Сатылы білік соғылмасының технологиялық үрдісін жетілдіру және соғу технологиясының жобалануы

ҚАЗАҚСТАН РЕСПУБЛИКАСЫ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
ҚАРАҒАНДЫ МЕМЛЕКЕТТІК ИНДУСТРИЯЛЫҚ УНИВЕРСИТЕТІ
«Металдарды қысыммен өңдеу» кафедрасы
«Соғу технологиясы» бойынша
КУРСТЫҚ ЖҰМЫС
Жасаған:
Бекділдақызы Жансая
Қабылдаған: оқытушы
Теміртау, 2015
МАЗМҰНЫ
КІРІСПЕ 4
1 САТЫЛЫ БІЛІК СОҒЫЛМАСЫНЫҢ ТЕХНОЛОГИЯЛЫҚ
ҮРДІСІН ЖЕТІЛДІРУ 5
1. 1 ӘДІПТЕРДІ ТАҒАЙЫНДАУ 5
1. 2 КЕМЕРЛІКТІҢ ОРЫНДАЛУЫ 6
1. 3 СОҒЫЛМАНЫҢ КӨЛЕМІН АНЫҚТАУ 6
1. 4 ДАЙЫНДАМАНЫҢ ӨЛШЕМДЕРІН АНЫҚТАУ 7
1. 5 ӨТУЛЕРДІ АНЫҚТАУ 9
1. 6 ЖАБДЫҚТАРДЫ ТАҢДАУ 12
1. 7 ҚҰРАЛ-САЙМАНДАРДЫ ТАҢДАУ 13
1. 8 ҚҰЙМАНЫ ҚЫЗДЫРУ ЖӘНЕ САЛҚЫНДАЛУЫ 15
ҚОРЫТЫНДЫ 16
ҚОЛДАНЫЛҒАН ӘДЕБИЕТТЕР 17
КІРІСПЕ
Соғу мен көлемдік штамптау металдарды қысыммен өңдеудің негізгі бір түрі болып есептеледі. Соғу және көлемдік штамптаумен дайындаманың сыртпішін жасау, металдың сыртпішін қираусыз елеулі өзгертуге жүзеге асыруға мүмкіндік беретін өңделетін металдың илемділігімен, яғни илемді деформациямен байланысты. Соғылманың сыртпішін жасау соққыштың бетінде және жылға деп аталатын штамптың қуысында жүргізіледі. Әрбір штамп кем деген де екі бөлімнен түрады. Бастапқы дайындаманы төменгі штамптың қуысына қояды, содан кейін жоғарғы штамп төмен қозғалағанда ол деформацияланады. Дайындама металы штамп жылғасында аққан да, ол штамп қабырғасының кедергісіне және үйкеліс күшіне кездеседі. Осының нәтижесінде дайындама металы керекті сыртпішінді қабылдап, жылға көлемін толтырады. Соғылып немесе штампталып жасалған дайындаманы соғылған немесе штампталған соғылма, немесе соғылма деп атайды. Соғылма штамп жылғасының дәл көшірмесі болып саналады.
Егер бастапқы дайындама соғу температурасына дейін қыздырылып штампталса, онда штамптау ыстықтай көлемдік штамптау деп аталады. Суықтай көлемдік штамптаумен салыстырғанда ыстықтай көлемдік штамптау тым таралған (суықтай көлемдік штамптауға өте үлкен қуаты бар машиналар керекті; суық күйде өңдегенде көп болаттарда илемділік жеткіліксіз болады; суықтай көлемдік штамптағанда қолданылатын штамптың шыдамдылығы төмен) . Ыстықтай штамптаған кезде жоғарғы илемділікпен бірге төменгі деформация кедергісін алуға ұмтылады. Соғу мен ыстықтай көлемдік штамптауда толық беріксіздендіру жүреді, ал суықтай деформациялау беріктенумен қошталады.
Соғу және ыстықтай көлемдік штамптау автомобилдердің, тракторлардың, білдектердің, құралдардың жауапты тетіктерін, жасау үшін қазіргі заманғы машинажасауда кеңінен қолдануды тапты. Қазіргі заманғы машинаның 20% көп болаттан жасалған тетіктерін кейінірек кесумен өнделетін соғылған немесе ыстықтай штампталған соғылмалардан жасайды. Олардың бағасы, илемделген шыбықтан тек кесумен жасалған сол тетіктердің бағасымен салыстырғанда 2 - 2, 5 есе аз болады.
Соғылған және ыстықтай штампталған тетіктердің механикалық қасиеті, шыбықтан кесумен алынған немесе құйылған тетіктердің механикалық қасиетімен салыстырғанда тым жоғары. Ыстықтай штамптау үрдісі, металдарды қысыммен ыстықтай өңдеп алатын тетіктердің кез келген үрдісімен салыстырғанда ең өнімді және арзан болады.
Соғылманың пішінін дайын тетіктікіне жақындатудың арқасында, механикалық цехтарда соғылманы кесумен өңдеген кезде жоңқаға қалдық, электроэнергияға шағын және жұмысшы күші азайады.
1 САТЫЛЫ БІЛІК СОҒЫЛМАСЫНЫҢ ТЕХНОЛОГИЯЛЫҚ ҮРДІСІН ЖЕТІЛДІРУ
- Әдіптерді тағайындау
Білік 45 болаттан жасалынады. Соғылма 1 топтың 4 топтамасыа [1] жатады. Әдіптерді, шекті ауытқуларды және қосымша әдіптерді МЕМҮЛ 7062-79 бойынша тағайындаймыз.
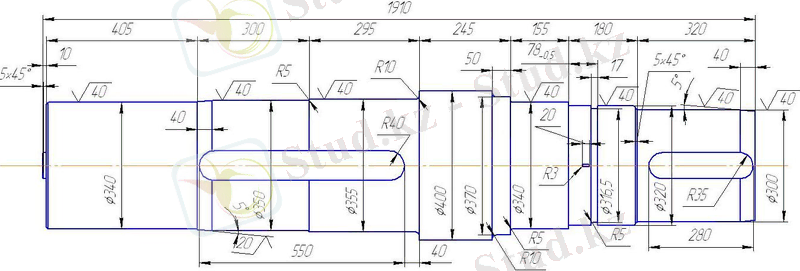
Сурет 1- Бөлшектің өлшемдері.
Осы нәтижелері бойынша 1 кестені құраймыз.
- кесте.
1. 2 Кемерліктің орындалуы
Ұзындығы 1910 мм болғанда кемерліктің орындау жағдайы, егер оның ұзындығының мәндері 8 кестенің [2] мәндеріне тең немесе үлкен болғанда орындалады.
Сурет 1 бойынша кемердің престе соғу кезінде ең кіші орындалатын ұзындықты анықтаймыз.
D=370 мм диаметірі үшін ең кіші кемердің орындалатын ұзындығы 250 мм болу керек, ал біздікі 50 мм болғандықтан кемер орындалмайды, сондықтан біз D 2 =D 1 =417 мм деп аламыз.
D=320 мм диаметірі үшін ең кіші кемердің орындалатын ұзындығы 270 мм болу керек, ал біздікі 155 мм болғандықтан кемер орындалмайды, сондықтан біз D 4 =D 3 =340 мм деп аламыз.
D=300 мм диаметірі үшін ең кіші кемердің орындалатын ұзындығы 250 мм болу керек, ал біздікі 350 мм болғандықтан кемер орындалмайды, сондықтан біз D 5 =D 3 =340 мм деп аламыз.
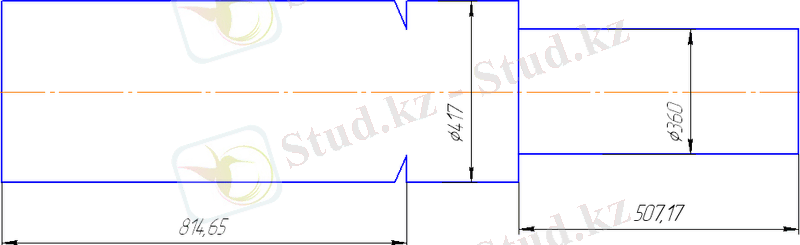
1- кестенің жауаптарын пайдаланып соғылманың үлгісін сызамыз.
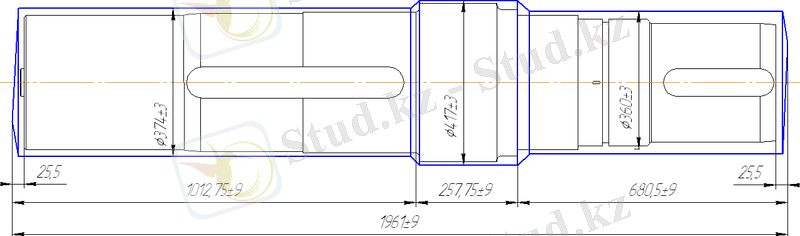
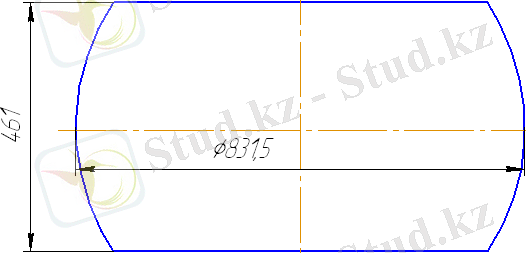
Сурет 2- Соғылманың өлшемдері.
1. 3 Соғылманың көлемін анықтау
Сатылы білік соғылмасының көлемдерін қосу арқылы соғылманың жалпы көлемін анықтаймыз.
 ;
;
мұндағы V 1 - диаметрі 417 мм тең цилиндрдің көлемі;
V 2 - диаметрі 360 мм тең цилиндрдің көлемі;
V 3 - диаметрі 374 мм тең цилиндрдің көлемі;
 ;
;
 ;
;
 .
.
Соғылманың жалпы көлемі:
 .
.
Соғылманың салмағын анықтаймыз:
 .
.
1. 4 Дайындаманың өлшемдерін анықтау
Құйманың салмағын анықталуы, мына формула арқылы анықталынады:
 ;
;
мұндағы
 - соғылманың салмағы;
- соғылманың салмағы;
 - қалдықтың салмағы;
- қалдықтың салмағы;
 - прибыльдің салмағы,
- прибыльдің салмағы,
 =12% құйма салмағынан;
=12% құйма салмағынан;
 - түбінің салмағы,
- түбінің салмағы,
 =3% құйма салмағынан;
=3% құйма салмағынан;
 - қабыршықтың салмағы,
- қабыршықтың салмағы,
 =25% құйма салмағынан.
=25% құйма салмағынан.
Қалдықтардың салмағын кенерменің ІІ түрі арқылы анықтаймыз. Әр
түрлі пішінді соғылма үшін ІІ түрі техникалық кенерме көлемдерін 7. 1 кетесінен анықталынады [3] .


 ;
;
 ;
;
мұндағы V обр1 , V обр2 - кемер қисығы соғылмадағы көлемі;
V Р1 , V Р2 - кемер қисығы білікте.
Қалдықтың жалпы көлемі:
 ;
;
 .
.
Сондықтан құйманың салмағын анықтаймыз:
 ;
;
 .
.
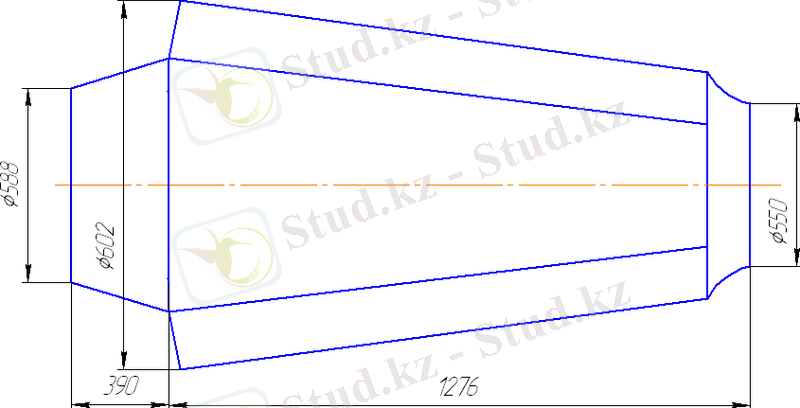
4 кесте [1] бойынша келесі параметрлі құйманы таңдаймыз.
 =3350 кг;
=3350 кг;
 =2685 кг;
=2685 кг;
 =551 кг;
=551 кг;
 =114 кг; D
max
=602 мм;
=114 кг; D
max
=602 мм;
D min =550 мм; D ср =588 мм; Н 1 =390 мм; Н 2 =1276 мм.
Құйманың жарамды көлемі мынаған тең:
 .
.
1. 5 Өтулерді анықтау
1) Соғу бастау температурасына дейін қыздырамыз (t=1200˚С) .
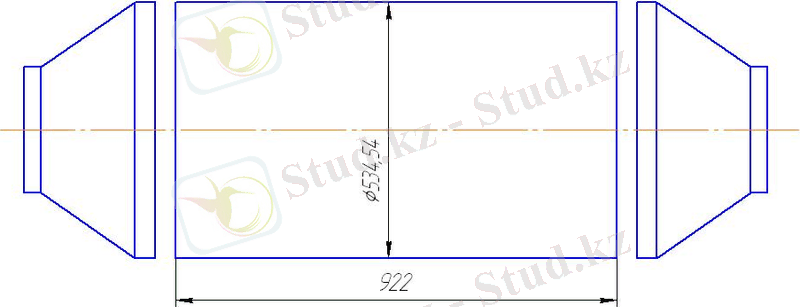
- Құйманы сығу. Құйманы D=550 мм диаметріне дейін биллеттейміз (У=1, 05 . . . 1, 1) .
 ;
;
 ;
;
 .
.
3) Домаланған құйманы D к -не дейін отырғызу.
 Equation. 3 ;
Equation. 3 ;
 .
.
4) Барлық диаметрлерді D max =417 мм келтіріп дайындаманың өлшемдерін және биіктігін анықтаймыз. Отырғызылған дайындаманы ø417 диаметіріне дейін созу.
 ;
;
 ,
,
Созу үшін дайындаманы белгілейміз.
Көлем тұрақтылық шартынан:
V дай =V соғ ;
онда
 ;
;
 ;
;

 ;
;
 .
.
D=360 мм диаметіріне дейін созу үшін дайындаманы белгілейміз, егер ұзындығы L=507, 17 мм:
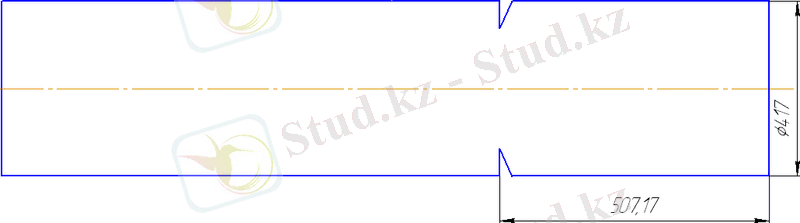
D=374 мм диаметіріне дейін созу үшін дайындаманы белгілейміз, егер
ұзындығы L=814, 65 мм:
Дайын соғылма.
1. 6 Жабдықтарды таңдау
Соғу сүлбесінен және техникалық өтулердің жасалу тәртібінен кейін соғу агрегатының анық таңдауын жасайды.
Таңдауды техникалық процестің ең энергокөлемді операциядан - отырғызудан жасайды. Егер қабылданған соғу сүлбесінде отырғызу қарастырылмаса, онда жабдықтарды таңдауды ойылған тоқпақтарда созу операциясы арқылы таңдалынады.
Құйманы отырғызу қарастырылған соң престі отырғызу операциясы үшін таңдау жасаймыз.
 ;
;
мұндағы σ т - монотонды немесе цикликалық отырғызу температуралы- жылдамдықты жағдайларындағы деформацияға кедергі, МН;
F- отырғызудан кейін дайындаманың көлденең қимасының
ауданы, м 2 ;
D сог , Н сог - отырғызудан кейін құйманың диаметрі және биіктігі, м.
 ;
;
 .
.
Бағаналы және рама конструкциялы (МЕМҮЛ 72-84-80*Е) номиналь күші 20 МН болатын гидравликалық соғу пресін таңдаймыз.
1. 7 Құрал-саймандарды таңдау
Техникалық үрдісті жобалау кезінде барлық құрал-саймандарды 3 топқа бөлуге лайық болады: негізгі деформациялайтын, көмекші және арнайы деформациялайтын.
Престің негізгі деформациялайтын құрал-саймандарға жатады: жалпақ тоқпақтар, олар қимасы тік төртбұрыш және көпжақты болып келетін соғудың созу әдісінде қолданылады; ойық тоқпақтар (радиусты, ромбалы) және құрастырылған (үстіңгі- жалпақ, астыңғы- ойық), цилиндрлік соғылмаларды ұзарту үшін соғуда қолданылады; үстелдер; отырғызу плиталары, сақиналар; қақпақтар; тесуге және таратуға арналған тескіштер; оправкада созу және домалату; қалыптар.
Көмекші құрал-саймандарға жатады: балталар; қысқыштар; конусты астарлар және т. б.
Соғудың техникалық картасында көмекші құрал-саймандар туралы мәліметтер, әдетте, келтірілмейді, кейбір кездерде құрал-сайманың түрі көрсетіледі (қысқыш, балта және т. б. ) .
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz