Sharga ЖШС-де өндірістік тәжірибе есебі: ортадан тепкіш және поршенді сорғыларды автоматтандыру, апаттық қорғаныс және электрмен қамтамасыз ету

ҚАЗАҚСТАН РЕСПУБЛИКАСЫ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
«АТЫРАУ МҰНАЙ ЖӘНЕ ГАЗ УНИВЕРСИТЕТІ»

«Экономика, бизнес және ақпараттық технологиялар» факултеті
«Өндірісті автоматтандыру және ақпараттық технологиялар» кафедрасы
Өндірістік тәжірибе бойынша
ЕСЕП
Тәжірибе қоры: «Sharga MSC» ЖШС
Тәжірибе мерзімі: 28. 05. 2018 ж. - 30. 06. 2018 ж.
Мамандық топ 5В070200 - Автоматтандыру және басқару, АжБ-16 АОБ қ/б
Студент: Серік Ә. А
Университеттен тәжірибе жетекшісі: аға оқытушы Шагаева А. Б
Атырау-2018
Мазмұны
КІРІСПЕ . . . 3
1. "Sharga" компаниясының жалпы сипаттамасы . . . 5
2 Сораптарды автоматты басқару схемаларындағы апаттық қорғаныс бұғаттарды жобалау . . . 6
2. 1 Ортадан тепкіш сорғылардың жетегіне арналған таңдау . . . 6
2. 2 Сорапты бекеттерді электірмен қамтамасыздандыру . . . 7
2. 3 Ысырмалы (клапан) автоматты басқару . . . 8
2. 4 Поршеньді сораптар . . . 9
2. 5 Контур сыртына су айдауға арналған поршенді сораптар . . . 9
3. Еңбек қорғау және техника қауіпсіздік шаралары . . . 13
3. 1 Мұнай өндірісіндегі қауіпсіздік техникасы бойынша айрықша шарттар. . 13
3. 2 Қауіпті және зиянды өндірістік факторлардық анализі . . . 13
3. 3 Электр қауіпсіздігін қамтамасыз ету . . . 14
3. 4 Қорғаныш жермені есептеу . . . 14
3. 5 Бөлек қорғау құралдарымен қамтамасыз ету . . . 15
3. 6 Метерологиялық шарттар . . . 16
3. 7 Өртке қарсы шаралар . . . 16
ҚОРЫТЫНДЫ . . . 18
ПАЙДАЛАНҒАН ӘДЕБИЕТТЕР . . . 20
КІРІСПЕ
Практикалық тәжірибені ЖШС «Sharga» компаниясынан өттім. Практика кезінде мен бөлім қызметтерімен, есеп бойынша негізгі құжаттармен, бөлім мамандарының лауазымды және кәсіби қызметтерімен таныстым, ұйымның шаруашылық қызметіне қатыстым, сонымен қатар қызметкерлерге көмек көрсеттім. Осы практикадан алған білім мен мәліметтер есептілікке көрсетілген.
Дүниежүзілік экономикасының қазіргі заман даму жағдайында мұнай және газ ең құнды шикізаттар болып табылады. Аталмыш шикізаттың қолданылу аясы шексіз десе де болады.
Барлық өнімдерге қойылатын тұтынушылық талаптар әртүрлі болып келеді және қандай да бір мұнай өнімінің қолданылу немесе пайдалану шарттарының үнемі өзгеріп отыратын шарттарына тәуелді болып келеді.
Республикамыздың дамытудың негізгі міндеттеріне өндірістік процестерді кешенді автоматтандыру қарқынын жан - жақты арттыру, әсіресе қосалқы жұмыстарды механикаландыру және автоматтандыру, қол еңбегінің үлесін барынша азайту жатады. Осы міндеттерді шешуде автоматты басқару жүйесін өңдеуге, адам денсаулығына зиянды әрі өзіндік құнын кемітуге мүмкіндік беретін микропроцессорлық техника мен өндірісті роботтарды кеңінен пайдаланудың үлкен маңызы бар.
«Автоматтандыру» деп, адамды тікелей технологиялық процеске қатысудан босататын автоматтық құрылғыларды пайдалануды және енгізуді айтады. Автоматтандырудың теориялық және ғылыми негізін автоматика құрайды. Автомат (грек тілінен аударғанда «өздігінен әрекет ететін») өндірістік процесті адамның қатысуынсыз тек оның бақылауымен жүзеге асыратын құрылғы (машина, аппарат, аспап, тетік) .
Бүгінгі таңда автоматтандыру бағытында өздерінің келелі еңбектерімен жер жүзіне таныла бастаған Қазақстан ғылымдары да аз емес. Басқарудың теориялық мәселелері инженер технологтарға қажетті деген ауқымда берілді. Автоматтандырудың іс жүзінде қолданылып жүрген және бүгінгі күнде өндіріске тәжірибелік түрде ғана енгізіліп отырған арнайы құрал-жабдықтарында әлі зерттеліп жатқан кейбір перспективалық шешімдер де қарастырылды. Қазіргі кезде электр есептеуіш машинасыз, микропроцессорлық техникасыз жаңа заманғы өндірісті көзге елестету мүмкін емес. Өндірістік процестерді автоматтандыруды дамыту бағытын талдай келіп, өз күрделілігі жағынан әр түрлі міндеттер шешімін тапқан үш негізгі сатыны атап кетуге болады. Жұмыс циклін автоматтандырудың бірінші сатысында негізгі көңіл автоматтар мен жартылай автоматтарды жасауға бөлінді, ал олар өз кезегінде жұмыс машиналарының конструкциясын кемелдендірудің және дамытудың салдары болды.
Бұл сатыда технологиялық процестерді автоматтандыру өңдеудің кейбір операцияларын ғана қамтиды, ал дайын өнімді жинау, бақылау, өлшеу және қаттау қолмен не механикалық құралдармен жүргізілді. Автоматтандырудың екінші сатысы өңдеу бақылау, жинау, қаттау тағы басқалары операцияларды біріктіретін автоматтық машина (автоматтық желі) жасауға тіреледі. Автоматтандырудың үшінші сатысына өндірістік процестерді кешенді автоматтандыру, яғни электр есептеуіш машинасын кеңінен пайдалана отырып, автоматтық учаске, цех пен зауыттар, өндірістік автоматты басқару жүйесін, икемді роботты кешенін құру жатады.
1. "SHARGA" КОМПАНИЯСЫНЫҢ ЖАЛПЫ СИПАТТАМАСЫ
"Sharga" жауапкершілігі шектеулі серіктестігі (ЖШС) қазіргі заманда бірнеше факторлар бойынша жетістіктерге қол жеткізген алдыңғы қатарлы дамыған кәсіпорындардың қатарына жатады. Серістестіктің тұрған орны және мекен-жайы: Қазақстан Республикасы, Атырау қаласы, ГЕОЛОГ көшесі, 49.
Бұл заңды тұлғада өзінің дербес балансы, өз атауы бар, фирмалық бланкілері жазылған, шеңбер мөрі, банктегі жеке шоттары және басқа да реквизиттері бар. Кәсіпорын жоғары сапалы өндірістік құрал-жабдықтармен жабдықталған және жоғары білікті персоналдары бар. Кәсіпорынның жұмысшыларының барлығының дерлік жұмыс тәжірибелері бар. Серіктестіктің негізгі мақсаты автоматтандыратын машиналарына қызмет сұранымдарды қанағаттандыру жолымен таза табыстарды алу болып табылады. Көзделген мақсатқа жету үшін серіктестік келесі көрсетілген қызмет түрлерін жүргізеді:
- технологиялық машиналарды автоматтандыру;
- оларды жобалау жүйесі;
- өңдеу және енгізу;
- сыртқы экономикалық қызмет.
Кәсіпорын AutoCAD пакетін қолданып жұмыс атқарады. AutoCAD-Autodesk (АҚШ) фирмасының автоматтандырылған әмбебап жобалау жүйесі.
Бұл ұйымда басқару функциялары басқару аппараттары арқылы жүзеге асады, яғни оның құрамына инженер, экономист, техниктер, қызметкерлер кіреді. Олар келесідей функцияларды орындайды:
- ұйымға жалпы жетекшілік ету;
- жөндеу және автоматтандырылған қызмет көрсету;
- техника-экономикалық жоспарлау, ұйымдастыру және еңбекті нормалау;
- дайын өнім және машина сапасын бақылау;
- материалды-техникалық жабдықтау;
- дайын өнім өткізу;
- жалпы іс қағаздар;
Басқару моделін таңдауды анықтайтын факторлар ішінен келесілерді бөліп көрсетуге болады: ұйым көлемін, өнім сипатын, олар әрекет ететін орта табиғатын. Мамандар мен қызметкерлер ұйым жетекшілерін қажетті ақпаратпен қамтамасыз ететін функционалды бөлімдерге біріккен. Басқару аппараттары өндіріске өндірістік процентті ұйымдастыру, жөндеу және энергиямен жабдықтау, техникалық-экономикалық жоспарлау жүйелері арқылы әсер етеді.
Өнімнің құрылуы әр уақытта ұйымдарда қызмет істейтін адамдармен тікелей байланысты. Жұмысшылар жалақысы сағаттық, күндік, айлық тарифте және өнім санына, сапасына байланысты сыйақы төленеді. Жұмысшыларға сыйақы келесі.
2. СОРАПТАРДЫ АВТОМАТТЫ БАСҚАРУ СХЕМАЛАРЫНДА ҒЫ АПАТТЫҚ ҚОРҒАНЫС, БҰҒАТТАМАЛАРДЫ ЖОБАЛАУ
2. 1 Ортадан тепкіш сорғылардың жетегіне арналған таңдау
таңдау, сорапты қондырғылардың жұмыс жасау режимін реттеумен байланысты. Реттеу дегеніміз - сорғыдан және оның өнімділігінен пайда болатын арынды (қысымды), жасанды түрде өзгерту.
Сорапты қондырғылардың келесі режимдері болуы мүмкін: берілген сұйықтыққа қатысты тұрақты қысым кезінде жүзеге асатын айнымалы шығын; салыстырмалы тұрақты қысым кезінде, берілген сұйықтыққа айнымалы қысымның әсер етуі; айнымалы шығын және қысым. Радиалды ортадан тепкіш сорабы бар, бекет жұмысының реттелуі келесі әдістермен жасалады:
1) Біруақытта жұмыс жасап тұрған сорғылардың санын өзгерту арқылы, кейде өзгерту барысы сызбанұсқаға реттеуші ыдыстың (резервуар) қосылуымен бірге жүреді;
2) Сорапты агрегаттың айналым санын өзгерту арқылы; бұл дегеніміз сораптың Q-H сипаттамасы бойынша жұмыс жасауға көшуін білдіреді; соның өзінде айналым санын көбейту, бір уақытта сораптан жетілетін арынның өсуіне (сәйкесінше меншікті энергия да өседі) және п. ә. к. -нің өзгеруіне әкеледі. Ескеретін нәрселердің бірі, сорап - өзіне жобаланған Q-H кезінде ең тиімді п. ә. к - пен жұмыс жасайды;
3) Реттеуші ысырманы қолдану көмегімен, жүйедегі гидравликалық қарсыласуды көбейту; 3-ші нүкте ысырманың толықтай ашық тұрған жағдайындағы өнімділік пен арынның мүндерін көрсетелі, 4-ші нүкте - ысырма осылай жабылғанда, арынның жоғалтулары 4 және 5 бөліктерімен анықталатын мәнге тең болады.
Сораптың жұмысын реттеудің әдістері технико-экономикалық салыстырылулар арқылы белгіленеді. Әдетте, экономика жағынан ең тиімді әдіс біруақытта жұмыс жасап тұрған сорғылардың санын өзгерту ал ең тиімсіз әдіс жүйедегі гидравликалық қарсыласуды көбейту болып табылады.
Көптеген жағдайларда ортадан тепкіш сораптар электроқозғалтқышпен бір білікте орналасқандықтан, сораптың айналым санынының өзгерісі электроқозғалтқыштың айналым санының өзгерісімен байланысты болады, сондықтан сорап жұмысын реттеу үшін осы әдісті пайдаланғанда, фазалы роторлы немесе екі-үшжылдамдықты қозғалтқыш таңдаған жөн.
Алайда бұндай қондырғылар мұнайкәсібінің практикасында өздерін ақтамайды және де сораптың жетегі ретінде фазалық роторлы асинхронды қозғалтқыштар сирек қолданылады.
Осындай қондырғылардың қолданылу тек келесі жағдайларда ғана тиімді болады: егер энергиямен қамтамасыздандыру жүйесінің қуаты, тікелей қосылатын қысқатұйықты электроқозғалтқыштар қондырғысының қуатын шектесе немесе технологиялық талаптарға байланысты қозғалтқыштың айналым санын реттеуді жиі жүргізу керек болған жағдайда тиімді болады.
Сорап жетегі ретінде қысқатұйықты асинхронды қозғалтқыштар қолданылады, солардың ішінде негізінен ДАМСО сериясына жататын 6000в кернеуі бар және, КАМО сериясынын 380 в және 6000 в кернеуге ие, осыған қоса МС сериясының 6000 в кернеуі бар асинхронды қозғалтқыштар қолданылады. Сорап жетектері үшін ең дұрысы, синхронды қозғалтқыштар қолдану.
Егер сумен қамтамасыз ету жүйесінің сипаттамасының ординатасында динамикалық арын Н д статикалық арыннан Н ст көп болса, бұл асинхронды қозғалтқыштардың артықшылығын білдіреді, себебі жүйедегі кернеу азайса, асинхронды қозғалтқыштың айналым саны да азаяды, ал бұл сораптың өнімділігінің төмендеуіне әкеледі. Бұл жағдайда арын бірталай азайып қалуы мүмкін, осы кезде жүйедегі кернеуді анағұрлым төмендетсек те, судың жүруі тоқтамайды.
2. 2 Сорапты бекеттерді элекрмен қамтамасыздандыру
Шоқтық сорапты бекеттер 1-суретте жобасының үлгісінде 3 - 5 немесе одан да көп ортадан тепкіш сорғылардың қондырылуы алдан-ала қарастырылады және олардың әрқайсысы қуаты 300-ден 850 квт-ка дейін баратын біріктірілген болуы керек. Қуаты 6 квт болатын үлестіруші құрылғы ғимарат негізінде немесе одан белгілі бір арақашықтықта құрастырылады.
Шоқтықты сорап бекеттерінің жұмысын саралау арқасында, оларды электр қамтамасыздандыру міндетенің дәрежесі бойынша екінші категорияға жатқызуға болатынын анықтадық, осының нәтижесінде электрлік қондырғыларды салыстырмалы түрде оңай сызба нұсқалармен құрастыруға болады.
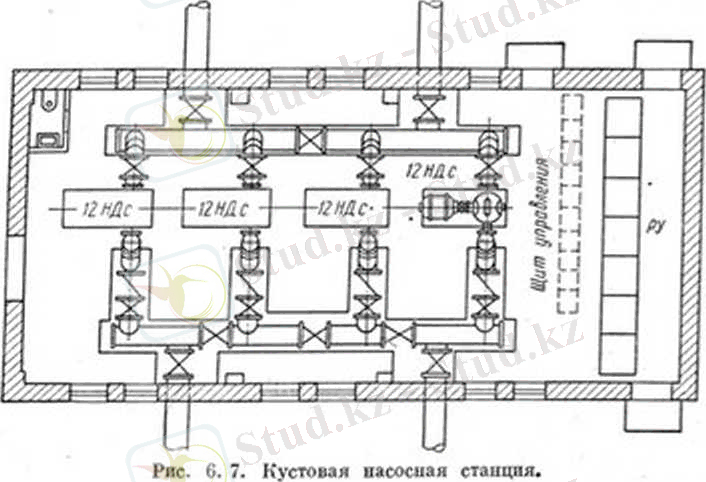
1-сурет Шоқтықты сорап бекеті
Егер тоқ сымдарынының кесігі, тоқтың экономикалық тығыздығы жағынан, тізбектің шектен тыс шығынына әкелмесе, онда су станциясын электрэнергиямен қамтамасыздандыруын бір желі арқылы жүзеге асыруға болады, ал бұндай мүмкіндік болмаған жағдайда екі желі қолданылады.
2. 3 Ысырмалы (клапан) автоматты басқару
2-Сызбада басты аппараттар. О-«Открыть» және 3-«Закрыть» котакторлары бар резервті айналу бағытын өзгерте алатын қозғалтқыш магнитт қосықыш «Откырыть» «Закрыт» және «стоп» түймелері уш түймелі басқару бекеті, екі жолды ажыратқыш ВПО «Открыть» тізбегінде жане ВП3 -«Закрыть» тізбегінде АКС және БКС екі соңғы ажыратқыштар екі сигнал шамдары ЛСО «Открыть» және ЛС3 «Закырыть»
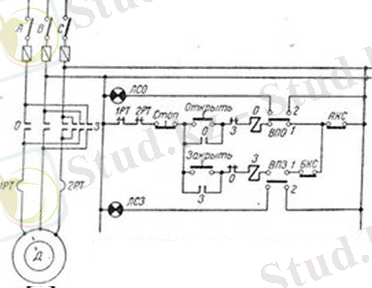
2-суретТетіктермен автоматты басқару сызбасы.
Тірекпен басқару келесі ретпен іске асырылады. Тетік (ысырма) талабымен жабық болғанда, ВПО жолды ажыратқыш 1 жағдайында болады және «Откырыть» ЛСО сигнал шамы қосылмайды, сол кезде ВП3 ажыратқыштары 2 жағдайында болып, ЛС3 сигнал шамы қосылады. Соңғы ажыратқыш жабылып, БКС ажыратқышы ашылады. О және 3 контакторларының негізгі байланыстары асихронды электроқозғалтқыш статор тізбегінде ашық және электроқозғалтқыш ажыратулы болады.
Ысырмалы ашу үшін «Открыть» түймесін басыу керек. Сонымен қоса тұйық тізбек құралдары В фазасы, 1РТ, 2РТ жылу релесінің жыбқ байланыстары, «Стоп» түймесі, «Открыть» түймесі, 3 жабық блок-контактісі, О контакторының шарғысы (катушка) ВПО ажыратқышы, АКС соңғы ажыратқыш және С фазасы. О контакторының фазасы өзінің өзегін ішке тартып, жетекті электроқозғалтқыштың статор желісіндегі О негізгі байланыстарды тұйықтап, ысырманы аша отырып, электроқозғалтқыш айнала бастайды. Бір уақытта «Открыть» түймесінің О блок байланысы тұйықталады және 3 контактор орағышының тізбегі үзіледі және осы уақытта соңғысын қосылдырмайды.
Ысырманы ашып бастаған кезден БКС соңғы ажыратқышы өзінің байланыстарын тұйықтайды, ВПЗ жолды ажыратқышы 1 жағдайда болады және АСЗ шамы өшеді, осымен «Закрыть» операциясына тізбек дайын болады.
Ысырма клапан толығымен ашылғанда, ВПО жолды ажыратқышы 2 жағдайына ауысып және ЛСО шамы жанады. Осы уақытта ВПО ажыратқыштарының байланыстары О контакторының тізбегін ажыратады, соңынан өшеді және электроқозғалтқыш статорының тізбегіндегі өзінің негізгі байланыстарын үзіп, оның тоқтауына алып келеді.
Электроқозғалтқыш «Закрыть» операциясына дайын болады, себебі Д-блок-контактісінің біреуі «Откырыть» түймесін бұғаттап ашып, ал екіншісі «Закрыть» байланыстарын жабады.
Ысырманы жабу үшін «Закрыть» түймесін басамыз. Алайда тұйық тізбек құралады; В фазасы 2РП, 1РП тұйық байланысы, «Стоп» түймесі; басылған «Закрыть» түймесі; О-блок-контакті, 3контакторының орауышы, ВПЗ, АКЗ, БКС тұйық контакторлары, С фазасы 3 контакторы қосылады, асихронды қозғалтқыш статорының тізбегіндегі негізгі байланыстарды жауып, және ысырманы жаба отырып, соңынан кері бағытта айнала бастайды. Бір уақытта З блок-контактілерінің біреуі жабылады. Келесі біреуі О контактор орауышының тізбегі Д контакторының бірге қосылуын алдын ала отырып, қосылады. Ысырма жиылған кезден бастаап ВПО жолды ажыратқыш байланыстары 1 жағдайда ауысып, ЛСО шамы өшеді.
Ысырма жабылған кзде ВПЗ ажыратқышы 2 жағдайына келіп, ЛСЗ шамы жанады. Осы уақытта АПЗ ажыратқышы 3 контактор ораушының тізбегін үзелі, сол себептен контактор өшіп қалады және электроқозғалтқыш статорының тізбегіндегі негізгі байланыстарды ажыратады.
Бір кезде 3 контакторының бір блок-контакторы О контактор ораушының тізбегінде тұйықталып, осы тізбекті «Откырыть» операциясына дайындайды. Ал 3 блок-контакт ашылып, «Закрыть» түймесін бұғаттап шығады.
2. 4 Поршеньді сораптар
Электрлі жетегі бар поршеньді сораптар, мұнайды айдау бекеттерінде қолданылады, поршенінің құрылысына қарай сорап меншікті және плунжерлі болып екіге бөлінеді. Меншікті сорғыларда поршень нығыздау сақиналалары бар диск түрінде орындалған, цилиндр ішінде қозғалады. Плунжерлі сорғыларда поршень ұзынша цилиндр тәріздес жасалған, нығыздаушы тығыздаманың ішінде қозғалады, цилиндрдің ішкі қабырғаларына тимейді. Поршеньді сорғыларда әдетте екі цилиндр болады (мұнай аудау үшін арналғандарда), ал плунжерлі сорғыларда - бес және он цилиндр болады.
Бір ретті әрекет ететін сораптың цилиндрінде біліктің бір айналымына, сорап бір рет сорады және бір рет айдайды; сорып алу жүрісінде цилиндрге белгілі мөлшерде сұйықтық сорып алынады.
Мұнда, F - поршенннің немесе плунжердің ауданы, м 2
S - поршень жүрісі (сол және оң жақтағы ақырғы нүкелердің арасындағы арақашықтық)
Айдау жүрісінде осы көлемдегі сұйықтық, айдау құбыр желілеріне жеткізіледі.
Айналым саны n және цилиндр саны z болғанда, бір реттін әрекет жасайтын сораптың теориялық өнімділігі, мына формуламен шығарылады:
мұнда n - айналым саны, минутына;
z - цилиндрлер саны.
Сораптың нақты өнімділігі Q теориялық өнімділіктен Qт аз болады, оған бірнеше себептер бар, сору және айдау қақпақшаларының (клапан) кешігіп жабылуы, сұйықтықтың қақпақшалардан, тығыздамалы және поршенді нығыздамалардан өтіп кеті және т. б.
мұнда, ή 0 - көлемдік п. ә. к. немесе толтыру коэффиценті, сораптың нақты өнімділігінің теориялық өнімділікке қарағанда азаюын ескереді ή 0 = 0, 85±0, 99. Қою және тұтқырлы сұйықтықты айдағанда, көлемдік п. ә. к. көрсетілген мәннен 0, 05 - 0, 1 шамаға кіші болады.
Екі ретті әрекет жасайтын сораптың нақты өнімділігі, сыртқы ағып кеткен сұйықтықты ескергенде:
мұнда, f - сояуыш(шток) ауданы, м 2 .
Келтірілген формулалардан көріп отырғанымызда, өнімдік сораптың айналым санына пропорцианалды және сораптың қысымына (арынына) тәуелсіз. Поршенді сораптың өнімділігін, тек қозғалтқыштың айналым санын реттеу арқылы ғана қзгертуге болады. Мұндай сораптың өнімділігін, ортадан тепкіш сорғыларда рұқсат етілген, арынның ысырмасын жабу арқылы өзгертуге болмайды, себебі бұл жағдайда өнімділік қалыпты болсад қысым өсіп кетеді, ал оның өсуінен жетекті қозғалтқышқа көп түсіп ол сынып қалады.
Поршеньді сораптың жетегіне арналған электроқозғалтқыштың қуатын 6. 19 және 6. 20 формулалары арқы есеп шығаруға болады, олар ортадан тепкіш сорғылардың қуатын есептеуге жасалған.
Поршенді сорғылардың қозғалтқышпен тікелей қосылып кеткен жағдайындағы, қолдану үшін:
Электроқозғалтқыштан сорапқа баратын беріліс юолған кезде:
мұнда N дв - электроқозғалтқыш қуаты, квт;
k - қор коэффиценті, электроқозғалтқышқа артық күш түсіп кету мүмкіндігін ескереді, к =1, 1±1, 3;
Q - сораптың көлемдік өнімділігі, м 3 /сек насостан болатын қысым, яғни манометрмен айдаушы түтікше көрсеткіштерінің айырмашылығы немесе манометр мен сорып алушы түтікше көрсеткіштерінің айырмашылығы, кГ/см 3 (ат. )
ή н - сораптың п. ә. к. (қуаттылығы 5 квт-ка дейін болатын сораптар үшін ή орташа мәні 0, 86; қазіргі үлкен поршенді сорап үшін 0, 8 - 0, 9)
ή пер - ауыстыру механизмінің п. ә. к. (белдікті беріліс үшін 0, 97)
Мысал 5. БВ-60 түріне жататын бесцилиндрлі поршенді плінжерлі сораптың өнімділігін анықтау керек, егер плунжер диаметрі 78 мм, плунжер жүрісі 90 мм, айналым саны 500 айн/мин, жіберіліс коэффиценті 0, 95 болса.
Шешуі:Плунжер ауданы F =0. 785 d 2 =0. 785 7. 8 2 =47. 8 cм=47. 8 10 -4 м 2 .
Поршень жүрісі 90 10 -3 м.
Сораптың өнімділігін мына формуламен анықтаймыз: (6. 23)
Мысал 6. 5-ші мысалдағы шарттар бойынша электроқозғалтқыштың қуатын анықтау керек егермаксималды айдау қысымы ат. сорып алу қысымы 30 ат., қор коэффиценті 1, 2, сорап п. ә. к. 0, 80 болса.
Шешуі. Электроқозғалтқыштың қуатын мына формуламен анықтайды.
2. 5 Контур сыртына су айдауға арналған поршенді сораптар
Поршенді сорғылардың ортадан тепкіш сораптарға қарағанда п. ә. к. жоғары екенін ескере отыра, соңғы кезде қуатты плунжерлі сораптар жасап шығарылуды, мысалы БВ-60 және БВ-120, бұлар мұнай қабаттарының контурының сыртына және ішіне су айдайтын шоқтық бекеттерге арналған.
Иінді біліктің айналым санының көп болғандығы, сорапты М3Н-8 тісті муфтасы арқылы тікелей электроқозғалтқышта жалғауға мүмкіндік береді.
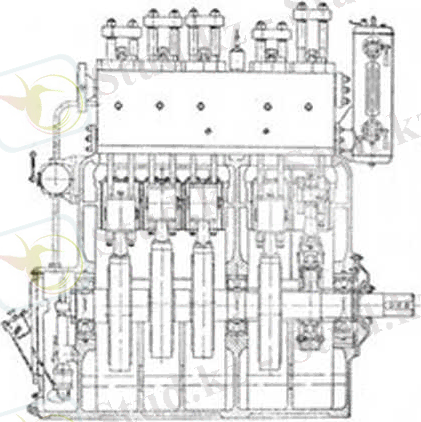
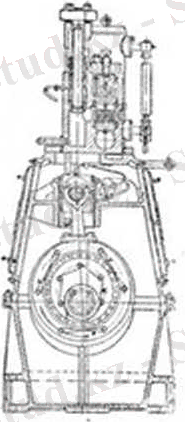
3-сурет БВ 60 плунжерлі сорабы.
БВ-60 сорабының жетегінің рөлін қуаты 320 квт, 6000в, 5000айн/мин. болатын синхронды ДС-99-10-12А қозғалтқыштары атқарады.
Қабылдау кезіндегі тіреу, шоқтықты сораптаға су жіберетін ортадан тепкіш сораптар арқылы жасалады. БВ-60 сорабындағы бес плунжер және БВ-120 сорабындағы он плунжер жақсы біркелкілік жіберілісті қамтамасыз етед. Ослайша БВ-60 сорабындағы ең үлкен жіберілістің орташадан асуы тек қана 1, 8%.
3. ЕҢБЕК ҚОРҒАУ ЖӘНЕ ТЕХНИКА ҚАУІПСІЗДІК БӨЛІМІ
3. 1 Мұнай өндірісіндегі қауіпсіздік техникасы бойынша айрықша шарттар
Мұнай өндірісінің ерекшеліктері ең алдымен мұнай мен мұнай газының физикалық және химиялық қасиеттерімен, белгілі жағдайларда олардың улығуымен де шартталады. Бұдан басқа, мұнай өнеркәсіптерінде улы жіне ащы заттарды (ртуть, қышқылдар, цемент және басқалар), жарылғыш заттарды және радиоактивті изотоптарды қолданады. Көптеген жұмыстар далада жүргізіледі және келесілермен байланысты: ауыр және үлкен жабдықтар мен саймандардың қолдануы; жоғары қысымның пайда болуымен бірге жүретін технологиялық үрдістердің болуы үлкен жүктемелердің астында болатын жабдықтардың болуы.
Егер белгілі қауіпсіздік шараларын қолданбаса, осы барлық ерекшеліктер қауғылы жағдайдың себепкері болуы ықтимал.
3. 2 Қауіпті және зиянды өндірістік факторлардық анализі.
Шикі мұнайдың бір-екі жеңіл фракциялары белгілі концентрацияда ауамен қосылған кезде жарылысқа қауіпті қоспалар түзітіндіктен, шикі мұнай жарылысқа қауіпті болып табылады.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz