Өндірістік слесарлық іс: технологиялық үдеріс, техника қауіпсіздігі және өртке қарсы шаралар

Мазмұны
Кіріспе
Слесарлық іс дегеніміз - қолдық аспаптардың көмегімен металл өңдеу, кесу, тесу, беттерін тазалау, слесарлық іс мақсатымен әртүрлі бөлшектерді қолдан даярлау, сынған бөлшектерді жөндейтін және монтаждық жұмыстарды орындау болып табылады.
Операция кезінде өндірілген технологиялық процес көтеріледі, жұмыс орында орындалады. Бөлек өңдеу процеcі немесе құрастыру, бөлек операциялардан түзеледі. Яғни қатал айқындалатын технологиялық процеспен орындалады.
Операциялар өзіндік ерекшелікпен және орындалатын жұмыстардың көлемімен, қолданылатын аспаппен, лайықтаумен және жабдықтаумен ерекшеленеді.
Темір ұста - ыстық және салқын күйінде металдарды өңдеу, құрастыру, монтаждау, бөлектеу, жабдықтау, жөндеуден тұрады. Машиналардың, механизмдердің және құрылғылардың қолдық слесарлық аспап көмегімен, қарапайым қосалқы құралдарды жабдықтауы мүмкін (электрлік және пневматикалы аспап) . Кесуге арналған қарапайым станоктар: бұрғымен тесу, дәнекерлеу, престеу және т. б жатады.
Слесарлық жұмыстарды орындау келесі түрлерге бөлінеді: даярлайтындар (жұмысқа дайындау), негізгі технологиялық (өңдеумен, құрастырумен немесе жөндеумен байланынысты), қосалқылар (демонтажды және монтажды) .
Даярлайтын операцияларға жататындар: техникалық және технологиялықпен құжатнамамен таныстыру, лайықты материалды іріктеп алу, қажетті операцияларды орындауға арналған жұмыс орынын және аспаптарды дайындау.
Қосалқы операцияларға: белгі салу, шегендеу, өлшеу, өңделетін бөлшекті лайықтау бекітуі немесе, түзету, материалды иу, тойтару, шыңдау, дәнекерлеу(пайкалау н/е сварка), желімдеу, әсемдеу және өңдеу жатады.
Негізгі операцияларға: кесінді дайындау, кесу, бұрғымен тесу, тегістеу, ою, ажарлау, жылтырлатып тегістеу және өңдеу жатады.
Операцияларға демонтаждау кезіндегі операцияларға мыналар жатады: тәртіптеп сұрыптаумен байланысты (қолдық немесе механикаландырылған аспап арқасында) машиналар жинақтау, құрастырылатын бөлшектер.
Слесарлық шеберхана - слесарлық аспаптар және қажетті жабдықтармен жабдықталған техникалық слесарлық жұмыстарды атқаруға арналған ғимарат.
Монтаждау операцияларына: бөлшектерді құрастыру жатады, құрастырылатын бірліктер, жинақтар, агрегаттарды құрастыру және машиналар немесе механизмдар кіреді. Монтаждық операция құрастырылатын жұмыстарды басқа техникалық құжатнама, монтаж мөлшерлерінің сәйкестік бақылауын қосады және техникалық бақылау талаптарына қосады. Жиналған құрастырылатын бірліктерді жөнге салу, жинақтардың және агрегаттардың сонымен қатар монтаждық операциялар жатады.
Үлкен шеберханаларда токарьлық станок болуы мүмкін, сүргілейтін станоктар, кейде фрезерлық және тегістейтін станоктар, сонымен қатар электрлі пісіретін аппарат, газды дәнекерлеуге арналған жабдықтау, термиялық өңдеу үшін пісіру, бөлшектердің салқындауына арналған былау ұшыратылғандарды термиялық өңдеуге, қосалқы жабдықтау.
Ацителендік генератор бөлек жерде орналастырады, сондықтан оны дұрыс орналастырмау- зардаптармен жарылуға әкеле алады.
1. Слесарлық және жөндеу жұмыстары кезіндегі техника қауіпсіздігі бойынша негізгі ережелер.
Слесарлық жұмыстарды жүргізу кезінде еңбектің дұрыс яғни аспаптардың нашар жағдайында болғаны немесе қауіпсіз жұмыс істеу ережесін бұзған жағдайда қайғылы оқиға болуы мүмкін. Слесарлық жұмыстарды жөндейтін, құрастыру жұмыстарына арналған құрал саймандар, сонымен қатар өндірістік құрылыс жұмыстарына қолданатын құрал-саймандар тез тозады. Сондықтан осы құрал-саймандардың тозбауын үнемі бақылап тұру керек.
Жұмыс бастар алдында слесар құрал-саймандарының жұмысқа жарамдылығын мұқият тексеріп жұмысқа дайындауы керек. Таныс емес, тексерілмеген сапасыз құралдармен жұмыс істеуге болмайды. Адам өміріне қауіп төнбес үшін қайрайтын саймандар мен үшкір немесе өткір қырлы құралдармен жұмыс жасағанда аса сақ болуы қажет. Слесардың жұмыс істейтін жерін ұйымдастырғанда, еңбек қорғау бойынша ерекше назар аудару керек. Ереже бойынша жұмыстар арнайы стол «Верстакта» атқарылуы керек. Слесарлық жұмыстарды атқаруға арналған верстактын сұлбасы келесі суретте көрсетілген.
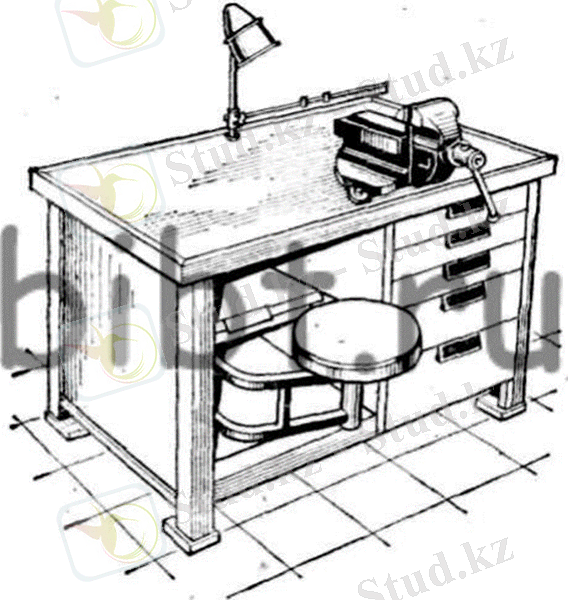
Сурет-1. Слесарлық верстак
Слесарлы верстак жұмыс жасап жатқан және жақында тұрған адамды метал өңдеп жатқан кезде одан ұшыуы мүмкін бөлшектер мен жарақаттамау үшін сақтандырғыш сеткалар мен жабдықталу керек. Өңдеп жатқан металды тескиге қысылып ұрып кескен кезде металдың кесілетін бөлігін сеткаға қарай ұшатындай қылып кесу керек. Өңдеп жатқан металды қоқыстан және майдан еріткіштер мен керосинмен немесе арнайы ыстық сұйықтармен тазартып алу керек. Сосын сол металды құрғақ ауамен үрлеп кептіру керек.
Слесар жұмыс алдында арнайы сақтандырғыш қорғаныш киімдермен қамтамасыз етілу керек. Олар: қолғап, көзәйнек, халат, аяқ-киім, құлақ-қап.
Металды ұрып кесуге арналған кескіш зубиланың ұзындығы 150мм кем болмауы керек. Балға мен кубалданың табандары сәл дөңестеу болу керек. Слесарлық балғаның сабының ұзындығы 30-40см және соңғы жағы ұру кезінде қолдан шығып кетпес үшін жуандатылған болу керек. Егеудің құйрық жағын ағаш ұсағышқа метал шығырықтан өткізіп орнатады.
Слесарлық жұмыстарды атқарған кезде қолмен ұстап қолдануға арналған механизацияланған шағын электр аспаптарын қолданады. Олардың көмегімен кез келген тездетіп орындауға болады.
Электрлі құрылғылармен жұмыс жасау кезінде және тасымалды жарықтандырғыштарда қолдану кезінде қандайда бір ақауды байқаған жағдайда жұмысты жедел тоқтатып, тоқ көзінен ажырату керек. Сонымен қатар металмен ыстық майлы және дымқыл заттармен тоқ өткізгіштерін түртуге, жанасуға, тартуға, бастыруға болмайды. Жұмысты аяқтаған соң слесар жұмыс орнына тазалық және реттеу жұмыстарын жүргізуі керек. Құрал-саймандарды жұмыс орнына қалдырмай өз орындарына яғни шкафқа қою керек. Май кір болған қолды керосинмен немесе бензинмен жуып метал ұшқындары жабысқан сүрткішпен сүртуге болмайды. Ал электр құрылғыларды күнделікті діріл мен шуға тексеруге қоймаға мастерге өткізу керек.
Слесар жұмысқа тым күйінде келу керек. Жұмыс басталған соң жұмыс орнында телефонға сөйлесуге, темекі шегуге, мас қылатын сусындар ішуге, шуылдап ән айтуға, жұмыс уақыты аяқталмай тұрып сұранбай кетіп қалуға болмайды.
2. Өндірістегі слесарлық жұмыстардың мәні мен мақсаты.
«Слесарлық іс» білім алушыларға басқа профильді пәндерді меңгеруге, болашақта материалдарды өңдеу бойынша іс - әрекеттерді дұрыс ұйымдастыруға мүмкіндік береді.
Кәсіби мектептерде тапсырмаларды табысты орындау үшін заманауи құралдармен, механизмдермен, аспаптармен, құрал-жабдықтармен қамтамасыз ету жеткіліксіз - еңбекті сәйкестендіріп ұйымдастыру қажет.
Еңбекті сәйкестендіріп ұйымдастыруға мынадай элементтер енеді, оқу шеберханаларының құралдары, жұмыс орындарын (жоспарлау, жарықтандыру) және еңбек процесін (жұмыс күйі, жұмыс қозғалысы және олардың элементтері) ұйымдастыру, еңбек тәртібін (қарқыны, ритмі) жасақтау, еңбектің ең қолайлы санитарлық-гигиеналық (микроклимат, дыбыс, діріл, жарықтылығы, жеке гигиена) және эстетикалық (бояу түсі, киім, музыка) жағдайларын туғызу, өртке қарсы шаралар және еңбек қауіпсіздігін қамтамасыз ету.
Аталған оқу құралы слесарлық іс кусы бойынша: «Металды қолмен өңдеу технологиясы», «Металды механикалық өңдеу технологиясы», тарауларынан тұрады.
Оқу құралында жоғарыда келтірілген тараулар бойынша әрбір тақырыпқа қысқаша теориялық мағұлмат және сонымен қатар металды өңдеу бойынша әдістемелік нұсқаулар, өңдеу жұмыстары кезіндегі техникалық қауіпсіздіктер және білім алушылардың практикалық дағдыларын қалыптастыруға арналған тапсырмалар, бекіту сұрақтары келтірілген.
Оқу құралы студенттерге жоғарыда аталған тақырыптар бойынша практикалық дағды қалыптастыруға мүмкіндік береді.
3. Шеберханалардағы өртке қарсы шаралар
Өрт дүние жүзінде 1 жылдың ішінде 5 миллионнан көп өрт болады. Он мың адам оттың салдарынан қаза болады. Өрт үлкен материалды шығындарды қажет етеді.
Өртті болдырмау шаралары
Жану процесстері: Жану дегеніміз көп мөлшерде жылу шығу және жарық сәуле бөлінуі қоса жүретін күрделі физикалық және химиялық процесс.
Жану процессі пайда болып және даму үшін 3 фазадан тұрады:
- жаңғыш;
- тотықтырғыш;
- тұтану көзі.
Жаңғыш зат -оттегімен қосылатн заттарды айтады, кейбір кезде заттардың жануы оттегімен ғана емес басқа да фазамен қосу арқылы болады. Мысалы: хлор, бром, күкірт. Жаңғыш зат қатты, сұйық, газ түрінде кездеседі. Әдетте жану процессі заттың газ күйінде жүргізіледі. Қатты және сұйық заттар жану процессі кезінде физикалық және химиялық реакциялар арқылы жаңғыш затқа айналады. Жаңғыш зат ауада оттегі концентрациясын 12-14 пайыз жоғары болса ғана жанады. Жану процессі басталу үшін тұтану көзінің жылу энергиясы жаңғыш зат тұтану температурасына дейін қыздыра салатындай мөлшерде болуы керек. Тұтану көзіне жалын, ашық от, ұшқын, қызған дене, химиялық реакция жану сәуле энергиясы және найзағай жарқылдануында.
Жанғыш процессінің түрлері: от, алау, жану, тұтану, өздігінен жану, өздігінен тұтану және жарылу.
От алау-жаңғыш зат үстінде пайда болған газдың немесе будың тез жанып кетуін айтады. Заттың үстінде жиналған газ немесе бу жанатын ең төменгі температураны сол заттыңаталу температурасы деп атаймыз. От алау тмпературасы жаңғыш заттардың өрт қәуіптілігі жөнінде негізгі көрсеткіш болып есептеледі. Осыған сәйкес барлық жанатын заттар өрт қәуіптілігі бойынша екі топқа бөлінеді.
1. Тез тұтанғыш сұйық
2. Жаңғыш сұйықтар от алау температурасы
- Жану дегеніміз - тұтандыру көзінің әсерінен туатын жану процессі.
- Тұтану дегеніміз жалын пайда болған жану процессі.
- Өздігінен жану деп - жаңғыш заттың сыртқы тұтандыру көзісіз пайда болған жану процессін айтады.
- Өздігінен тұтану жалын пайда болатын өзінен өзі жану процессі.
Жарылу -жылу және газ заттарын шығарып қирату процессін туғызатын өте тез жану процессін айтады. Жарылғыш заттар газ, бу, шаң түрінде болады. Бұл заттар ауада олардың тек белгілі концентрациясы болғанда ғана жарылады. Жаңғыш сұйық заттардың өрт қәуіптілігін анықтайтын факторлардың бірі температуралық шегі болып есептеледі.
Өрттің шығу себептері
Өрт шығып оның күшею себептері мына жағдайлардан болады:
1. Жану зонасында жаңғыш затпен белгілі сандық және сапалық қатынаста болуы керек;
2. Жану ортасы мен тұтану көзі өзара түйісу керек;
3. Тұтандыру көзінің температурасы жану ортақ өздігінен жану температурасына дейін қыздыру керек.
4. Жаңғыш заттар бар жерде ашық отты абайсыз қолдану;
5. Жылыту жүйесін электр желісін электр қондырғыларын дұрыс пайдалану;
6. Газ, бу, шаң газ баллоны, компрессорлардың жарылуы;
7. Жаңғыш заттардың өздігінен тұтануы;
8. Жанармай, бояу материалдары және басқа жаңғыш сұйық заттарды дұрыс сақтамау;
9. Құрал-жабдықтардың қатты қызуы.
Өртті қарсы шаралар
1. Жану зонасымен жаңғыш затты салқындату;
2. Жаңған затты атмосфера ауасынан оқшаулату;
3. Жану реакциясы төмендететін химиялық заттарды қолдану
4. Жану зонасына жанбайтын заттарды енгізу;
5. Жаңғыш затты жану зонасына оқшаулау.
Өрттің адам ағзасына әсер ететін қәуіпті факторлары
- ашық от және ұшқындар;
- ауа мен заттардың жоғарғы температурасы;
- жанудың улы заттары;
- түтін оттегінің төмен концентрациясы;
- үйдің құлауы және жарылыстары.
Өрт болдырмау жүйесі деп - өрт шығару мүмкіншілігін болғызбауға бағытталған ұйымдастырушылық шаралар мен техникалық құралдардың комплексін айтады.
Өрттен қорғау жүйесі деп - өрт қәуіпті факторларының әсерін адамға тигізбеуге және материалдық шығын азайтуға бағытталған ұйымдастырушылық және техникалық құралдар комплексі деп айтылады.
Өрттен қорғану шаралары
Өндірістік бөлмелердегі материалдар жанатын, жанбайтын және қиын жанатын болып 3 топқа бөлінеді.
Жанатын материалдар деп - ыстыққа немесе отқа төзімсіз тез жанатын матриалдарды атайиыз.
Жанбайтын материалдар деп - қызу температурасы қаншаға көтерілсе де қалпын сақтайтын, тек қана түсін жойатын материалдарды айтамыз.
Қиын жанатын материалдарға - отқа төзімді, тек көп уақыт бойы жоғары температурасын жоғалтпай бықсып, түтіндеп тұратын материалдарды жатқызамыз.
Өндірістік бөлмелер А, Б, В, Г, Д, Е категорияларымен жіктеледі.
Өрт сөндіру материалдары
Өртке қарсы су қондырғыларына қойылатын талаптар СНиП 11-31-74 құрылыс проект нормасымен анықталады.
Өрт сөндіру үшін қолданылатын материалдар сөндіргіш заттар деп аталады. Өрт сөндіргіш заттар арзан қолданылып, қәуіпсіз материалдар мен бұйымдарға зиян келтірмейтін, аз шығындар мен жоғары сөндіргіш нәтежие беру керек. Негізгі өрт сөндіру заттар: су, су буы, тұздардың су ерітінділері, инертті газдар, минералды ұнтақтар, көбік, құм, топырақ, әр-түрлі жапқыштар.
Су-отты сумен сөндіру ең қолайлы, өте арзан, көп қолданылатын өрт сөндіргіш зат. Оның өрт сөндіргіш қасиеттері жылу сыйымдылығымен булану жылулығы жоғары болғандықтан, бұл өрт ошағын салқындатып, жанған заттың температурасын, оның жану температурасынан төмен азайтады. Суға әр-түрлі бет активті заттарды қосса, оның от сөндіргіш қасиеттері жоғарлайды. Бірақ, ондай суды от сөндіруге көп қолдануға болмайды. Себебі: химиялық реакцияға түсетін заттарды, бағалы бұйымдар мен металлдарды, электр тогы бар қондырғыларды, тез тұтанғыш сұйық заттарды қасиеттерінен айырады.
Өртті көбікпен сөндіру
Химиялық көбік - натрий бикорбанатты немесе сода ерітіндісі және қышқыл ертіндісінің арасындағы химиялық реакциядан туады.
Ауа механикалық - ауа және көбік шығаратын заттың су ерітіндісін араластырғанда пайда болады.
Көбіктердің өрт сөндіргіш қасиеттері оның меншікті салмағы аз болғандықтан жаңған заттар бетін жауып оларға ауаның оттегінің өткізбей жану процесін тоқтатады.
Инертті газбен сөндіру - оларға: көмір қышқыл газы, азот, ардон, гелий, титан және пайдаланылған газдар өрт сөндіргіш қасиетті өрт зонасында ауа оттегісінің концентрациясын азайтады. Температурасын төмендетеді және жану процессін тоқтатады.
4. Бұйымдарды белгілеу
Инструктаж білімдерің ауызша сұрау немесе оқытудың техникалық жабдықтары арқылы тексермен, сондай-ақ қауіпсіз жұмыс істеу қабілеттерін тексерумен аяқталады. Білімін инструктаж жүргізуші адам тексереді. Өзінің білімін қанағаттандырарлықсыз көрсеткен жұмыскер 1 ай көлемінде жұмысқа жіберіледі.
Бірінші реттік инструктажда жұмыс орынды өндіріс ретінде қызметіне кірісер алдында жаңадан келген жұмысшылармен бір жұмыстан екінші жұмысқа ауысқан және өндірістік тәжірибеден алуға келген студенттермен жүргізіледі. Жұмыс орындағы инструктаждағы мастер смена басшысы жеке карточкасында тіркеу арқылы жүргізіледі. Жұмыс орындағы инструктаж бір типті қондырғыға қызмет көрсететін 1 топ жұмыскерлерімен жүргізілуі мүмкін. Инструктаждың мастердің профилактикалық журналында тіркеледі.
1. Жұмыскер 30 күн немесе одан көп уақыт бойы үзіліс болған кезде;
2. Егерде жұмыскер техникалық қауіпсіздік нұсқауларын бұзса;
3. Егерде жұмыскер техникалық қауіпсіздік ережесін білуде нашар көрсеткіштер танытса;
4. Технологиялық процестің және қондырғы өзгеруін және соның нәтижесінде қауіпсіздік талаптары өзгергенде;
5. Кезектен тыс инструктаж қауіпсіздік карточкасында тіркеліп және оның себептері жазылады.
Белгілеу туралы жалпы ұғым. Жазықтық және кеңістіктік белгілеу. Жазықтық және кеңістік белгілеу әдістері.
Белгілеу -бұл дайындаманың бетіне сызықтарды жүргізу бойынша дайындайтын бөлшектерді анықтайтын операция. Ереже бойынша, белгілеу жұмыстары, тексерілмейді, сондықтан оларды орындау кезінде болған қателіктерді көпшілікті жағдайларда дайын бөлшектерде білініп жатады. Технологиялық процесстерге байланысты белгілеу жазықтықты және кеңістіктік болып бөлінеді.
Жазықтық белгіні - қаңылтырлы материалды және иілімді пішінді өңдеу кезінде, ал сонымен қатар дайындамаларды, бір жазықтықта белгілеу сызықтарды жүргізгенде қолданады.
Кеңістікті белгіні - бұл дайындамалардың бетіне бірнеше сабақтас өзі ара бұрыштармен байланықан сызықтарды жүргізу үшін қолданады.
Дайындамалардың бетіне әдістен байланысты контурды жүргізу үшін әртүрлі құралдарды қолданады, көбісі жазықтар үшін солай кеңістік белгі үшін қолданылады.
Белгілеу үшін негізгі аспаптармен сызбағыш, рейсмас, штангенрейсмас, белгілейтін циркүлдер және штангенциркүлдер, нүктелегіш қолданылады.
Жазықтықта белгілеу.
Пішін, орналасу және беттер бұдырлығын нормалау мен бақылау әдістері мен аспаптарыПішін, орналасу және беттер бұдырлығын нормалау мен бақылау әдістері мен аспаптары. Машиналар бөлшектерінің пішіндері мен беттер орналасуының дәлдік шектері, терминдері, анықтамалары ГОСТ 24642-81 (СТ СЭВ 301-88) бойынша стандартталған.
Стандартты анықтамалар және шекті ауытқулар жазықтықтарға; цилиндірлердің көлденең және бойлық қималар пішіндеріне; беттер және осьтер мен беттер өзара орналасуына орнатылған.
Пішіндер және орналасу барлық ауытқулары келесі үш топқа бөлінеді:
пішіндер ауытқуы және дәлдік шегі;
орналасу ауытқуы және дәлдік шегі;
пішіндер және орналасу қосынды ауытқулары мен дәлдік шегі.
Сызбаларда бұл пішіндер ауытқу түрлері орнатылуы шектеледі немесе орнатылмайды. Бірақ кейбір жағдайларда орнатушы беттер үшін дөңестік және өлшеуші беттер ойыстық болмауы тиісті. Түзуліктен немесе жазықтықтан ауытқу мәндері бөлшектің белгіленген пішінін орындау және дәлдік дәрежесіне байланысты.
Жазықтықта белгі салу.
Жұмысқа кірісе отырып, слесарь болашақ детальдың сызбасын, қажетті бұйымды жасауға керекті металл кесегі және дайындаманы алады. Дайындаманың көлемі жасалатын бұйымның көлемінен әрқашан да үлкен болады. Оның керекті формасы мен көлемін алу үшін оның сыртқы бетінен металдың белгілі бір қабатын алып дайындаманы өңдеу қажет. Өңдеу кезінде жонылып алынып тасталатын металл қабатын қалым деп атайды. Өңдеуді жүргізу үшін мысалы, мынадай тәсіл қолдануға болады: дайындаманы қысқышқа бекітеді де керекті құрал-сайманды (мысалы, егеуді) алып, металды аздап жонады, содан соң өлшейді, сөйтіп керекті форма мен көлемге жеткенше тағы да өңдейді. Бірақ, бұл тәсіл жұмыс уақытын көп ысырап етеді. Сірә, басқа тәсіл неғұрлым тиімді болатын шығар: чертежге сәйкес белгі салынады, дайындама бетіне сызық риска түсіріледі, содан кейін осы сызықтарға дейін өңдеу жүргізіледі. Мұнда бекітуге - дайындаманы түсіріп, өлшеуге кететін уақыт шығыны жойылады. Чертежде көрсетілген детальдардың формалары мен көлемін дайындама бетіне түсіру операциясын белгі салу деп атайды.
Белгі салу дәлдікпен жүргізуді керек ететін жауапты операциялар қатарына жатады. Мұның сапасына болашақ детальдің дәлдігі едәуір дәрежеде байланысты. Өндірісте қажетті бұйымдар жасап шығару саны онша көп болмаған жағдайда белгі салу кеңінен қолданылады.
Дайындаманың бетін белгілеуге дайындау.
Керекті дайындаманы таңдап алғаннан кейін оны белгілеу үшін тазарту керек. Дайындаманы ластан, тоттан, майдан тазалап алған соң оны белгілеген кезде сызықтар жақсы түзу үшін арнайы құрамды сырмен бояйды. Тазалаған кезде арнайы металл четкаларментазалап уайт спиртпен шүберекпен сүртіп алу керек. Метал беті бұжыр болса қағаз тегістегішпен тегістеп құрғақ ауамен үрлеп тазалаған жөн. Содан кейін дайындаманы тағы мұқият тексеріп қарап шығып, бәрі жоспардағыдай болса, онда оның бетіне қажетті белгілеу жұмыстарын бастаймыз.
Белгілеу сызықтарын салу
Белгілеу сызықтарын арнайы қарындаш, фламастер, сұйытылған ақ бор және т. б. сызуға арналған заттармен берілген өлшем, пішін бойынша дәл салынады. Ұзын түзу сызықтарды салу үшін сызғыштар, бұрышты сызғыштар қолданылады.
Белгілеу сызықтарын керндеу
Дайындаманың бетіне қажетті сызықтар салынғаннан кейін керндеу жұмыстары басталады.
Слесарлық жұмыстағы керндеу деп арнайы керіндегіш аспабының көмегімен дайындаманың бетіндегі сызықты белгінің үстінен тағы да өшпейтін нүкте тәрізді тереңдетілген із салуды айтады.
Осы керндеуді әсіресе сызықтардың қиылысына, бұрышына, айналмалы жеріне салады.
Кей жағдайда дайындаманы өңдегенде металл беті қызып сызықтар көрінбей кеуіп, тіпті түсіп қалып жұмысты жалғастыруға кедергі жасайды. Осыған байланысты керндеудің негізгі мақсаты дайындаманы өңдегенде үйкелістің әсерінен қызу мен аспаптардың желіне байланыссыз қалаған нәтижеге жету болып табылады.
Белгілеу үшін қолданылатын аспаптар

Белгілеу үшін қарапайым сызғыштар, өлшейтін метрлер, штангенциркулдер, белгілейтін циркульдер, рейсмастар, арнайы дайындалған шаблондар мен пішіндер қолданылады. Ал белгі сызығының үстінен тереңірек өшпейтін сызық, із, нүкте салу үшін өткір қырлы алмазды ұшы бар қарындаш, із салғыш (нүктелегіш) керіндегіш аспабы мен қарапайым балға қолданылады.
Сурет-2. Белгілеу үшін қолданылатын аспаптар
5. Металды кесу, түзеу, шабу және қауіпсіздік техникасы.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz