Құйма жасау технологиясы және технологиялық құрал-жабдықтары: қалыптар, өзекшелер және қалыптық қоспалар

ҚАЗАҚСТАН РЕСПУБЛИКАСЫ
АУЫЛШАРУАШЫЛЫҚ МИНИСТРЛІГІ
С. Сейфуллин атындағы Қазақ агротехникалық университеті
Технологиялық машиналар және жабдықтар кафедрасы
СӨЖ
Тақырыбы: Құйма жасау технологиясы және технологиялық құрал- жарақтары
Орындаған: Берекет Медина
Тобы: ТМЖ 210
Тексерген: Сүлеймен. Е. Б
Астана 2018
Жоспары
КІРІСПЕ3
ҚҰЙМА ЖАСАУ ТЕХНОЛОГИЯСЫ ЖӘНЕ ТЕХНОЛОГИЯЛЫҚ ҚҰРАЛ-ЖАРАҚТАРЫ4
- Құйма жасау технологиясы. . 4
- Құйма жасау тәсілдері . . . 5
2. 1 Технологиялық құрал-жарақтары6
2. 2 Қалыптық және өзекшелік материалдар мен қоспалар8
ҚОРЫТЫНДЫ . . . 11
Кіріспе
Кеңістігі бөлшектің (дайындаманың) конфигурациясына сәйкес қалыпқа балқыған металды құю арқылы фасонды бөлшек (дайындама) жасайтын машина жасау саласын құйма жасау деп атайды.
Құйма жасау тәсілдері екі топқа бөлінеді:
- құм-балшық қалыпқа құю;
- арнайы құю тәсілдері.
Құм қалыпта белгілі бір құйма жасау технологиялық құрал- жарақтарына үлгі комплекті және т. б. жатады. Құйма мен құю жүйесі элементтерінің үлгілері, өзекшелік жәшік, үлгілік плита және т. б. жиынтығын үлгі комплекті деп атайды. Құйманың сапасы мен өлшемдерінің дәлділігі технологиялық құрал-жарақтардың сапасына тығыз байланысты.
Құю қалыбында болашақ құйманың сыртқы контурын жасауға арналған құрал-жарақты үлгі деп атайды. Сыртқы пішіні бойынша үлгі бөлшектің көшірмесі, бірақ металдың шөгуі мен механикалық әдіптері ескеріліп, үлгінің өлшемдері бұйымның өлшемдерінен үлкен. Үлгі құю цехының үлгі бөлімшесінде жасалынады.
Құйма жасау технологиясы және технологиялық құрал- жарақтары
1. Құйма жасау технологиясы. Кеңістігі бөлшектің (дайындаманың) конфигурациясына сәйкес қалыпқа балқыған металды құю арқылы фасонды бөлшек (дайындама) жасайтын машина жасау саласын құйма жасау деп атайды.
Сұйық металл қалыпта салқындау кезінде қатайып, қалып кеңістігінің пішінін алады. Құю арқылы алынған бұйым немесе дайындаманы құйма деп атайды. Балқыған металдың кристалдану процесінде және оның салқындау кезінде құйманың механикалық және эксплуатациялық қасиеттері қалыптасады.
Қалып мына талаптарды қамтамасыз ету керек:
- құйманың керекті пішіні мен өлшемдерін;
- құйманың берілген дәлдігі мен бетінің сапасын;
- құйманың керекті құрылымы мен сапасы қалыптасу үшін металдың белгілі бір жылдамдықпен салқындауын.
1. 1 суретте ең кеңірек тараған құм-балшық қалыпта құйма жасау әдісі көрсетілген. Қалып құм-балшықтан жасалған төменгі (1) және жоғарғы (3) жарты қалыптардан тұрады. Қалыптың құйма алу үшін балқыған металды құятын кеңістігін үлгінің көмегімен жасайды. Балқыған металдың шөгуі және құйманың механикалық әдіптері ескеріліп, бөлшектің сызбасы бойынша үлгі жасалады. Құймада ішкі тесік болса, оны құм өзекшенің (7) көмегімен жасайды.
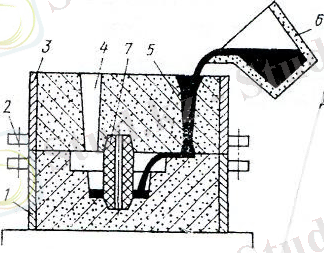
1. 1 сурет - Құм-балшық қалыптың сұлбасы
Екі қорамжәшікте жарты қалыптар жекелей дайын болған соң, бірінің үстіне бірін орнатып, балқыған металды шөміштен (6) құю жүйесі арқылы қалып кеңістігіне құяды. Метал қатайған соң, қалыпты бұзып, құйманы шығарады.
Құйма жасау өндірісінде негізі темір (шойын, болат), алюминий, мыс, магний, мырыш, кобальт, никель, титан және т. б металдардың қорытпаларынан құймалар жасалынады.
1. 2 Құйма жасау тәсілдері. Құйма жасау тәсілдері екі топқа бөлінеді:
- құм-балшық қалыпқа құю;
- арнайы құю тәсілдері.
Құм-балшық қалыпта құйма жасау қолмен қалыптау және машинамен қалыптау (механикалық және автоматтандырылған) болып ажыратылады.
Арнайы құю тәсілдері мыналар:
- кокильге (металл қалыпқа) құю;
- балқитын үлгілермен құю;
- центрден тепкіш машинада құю;
- қысыммен құю;
- қабыршақты қалыпқа құю және т. б.
Құйма жасау қалыптары бір рет қолданылатын және көп рет (тұрақты) қолданылатын болып бөлінеді.
Бір рет қолданылатын қалыптарды құм-балшық, құм-шайыр және т. б. қалыптық қоспалардан жасайды. Бірлік қалыптар ылғалды, құрғақ, кептірілмелі, химиялық қатаятын және т. б. болып ажыратылады. Қабырғасының қалыңдығы бойынша қалың (20-250 мм және одан жоғары) қабырғалы, жұқа (10-20мм) қабырғалы және қабыршақты (5- 10мм) болып бөлінеді.
Бір реттік қалыпты құйма қатайған соң бұзады, ал тұрақты қалыптар (шойын, болат) қорытпаның түріне және массасына байланысты бірнеше жүздеген реттен бірнеше мың ретке дейін қолданыс табады.
Арнайы құю тәсілдерімен алынған құймалар өлшем дәлділігінің жоғарылығымен және жақсы беттік сапасымен ерекшеленеді. Құм- балшық қалыпқа құю арқылы алынған құймалардың құны арзан болғанымен өлшемдерінің дәлділігі және бетінің сапасы жағынан қойылатын талаптарға сай бола бермейді.
Құйма жасау тәсілін таңдау бөлшектің міндетімен, керекті өлшем дәлділігімен, бетінің сапасымен, өндірістік бағдарламамен және экономикалық тиімділігімен анықталады.
Ең кең тараған құм-балшық қалыпта құйма жасау технологиясы мына операциялардан тұрады:
- үлгі жасау;
- қалыптық және өзекшелік қоспаларды дайындау;
- өзекше мен қалыпты жасау;
- құю қалыбын құрастыру;
- металды балқыту;
- металды қалыпқа құю және оның қатаюы;
- құйманы қалыптан шығару;
- құйманы тазалау;
- құйманың сапасын тексеру;
- құйманыөңдеу
2. 1 Технологиялық құрал-жарақтары. Құм қалыпта белгілі бір құйма жасау технологиялық құрал- жарақтарына үлгі комплекті және т. б. жатады. Құйма мен құю жүйесі элементтерінің үлгілері, өзекшелік жәшік, үлгілік плита және т. б. жиынтығын үлгі комплекті деп атайды. Құйманың сапасы мен өлшемдерінің дәлділігі технологиялық құрал-жарақтардың сапасына тығыз байланысты.
Құю қалыбында болашақ құйманың сыртқы контурын жасауға арналған құрал-жарақты үлгі деп атайды. Сыртқы пішіні бойынша үлгі бөлшектің көшірмесі, бірақ металдың шөгуі мен механикалық әдіптері ескеріліп, үлгінің өлшемдері бұйымның өлшемдерінен үлкен. Үлгі құю цехының үлгі бөлімшесінде жасалынады.
2. 1, а суретте көрсетілген қалыптың кеңістігі (3) ағаш үлгі (в) бойынша жасалған.
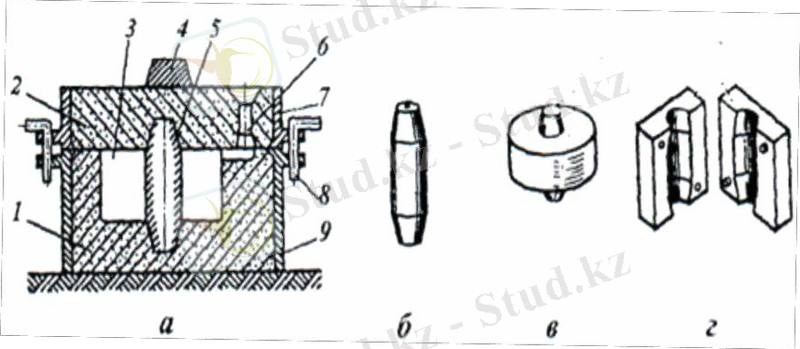
2. 1 сурет - Құм-балшық қалып (а) пен құрал-жарақтардың (б-г) сұлбасы
а - қалып; б - өзекше; в - үлгі; г - өзекше жәшігі; 1, 2 - төменгі және жоғарғы жарты қалыптар; 3 - қалыптың кеңістігі; 4 - жүк; 5 - өзекше ; 6 - құю жүйесі; 7, 9 - жоғарғы және төменгі қорамжәшіктер; 8 - істік
Құю қалыбын жасау тәсілі бойынша үлгілер машиналық және қолмен қалыптауға арналған болып бөлінеді.
Материалы бойынша үлгілер ағаш пен металдан (шойын, қола, жез, алюминий қорытпалары) жасалған және комбинациялық болып бөлінеді. Кейінгі кезде үлгілерді пластамассадан, гипстен, цементтен және т. б. материалдардан жасай бастады.
Конструкциясы бойынша үлгілер ажыратылмалы, ажыратылмайтын, алынбалы бөлікті және арнайы болып бөлінеді.
Қорытпаның түріне қарай үлгілер болат, шойын және түсті металдардың құймаларына арналған болып бөлінеді.
Қалыпты қолмен қалыптауда ағаш қолданылса, машиналық қалыптауда - металл үлгілер. Құйманың пішіні көбінесе күрделілеу болатындықтан ажыратылмалы (екі бөліктен тұратын) үлгілер қолданылады.
Құю жүйесінің үлгілері қалыптың кеңістігіне металды жеткізуге және кристалдану процесінде оны коректендіруге арналған каналдарды (2. 1 сурет, 6) жасау үшін қолданылады.
Қалыпты машиналық қалыптауда үлгілік плита, құйманың металл үлгілері және құю жүйесінің үлгілері бекітілген металл плита қолданылса, қалыпты қолмен қалыптауда құйманың үлгісін орнатуға ағаш тақтайша немесе металл плита колданылады.
Өзекшелік жәшік (2. 1 г сурет) құйманың тесігін қалыптастыру үшін құм өзекшелер (2. 1, б сурет) жасауға арналған. Жеке және аз сериялы өндірісте ағаш өзекшелік жәшіктер қолданыс тапса, ірі сериялы және мол өндірісте-металл (алюминий қорытпалары) өзекшелік жәшіктер. Пішіні мен өлшемдеріне қарай өзекшелік жәшіктер тұтас, ажыратылмалы және алынбалы бөлікті болады.
Қорамжәшік - құмнан қалыпты жасағанда, оған балқыған металды құйғанда және құйманың салқындауында, қалыптық қоспаны ұстап тұруға арналған металл (шойын, болат, алюминий қорытпасы) рама (2. 1, а сурет, 7, 9) . Құйманың пішіні мен өлшемдеріне қарай төрт бұрышты, дөңгелек және фасонды қорамжәшіктер қолданылады. Машиналық қалыптауда болат қорамжәшіктер қолданыс тапқан. Алюминий қорытпаларынан жасалған қорамжәшіктер жеңілдігімен және жеткілікті беріктігімен ерекшеленеді. Қорамжәшіктер тұтас және ажыратылмалы болады.
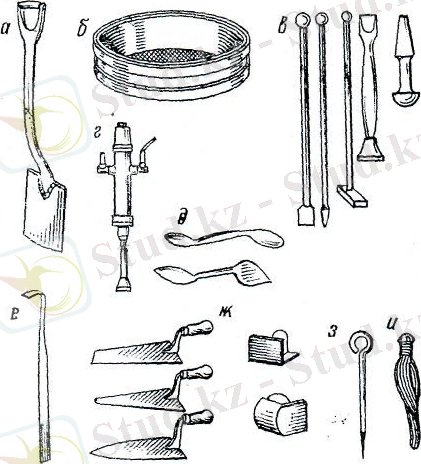
2. 2 сурет - Қалыптық құрал-саймандар
а - күрек; б - елеуіш; в - тығыздағыш; г - пневматикалық тығыздағыш; е - ілмек; ж - түзеткіш; з - көтергіш; и - щетка
Құм-балшық қалыптар мен өзекшелерді жасауға арналған қалыптық құрал-саймандарды үш топқа бөлуге болады (2. 2 сурет) :
- қалыптық және өзекшелік қоспаларды қорамжәшік пен өзекшелік жәшікке салуға әрі тығыздауға арналған (күрек, тығыздағыш, сызғыш) ;
- үлгілерді қалыптан шығаруға арналған (көтергіш, ілмек және
т. б. ) ;
- қалыптың ішкі бетін өңдеуге арналған (ланцет, қасық және т. б. ) .
2. 2 Қалыптық және өзекшелік материалдар мен қоспалар. Бір рет қолданылатын құм-балшық және өзекшелерді жасауға арналған материалдарды қалыптық деп атайды.
Қалыптық материалдар бөлінеді:
- бастапқы материалдар;
- қалыптық қоспалар ;
- өзекшелік қоспалар;
- бастапқы материалдар;
- қалыптық қоспалар ;
- өзекшелік қоспалар;
- қосалқы материалдар;
- қайта пайдаланылған қоспалар.
Бастапқы материалдарға кварц құмы және балшық жатады. Кварц құмы оттөзімділігі жоғары негізгі материал болып есептелінеді. Балшық байланыстырғыш материал ретінде қолданылады. Бентонит балшығы жоғары байланыстырғыштық бейімділігімен және жақсы физика- механикалық қасиеттерімен ерекшеленеді.
Қалыптық және өзекшелік қоспалар алдын ала даярланған, міндетіне қарай материалдардың белгілі бір пропорциясымен алынған және өзара жақсы араластырылған материалдардан тұрады. Қалыптық және өзекшелік қоспалардың құрамы үш түрлі құраушылардан тұрады:
- оттөзімді негізден;
- байланыстырғыш материалдан;
- қосалқы материалдардан.
Қалыптық қоспаның негізгі оттөзімді негізі-кварц құмы. Кварц құмынан басқа магнезит, хроммагнезит, шамот, циркон және т. б. оттөзімді материалдар пайдаланылады.
Қоспаның негізгі байланыстырғыш материалы балшық. Егер балшық қоспаға керекті қасиеттерді қамтамасыз ете алмаса, онда басқа байланыстырғыш материалдарды (сұйық шыны, әртүрлі шайырлар және т. б. ) қолданады.
Қоспаның технологиялық және жұмыстық қасиеттерін жақсарту мақсатымен қосалқы материалдар қосады. Құйманың бетіне қалыптық қоспа жабыспас үшін көмір ұнтағы, графит, мазут, ағаш үгіндісі және т. б. пайдаланылады. Құйма бетінің сапасын жақсарту мақсатымен қалыптың кеңістігін және өзекшені оттөзімді бояулармен бояйды.
Қалып пен өзекшенің сапасы пайдаланылған қоспалардың қасиетеріне байланысты. Қоспалардың жоғары оттөзімділігі, жеткілікті беріктігі, газөткізгіштігі, пластикалығы, икемділігі және т. б. қасиеттері болуы керек.
Оттөзімділік қалыпқа құйылған балқыған металдың жоғары температурасына қоспаның балқымай немесе жұмсармай қарсы тұру қабілеті.
Газөткізгіштік қоспаның газ өткізу қабілеті. Пластикалық қоспаның үлгі пішінін алу қабілеті.
Ұзақжарамдылық қоспаның жұмыстық қасиеттерін қайта пайдалануда сақтау қабілеті.
Құйма өндірісінде әртүрлі қалыптық және өзекшелік қоспалар қолданыс тапқан. Міндетіне қарай қоспалардың құрамы таңдалады.
Ең жиі қолданыс тапқан құм-балшық қоспалар жіктеледі:
- қалыптауда қолданылуы бойынша;
- қалыптың қүйі бойынша;
- қорытпаның түрі бойынша;
Қалыпты жасауда қолданылуы бойынша қоспалар бөлінеді:
- қаптама;
- толтырма;
- бірыңғай.
Қалыптың балқыған металмен жанасатын жұмыстық қабатын (қалыңдығы 20-30мм) сапасы жоғарылау қаптама деп аталатын қалыптық қоспадан жасайды. Сондықтан қоспаның жоғары оттөзімдігі мен беріктігін, пластикалығы мен газөткізгіштігін қамтамасыз ету үшін, оның құрамының 50-90%-ы жаңа бастапқы материалдардан тұрады, қалғаны-пайдаланылған қоспа.
Үлгінің бетіне қаптама қоспаны салғаннан кейін қорамжәшіктің қалған бөлігін толтырма қоспамен қалыптайды. Толтырма қоспаға қойылатын негізгі талаптар: газөткізгіштік пен беріктік. Қоспаның құрамы 95-98% пайдаланылған қайтарма қоспа және 5-2% жаңа бастапқы материалдардан тұрады. Қаптама және толтырма қоспаларды үлкен әрі күрделі пішінді құймаларды жасауда қолданады.
Бірыңғай қоспаны жұқа қабырғалы кіші құймаларды алу үшін машиналық қалыптауда қолданылады. Қоспаның құрамы: 85-95% пайдаланылған (қайтарма) қоспа, 15-5% жаңа бастапқы қалыптық материалдар.
Қоспалардың ылғалдылығы 4-7%. Қаптама және бірыңғай қоспаларға қалыптық қоспаны құйма бетіне жабыстырмау үшін графит, көмір ұнтағы және т. б. материалдар қосады.
Металды құю алдындағы қалыптың күйі бойынша қоспалар бөлінеді:
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz