Жоғары жиілікті токпен шынықтыру: әдістері, аспаптары және металл құрылымдары мен қасиеттеріне әсері

Қазақстан Респуликасы ғылым және білім министрлігі Рудный индустриалды институты
Реферат
Тақырыбы: Жоғары жиілікті токтармен шынықтыру
Орындаған: Елубек Н. Р.
Қабылдаған: Еркетаев Е. С.
Рудный 2018
Жоспар
Кіріспе
Жылыту температурасын өлшеуге арналған аспаптар
Термиялық өңдеу түрлері
Қыздыру жылдамдығы
Қорытынды
Пайдаланылған әдебиеттер
Кіріспе
... жалғасыМеталдар мен қорытпалардың термиялық өңдеу ішкі құрылымы өзгерістер процесі (структуры) қыздыру арқылы металдар мен қорытпалар, Жібіткен содан кейін қалаған қасиеттері бар металдар мен қорытпаларды өндіру үшін салқындату.
Жататын жылумен өңделген бос (Сығылған, штампованные, қорытпасы және басқалар. ) және дайын бөлшектер. дайындамалар жылу олардың құрылымын жетілдіру мақсатында өңделген және қаттылығын азайту болды, дайындамалар мен - қажетті қасиеттері үшін: қаттылығы, күш, тозуға, серпімділік және т. б. Термоөңдеу ұзақ уақыт бойы қолданылған, бірақ өзгерістер мәні, - жылыту және салқындату қорытпалар кезінде туындайтын, мен, сондықтан, қажетті нәтижелерге басқару және алуға мүмкіндігі жақында зерделенді.
D. K. Чернов, мылтық болаттар зерделеу Обухов зауытта жұмыс, Мен оның жылыту және салқындату кезінде болат өзгерістер бірқатар табылған, Оның металлургтер бұрын көрмеген жасалмаған осы. қызыл-ыстық болат тағдыр көру, ол бірнеше рет байқадым, белгілі бір металл температура кейбір ішкі конверсиялау кезінде орын астында (өзгерістер) . Бұл болуы мүмкін, екі критерий бойынша жорамалдауға: кейбір нүктесінде салқындатылған болат түсті біраз жарқын өсті, және сол уақытта болат қажетсінетін секіргенде шкала. Ол екі температураға ашылды, салқындатылған болат құрылымы мен қасиеттері шешуші көзделген кім.
D. K. Чернов сын нүктелерінің температурасын деп аталады және хаттар А және В тағайындаған. Қазіргі уақытта, осы терминдер қараңызбірге1 және Абірге3. Бірі сыни нүктесі қара шие-ыстық сәйкес келеді, T. ол. 723° С (А нүктесі), және екінші - қызыл жылу - шамамен 800 ° C (нүктесінде) . Бұл жаңалық D. K. Чернова жаһандық маңызға ие. Іс жүзінде, бұл дегеніміз, бұл болат жоғары механикалық қасиеттерін алу үшін нүкте В қыздырылған немесе сәл жоғары болуы тиіс, содан кейін салқындатылған.
Ғалымдардың бірқатар орындаңыз дейін зерттеулер болат сыни нүктелері және өзгерістердің болуын растады, кім бірінші Dr. түсіндірді. K. Чернов. Жылыту температурасын және ұзақтығын өзгерту арқылы, температура мен резиденциясы уақыты мен салқындату жылдамдығы, Сіз қасиеттерін түрлі сол химиялық құрамын болат хабарлауға болады, T. ол. ол қатты немесе жұмсақ жасауға, пластиктен түрлі деңгейде, және т. б. сынғыш.
Жылыту температурасын өлшеуге арналған аспаптар.
Термоөңдеу кезінде болат жылу температурасы дұрыс анықтау өте маңызды болып табылады.
Қыздырылған кезде, ол есте сақтау қажет болды, оның түрлі брендтер түрлі жылыту температурасы бар екенін 400 ° С температура өлшеу және бақылау үшін сынап термометрлер мен алкогольді бар, және операциялық температурасы пештер 1250 ° С дейін және термоэлектрлік және оптикалық пирометр жоғарыда.
Термоэлектрлік пирометром

Термоэлектрлік пирометром термопара тұрады 1. Гальванометр 2. Термопара құрылғы болып табылады, онда екі сымдар бар (термоэлектроды) 3 текті металдар немесе құймалар олар туралы, нүктелерінде 7. сымдар Әрбір фарфор түтікке қоса беріліп отыр 5. Tubes қаптамаға орналастырылады 4. сымдар тегін ұшы клиптер бар гальванометр қосылған.
термопара орын «ыстық» тоғысқан болса 7 пешке, онда температура анықталады, өткізгіштер 6 онда жылу электр (ағымдағы) . «Ыстық» тоғысқан температурасы жоғары, термоэлектрлік билік құны жоғары (ағымдағы), онда ауытқу тудырады millivoltmeter.
«Жойылып жіп» бар оптикалық пирометром
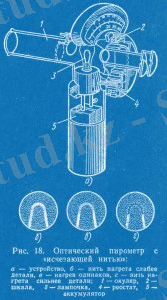
Оптикалық пирометром жойылып жіп, «Жойылып жіп» бар оптикалық пирометром Бұл телескоп Окуляр табылады 1, оның ішінде шам бар 3, батарея 5. ағымдағы, айнымалы реостаттық 4 өлшеу құрылғысы, ауқымды 2 онда градус бөлінеді.
Температура өлшеу құбыр, сынақ объектісі ұсынамыз, Тұмшапеш қызған бөлігінде мысалы, Осылайша, окулярға жарқын дақ көруге болады, Ток күшінің Шамды жіп өсуі жарқын болып бірге, фон қарағанда, қыздырылған бөлшектер салдарынан (күріш. 18, г), және ағымдағы қысқарту - қараңғы, өң толық ақпарат астам (көру. күріш. 18, б) . шамдар реостаттық ток реттеу арқылы, Сіз мұны мүмкін, реңнің тасқынында кескін (күріш. 18, жылы) Ол көзге көрінбейтін болып. Сонымен қатар иілуі пирометром металл қыздыру температурасын анықтау.
Электрондық автоматты потенциометры бақылау және пайдалану үшін ЭПД теріңіз. диск схемасы жазылады, онда температура, оның толық революция етеді 24 жоқ. құралдарының көрсеткіштерін бақылау үшін, сондай-ақ көрсеткілермен көрсетілген. термоөңдеу кезінде Температура бақылау шамалап әдістері сияқты жүзеге асырылады, реңкте ыстық металл температурасының шамамен мәні бере, кім қызыл-ыстық болат алады. Мұндай әдістер incandescence металл температурасы анықтау кіреді, қабілеті арқылы немесе жасыту жылыту кезінде, обесцвечивания арқылы шынығу кезінде металл температурасының, сондай-ақ анықтау, Мақала бетінде пайда. Бұл жағдайда байқалады металл беті таза болуы тиіс, шкала жоқ.
Термиялық өңдеу түрлері .
Күйдіру және қалыпқа жылыту температура мен салқындату жағдайында, термоөңдеу мынадай түрлеріне байланысты: жасыту, қалыпқа, қататын және шынығу. Олар өз мақсаты мен әртүрлі түрлі жылдамдығы мен қыздыру температурасын бар, осы температурада уақыт өткізу және жылдамдығын салқындату. өртеуге кезінде қыздыру температурасы, қалыпқа сөндіру көміртек мазмұнына байланысты.
Жасыту
Мұндай операция деп аталады, онда болат белгілі бір температураға дейін қызады,, осы температурада ұстайды, содан кейін баяу пеште салқындатылған. Жасыту болат кесу механикалық өңдеу үшін технологиялы жақсартады, және перерабатываемость чип жойылмастан.
жасыту мақсаты болып табылады:
• өңдеуден кейін бөліктерінде ішкі кернеуді азайту (Ыстық немесе суық) емдеу - төмен температуралы жасыту;
• құрылымындағы жағымсыз өзгерістерге жою, өңдеу туындаған, - толық жасыту;
• өңдеу шарттарын жеңілдету мақсатында құрылымын өзгерту, қарсылық болат кесу азайту, - ішінара жасыту.
Төмен температуралы жасыту
Металл ішкі кернеуді қалыптастыру прокат болаттан темірлердің немесе әкеледі біркелкі салқындату, ол өңдеуді жақты кезде өңделмеген дайындамадан екенін көрсетті және тек анықталған емес, . сурет, жалға, stroganie, tochenie, және т. б. диірмен. Дайындама ішкі кернеуді туындауын тудыруы, бұл өнімдер қандырып бұрын азайтылуы немесе жойылуы тиіс. 500-600 ° С температураға дейін қыздыру үшін дайындауды Мұндай жағдайларда, жеткілікті.
Толық жасыту
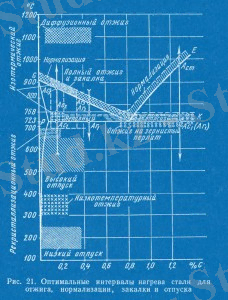
Ыстық жұмыс бөлшектер кейін негізінен пайдаланылады (соғу және қалыптау) және көміртекті және легирленген болаттан құю емдеу үшін. жалған және құйылған бөлшектер толық жасыту басты мақсаты астық ұнтақтаудың отыр. Толық жасыту 30-50 ° C жоғары МСК желісі болат жылыту арқылы жүзеге асырылады (нүктесі АТС) (күріш. 21), Осы температура мен пешінен кейінгі баяу салқындату кезінде. жылыту кезінде өткізу уақыты өнімдердің бүкіл көлденең қимасы қыздыру үшін жеткілікті болуы тиіс. Сондай-ақ, қараңыз: клепки машина
Аяқталмаған жасыту
Алдын ала болат құрылымын жасыту үшін қанағаттанарлық болса, бірақ болат жоғары табандылық бар және толығырақ ішкі кернеу, жұмыспен бөлігі-әзіл. Аяқталмаған жасыту болат температураға дейін қызады, төмен сыни нүктесі қарағанда жоғары 30-40 ° С температурадаC1, T. ол. 750-760 ° С. 680-750 ° С температурада баяу салқындату немесе баяу ысырма болат қылшық астық қалыптастыруды жақтаған, болат удобоукладываемости жеңілдету дейін көміртегі мазмұнмен көміртекті болаттар үшін 0, 4-0, 5% толық жасыту сирек пайдаланылады. құралы болаттар үшін ғана сырттай жасыту жасыту көзқарастары болып табылады. Ол стресс жеңілдету және жақсарту үшін удобоукладываемости көмектеседі.
Изотермиялық жасыту толық жасыту айырмашылығы болып табылады, болат А жоғары температура 30-50 ° С дейін қыздырылған екенінбірге-дан (құрылымдық болаттан жасалған) нүктесі А немесе одан жоғарыC1 50-100 ° С (құралы болаттар) және еріген қар нүктесі soli. do А төмен температурада ұстап, кейін салқындатқышC1 30-100 ° С (680-700° С) . осы температурада болат әсеріне жататын, содан кейін бөлме температурасына дейін салқындатылады. температурасын өткізу изотермиялық болаттың қасиеттеріне айтарлықтай әсерін тигізеді.
Жасыту болат аралықтары үшін оңтайлы жылыту, қалыпқа, қабілеті және демалыс изотермиялық жасыту басты артықшылығы болып табылады, ол ұзақ мерзімді циклдар төмендетеді, тот баспайтын болаттан деді бөлшектерді күйдіру кезінде пайдаланылатын, қаттылығын азайту үшін өте баяу салқындату талап ететiн.
Диффузиялық жасыту (гомогенизацию) қолданылады, туралау үшін (диффузия арқылы) химиялық болат құйма құрамы және ірі құю. Диффузиялық жасыту жоғары температурада жүзеге асырылады (1100-1200° С) кешігеді 10 қарай 15 осы температурада сағат, содан кейін баяу 600-550 ° С дейін салқындатылған. Болат, өтті диффузиялық жасыту, Ол жоғары механикалық қасиеттерге ие, әсіресе жақсартылған беріктігі.
Перлит болат үшін пайдаланылатын, а бар 0, 65% көміртегі, олардың қаттылығын азайту және механикалық өңдеу жақсарту мақсатында. жасыту болатқа арналған сәл жоғарыда қыздырыладыC1 және жұмыс істеу үшін температурада өткізу кейін 3-5 сағ баяу салқындатылған (сағатына 30-50 ° С жылдамдықпен) 700 ° С дейін snachala, Содан кейін ауада 650-600 ° С дейін және одан әрі.
Рекристаллизации, немесе төмен, жасыту кристалды тор бұрмалау түзету үшін қолданылады, суық илектеу алынған, сызу немесе суық қалыптап. А төмен температураны шығаруға болат қыздыру жасытуC1 (630 -650° С) және осы температурада өтеді және баяу салқындатылған, оған сәйкес орнына деформацияланған (кеңейтілген) майда тартылған құрылымын алуға, жұмсақ және жабысқақ құрылымы.
Қалыпқа Ол жылу операция желісі GSE жоғарыда 30-50 ° С температурада басталды деп аталатын (А баллбірген - құрылымдық болаттан немесе АC1 - Құрал болат үшін) және осы температурада өтті, содан кейін ауада салқындатылған.
Көміртекті болаттан жасалған және легирленген болаттан қалыпқа ұшыраған мөрмен куәландырылады және жалған дайындамалар. қалыпқа мақсаты - микроқұрылымы жетілдіру, механикалық қасиеттерін және кейіннен термиялық өңдеу үшін дайындығын жетілдіру. Қалыпқа бөлшектер соғу және қалыптау кейін құрылымын түзетілуі мүмкін, бөлшектер дәнекерлеу кейін қызып зардаптарын жою және дәнекерлеу бойынша стресс азайту. құю қалыпқа кейін жоғары өнімділігі беріктігі мен ұзақ бар, және үлкен тұтқырлығы. көміртек және арнайы болаттар қалыпқа кейбір сыныптарға қорытынды термоөңдеу операция, болаттағы қалыпқа нәтижесі қажетті қасиеттерін алады ретінде.
Қыздыру жылдамдығы.
Қыздырғыш БАҚ, беріктендіру әдістері беріктендіру Мұндай операция термоөңдеу деп аталады, онда болат температураға дейін қызады, сәл сын жоғарыда, осы температурада ұстайды, содан кейін тез суға салқындатылған, мұнай, сулы тұз ерітінділері және т. б. .
Босаңдатудан мақсаты - Жоғары қаттылық алу болат, прочностью, беріктік және басқа да маңызды қасиеттері, povy- құралы және дайындама л сөндіру сапасын жедел сенімділігі мен ұзақ бұзатын температурасы мен жылу жылдамдығына байланысты, уақыт өткізу және жылдамдығын салқындату.
Жылыту болатты сөндіру Г. С. жоғарыда 20-40 ° С дейін қызады (А баллбірге-дан), және аспаптық болат - желісі PSK жоғарыда 30-50 ° С температурада (А баллбірге1), біраз уақыт сақталады, бүкіл бөлімде егжей-тегжейлі астам температураны теңестіру қажет, және тез салқындатылған. Жылдамдығы жоғары, және басқа да жоғары легирленген тот баспайтын болаттан жасалған жоғары жылу температурада сөндіріледі: 1260-1280 ° С температурада қандырды R18 жылдамдығы болат, және тот баспайтын болаттан (Мысалы, 4x13) -жанында 1050- 1100° С таңдау кезінде сөндіру режимдері каталогтар бар.
Термоөңдеу кезінде қолайлы металл қыздыру жылдамдығы жылу құрылғы түріне байланысты, Бұқаралық бір мезгілде қыздырылған металл, оның химиялық құрамы, теплопроводности, тазалық гомогенді және дәрежесі, мен нысаны, бөлшектер өлшемдері мен жылыту температурасы.
Жылыту қарқынын арттыру термоөңдеу ұзақтығын азайтады, өсті жабдықтар өнімділігі, металл қысқарды қалдықтарды, т. б. . D.
Болат және қоспалау элементтерін көп көміртек, неғұрлым күрделі пішіні және ірі мөлшері бөліктері, жылу үлкен ішкі кернеулерді болдырмау мақсатында жүзеге асырылуы тиіс баяу, тіпті егжей-тегжейлі короблению және крекинг себеп болады, ол. Бөлу бөліктері суық пешке жүктелген баяулату үшін (баяу қыздыру пешінде бар) . пешке бөліктерін тиеу кезінде, Алдын температуралық термиялық өңдеу режимін бар, Ол жоғары қыздыру жылдамдығы жетеді. Бұл әдіс негізінен қыздырылған шағын бөліктері, серіппелер табылады, тойтармалар, жаңғақ және т. б. .
500-600 ° С дейін қыздырылған баяу Толығырақ, Содан кейін қыздыру процесін жеделдету, температура айырмашылықтарға байланысты бөліктерінде ішкі кернеулер өзінде орын жоқ, өйткені. Толығырақ Уақыт жылыту құралдары мен көміртекті конструкциялық болат, құрылымдық көміртекті
Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz