Атыраунефтемаш ЖШС-тің өндірістік ұйымдық құрылымы мен жабдықтарды жөндеу-техникалық қызметін ұйымдастыру

Кіріспе
Қазақ мұнайы елімізді əлемдегі үлкен экспортты елдердің қатарына қосты. Мұнай - байлық, үлкен қазына. Кейінгі жылдары орасан зор қарқынмен дамып келе жатқан мұнай саласы Қазақстанның əлемдік қоғамдастықтағы рөлін көрсетті. Қазақстанның табиғи ресурстарын тиімді басқарудағы бағыттар- дың бірі - шикізатты, соның ішінде көмірсутек шикізатын кешенді өңдеудің инновациялық өндірістерін құру болып табылады. Энергетикалық ресурстар мүмкіндігін барынша пайдалануды, өзіндік құны жоғары мұнай-химия өнімдерін шығаруды қамтамасыз ететін, өзара байланысты өндірістерді құру - көшбасшы инвестициялық жобаларда көзделген, оларды іске асыру Қазақстан эко- номикасының бəсекеге қабілетті болып дамуын қамтамасыз етеді. Қазақстанның мұнай саласы - Қазақстан экономикасының негізгі салаларының бірі болып табылады.
Мұнай-газ саласы елдің және оның жекелеген өңірлерінің дамуына маңызды әлеуметтік-экономикалық әсерін тигізеді, шын мәнінде мемлекеттің бүкіл экономикасы үшін алға тартушы күш болып табылады, экономиканың басқа да салаларының дамуына ықпал етеді. Мұнай-газ кешені кәсіпорындарының жұмысы өңірлер мен бүкіл мемлекет ауқымындағы неғұрлым маңызды әлеуметтік бағдарламалардың іске асырылуымен байланысты.
Жақын болашақта елдің мұнай-газ секторы серпінді дамитын болады, бұл өндірістік, әлеуметтік және экологиялық бағыттағы объектілер құрылысын қамтитын салаларды кешенді дамытудың ел үшін бірыңғай жоспарларын әзірлеу жолымен барлық мүдделі тараптардың қызметін үйлестіруді талап етеді.
Мұнай және газ өнеркәсібі еліміздің стратегиялық маңызы зор саласы болғандықтан, бұл жүйеде алдағы кезде де уақыт талабына орай жаңа басқару құрылымдарының ашылуы, ұйымдық өзгерістердің жетілдірілуі әбден мүмкін. Оны, әрине, уақыт көрсетеді. Бұл салада басқару құрылымдарын ұдайы жақсарту мен жетілдіру қажет болып отырғандығының мәнісі мынада. Қазақстан жас мемлекет болса да, қазірдің өзінде геосаяси деңгейдегі елдердің қатарына қосылып үлгерді. Мұның екі негізгі факторы бар. Оның бірі - Қазақстанның мол қазба байлығы қазірдің өзінде ғалам назарын өзіне аударып отыр. Азуы алты қарыс АҚШ-ты айтпағанда, мұнайдың иісі мұрнына бара бермейтін Францияның өзі де Қазақстанның мұнай-газ секторында жұмыс істеуге құлшыныс танытып отыр. Сондықтан да осындай жағдайда стратегиялық саланы мемлекеттік басқаруда босаңдыққа және қателікке жол беруге болмайды. Бұл - бір. Екіншіден, біздің мемлекетіміздегі тұрақтылық өзге мемлекет іскерлерінің инвестициялық тұрғыдан саяси және экономикалық тәуекелге баруына жол ашып берді. Олар Қазақстанның мол байлығынан мейлінше көп қарпып қалуға тырысып жатқан шақта еліміз бұрынғысынша шикізат көзі ғана болып қала бермеуі тиіс. Ол үшін қазірдің өзінде нәтижелі жұмыс жасап жатқан мұнай-газ саласындағы құрылымдардың уақыт үрдісінен қалыс қалмай табандылық пен іскерлік қабілет-қарымын жарқырап көрсетуі қажет. Олай болмайынша, мұнай-газ секторынан мол табыс табу мүмкін емес. Сондықтан да барлығы да басқару жүйесінің жаңа жағдайға байланысты жетілдірілуіне тікелей қатысты. Мұнымен қоса қазір Қазақстан дәлелденген мұнай қоры жағынан әлемде оныншы орында екендігін ескерсек, мұнай мемлекеттік саясаттың, мемлекеттік басқарудың құрамдас бөлігі екендігін бағамдауға болады.
1. Мекеменің өндірістік ұйымдық құрылымы
«Атыраунефтемаш» ЖШС мекемесі мұнай-газ саласындағы сұраныстың, мұнай және жылу энергетикалық жабдықтар құрылысы және ұңғымаларды жөндеу, қайта өңдеу, өндіру және сатып алу үшін өндірістік жабдықтар, маманданған Қазақстан Республикасында бірегей кәсіпорын болып табылады.
Бұл ЖШС еліміздегі мұнай және газ саласына бейімделген бірегей компания болып табылады. 90 жылдардың ортасында Қазақстанда «Шеврон», «Мобил», «Тексако», «Шелл», «Аджип», «АВВ», «Тоталь» және тағы да басқа ірі кәсіпорындар жұмыстарын бастады. Сөйтіп, машина құрастыру өнімдеріне сұраныс көбейді. Бұл ретте сұранысты қанағаттандыратын отандық тауарлар болмағандықтан, көбіне-көп шетелдерден әкелінді. Осы сәтте «Атыраунефтемаш» тұтынушылар арасында үлкен беделге ие болды. Осыдан он жыл бұрын зауыт бұрғылау жабдықтарын ғана шығарған болса, соңғы кездері заманауи жабдықтарды өндіруді қолға алды. 20 ғасырдың басында, 1918 жылы Гурьев соңында Кеңес өкіметі орнағаннан кейін, машина жасау зауыты «Атыраунефтемаш» ЖШС тарихы басталады механикалық шеберхана, су және темір жол көлігі техникалық қызмет етуге құрылды.
1921 жылы Ембі кен орындарын уландырудан кейін Embanet Trust ұйымдастырылды. 1922 жылдан бастап механикалық шеберхана қосалқы бөлшектерді өндіруге және мұнай жабдықтарын жөндеуге мамандандырылған және «Ембімұнай» зауытының иелігіне берілді.
1931 жылдан бастап механикалық цехтар механикалық зауытқа өзгертілді.
1941 жылы Гурьев қаласында Донбасс (Украина) қаласынан машина жасау зауыты көшірілді. Петровский, ол, әрине, Гурьев механикалық зауытының қолданыстағы өндірістік нысандарына орналастырылды.
1970 жылы зауыт мұнай жабдықтарын жөндеу және сөндіру департаментінің қарамағына берілді, зауытты қайта құру жоспары 10 жылдан астам уақыт бойы жүзеге асырылды.
1995 жылдан бастап 1997 жылға дейін «Зип» АҚ іс жүзінде жұмыс істемеді, өте күрделі қаржылық және өндірістік жағдайда болды.
25, 2000 банктерге «қосалқы бөлшектер» қарыздарын, бюджет және жалақы өтеуге, оның Ltd. «Атыраунефтемаш» құрылды және «H & Т» банкрот қондырғылар мен жабдықтарды иесі болды мүмкін.
2008 жылы «АтырауНефтеМаш» ЖШС 5 гектар алаңы бар.
Бұл салада:
1) кеңсе ғимараты;
2) 50 орындық асхана;
3) алаңы 430 м ² болатын техникалық бөлік (қазандық, ҚСЖ, ЕМУ) ;
4) ауданы 750 м ² болатын сатып алу бөлімі, белгіленген жабдықпен 5 тонна жүк көтеру қабілеті бар 2 кранмен жабдықталған екі аралық:
- MP6-1920-00 белбеу кескіш машина, наиб. Ø кесілген материал - 400 мм - 2 дана;
- CNC плазмалық кесу машинасы Vanad - кесілген бөлшектердің максималды қалыңдығы - 24 мм;
5) 7000 м ² ауданында дәнекерлеу және монтаждау цехы, үш бөліктен тұратын, 50 және 16 көтерме сыйымдылығы көпірлі крандармен (2 кран) орнатылған жабдықтармен:
1 аралығының: - жіп-кескіш станоктар (максималды механикалық өңдеу диаметрі 1600 мм ұзындығы ең - 3800 мм, Макс салмағы - 1 кг . . . ) Mod: S10M, 16K20, 1K62D RT 2118F1, СУ 580m, 163m, 1M65; .
- Тісті ұстау машиналары (максималды Ø 2, 5 мм, макс. 2500, ең жоғары салмағы 3000 кг) mod. 5D32, 5K32A;
- радиалды бұрғылау (бұрғылау Ø макс - 80 мм, Макс өңдеу тереңдігі - 1200 мм, Макс дайындама 6000h1200 мөлшері (биіктігі Ø) 5A22 «CARLTON» және 2N55 . . ; . .
- Түтік кесетін станоктар (макс. Құбырлар Ø - 300 мм, максималды құбырлар ұзындығы - 12 м) . 9M14DF101, 1A983;
- ШП-ң әмбебап шлифтерін өңдеу (өңдеудің максималды көлемі - 1200х600х500 мм, ең жоғарғы салмағы - 800 кг) ;
- конструкторлық станоктар. 6D81G, 6P81, кестенің өлшемі 250х800;
- VMB 280 METORA-диапазоны, ең үлкен диаметрі - 250 мм;
- көлденең бұрғылау және фрезерлы машина UNION - наиб. Ø Бұрғылау панелі бар бұрғылау - 750 мм; наиб. F беткі қабаты бар фланецтерді бұрау кезінде - 1400 мм,
2 аралық: қайшы гильотина краны Scr. 16x3150;
- гидравликалық иілу басқышы IS 1430, номиналды басу күші, кН - 1000 үстелдің ұзындығы - 4000 мм; үстелдің ені - 200 мм;
- KRB 2512 гидравликалық 3-роликті иілу машинасы, Knut компаниясы - ширатылған металдың қалыңдығы 20 мм;
- KRB 101 гидравликалық 3-роликті иілу машинасы Knut компаниясы;
- «Фрониус» дәнекерлеу аппараттары, транссунергиялық - 4000 - 8 дана.
- трансациркалық дәнекерлеу аппараттары - 2700 - 5 дана;
- транссунергиялық дәнекерлеу аппараттары -2600 - 3 дана.
- транссунергиялық дәнекерлеу машиналары -5000 - 2 дана.
6) 810 м ² сақтау орны;
7) әрқайсысы 150 метрлік екі тармағы бар теміржол тұйықтары және 30 тонна крандарымен жабдықталған.
Өндірілген металл конструкцияларының максималды өлшемдері және өндірілетін жабдықтың біртұтас қондырғылары: 15х4х4 м, салмағы 50 тонна. Орнату жұмыстарын жүргізу үшін зауытта 30 және 60 тонна жүктемесі бар жүк тракторлары мен тралдары және 20 және 63 тонна жүктемесі бар жүк көтергіштері бар. Сондай-ақ автономды дәнекерлеу және монтаждық бригада арнайы кран бар манипулятормен жабдықталған,
Заман талабына орай бұрынғы зауыттың құрал-жабдығы толығымен жаңарған. Тоқсан жылдық тарихы бар бұл кәсіпорында отандық экономиканың жетекші саласының бірегейіне айналған мұнай-газ өнеркәсібі үшін, соның ішінде, ұңғымаларды жөндеу, мұнай өндіру мен жинақтау және өңдеу секторына қажетті ең күрделі қондырғылар шығарылады.
2. Жабдықтарды жөндеу және техникалық қызмет көрсету жүйесі
Техникалық қызмет көрсету және жөндеу техникалық қызметтеріндегі жұмысшылар саны мен ұйымдық құрылымы кәсіпорынның профилі мен оның көлеміне байланысты. Аса ірі кәсіпорындарда бас механик, бас энергетик бөлімі, ғимараттарды жөндеу және пайдалану техникалық қызмет тері арнайы маманданған бөлімшелер түрінде құрылуы мүмкін. Өндірістік үрдіс жоғары деңгейде автоматтандырылған, компьютерлендірілгін кәсіпорындарда оларды қамтамасыз етуге арналған арнаулы техникалық қызмет бөлімдері қарастырылуы мүмкін. Орта және кішігірім кәсіпорындарда олар бірегей жөндеу техникалық қызметіне біріктіріліп, арнайытолық құрылыс жасау орны бөлінуі мүмкін.
Жабдықты жөндеу және техникалық қызмет көрсету жұмыстары ақаулардың мүмкіндігін азайтуға және өнімді тиісті деңгейде ұстап тұруға мүмкіндік береді.
Техникалық қызмет көрсету (ТҚК) - бұл, күту, сақтау және тасымалдау кезінде пайдаланылатын жабдықтың жұмыс жағдайын ұстап тұруға арналған операциялар жиынтығы. Негізгі мақсаты атаулы сипаттамаларын ішінде ақаулықтарды және техникалық қызмет көрсету жабдықтары жағдайын алдын алу, бөлшектер мен бұйымдар түйіндерді ұсақтау деңгейін төмендету болып табылады. Техникалық қызмет көрсету бойынша барлық жұмыстар техникалық құжаттамада реттеледі және оның кезеңділігі шегінде проблемаларсыз жұмыс істеуі тиіс. Белгілі бір тозғыш бөлшектерді ауыстыруға болады. Техникалық қызмет көрсету түрлі сипаттамаларға сәйкес жіктелуі мүмкін.
Өнеркәсіп кәсіпорындарының негізгі қорларына техникалық қызмет көрсету және жөндеуді ұйымдастыру негізгі үш бағытта жүргізіледі:
- технологиялық жабдықтар және станоктар паркі - бас механик техникалық қызметімен;
- энергетикалық техникалық қызмет көрсету және энергиямен жабдықтау (трансформаторлар, қазандықтар, газдық генераторлар, электроқозғалтқыштар т. с. с. ) - бас энергетик техникалық қызметімен;
- өнеркәсіптік және өзге де ғимараттар мен құрылыстар - оларды пайдалану техникалық қызмет імен, тұрғын және қоғамдық ғимараттар - тұрғын үй - коммуналдық шаруашылық техникалық қызметтерімен.
Жабдықтарды тасымалдау темір жол құрамымен, әуе-су жолдарымен, жер бетімен автотракторлар тартуы көмегімен орындалады.
Егер тасымалданатын жабдықтың салмағы, жүккөтергіштігі 92 т екі алты өстік платформалы тіркеменің жүккөтергіштігінен асып кетсе, немесе жабдық өлшемдері (сур. 9) көрсетілген тиегіштің габаритіне симаса онда арнайы темір жол құрамы қолданылады. Темір жолмен тік жазықтықты тиеудің габариттік өлшемдерінен асуына байланысты бүйірлік, жоғарғы және төменгі габариттік еместер деп бөлінеді (сур. 9) .
Арнайы жылжымалы құраммен, аса габариттік емес жүктер тасымалданады. Мұндай жылжымалы жүкті құрамның ауырлық центрі өзгелерден төмен, сондықтан олар қозғалыс тұрақтылығын қамтамасыз етеді.
Арнайы жылжымалы құрам теміржол тасымалдаушыларының үш түрімен орындалады: жүккөтергіштігі 220 т дейін, ең үлкен ұзындығы 10 м, 16 өстік жеңілдетілген тиегішті; біріктірілген типті жүккөтергіштігі 220, 300 және 400 тонналы, 16, 20 және 28 өстік, жүгінің ең үлкен ұзындығы 15 м, диаметрі 4, 4 м; тіркемелі типті жүккөтергіштігі 120, 240 және 480 т, 8, 16 және 32 өстік, жүгінің ең үлкен ұзындығы 38 м. Дөңгелектік өстен максимальды рельстерге түсетін жүктемесі 223 кН (сурет 10) .
Монтаждық арбалар монтаждау аумағында жабдықтарды рельс арқылы тасуға арналған. Жолтабаны 5 м дейін, теміржолдық жүккөтергіштігі 250 т арбалар жасалған және жүккөтергіштігі 500 т, жолтабаны 3, 8 м (рельстер КР-120), жүк көтеру биіктігі 30 мм гидродомкраттармен жабдықталған арбаларда құрастырылған.
Монтаждық арбаны жылжытуға тарту әсері F дөңгелектік барлық тасымалдау құралдарына арналған ортақ формуламен анықтайды:
F = k ин (G гр + G тел ) (sin a +w 0 cosa)
мұндағы k ин - орыннан қозғалардадағы инерциялық салмақты ескеретін коэффициент, 1, 3-1, 4 деп қабылданады. G гр мен G тел жүкпен арба салмағы; a - горизонтқа рельстердің еңкіш бұрышы; w 0 - қозғалысқа қарсылық коэффициенті: w 0 (fd+2k) /D, бұндағы f - каток мойынтіректерінің келтірілген сырғанау үйкелістік коэффициенті, шайқалма мойынтіректер үшін 0, 002¸0, 0025 және сырғыма мойынтіректер үшін 0, 005 ¸ 0, 01; d - каток цапфасының диаметрі; k - рельспен шайқалма үйкелістік коэффициенті, 0, 5 × 10 -3 м деп алынатын; D - каток диаметрі.
Сурет 9. Жолтабаны 1524 мм темір жол транспортымен тасымалданатын жабдық габариттері
қисық сызықты аймақ - габариттік емес жүк; сыртқы контур-асагабариттік емес жүк;
1 - жоғарғы габариттік емес аймақ; II -бүйірлік габариттік емес аймақ; III- төменгі габариттік емес аймақ; У - рельс басының үстіңгі деңгейі; Г - құрылысқа жақындау габариті
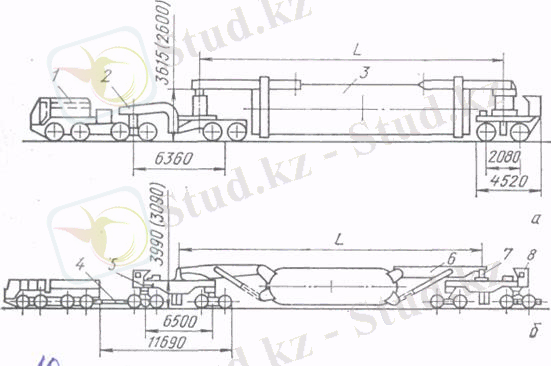
Сурет 10. Үлкен габаритті ауырсалмақты жабдықтарды тасымалдайтын тасымалдау қондырғыларының тәсімі:
а - 80 т; б - 600 т; L - жүк ұзындығы; 1 - тіркемелі тартқыш; 2 - жартылай тіркемелі арба; 3 - жүк; 4- қатты іліністі қондырғы; 5 -тіркемелі арба; 6 - консоль; 7 - гидродомкрат; 8 - оператор кабинасы.
Тартқышты таңдау және олардың санын анықтау есептеу арқылы шығарылады. Автопоезд қозғалысына қарсылығының қосындысы W тең:
W= (G т + G пр + G гр ) (w гор + w n +w ин ),
мұндағы G т , G пр и G гр - сәйкесінше тартқыштар, трайлерлер және жүктердің салмақтары; w гор - пневмодөңгелекті тасымалдау құралдарының қозғалысына меншікті қарсылық, ауа райы мен жол жағдайына байланысты 0, 01…0, 21 деп қабылданады; w n - көтерілу қозғалысына қарсылық; w ин - орыннан қозғаларда инерцияны бағындыруға қарсылық: w ин = J/qt p , бұндағы J- автопоезд белгілі қозғалыс жылдамдығы; t p - сол жылдамдыққа дейін екпін алу уақыты; w ин 0, 3…0, 4 болу мүмкін.
Тартқыштар тару әсері W қарсылығына тең болады да, жетекші дөңгелектер шеңберлі әсерімен орындалады, ал ол шинаның өзге нәрсемен жеткілікті ілінісуі арқылы жүзеге асады: G сц × f c ³ W, мұнлағы G сц -тартқыштың жетекші дөңгелектеріне салмақтық жүктеме; f c - жер бетімен шинаның ілінісу коэффициенті. Негізі тартқыштардың барлық дөңгелектері жетекші етіп орындалады және оларға тартқыш салмағы түседі G сц =G т. В Жол жағдайына және ауа райына байланысты, сонымен қатар шинаның құрастырылымының сапасы бойынша f c = 0, 1…0, 85. 0, 1 шамасы жол беті қармен тығыздалғанда; 0, 85- құрғақ бетон, тозбаған жоғары қысымды шиналар.
Тартқыштардың қозғалысының қажетті қосындылық қуатын N келесі формуламен анықтаймыз
N= k н WJ/h,
мұндағы k н - тартқыштар қуатын қолданудың біркелкісіз коэффициенті, 1, 25 (2 тартқыштарға) 1, 6 дейін (4 тартқыштарға) ; h- күштік беріліспен қозғалтқыш п. ә. к (0, 8…0, 85) .
Габаритті жүк - ол үлкен габаритті нысан, ол өзінің көлемдерінен, салмағынан, немесе ерекше белгілерінен жабық транспорттық құралда, яғни, тасымалдаудың стандартты түрлерімен тасымалдана алмайды.
Транспорттың әрбір түрінде түрлі жүктерді тасымалдау қауіпсіздігі шарттарын ескерумен орнатылған ең төмен және ең жоғары шектеулер бар.
3. Негізгі өндіріс цехтарында жөндеу жұмыстарын ұйымдастыру
Техникалық қызмет көрсету және жөндеуді ұйымдастыру, бірегей жоспарлы - алдын алу жөндеу жүйесі негізінде жоспарланып, өткізіледі және ол жөндеуаралық жұмыс мерзімі мен алдын алу және жұмыстарының уақыты, станоктар мен жабдықтарды пайдалану және жөндеу шартары, техникалық іс-шаралар жиынтығынан құралады. Ол детальдар, бөлшектер мен механизмдердің мерзімнен бұрын тозуының алдын алуға, істен шығуына жол бермеуге, жабдықтың қажетті сапалы бұйым жасап шығаруын қамтамасыз етуге бағытталған.
Кәсіпорынның негізгі құрылымдық бөлімшесіне цех жатады. Цехта маманданудың заттың белгісіне қарай толық өндірістік үрдіс орындалады да, өнім өндірудің көп бөлігі немесе толық өндіру жұмыстары жүзеге асырылады. Цехтардың өндірістік-шаруашылық дербестік белгілері болуы керек.
Жөндеу жұмыстарының негізгі бөлігін бас механик және жөндеу механика техникалық қызметі (РМС) орындайды. РМС басқармасын бас механик және оның функционалдық аппараты іске асырады. Негізгі өндірістің ірі цехтарында кәсіпорынның бастығына және бас механикке бағынатын цех механигінің басқаруындағы бригадалар құрылуы мүмкін.
Механикалық құрастыру цехтері машинажасау зауыттарының өнімін механикалық өңдеу және ақырғы құрастыруға арналған. Дайындық цехтерінен немесе аралас кәсіпорындарынан келіп түсетін жартылай фабрикаттар станоктарда (жону, бұрғылау, фрезерлік, қашау, сүргілеу және т. б. ) суықтай өңдеуге ұшырайды, әрі қарай, егер технология талап етсе, шынықтыру немесе термиялық өңдеу циклынан өтеді, содан кейін тораптарды, агрегаттарды және машиналарды құрастыруға түседі.
Механикалық құрастыру цехтеріне өндірістік бөлімдер, көмекші бөлімдер, тұрмыстық және қызметтік бөлмелер жатады.
Өндірістік бөлімдердің құрамы дайындалатын бұйымдардың түріне және өндірісті ұйымдастыруға байланысты. Жоспарлау негізін станоктардың орналасуы құрайды. Оларды орналастыру жүйелігі бөлшектерді өңдеу жүйелілігіне тәуелді.
Механикалық құрастыру цехтерінің көмекші бөлімдеріне дайындық бөлімдері, материалдар мен дайындамалар қоймалары, бақылау бөлімі және т. б. жатады. Көмекші бөлімнің құрамына аспаптық, орайтын, бояу және басқа да бөлмелер кіреді.
Механикалық құрастыру цехінің жоспарлық құрамдастырылуы шамамен келесі тәртіпте құрастыру кезеңдері бойынша бөлшектердің белгілі бір өту жүйелілігімен жұмыс орындарының орналасу мүмкіндігін алдын ала қарастыруы керек: слесарьлық өңдеу, тораптарды құрастыру, жинақтарды (агрегаттарды) құрастыру, машинаны немесе механизмді жалпы құрастыру, реттеу, сынау және бояу. Бұйымды бояу бөлшектік болып та жүргізіле алады. Құрастыру оның түріне және тәсіліне қарай жүргізіледі: стационарлық - жабдықталған стендтерде немесе стапельдерде, жылжымалы рольгангтарда және әртүрлі типті конвейерлерде ағымдық құрастыру, аспалы монорельстік жолдарда және т. б. Цехтерді жоспарлау кезінде өндірістік процестің тура дәлдігін құру және еңбектің ыңғайлы жағдайларын қамтамасыз ету мақсатқа лайық.
Механикалық құрастыру цехінің ғимаратын жоспарлауға әсер ететін маңызды фактор ол ішкі цехтік көлік тәуелді өңделетін бөлшектердің массасы. 8. 5-суретте (а, б, в) механикалық құрастыруды жоспарлаудың әртүрлі сұлбалары ұсынылған. Үйлесімді аспаптық және механикалық-жөндеу цехтерімен механикалық және құрастыру цехтері болып табылады.
Ішкі цехтік көлік өндірістің ағымдылығын қамтамасыз ететін барлық операцияларды орындайды.
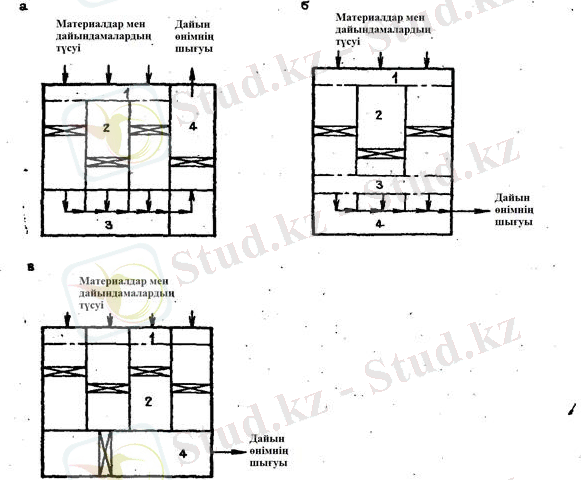
1-материалдар қоймасы және дайындаулар; 2-механикалық цех; 3-аралық қойма; 4-жинау бөлімшесі
Жабдықты жөндеуді ұйымдастыру кәсіпорынның жөндеу, өндіріс, қамту, қаржы және өзге де техникалық қызмет терінің бірігіп қимыл жасауын талап етеді. Жөндеу жұмыстарын жеделдету, арзандатудың басты жолы - оларды тиімді түрде даярлап, оны жүргізуге қажетінің барлығымен қамтамасыз ету.
Жөндеу жұмыстарының тиімділігін арттырудың басты бағыттары келесі:
зауытішілік жөндеу техникалық қызмет інің, мердігіерлік және субмердігерлік ұйымдардың құрылымын оңтайландыру; жөндеу техникалық қызмет інің техникалық қызмет керлерін өндірістік жұмыстарға барынша кірістіру және негізгі бөлімшелер жұмысшыларының нәтижелі жұмыс істеуі; бөлшектер, агрегаттар мен өзге де жабдықтарды жөндеудің заманауи озық әдістерін пайдалану; тораптық кестені енгізу; жөндеу жұмыстарын механикаландыруды дамыта түсу; материалдық-техникалық жабдықтау және жөндеу өндірісі қорларын басқаруды жақсарту. Өндіріс процесінің бірқалыпты жұмыс істеуі үшін ең тиімді еңбек процесінің үйлесуін және өндірістің материалдық элементтерін белгілі бір жүйеге келтіруін қамтамасыз ету қажет: технологияға сәйкес тиімді жабдықтарды қатыстыру, олардың үздіксіз, жоғары өнімді жұмыс істеуін қамтамасыз ету және өндірістің тапсырыс ырғағын түпкілікті қорғау. Сонымен, өндіріс процесі уақыт пен кеңістік жағдайында үйлестілігі болу керек. Өндірістік процесті былай ұйымдастыру қажет, егер де бірлестіктер, кәсіпорындар, фирмалар, өндірістік бөлімшелердің ұжымдарының бірлескен жұмыстары жоғары сапалы және шығындарды аз жұмсай отырып, өнімдерді ең көп шығаруды қамтамасыз ететін болса.
4. Жөндеу жұмыстарының күрделілігін есептеу
Жөндеудің күрделілігі жабдықтың сыйымдылығына және оның өлшемдеріне, пайдалану шарттарының жобалау ерекшеліктеріне және т. б. байланысты. Жабдықтарды жөндеудің күрделілігі бірлікпен - стандартпен салыстырғанда анықталады.
Жабдықтарды күту және жөндеуге қажетті ақша көрінісіндегі материалдық және еңбек шығындарының жиынтығы осы жұмыстың өзіндік құны деп аталады. Өзіндік құн тірі және өткен еңбек шығындарын іске асырады және оның төмендеуі халық шаруашылығындағы маңызды өсу көзі, көтерме және дара бағаның төмендеуінің негізі болып табылады.
Өзіндік құнның өлшемін анықтау, одан соң оның төмендетуінің мүмкін жолдарын белгілеу үшін өзіндік құнды төмендетуге шығынның құрылу принциптері мен мінезі жөнінде түсінік болуы керек.
Жабдықтарды күту және жөндеуге шығын сметасы мына шығындарды құрайды:
Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz