсіздігін қолданамыз.
=0, 356
Тістер санын анықтаймыз.
Тістер санын анықтағаннан кейін, Станок қорабының кинематикалық схемасын жобалаймыз.
Шпиндельдің айналу жиілігі айн\мин;
3. Күштік есептеу
Күштік және кинематикалық жетектің біліктердегі параметрлерін электроқозғалтқыш қуаты және номиналды айналу жиілігі арқылы анықталады.
- Бірінші білктегі қуат, квт
- Екінші біліктегі қуат, квт.
- Үшінші біліктегі қуат, квт.
- Төртінші біліктегі қуат, квт.
1.
2 Бірінші біліктегі айналу жиілігі, айн/мин.
3 Екінші біліктегі айналу жиілігі, айн/мин.
4 Үшінші біліктегі айналу жиілігі, айн/мин.
- Төртінші біліктегі айналу жиілігі, айн/мин.
- ω1=πn130=3, 14•835. 230=87. 4\omega_{1} = \frac{\pi n_{1}}{30} = \frac{3, 14 \bullet 835. 2}{30} = 87. 4
- ω2=πn230=3, 14•417. 630=43. 7\omega_{2} = \frac{\pi n_{2}}{30} = \frac{3, 14 \bullet 417. 6}{30} = 43. 7
- ω3=πn330=3, 14•208. 830=21. 8\omega_{3} = \frac{\pi n_{3}}{30} = \frac{3, 14 \bullet 208. 8}{30} = 21. 8
- ω4=πn430=3, 14•73. 0830=7, 6\omega_{4} = \frac{\pi n_{4}}{30} = \frac{3, 14 \bullet 73. 08}{30} = 7, 6
- Бірінші біліктегі айналу моменті, Н∙м.
- Екінші біліктегі айналу моменті, Н∙м.
- Үшінші біліктегі айналу моменті, Н∙м.
- Төртінші біліктегі айналу моменті, Н∙м. T4=N4n4•9550=453. 45T_{4} = \frac{N_{4}}{n_{4}} \bullet 9550 = 453. 45
Білік диаметрлерін есептеу
Білік диаметрін келесі формуламен есептейді:
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz