Білік бөлшегін өңдеудің технологиялық процесін жобалау: техникалық, экономикалық және есептеу аспектілері

МАЗМҰНЫ
Кіріспе . . . 2
1 Техникалық бөлімі . . . 5
1. 1 Білік және ось типтес детальдарды дайындау . . . 5
1. 2 Білік. Иінді білік. Таратқыш білік . . . 8
2. Экономикалық бөлім . . . 13
2. 1 Шығару көлемін және бөлшектердің партиялық өлшемін есептеу . . . 13
3. Есептеу бөлімі . . . 15
3. 1 Біліктердің тексеру есебі . . . 15
4. Қоршаған ортаны қорғау . . . 21
Қорытынды . . . 23
Пайдаланылған әдебиеттер . . . 24
КІРІСПЕ
«Машина жасау технологиясы» - машина өндірісі туралы ғылым - машина шығару үдерістері заңдылықтарын, машиналарды машина жасау кәсіп- орындарында өндіру бағдарламасымен белгіленген көлемде жэне қажетті са- пада жасауда қолданылатын технологиялық үдерістерді зерделейді. Машина жасау технологиясына өндірістің мына салалары жатады: құю технологиясы, қысыммен өңцеу технологиясы, пісіру технологиясы, механи- калық және физикалық-химиялық өцдеу технологиясы, машина құрастыру технологиясы, яғни машина жасау технологиясы машина жасау өнімдерін шығару үдерісінің барлық
Курстық жобаның мақсаты - білік бөлшегін өңдеудің технологиялық процесін жасау. Курстық жобаның міндеті - дайындаманы қабылдап, жалпы және операциялық әдіптерді және кесу тәртібін анықтау.
Машина жасау өнеркәсібі осыдан 200 жыл бұрын Англиядағы өнеркәсіп революциясы кезінде пайда болған. Қазіргі кезде жұмыс істейтін адам саны (80 миллионан астам) және өнімнің құны жөнінен ол дүниежүзілік өнеркәсіптің барлық саласының ішінде бірінші орын алады. Жалпы алғанда, Дүниежүзілік экономикалық картадан машина жасайтын төрт аймақты бөліп көрсетуге болады. Олар - Сол Түстік Америка, Батые Еуропа, Шығыс пен Оңтүстік-Шығыс Азия жэне ТМД елдері.
Тісті дөңгелектер мен шкивтерді отырғызуға және пайдалы айналдырушы момент беруге арналған цилиндрлі, жұмыр немесе иінді бөлшекті біліктер деп атаймыз.
Саланы дамытудың негізгі проблемалары.
Қазақстан Республикасының машина жасау саласын дамытуға мынадай проблемалар кедергі болады:
1) өндірістің тиімділігін арттыруға кедергі келтіретін жабдық тозуының жоғары деңгейі (43 - 80 %) ;
2) машина жасау өнімінің бәсекеге қабілеттілігінің төмендігі, ауқымсыз номенклатура және қазақстандық машина жасау өнімін тұтынудың үлесінің төмендігі;
3) өнеркәсіптік-өндірістік қорлардың белсенді бөлігінің, төмен техникалық жағдайы және саладағы инновациялық белсенділіктің мардымсыз деңгейі;
4) қолда бар өндірістік қуаттарды толық пайдаланбау;
5) саланың инвестициялық тартымсыздығы және кәсіпорындарда айналым қаражатының жеткіліксіздігі;
6) ірі металлургиялық өндірушілердің машина жасау кәсіпорындарына қатысты жосықсыз баға саясаты;
7) өндіріс және кәсіпорынды басқару саласында білікті кадрлардың тапшылығы;
8) машина жасау кешені инфрақұрылымының жеткіліксіз дамуы: инфрақұрылымның маңызды бөлігін (ғылыми-зерттеу институттары, конструкторлық бюролар, тәжірибе-экспериментальдық базалар, сынақтар мен техникалық бақылау орталықтары) жоғалту, стандарттау, сертификаттау жөніндегі ұйымдардың болмауы, т. б. ;
9) республиканың машина жасау кәсіпорындары мен таяу шетел кәсіпорындарының және жетекші әлемдік соған ұқсас өнім өндірушілердің арасындағы кооперациялық байланыстар деңгейінің төмендігі;
10) мемлекеттік сатып алу саласындағы нормативтік құқықтық актілердің жетілмегендігі;
11) технологиялық болжау тетігінің болмауы;
12) өндірісте қосылған құны жоғары ғылымды қажетсінетін өнімнің, жоғары технологиялық бұйымдар үлесінің төмендігі;
13) көптеген кәсіпорындар өнімді жекелеген мөлшерлерде және ұсақ партиялармен шығаруды жалғастыруда, бұл кәсіпорындардың экономикалық көрсеткіштерінде (бағада) теріс көрініс табады, яғни, сұрыпы мен сапасы бойынша соған ұқсас өнім импортына себеп болып табылады;
14) кәсіпорындардың қазіргі заманғы сапа менеджменті жүйесінің болмауы, өндірісті басқарудың әлсіз маркетингі мен менеджменті;
15) сатудан кейінгі машина жасау өнімдері сервисі деңгейінің төмендігі;
16) мұнай және т. б. компаниялар мен ұйымдардың жер қойнауын пайдаланушыларды техникалық қайта жарақтау жоспарлары туралы ақпараттың болмауы.
Саланы дамытуда мемлекеттік реттеудің қолданыстағы
саясатын талдау
.
«Экономиканың стратегиялық маңызы бар салаларындағы меншіктің мемлекеттік мониторингі туралы» Қазақстан Республикасының 2003 жылғы 4 қарашадағы заңында машина жасау басқа салалармен қатар экономиканың стратегиялық маңызы бар салаларына жатқызылған.
Қазіргі уақытта Қазақстан Республикасы Үкіметінің 2008 жылғы 29 қарашада № 1115 қаулысымен бекітілген Отандық машина жасауды дамыту жөніндегі шаралар кешені іске асырылу үстінде, оның іске асырылу барысын талдау онда қойылған міндеттер толығымен орындалып жатқанын көрсетеді.
Машина жасау саласына мемлекеттік қолдау шараларын көрсету мақсатында жеткілікті қайта өңдеу тауарлары өлшемдерін 50 %-дан 30 %-ға дейін төмендетуді көздейтін «Қазақстан Республикасы Үкіметінің 2003 жылғы 15 қазандағы № 1054 қаулысына өзгерістер мен толықтыру енгізу туралы» Қазақстан Республикасы Үкіметінің 2008 жылғы 24 қаңтардағы № 62 қаулысы қабылданды.
Сондай-ақ, бәсекеге қабілетті отандық автокөлік құрастыру өндірісі өнімін құру мақсатында «Қазақстан Республикасының кеден заңнамасына сәйкес айқындалған, «Еркін қойма» кеден режимі қолданылатын аумақта өндірілген және Қазақстан Республикасы кеден аумағының қалған бөлігіне сатылатын, сату бойынша айналымдар қосылған құн салығынан босатылатын қазақстандық тауарлардың тізбесін бекіту туралы» Қазақстан Республикасы Үкіметінің 2005 жылғы 14 сәуірдегі № 355 қаулысына толықтырулар енгізілді.
Қазақстанда мемлекеттік қолдау көрсету шараларын жасау нәтижесінде дөңгелекті және шынжыр табанды тракторлар, комбайндар, жүк және жеңіл автокөліктері, тұрмыстық техникалар, мұнай-газ жабдықтары және т. б. құрастыру өндірістері құрылды.
Елде жүргізілген жұмысқа қарамастан, әзірге машина жасаудың негізгі проблемалары шешілген жоқ: оның өсуі тұрақсыз, кәсіпорындардың жүктемесі әлсіз, инновациялық белсенділік төмен, түпкілікті өнімді шығаратын кәсіпорындардың үлесі төмен және т. б.
Машина жасау кәсіпорындарының өнімдерінің бәсекеге қабілеттілігін қамтамасыз ету үшін машиналардың сапасын және өнімділігін жоғарылату қажет болмайды. Бұл проблема соңғы технологиялық шешімдер, жаңа материалдарды пайдалана отырып, жабдықтарды және жабдықтарды негізделген өндірісті елеулі технологиялық дайындықсыз, тек дизайн инновациялар көмегімен шешу мүмкін емес.
Жасанды интеллект элементтерімен бақылау жүйелерімен жабдықталған қуатты үнемдейтін өңдеу озық, жоғары дәлдікті әдістерін, экологиялық және қауіпсіздік, өнімділігі жоғары технологиялық жабдықтың, пайдалануды біріктіруге жаңа технологияларды қолдану, автоматтандырылған аспаптық өнімділігінің айтарлықтай арттыру және шығарылатын өнімдердің сапасын қол жеткізуге болады.
Машиналар мен құрылғылардың бөліктерінің дұрыстығына қойылатын заманауи талаптар, олардың беттерінің сапасы, жинаудың дәлдігі соншалықты жоғары, олардың жетістіктері ғылыми жетістіктерді қолданусыз мүмкін емес деп санайды.
Өнімділігі мен сапасы жоғары икемділікті заманауи өндірісте автоматтандырылған икемді өндіріс жүйелерімен, компьютерлік дизайн жүйелері арқылы өндірістің еңбек қарқындылығы мен дайындығын ұзарту.
Жаңа технологияларды енгізу және өндіріске заманауи технологияларды енгізу жоғары білікті мамандарсыз мүмкін емес, білімі мен дағдыларын игеру, курстық жобалау жұмыстарын сатып алу, алынған білімді іс жүзінде қолданудың алғашқы қадамы ретінде.
Ұсынылған курстық жоба «Білік» типіндегі бөлшектерді өндіру технологиясын әзірлеуге арналған.
1 Техникалық бөлім
1. 1 Білік және ось типтес детальдарды дайындау
Көлік техникасы конструкцияларында негізінен сатылы біліктер мен осьтер қолданылады, олардың дайындамалары ретінде дөңгелек прокат, еркін созумен алынатын соғылмалар және қалыптамалар пайдаланылады (4. 1-сурет) .
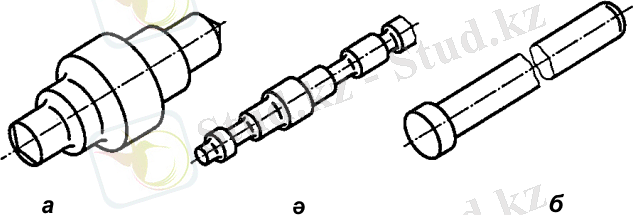
1. 1-сурет. Біліктерге арналған дайындамалар:
а - жапсырмалы қалыпта қалыпталған; ә - көлденең-бұрмалы илемдеумен алынған (массалы өндіріс үшін) ; б - горизонтальді-соғу машиналарында қалыпталған (ернемекті біліктер үшін)
Әртүрлі біліктерді (тегіс, сатылы, біртұтас және құбырлы) конструкциялау кезінде негізгі белгілері ретінде олардың қаттылықтары алынады. Егер біліктің ұзындығының оның диаметріне қатынасы 15-тен аспаса, онда білік қатты деп есептеледі, осы қатынас 15-тен асқан біліктер қатты емеске жатады, оларды сүйеуіштердің көмегімен өңдейді. Біліктер көбінесе болат 45 немесе болат 40-тан жасалады, ал кей жағдайда 40Х, 18ХГТ маркалы легірленген болаттардан дайындалады. Кішісериялы өндірісте осьтер мен біліктер әмбебап токарлық-бұрандакескіш станоктарда, ал ірісериялы өндірісте көпкескішті және гидрокөшірмелі автоматтарда өңделеді.
Білік типтес детальды дайындаудың технологиялық жағдайларына төмендегі талаптар қойылады [2] :
- біліктер мен осьтер материалдарында жарықшақтар, сызаттар болмауы тиіс, аталған ақауларды пісіріп жөндеуге тыйым салынады;
- 500 мин -1 -ден жоғары айналу жиілігінде жұмыс істейтін біліктердің статикалық жағдайда 1м ұзындыққа 0, 1 мм-ге дейін, бірақ біліктің барлық ұзындығына 0, 2 мм-ден аспайтын, ал 500 мин -1 -ден төмен айналу жиілігінде жұмыс істейтін біліктердің 1 м ұзындыққа 0, 15 мм-ге дейін, бірақ біліктің барлық ұзындығына 0, 3 мм-ден аспайтын шамаға майысуына рұқсат етіледі;
- егер біліктің өз ұзындығынан 0, 016-ден жоғары майысуы болса, онда оны салқын күйінде де түзетуге болады, үлкен майысуларда білікті қыздыру арқылы түзетеді;
- білік осінің кілтектік ойықтарының параллельдіктен ауытқуы 1:1000-ден аспауы тиіс.
Біліктер мен осьтерді механикалық өңдеу кезіндегі негізгі операциялар төмендегідей:
- кесу - дайындаманы кескіш станокта дискілі арамен кесу;
- фрезерлік-центрлеу - дайындаманы өлшемі бойынша кесу және центрлейтін тесіктерді бұрғылау. Біліктің ұзындығы үлкен болса, операцияны горизонталь-кескіш станоктарда орындайды;
- токарлық - припускімен ажарлайтын жерлерде шетмойын мен мойыншаларды өңдеу;
- фрезерлік - оймакілтектерді өңдеу горизонталь-фрезерлік станокта бөлгіш жабдықтар арқылы фрезерлеумен немесе оймакілтектік фрезерлік станокта кесумен жүргізіледі. Оймакілтектер, сонымен бірге тарту, суық таптау, жону тәсілдерімен де жасалады;
- ажарлау - шетмойын мен мойыншаларды айналдырып-ажарлау станоктарында ажарлайды, ал оймакілтектерді оймакілтектік фрезерлік немесе жазықажарлау станоктарында ажарлайды;
- бұрғылау - біліктер мен осьтердегі қасбеттік тесіктерді бұрғылау горизонталь-кескіш немесе радиалды-бұрғылау (детальдар ұзындығы өте ұзын болмаған жағдайда) станоктарында бұрғыланады.
Біліктер мен осьтердегі майлау тесіктері мен арналар жоңқалар мен кірден тазаланып тұруы тиіс.
Біліктердің жанасқан цилиндрлік беттерін 6-шы немесе 8-ші квалитетке сәйкес дәлдікпен және беттің кедір-бұдырлығының параметрлері сәйкесінше
 мкм және
мкм және
 мкм етіп орындалады.
мкм етіп орындалады.
Орташа көміртекті болаттан жасалған біліктерді 230 . . . 260 НВ қаттылыққа дейін термиялық өңдеуден өткізеді. Тозуға қарсылықты арттыру үшін төменкөміртекті болаттан жасалған біліктер мойыншаларын цементациядан, содан соң 50 . . . 60 НRC қаттылыққа дейін термиялық өңдеуден өткізеді.
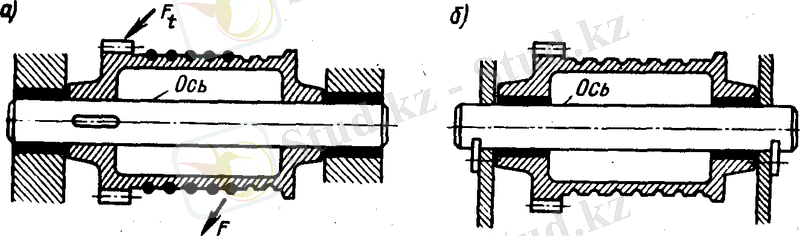
Біліктер мен өстерге айналатын бөлшектерді: тісті дөңгелектерді, барабандарды және осыларға ұқсас бөлшектерді отырғызады. Біліктің өстен айырмашылығы - білік бір бөлшектен екінші бөлшекке айналдыру моментін береді, ал өс бермейді.

1. 2-сурет
Мысалы, 1. 1-суретте момент жарты муфтадан 3 шестерняға 1 білікпен 2 беріледі, ал жүк көтеретін машинаның барабаны кескінделген 1. 2-суретте момент тісті тәжден канатқа барабанның өзімен беріледі. Білік әрқашанда айналады, ал өс айналуы да мүмкін (1. 2, а-сурет) немесе айналмауы да мүмкін (1. 2, б-сурет) .
1. 3-сурет
Біліктің түзу, иінді және икемді түрлері болады. Түзу біліктер кең таралған. Иінді біліктерді поршеньді машиналарда қолданады. Икемді біліктер арнайы құрылғыларда кездеседі. Иінді және икемді біліктер арнайы бөлшектерге жатады және осы курста қарастырылмайды.
Біліктер мен өстер конструкциясы бойынша тегіс (1. 2-сурет), фасонды немесе сатылы (1. 1-сурет), сонымен қатар біртұтас және қуыс болып бөлінеді. Біліктегі сатылардың пайда болуы бөлшектерді немесе біліктің өзін өстік бағытта жылжымайтындай етіп бекіту, сонымен қатар бөлшектерді керіліспен қосқан кезде монтаждау мүмкіндігімен байланысты. Массаны азайту үшін немесе білік арқылы басқа бөлшекті өткізгенде, май келтіргенде білік қуысты болуы мүмкін.
Біліктер мен өстер тіректері ретінде подшипниктер(мойынтіректер) қолданылады. Біліктің тіректе орналасатын орындарын цапфа деп атайды. Цапфалардың беттері цилиндрлі немесе конусты болады. Конусты цапфалар біліктерді өстік бағытта тіреу қажет болғанда, немесе жоғары дәлдікті өстерді қажет ететін механизмдерде кездеседі. Цапфалардың беттері жоғары сапалы өндеуді қажет етеді, сондықтан d 2 диаметрлерін жонғаннан кейін бұл беттерді ажарлайды (1. 1сур. )
Түзу біліктерді көбінесе легирленген және көміртекті болаттардан жасайды. Мысалы, Ст5 маркалы болат - шынықтырылмаған біліктер үшін, 40, 50 және 40Х маркалы болаттар - шынықтырылған біліктер үшін, 10, 20Х, 40ХН және 40ХНМА болаттары өте жоғары жылдамдықпен айналатын біліктерді жасауға қолданылады.
1. 2 Білік. Иінді білік. Таратқыш білік
Иінді білік (2. 1-сурет) поршень арқылы келетін күшті қабылдайды және оны бұраушымоментке өзгертіп, мұны трактор мен автомобильдің трансмиссиясы береді, сондай-ақ двигательдің әр түрлі механизмдері мен детальдарын жетекке алу үшін пайдаланылады. Газ бен инерция қысымының күші иінді білікке түсіп оған үдайы әсер ететіндіктен оның қозғалмалы детальдары тозуы, біліктің иілген және бұралған тұстары деформациялануы мүмкін. Сондықтан да иінді білік өте төзімді болуы тиіс.
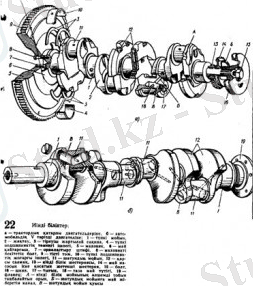
1. 4-сурет. Иінді білік
Иінді білікті жоғары сапалы болаттан штамптайды немесе өте төзімді шойыннан құяды. Ол тіреуіш түпкі мойыннан (1), шатундық мойыннан (11), оларды жалғастыратын жақтаудан (2), түмсықтан (алдыңғы бөлігі) және құйыршықтан (артқы бөлігі) тұрады. Жақтауына білікпен қоса, оны теңгеріп тұратын қарсы салмақ (12) бекітілген немесе құйылған. Білік мойны тозуға өте берік болуы үшін жоғары жиіліктегі токпен шынықтырылған. Білік жақтауынан қиғаш каналдар өтеді, сол арқылы май түпкі және шатунды подшипниктерге келеді. Шатун мойнының іші қуыс (В) етіп жасалған, мұның өзі ортадан тепкіш тазартқыш үшін қажет. Шатун қуысы бұрандалы тығынмен (17) бекітілген. Иінді білік айналған кезде механикалық қоспалар (тозған өнімдер) ортадан тепкіш күштің әсерінен қуыс кенересіне түнады. Двигательдердегі иінді біліктің әрбір шатунды мойынындағы V тәрізді орналасқан цилиндрлеріне екі шатуннан орналасқан, сондықтанда мойны үзын болады. Иінді біліктің алдыңғы шетіне газ таратқыш және баска да механизмдерді жетекке алатын бір не екі шестерня, желдеткіш пен генераторды жетекке алатын шкив (16), сондай-ақ иінді білікті қолмен айналдыруға арналған тіреуіш тісті дөңгелек (храповик) немесе болт (15) бекітілген. Шкив пен шестерня аралығына май қайтарғыш (6) орнатылған, ол сальникті нығыздағыштың алдындағы майды кері қайтарады. Қейбір двигательдерде таратқыш шестерня біліктің артқы шетіне орналасқан.
Біліктің арткы шетіне маховик (5) бекітілген. Бірқтар двигательдерде маховикті орналастыру штифімен (7) және болтпен (8) бекітеді. Ал, басқа бір двигательдерде фланец (19) болады, оған маховикті болтпен ұстататын тесік жасалады. Иінді білік фланецінің алдына май айдайтын бұранда жасалған, ол арнайы жіңішке ішпекпен немесе сальникпен қоса лабиринтті нығыздағыш құрайды да, маховик картеріне май құйылуынан сақтайды. Әдетте иінді біліктің артқы шетінде кертпек болады, сол арқылы білік осьтік ығысудан ұстатылады. Осы мақсатта соңғы түпкі подшипникте, кертіктер немесе тіреуіш жартылай сақина (3) болады. Қейбір двигательде иінді біліктің бойлық орын ауысуын осындай құрылғылар шектейді, олар бірінші немесе ортаңғы түпкі мойында орналасады.
Түпкі подшипниктер де, сол сияқты шатунды подшипниктер де ішпек (10) секілді, олар биметалды болат-алюминий лентасынан жасалған. Лентаның сыртқы бөлігі болаттан жасалған, ал ішкі бөлігіне үйкеліске қарсы АСМ қорытпасы қапталған, бұл қорытпа аса үлкен күшке шыдай алады, әрі тозу төзімділігі жоғары. Ішпектің жұмыс, істеуін жақсарту үшін оның ішкі беті қапталады. Шатунның да, сондай-ақ көптеген түпкі подшипниктердің де ішпектері өзара ауыстырмалы.
Маховик иінді біліктің біркелкі айналуына жағдай жасайды және трактор орнынан қозғалғанда, әрі жұмыс кезінде двигательде пайда болған аса ауыр күшті игеруге жәрдемдеседі. Маховик дегеніміз салмағы біршама ауыр шойын диск. Маховиктің артқы жақ тұсында іліністі орналастырылатын қырнақ болады, сол максатта маховиктің артқы беті мүкият өңделеді.

1. 5-сурет. Маховик
Маховиктің алдыңғы үшында ойық болады, сол ойық бойынша бірінші цилиндрдегі поршеньнің орналасу қалпын белгілейді. Осы ойық маховик картерінің тесігімен сәйкес келген жағдайда бірінші цилиндрдегі поршень жоғарғы өлі нүктеде болады.
Бірқатар двигательдерде мұндай сәйкестілі бірінші цилиндрге май беруді бере бастаған сәттегі поршеньнің тұрған қалпына дәл келеді.
Кейбір двигательдердің маховигіне сығылу тактісі өтетін цилиндр нөмірі жазылған таңба басылады. Клапандарды ретке келтіргенде маховиктегі таңба мен ойықты пайдаланады.
Маховик құрсауына болат тісті тәж (9) престеп ұсталған немесе болтпен бекітілген. Тісті тәж қозғалысқа келтіретін құрылғыдағы немесе стартердегі иінді білікті айналдыру үшін қажет.
Таратқыш білік (8) клапандарды белгілі бір тәртіппен дер кезінде ашып-жабу қызметін атқарады (2. 3-сурет) . Білікпен қоса жұдырыкша және тірек мойын жасалған.
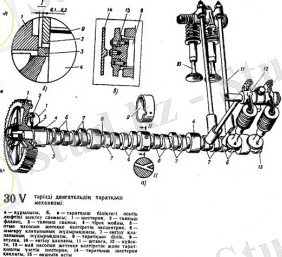
1. 6-сурет. Таратқыш клапан
Әрбір жұдырықша бір клапанға (енгізу немесе шығару) ғана әсер етеді. Шығару клапанының жұдырыкшасы доғалдау, сондыктан олар енгізу клапандарына карағанда үзағырақ ашылады, Кейбір автомобиль двигательдерінде таратқыш білікпен бірге бензин насосын іске қосатын эксцентрик (5) және май насосын іске косатын шестерня (13) жасалған.
Кұрастырған кезде таратқыш білікті қозғалтқыш картерінің бүйіріндегі тесікке сүғындырады, сондықтан да тірек мсйнының (4) диаметрі алдыңғы мойыннан бастап біртебірте жінішкере береді, Болаттан жасалған таратқыш біліктің жұдырықшасы жоғары жиілікті токпен шыныктырылады. Білік мойны блокка енгізілген втулкада (9) айналады. Тірек мойнының втулкасы болаттан, қоладан немесе металлкерамикадан жасалады. Болат втулканын ішкі бетіне антифрикциялық қорытпа құйылады. Оған май блок каналынан қысым күшімен беріледі.
Таратқыш білік мойнының біреуінде блок каналына май жіберетін саңылау болады, май осы саңылау арқылы күйентеге беріледі. Саңылау блок каналымен сәйкес келгенде май жіберіледі.
Көпшілік двигательдегі таратқыш біліктің алдықғы шетіне жетек шестерня (1) орнатылған. Таратқыш біліктің шестернясы болаттан, шойыннан немесе текстолиттен жасалады. Шестерня мен біліктің алдыңғы мойыны аралығына таяныш сақина (3) және біліктің осьтен таюын шектейтін тірек фланеці (2) орнатылған. Бұлар блок-картердің алдыңғы кенересіне болтпен бұрап кіргізілген. Сақина таяныш фланецтен 0, 1-0, 2 мм қалыңдау. Бұл мән таратқыш біліктің осьтік ығысуына сәйкес келеді.
Қейбір двигательдерде таратқыш біліктің осьтен ығысуын, таратқыш білікке (8) қарама-қарсы жасалған таратқыш шестерня қақпағының (14) құйылмасы шектейді.
Подшипниктер біліктер мен өстердің тірегі ретінде қолданылады және олардың ерікті айналуын қамтамасыз етеді.

1. 7-сурет Подшипниктің білікке байлынысы
Техникада муфта деп біліктерді жалғастыратын тетікті айтамыз. Муфталар машиналарда көбінесе қозғалтқыш пен редукторды және редуктор мен атқарушы механизмді жалғастыру үшін қолданылады.
Машина жасау өндірісінде муфталар көбінесе мынадай жағдайларда қолданылады:
а) біліктерді өзара жалғастыру үшін;
б) қозғалтқыштармен жұмыс істейтін механизмдерді қосу және ажырату үшін;
в) жұмыс істеп тұрғанда машина бөлшектеріне шамадан артық түсетін күштен сақтау үшін;
г) динамикалық күштерді азайту үшін;
д) машина тораптарын құрастырғанда пайда болатын қателіктерді жою үшін
.

1. 8-сурет Білікті байланыстырғыш муфта
2. Экономикалық бөлім
2. 1 Шығару көлемін және бөлшектердің партиялық өлшемін есептеу.
Өнімнің көлемі жоспарланған уақыт кезеңінде (жыл, тоқсан, ай) өндірілетін машиналардың, құрастыру қондырғыларының, бөліктерінің, бланкілерінің санын сипаттайды.
«Білік» бөлшектерінің жылдық шығарылымын келесі формула бойынша
анықтауға болады:
N
Д
= N
СЕ
∙n∙(1+
 ), (1)
), (1)
мұндағы N СЕ = 1000 - жылдық өнім СЕ «Центрленген білік»,
n = 1 - бөлшек көлемі «Білік» в СЕ;
β = 0% - қосымша бөлщектер пайызы.
N
Д
= 1000∙1∙(1+
 ) = 1000
) = 1000
N Д = 1000 шт.
τ
В. Д.
=
 , (2)
, (2)
мұндағы F
Д
= 2010 ч - Жабдықтардың нақты жұмыс істейтін жылдық қор қоры сағаттарда, τ
В. Д.
=
 = 120, 6 мин
= 120, 6 мин
Операциялар коэффициенті шамамен мынадай формула бойынша есептеледі:
К
ЗО
=
 , (3)
, (3)
мұндағы t ШТ. СР. - онда т. т. - орташа уақыты.
Өңдеу бойынша зауыттық процесте механикалық өңдеу үшін
t ШТ. СР. = 10, 8 мин
К
ЗО
=
 = 11, 2 (4)
= 11, 2 (4)
ГОСТ 3. 1108 - 74 ұсыныстарына сәйкес, KZO = 10 . . . 20 орта сериялық өндіріс түріне сәйкес келеді. Осыған байланысты өндірістің түрін орташа мөлшерде айқындаймыз, бұл қайталанатын партияларда шығарылатын өнімнің кең ауқымымен шығарылатын жеткілікті көлемді өніммен ерекшеленеді, бұл механикаландырудың және автоматтандырудың жоғары дәрежесі бар жабдықтарды пайдалануды қажет етеді, бірақ икемділікпен арнайы технологиялық жабдықты пайдалану. Бөлшектердіңпартиялық мөлшерін келесі формула бойынша анықталады:
n
Д
=
 , (5)
, (5)
біліктің технологиялық құрылымы
мұндағы t З = 21 күн - бөлшектердің қоры қоймада сақталуы тиіс кезең;
Ф = 250 күн - жылына жұмыс күндерінің саны.
n
Д
=
 = 84
= 84
Қабылданған партия өлшемі n Д = 84 шт.
Бір айда өндірілетін өнім көлемі:
i
расч
=
 , (6)
, (6)
i
расч
=
 = 0, 99 (7)
= 0, 99 (7)
Бір айда өнім саны i = 1
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz