Экцентрикті күзу ашу механизмі: құрылымы, жұмыс істеу принципі, реттеу және ақаулар

Экцентрикті күзу ашу механизмі
Механизімнің Қолданылуы - жіпті тік сызықты ауыстыру арқылы күзуді құрастыру болып табылады. Бұл функцияны негізінен эцентриктер атқарады, ол ремикілерді жоғары көтеріп және төмен түсіретін бөлік. Ол станокта жабық күзу пайда болдырып, ай қоспа маталарды дайындауда көп қолданылады.
Экцентрикті күзу ашу механизмі
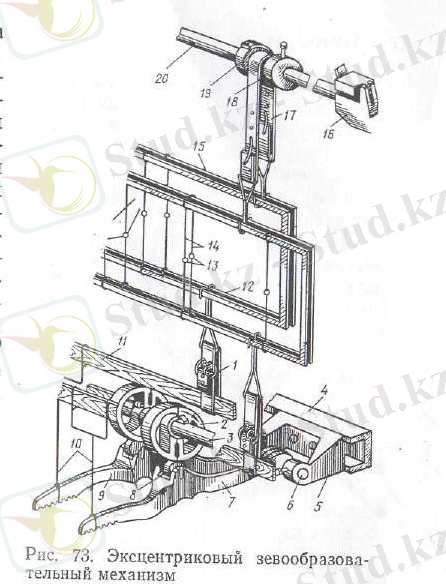
АТ-100-5м экцентрикті күзу ашу механизімінің құрылымы жұмыс істеу принципі Тоқу станогының ортаңғы волында (3) шпонкаға қатырылған жұп күзу тұр (2) (73) сурет. Ұяшықта орналасқан ричаг (7) және тістер (9) (ашу деп атайды) ось бойынша еркін айналатын дөңгелектер ричаг және тістер арқылы экцентрикке жанасып юабысады. Ашу ричагтың соңына жұқа нақжайы бар (11) проушындық ілмектер ілінген (10) . Ашу ричагы шпиндельге (6) жақсылап мықтап бекітілген проушинге (5) артқы бөлшекке (4) еркін бұралып кигізілген.
Члмектер төмендегі жұқа тоқтаймен (1) және ремиздік рамканы (12) ременмен немесе бау арқылы түйінделеді. Ремиздің жоғары планка (15) мен дөңгелектерді (18) (19) байланыстарып тұратын иілгіш ремен (17) бар. Тіреуіште орналасқан (16) белдікке (20) тоқтатқыш болттары бар дөңгелектер қатырылған.
Таза күзуді құрастыру үшін артқы ремиз алдыңғысынан жоғары тұру керек. Сондықтан бірінші экцентрик (2) екіншісінен үлкен болып келеді. Жоғары жақтағы дөңгелектер (18 және 19) де әртүрлі диаметрде болып келеді. Ашу ричагы, артқы ремизбен байланысты және экцентрикпен үлкен дәрежеде әрекеттеседі. Өз кезегінде артқы реміз дөңгелек (19) пен байланыстырылған және ол дөңгелек екінші дөңгелектен (18) диаметрі үлкендеу. Жанындағы жоғарыдағы (15) және төменгі планкілердің болуын ремизканың рамкасы көрсетеді. Жоғарғы және төменгі планклерге галева байланыстырылған (14) және онда 2 жіптен. Металдық галева оралмалы, дәнекерленген, тұтас қалыптасқан және қатпарлы болуы мүмкін. Жіктік галева арнайы локқа батырылған гилратылған жіктен жасалынады. Планкінің ішкі жағының арасын (биіктігі жөнінен) ремиздің шапшаңдығы деп атайды.
Экцентриті мехазм келесі ретпен жұмыс істейді:
Ортаңғы вал айналғанда экцентриктерде (2) айналады. Экцентриктердің бірі (радиусы үлкені) төмен қарай ашу ричагын жылжытады. Қозғалмалы ремизкамен берілетін майысқақ түйіндеме арқылы (1) ричагпен бірге ілмекте төмен қарай жылжиды.
Жіктің керууін жеңе отырып, ремизка жіптің негізгі бөлігін ортаңғы қалыптан төменгі қалыпқа ауыстырады.
Иілгіш түйін арқылы (17) бірінші резмиканың төмен жызылуы арқылы қозғалыс ремиздік білікке (20) беріледі, осының салдарынан бір уақыттың өзінде бірінші ремиз төмен түскенде екішісі жоғары көтеріледі. Иілгеш түйіндінің (17) әсерінен айналған білік екінші ремизді жағары көтерді. Члмек және ашу ричагы жоғары көтерілген ремизбен бірге жоғары көтеріледі. Члмек және ашу ричагымен байланысқан экцентрик бұл уақытта үлкен радиуста жоғары қарай бұрылады.
Негізгі волдың шамамен алғанда 130 0 тық айналым болған жағдайда ремизкалар жоғарғы және төменіне шейін жетіп тұрып қалады. Осыдан кейін күзідің жабылуы басталады. Ортаңғы деңгейге жеткен ремизка жаңа күзу түзеді. Жаңа күзу ашу нәтижелесінде бірінші жағдайда төмен түскен ремизка кері қарай төмен түседі.
Айқаспа материалдары маталарды өңдегенде ремизканы қолдану жеткілікті. Ал тығыз матаны өңдеу үшін 4 немесе 6 ремизок қоланылады. Бұндай жағдайда 2 немесе 3 ремизканы біріктіреді, және олар бір ремизка сияқты жұмыс атқарады.
Күзу ашу механизімін жұмысқа дайындау.
Күзу ашу механизімін дайындау кезінде келесі маталарды қатаң түрде орындау керек:
Ортаңғы волдық айналу бағытына кіші диаметрлі экцентриктің бағыт белгішесі де сәйкес айналу бағытына кіші диаметлі экцентриктің бағыт белгішесі де сәйкес болуы керек және экцентплік оның (ортаңғы волдық) оқ жағына орналастырылады. Барлығы өз орнында жұмыс кезінде негізгі орташа деңгейде болады, бұл жағдайда экцентриктер үлкен радиуспен тік ызықта орналасуы қажет. Ашу ричагі-бір деңгейде болады, ал болыттар мен роликке жақсылап бекітілген ремизктің баулары (18) және (19) - көлденеңінен орналасады. Келесі жұмыс кезінде де осындай болуы қажет.
Ремиздік білік подшиһшектерде еркін айналу тиіс. Түбінде станокты былай орналастыру керек, шеткі батанның соңғы жайынан алдыңғы ремизкамен тоқыма станогының батанына дейінгі арақашықтық 10-15 мм болуы қажет. Роликтер (18- және 19) жанындағы ремиздік біліктің сыртқы жағынан 100 мм-лік кіші диаметрлік қашықтықта болуы міндетті.
Роликтер (8) осьте еркін айналып тұруы және экцентриктердің көлденең еніне түстісіп тұруы қажет.
Күзудің биіктігін ретеу ілмектерді ашу ричагінің ойықтарын ауыстыру арқылы іске асырылады. Неғұрлым ілмек экцентрикке орналасқан сайын соғұрлым оның жүрісі баяулап және ремизканың көтерілуі ( түсірілуі) соғұрлым арақашықтығы баяулай бастайды. Ремизканың алдыңғы ілмегі ричагтың екінші ойынғына орналастырлады да, ол ремизканың артқы ілмегін 4 ойыққа орналастырылады.
Батанның артқы жағдайында жіптің төменгі таралымындағы жіптер батанға қарағанда 1-1, 5 арақашықтықта орналасуы қажет. Матаның артикулына байланысты тығыз маталарды тоқу барысында 40-55 мм де тербеледі. Жұмыс барысының реттеуін келесі түрде көрсетеміз. Ремизка бір деңгейде орналастырылады. Бұл жағдайда ашу ричагі да бір деңгейде орналасып, ал роликтер (8) экцентрикке жабысып жанасып тұрады. Батады керекті шамада шеткі алдыңғы орнына жетпейтіндей етіп орналастыру қажет. Бұдан кейін экцентриктерді ортаңғы волға бекітеміз. Жұмыс шамасы 2 күзуден кейін бірдей болуы керек. Үнемі қозғалыстың салдарынан ремизканың иілгіш байланысы ремизканы дұрыс бағыттағы жұмыс істеуіне жол ашады. Біріншіден ремиздің қисаюына жол берілмейді, екіншіден жасудың мықтылығы ролик пен экцентриктің арасындағы үлкен дәрежедегі керілеге жол берілмейді.
Механизмнің ақауы
Экцентрикті күзу ашу механизмінде ақаудың шығуының негізгі себептері бөлшектердің тозуы, бөлшектердің дұрыс қатырылмауы, жұмысқа дайындаудағы қателік, сапсасыз ремизкалар.
Экцентрикті күзу ашу механизмінің ақауы кезінде, негізгі жіптердің үзілуі тігін машинасының қайыңының секіруі, маталардың сетінеуі сияқты ақауларды тудыруы мүмкін. Негізгі жіптердің жиелеп үзілуі келесі ақаулардың шығуына әкеліп соғады.
Экцентриктің және жұмыс барысының дұрыс орындалмауынан ремизканың қисаюына, батандағы астыңғы күзудің жіпке түзуі, ремиздің сапасыздығына (созылып кеткен, айналып кеткен, галеваның логы жағылған, калевте «ойынның» болмауы т. б. ) бердоға оралған.
Механизмнің ақауы. Экцентрикті күзу ашу механизмінде ақакдың шығаруының негізгі себебтері бөлшектердің тозуы, бөлшектердің дұрыс қатырылмауы, жұмысқа дайындауға қателік, сапасыз ремизкалар. Экцентрикті күзу ашу механизімнің анауы кезінде негізгі жіктердің үзілуі тігін машинасының қағының секіруі, маталардың секіруі ақаулары туындауы мүмкін. Негізгі жіптердің жиелеп үзілуі келесі ақаулардың пайда болуына әкеліп соғады, ремизканың қисаюына: батандағы астыңғы күзудің жіпке тиуі; Семиздің сапасыздығына (созылып кеткен, айнылып кеткен, гавеллогы жағылған, галевтің «ойының» болмауы және т. б. ) ; бердоға оралған жіптің еніне ремиздің ені сәйкес келмейді, галевтегі негізгі жіктердің дұрыс оралмауы.
Экцентриктің дұрыс реттелмеуінің нәтижесінде ал жұмыс барысының дұрыс орындалмауының нәтижеснде оның кедірлер пайда болады. Бұның бәрі ақауға жатады.
Күзу ашу механизмінің жіктелуі мен тағайындалуы (белгіленуі)
Негізгі жіптер матаның тігі мен шетіне белгілі реттілікпен орналасқан галевтің көздері арқылы өткізіліп сол аймақты орналасқан глевтің көздері арқылы өткізіліп сол аймақта орналастырылады. Негізгі жіптің бір бөлігі ремизканың вертикальді жағдайында орташа дәрежеде көтеріледі де, ал басқа бөлігі керісінше төмен түсіріледі. Жоғары көтерілген және төмен түсірілген жіптердің арасында белгілі бір пайда болады бұл процесті КҮЗУ деп атаймыз.
Тігін станогындағы күзу. Күзу ашу механизмі арқылы жүзеге асады. Бұл маханизм екі функияны атқарады:
1) Ремизканың басқа да станоктардың механзімімен бірге жұмыс атқарылады, осының салдарынан күзу түзіледі.
2) Мата тоқудың негізіні қалайды, сонымен қатар қатаң түрде ремизканы жоғары және төмен түсіреді.
Күзу ашу механизмін үш негізгі топқа бөлеміз:
- Экценрикті күзу ашу механизмі
- Ремизді көтермелі коррекалар
- Жаннардты машиналар
Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz