Дәнекерлеудің әдістері, қосылыстары және жіктердің негізгі геометриялық параметрлері

Дәнекерлеу деп дәнекерленетін бөлшектер арасында оларды қыздырып және (немесе) пластикалық деформациялау кезінде атомаралық байланысты орнату арқылы ажырамас қосылыстарды алу үдерісін атайды (МемСт 2601 - 84*) .
Қазіргі кезде 150-ден астам түрлі дәнекерлеу үдерістері бар. металды балқытып, дәнекерлеу қосылысын қалыптастыру үшін берілетін энергия түріне қалай дәнекерлеу үдерісін үш класқа бөледі:
-термиялық - жылу энергиясын қолданып жүзеге асырылатын балқытып дәнекерлеу түрлерін біріктіруші (доғалық, электрқожды, газдық, плазмалық, электронды-сәулелік, лазерлік, жарық сәулесімен және т. б. ) ;
-термомеханикалық - жылу және механикалық энергияларды қолданып жүзеге асырылатын дәнекерлеу түрлерін біріктіруші (контактілі, диффузиялық, ұсталық, газопрестік) ;
-механикалық - механикалық энергияны қолданып жүзеге асырылатын қысымды дәнекерлеу түрлерін біріктіруші (суық дәнекерлеу, үйкелісті, жарылысты, ультрадыбыстық) .
Алғашқы екі класс (термиялық және термомеханикалық) дәнекерлеудің негізгі екі түрін балқытумен және қысыммен дәнекерлеуді қалыптастырады, олар өнеркәсіпе кең қолданыс тапқан. Механикалық кластық дәнекерлеудің барлық түрлері арнайы түрге жатады да қолданылуы шектеулі болады.
Балқытып дәнекерлеу кезінде бөлшектер қыздырғыш көзінің жылуы әсерінен біріктірілетін шеттері бойынша балқытылады. Балқыған металл ортақ көлемге қосылып, дәнекерлеу ыдысын қалыптастырады. Оның салқындау үдерісінде сұйық металл қаттыланып, дәнекерлеу жігі пайда болады. Жік енді дәнекерленіп жатқан жиек металының, металл шеттерінің және балқитын электродтың қосымша металының балқуы есебінен пайда болалады.
Балқытып дәнекерлеудің алуан түрлері арасында доғалық дәнекерлеу жетекші орын алады, оны жүзеге асыру кезінде жылу көзі болып электр доғасы табылады.
Дәнекерлеу доғасы газдық ортада электрод пен бөлшек арасында немесе үш электрод (үш фазалы доға) арасында туындайтын электрлік разрядты білдіреді. Доғаны ауыспалы токпен қуаттандыру үшін дәнекерлеу трансформаторлары қолданылады, тұрақты токпен дәнекерлеу кезінде - дәнекерлеу түзеткіші немесе дәнекерлеу генераторлары пайдаланылады. Доғалық дәнекерлеуді балқымалы және балқымайтын электродтармен дәнекерлеу деп бөледі.
Балқымалы электродтар - әдетте, дәнекерлеу жартылай автоматтары мен автоматтарына арналған түрлі металдан жасалған дәнекерлеу сымдары және қолмен доғалық дәнекерлеуге арналған жабынды электродтар. Балқымайтын электродтар вольфрамды, графитті не көмір өзекті болып келеді.
Электрод пен негізгі металды балқыту кезінде дәнекерлеу ыдысын атмосфералық газдардан - оттегінен, сутегі мен азот әсерінен қорғау керек, себебі олар сұйық металда еріп, металл жігінің сапасын нашарлатады.
Дәнекерлеу қосылысы деп дәнекерлеумен орындалатын ажыратылмайтын қосылыс аталады. Металл құрастырылымдарда дәнекерлеу қосылыстарының мынадай негізгі түрлері кездеседі: түйіспе, айқас, таврлы, бұрыштық және дөңбек.
Түйіспе қосылыс дөңбек төселген беттің бір-біріне жанасатын екі бөлшегін дәнекерлеу қосылысын; айқас - дәнекерленетін бөлшектер параллель және ішінара бір-бірін жабатын қосылысты; таврлы -бір бөлшектің шетжағы бұрышқа жанасатын және басқа бөлшектің бүйір бетіне дәнекерленетін қосылысты; бұрыштық - бұрыштың астына орналасқан және олардың шеттері жанасқан жерінде дәнекерленетін екі бөлшектің қосылысын; дөңбек - бір-біріне жанасатын дәнекерленетін бөлшектердің бүйір бетінің қосылысын білдіреді. Дәнекерлеу жігі - бұл балқытылған металды кристалдау немесе қысыммен дәнекерлеу кезінде пластикалық деформациялау немесе кристалдау және деформациялауды үйлестіру нәтижесінде пайда болған дәнекерлеу қосылысының учаскесі.
Дәнекерленетін түйіннің немесе құрастырылымның орналасуына байланысты дәнекерлеу жіктерін негізгілері астыңғы, тік және төбе болып табылатын әртүрлі кеңістіктік жағдайларда орындалады.
МЕМСТ 11969 - 79 сәйкес кеңістікте орналасқан дәнекерлеу жіктеріне сай астыңғы, «қайық», көлденең, жартылай көлденең, тік, жартылай тік, төбе және жартылай төбелік деп бөлінеді (
Сыртқы бетінің нысаны бойынша жіктерді бірқалыпты (жазық), дөңес немесе ойыс деп ажыратады. Дөңестіктің шекті мөлшері 2 мм аспайтынды, ал ойыстығы - 3 мм аспайтынды құрайды. Дөңес жіктермен пайда болған қосылыстар статистикалық жүктемелерге жақсы қарсы тұрады. Алайда шамадан тыс дөңестігі кезінде электродты металдың артық шығыны салдарынан мұндай жіктер үнемді емес. Жазық және ойысты жіктер серпінді және айныма таңбалы жүктемеде артығырақ, өйткені мұндай жағдайларда негізгі металдан дәнекерлеу жігіне бірден өту жоқ. Осындай өту болған кезде дәнекерлеу қосылысының бұзылуын тудыруы мүмкін кернеулердің концентрациясы пайда болады.

2. -сурет. Дәнекерлеу қосылыстарының түрлері:
а - түйіспе; б - айқас; в - таврлы; г - бұрыштық; д - дөңбек
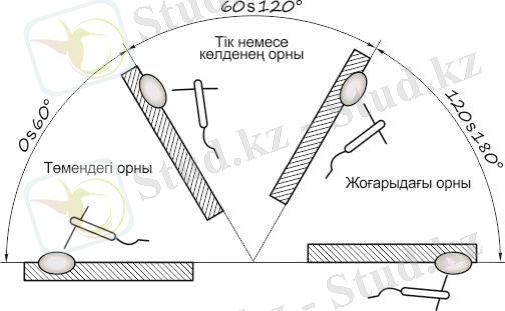
3-сурет Дәнекерлеу жіктерінің негізгі кеңістіктік орналасуы
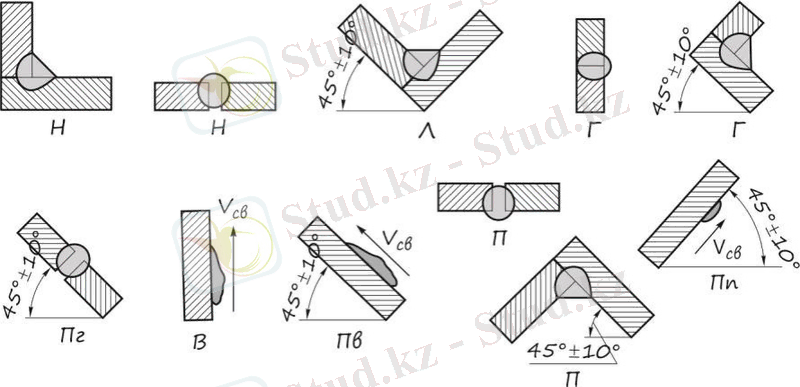
4 -сурет. Әртүрлі кеңістіктік орналасуы бар дәнекерлеу жіктерін белгілеу:
А - астыңғы; Қ - «қайыққа»; Г - көлденең; Жк - жартылай көлденең; Т - тік; Жт -жартылай тік; Т - төбе; Жт - жартылай төбе; - дәнекерлеу жылдамдығы
Қабат- бұл жіктің көлденең қимасының бір деңгейінде орналасқан бір немесе бірнеше білікшелерден тұратындәнекерлеу жігін металының бір бөлігі.
Білікше - бұл бір рет өтуі үшін балқытылған немесе қайта балқытылған дәнекерлеу жігінің металы.
Өту деп бір бағытта жылыту көзін бірнеше рет ауыстырған кездегі дәнекерлеу жігін (білікшесін) орындау түсіндіріледі.

5-сурет. Әртүрлі орындалатын дәнекерлеу жігінің құрылысы:
а - біржақты; б - екіжақты бір өтпелі; в - көп қабатты көп өтпелі: 1 - 8 - өтулерді орындау кезектілігі (1 - түпкі жік; 2-6 - аралық жіктер; 7 - қаптамажік; 8 - пісірілген жік) ; I-IV - жіктердің қабаттары
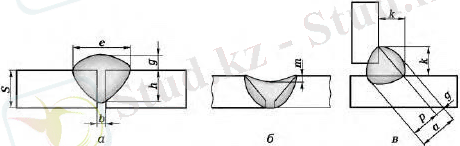
6-сурет. Түйіспе (а, б) және бұрыштық (в) дәнекерлеу жіктерінің негізгі геометриялық параметрлері:
дөңестігі; h - балқыту тереңдігі; m - ойыстығы; к - бұрыштық жіктің катеті; p бұрыштық S - дәнекерленетін бөлшектің қалыңдығы; b - саңылау; e - жіктің ені; g - жіктің есептеу биіктігі; a - бұрыштық жіктің қалыңдығы



Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz