Физика-механикалық қасиеттерін ескере отырып астық барабанды құрғатқыштың электр жетегін жобалау және Matlab-та басқару жүйесін модельдеу

1
2
3
4
Аннотация
В дипломном проекте проведен обширный анализ
технологии
производства и перспективы усовершенствования электрического привода
сушильного агрегата зерна с учетом физико-механические свойства сырья.
Выбран электропривод
механизма, осуществлен расчет мощности
электрического двигателя и кинематический расчет механизма в
соответствии технологическими режимами работы. При этом выбран
асинхронный двигатель АИР 160S6 мощностью 11кВт и соответствующий
ему преобразователь частоты Powtran серии PI7800 мощностью 15 кВт.
Исследования виртуальной модели системы управления электрическим
приводом сушильного агрегата по схеме ЖТ- АҚв среде Matlab показали
хорошее качество регулирования, что подтверждается диаграммами
переходных процессов скорости сушильного барабана в технологических
режимах его работы. в работе рассмотрены вопросы по обеспечению
безопасности и жизнедеятельности, проведено техника - экономическое
обоснование проекта.
Аңдатпа
Дипломдық жобада өндірістік технологияның ауқымды анализі
жүргізілген және шикізаттың физикалы-механикалық қасиеттерін есепке ала
отырып астықтың құрғатқыш агрегатының электр жетегінің жетілдіру
перспективалары қарастырған. Механизм нің электр жетегі таңдалынған,
электр қозғалтқышының қуатын анықтауда есептеулер жүргізілген және
жұмыстың технологиялық режімдерге сәйкес механимзмнің кинематикалық
есептеулері жүргізіілген. Сонымен бірге қуаты 11кВт құрайтын асинхронды
қозғалтқыш АИР 160S6 және оған сәйкес келетін қуаты 15кВт құрайтын
Powtran сериялы PI7800 жиілік түрлендіргіш таңдалынған. ЖТ-АҚ сұлбасы
бойынша құрғатқыш агрегаттың электр жетегінің басқару жүйесінің
виртуалды модельдерін Matlab ортасында зерттеулер түрлендірудің ақсы
сапасын көрсетті. Ол құрғатқыш барабан жылдамдығының технологиялық
режімдерге сәйкес ауыспалы процесстердегі диаграммаларымен қолданады.
жұмыста өмір тіршілігі қауіпсіздігімен қамтамасыз ету сұрақтары
қарастырылған, жобаның техникалы-экономикалық дәлелдеуі жүргізілген.
5
Annotation
In the graduation project conducted an extensive analysis of the production
technology and the prospects of improvement of the electric drive of the drying unit
of grain taking into account the physico-mechanical properties of raw materials.
Selected the drive mechanism, calculates the power of the electric motor and the
kinematic calculation mechanism in accordance with technological modes. The
selected asynchronous motor air 160S6 capacity of 11kW and the corresponding
frequency inverter Powtran PI7800 series 15 kVA. Research virtual model of the
control system of electric drive of the drying unit according to the scheme of the
FC-AD in Matlab showed good quality of the regulation, as evidenced by the
diagrams transient speed of the drying drum in a technological setting. the paper
considers the issues of ensuring security and livelihoods, held technique - economic
justification of the project.
6
Мазмұны
Кіріспе
10
1
Технологиялық үдерістің сипаттамасы. Бастапқы электр
жабдықты тандау және шикізаттың қасиеттері
12
1. 1
1. 2
1. 3
1. 4
1. 5
1. 6
1. 7
2
2. 1
2. 1. 2
2. 2
2. 2. 1
2. 2. 2
2. 2. 3
2. 2. 4
2. 2. 5
2. 3
2. 4
2. 5
2. 5. 1
2. 5. 2
2. 5. 3
2. 6
3
3. 1
3. 2
3. 3
3. 4
4
Өндiрiс технологиясының сипаттамасы және астық кептiргiш
агрегаты электрлiк жетегін жетiлдiруiнің келешегі
Шикізаттың физика - механикалық қасиеттері
Тұқымдарды құрғату технологиясы
Электр жетегін таңдау және электр қозғалтқыштың қуатын
алдын ала есептеу
Бөлім бойынша талдау және проектке тапсырманың қойылуы
Жиілік-реттеуіш жетек режимдерін есептеу мен оның
құрылымдық және функционалды сұлбаларың құрастыру
Электр механизмінің түрін таңдау. Құрғату құрылғысының
электр қозғалтқышының қуатын есептеу
Жиілік-реттеуіш жетек режимдерін есептеу мен оның
құрылымдық және функционалды сұлбаларың құрастыру
Электр механизмінің түрін таңдау. Құрғату құрылғысының
электр қозғалтқышының қуатын есепту
Жетектің білігіндегі айналу моментін анықтау
Кинематикалық есептеулер
Жетектің беріліс санын анықтау
Жетектің жалпы беріліс саның анықтау
Біліктердің айналу жиілігін анықтау
Тегершікті цилиндр тәріздес берілістің жобалы есептеулері
Аймақ жылдамдығын анықтау және дәлдік дәрежесін тағайындау
Электр жетегінің статикалық режімін есептеу
Электр жетегінің динамикалық режімін есептеу
Жиілікті түрлендіргішті және басқару аппаратураларын таңдау
Түрлендіргішті таңдау
Басқару аппаратураларын таңдау
Жиілік түрлендіргішті іске қосу сұлбасы
Жиілікті түрлендіргіш арқылы басқарылатын электр жетегінің
структуралы және функционалды сұлбалары
Құрғатқыш агрегаттың электр жетегінің басқару жүйесін Matlab
аясында зерттеу
Құрғатқыш агрегаттың технологиялық режімдері
Барабан тәріздес құрғатқыш агрегаттың математикалық моделі
ЖТ - АҚ - барабан тәріздес құрғатқыш агрегат жүйесінің Matlab
модельдеу
ЖТ-АҚ-БТҚА жүйесі динамикасының модельдеу кезіндегі
ауыспалы процесстердің нәтижелерін анализдеу
Техникалы-экономикалық көрсеткіштерді есептеу
7
12
15
16
19
22
23
23
23
23
28
29
30
30
30
31
37
38
45
52
53
55
57
60
63
63
65
66
70
71
4. 1
Құрғатқыш агрегаттың автоматтандырылған, энергияны
үнемдейтін электр жетегінің техникалы-экономикалық негіздеу
71
4. 2
4. 3
Қаржы жұмсауды есептеу
Жылдық эксплуатациялы ұсталымдарды есептеу
71
72
4. 3. 1 Жалақыны есептеу
73
4. 4
5
5. 1
5. 2
5. 3
ЖТ-АҚ жүйесін енгізу кезіндегі эконоикалық тиімділікті есептеу
Тіршілік әрекетінің қауіпсіздігі
Еңбек жағдайын талдау
Нөлдеу мен жерге тұйықтаудың есебі
Жасанды жарық есеб
Қорытынды
Қолданылған әдебиеттер
8
75
77
77
79
85
89
90
Кіріспе
Қарастырылып отырған өндірістік цехтың негізгі бағыты - өсiмдiк
майларының өндiрiсi.
Майдың өндірісі келесі кезеңдерден тұрады:
шикізаттың даярлығы, форпресстеу, дымды майды сүзу, күнжара майын
ажырату, майды ағарту - форпресстеу арқылы тазарту және жағымсыз иісті
жою. Бастапқы кәсiпорынның қуаты қалдықсыз технологияға арналған
қозаның тұқымдарын өңдеу үшiн жасалды. Кәсiпорынның жобалық қуаты
қоза тұқымдарын 280 тн тәулігіне
өңдеуге жарамды. Қазіргі таңда
кәсiпорынның қуаты жылына күнбағыстың 200 мың тоннасын, мақта
өсімдігінің 350 мың тоннаға дейiн өңдеуге мүмкіндік бередi.
Көрсетілген жұмыс орнындағы қарастырылатын объект болып өсiмдiк
шикiзатын құрғатуға арналған кептiргiш қондырғы болып табылады. Соның
ішінде зерттейтін құрылғы - электр қозғатқыш. Таңдалған кептіргіштің
барабанбы түрін карастырамыз. Барабанды кептіргіштердегі негiзгi жұмыс
ағзасы қуыс денелі болат цилиндр тәріздес айналып тұрған барабан болып
саналады. Барабанның ішінде төңірегінде күшейтілген қисық қалақтар
орнатылған. Барабанның қисық қалақтары айналған кезде астыңғы жағында
орналасқан тұқымдарды үстінгі жаққа көтереді. Тұқымдар қисық қалақтар
қарсаңы бойынша көтерілген сайын әр түрлі пішіндерден тұратын қималарга
төгілу арқылы үлестіріледі. Барабан айналған кезінде тұқымдар қимадан
қимаға ақтарыла келе бiрқалыпты болып себіледі. Барабанды жағалай
қозғалатын тұқым құрғату уәкілі арқылы өтіп кетеді. Сондықтан
тұқымдардың барабанды жағалап өтуі үшін оны кішкене көлбеулетіп
орнатады. Құрғату уәкілінің қозғалысы әдетте, тұқымдардың барабаннан
шығуына жеделдетуіне мүмкіндік туғызған тұқымдардың бағытымен жүреді.
Барабан шығыршықтарға арқа сүйейдi; екi домалақ күшейтiлген оның
цапфалары ықшамдауларда iшпектерге арқа сүйейдi. Барабандық кептiргiш
сиретiлу астында құрғатудың уәкiлiнің тығыздықтың сыртына ағып кетуден
аман болу үшiн жұмыс iстейдi. Барабанға тұқымдар түсетін және шығатын
жақтан
лабиринтті тығыздықтар қарастырылған. Бұл тығыздықтар
барабанның айналуына кедергі келтірмей отырып, сонымен қатар айналым
ішіне ауаның кіруіне кедергі болады. Барабан айналысында тұқымдардың
сөреден сөреге қайта-қайта ақтарылу
кезінде
тұқымдар бірқалыпты
сапырылады және кептіріледі. Тұқымдар барабанда қопсытылған күйде
болады, сондықтан оның құрғатылуы шахталық кептіргіштердегі
тұқымдардың тығыс текшелесіп жатқанына қарағанда едәуір
(2-3 есе)
тездетіледі. Ылғалдылықтың төмендеуі оның қасиетінің сақталуы жағдайда
барабан арқылы бір рет өтуі 4-5% құрайды. Барабан көлемiнің толтырылуы
(20- 25% ) құрайды, құрғату уәкілінің температурасы 150-200° болғанда
оның ішіндегі ылғалдың булануы сағатына 20-40 кг/м3 құрайды.
Тақырыптың өзектілігі. Қазіргі заманғы электр қозғағыш энергияның
электрмеханикалық түрлендіргішінің, күш беретін түрлендіргіш және басқару
құрылғысының конструктивтік бірлігі болып табылады. Ол технологиялық
9
қондырғының жұмыс алгоритміне сәйкес электр энергиясын механикалық
энергияға түрлендіруін қамтамасыз етеді. Өнеркәсіпте, көлікте және тұрмыста
электр жетегінің қолдану аймағы күннен күнге тұрақты түрде ұлғайып келеді.
Қазіргі таңда әлемдегі барлық өндірілетін электр энергиянын 60% астамы
электр қозғалтқыштармен тұтынылады. Демек, электр энергиясын үнемдеу
тиімділік технологиясы едәуір мөлшерде электр қозғалтқыштың тиімділігімен
анықталады. Сондықтан қазіргі таңда заманауи техниканың бастапқы бағыты
жетектің жоғары өнімді, шағын және экономикалық тұрғыда тиімді етіп
жетілдіру болып табылады.
Құрғату агрегатының электр жетегін
тұжырымдардан тұрады:
жетiлдiру келешегі келесi
-
зерттеменiң дәлелденген мақсатқа лайықтылығы жеке жиiлiк -
кептiргiш қондырғы үшiн басқарылатын асинхронды электр қозғалқыш;
- кептiргiш қондырғыны электр қозғағышты жиiлiк меңгеруiн тандау
рационалды заңда дәлелденген;
- жиiлiк-кептiргiш қондырғыны басқарылатын электр қозғалқыштың
аналитикалық байланысын қалайтын негізгі мағлұматтар алынды.
Тәжiрибелiк маңыздылық. Кептіргіш қондырғының ылғалды шығару
үшін термикалық процессы арқылы материалдан ылғалды булану тәсілімен
шығарады.
Өсімдік және сары май өнеркәсібінде кептіргіштер жыратылмайтын
буын болып табылады. Өйткені, май сапасы форпресстеуге түсетін
тұқымдардын ылғалдылығына тура байланысты. Және де тұқымдардың
ылғалдылығы кәсiпорын қоймаларында шикiзат сақтау мерзiмдерiмен
анықталады. Кептіргіш қондырғыға басқарылатын электр қозғалқышты енгізу
электр энергиясының шығының
төмендетуге мүмкіндік береді.
Электржабдықтардын тәжірибесінде басқарылатын электр қозғағышты
кептіргіш қондырғыларда қолдану кептіргіш қондырғының экономикалық
тұрғыда болмасын, белгіленген жұмыс тәртібін икемдеу жағынан болмасын
пайдалылығын көрсетті.
Конструктивтiк ерекшелiктерiн қарастыру, оған қозғалтқыш пен жиілік
түрлендіргіш таңдау және онын қуатын есептеу, басқару жүйесі және т. б.
есепте қарастыру міндет.
1
Технологиялық үдерістің сипаттамасы. Бастапқы электр
жабдықты тандау және шикізаттың қасиеттері
1. 1
Өндiрiс технологиясының сипаттамасы және астық кептiргiш
агрегаты электр жетегін жетiлдiруiнің келешегі
Майды табу кәсiпорыны келесi кезеңдерден тұрады: шикiзаттың
дайындығы; форпрессование; дымды майды сүзу; күнжара майының
экстракциясы; форпресстелген және сығылған майдың бөлек рафинациясы.
10
Тұқымдардан май шығару кезеңіне дайындалуы олардың қоқыс -
қоқымдардан тазарту, көлеміне сәйкес сұрыптау қажет. Одан кейін
тұқымдарды бөлу, рушанкасын бөлшектеу, ядросын ұсақтату керек.
Келесі кезең бұл форпресстеу. Форпресстеу дегеніміз - тазаланған және
ұсақтатылған тұқымдардан сығу жолымен өсімдік майын алу. Бұл кезеңде
тұқымдардан 60% - дан 85% аралығында май шығаруға болады. Мұндай сығу
«салқын сығу» деп аталады, ал бұл тәсілмен алынған майды шикі деп атайды.
Бұдан әрі майды тұндырады және майдың ішіндегі суспенделген бөлшектерді
босату үшін сүзу жүргізіледі.
Сүзудің мәні ортасынан сұйықтық (май) өтетін ал суспендерленген
бөлшектер өтпейтін (немесе кішкене ғана өтетін) жартылай өткізгіш
арақабырға арқылы майды өткізу болып табылады.
Форпресстеу арқылы алынған күнжараны экстракцияға жібереді.
Экстракция процессының негізінде өсімдік майларының органикалық
еріткіштерде ертіліуі болып табылады. Өсiмдiк шикiзатынан майдың
шығаруы үшiн ерiткiштер ретiнде «А» маркалы экстракциялық бензин және
нефракс қолданылады.
Рафинация келесi кезеңдерден тұрады: суаңдану, бейтараптандыру,
ақтау, мұздату, иiссiздену.
Гидратациянын негізгі мақсаты - тазартылмаған майдан фосфатидтер
мен кейбір гидрофильды заттарды шығару. Майды фосфор қышқылы немесе
лимон ерітіндісімен өндейді, одан кейін сепараторларды қолдану әдісімен
фазаларды бөлу немесе сыйымдылық аппараттардың араластырылатын
құрылғылар - бейтараптандырғыш арқылы жүргізіледі.
Байтараптандыру майды сілті арқылы майлы қышқылдарды жою
процессінен тұрады.
Әр түрлі дақтардан, фосфатидтердің қалдықтарынан және сілтілік
бейтараптандыру кезеңінен кейін қалатын сабыннан тазалау үшін ағарту
қолданылады. Адсорбент ретінде, әдетте, қышқылды белсендірілген
ағартатын сазды - табиғи минерал монтмориллонитті қолданады.
Мұздату (винтеризация) майдан балауыз тәріздес заттарды жою үшін
қолданылады. Арнайы құрылғылар
-
кристаллизаторлар және
экспозиторларда жүргізіледі. Мұздату кезінде майды кизельгутпен немесе
перлитпен араластырады және 5 - 8º С температураға дейін ақырын суытады,
содан кейін бірнеше сағат ұстап тұрады және фильтрацияға (сүзуге) жібереді.
Дезодорация соңғы кезең болып табылады. Дезодораторда орналасқан
майды 225 - 260º С аралығындағы температурада және қалдық қысымда 1 -3
мм. рт. ст. өткір бумен өңделеді.
Нәтижесінде одорикалық заттегілерді,
пестицидтер, гербицидтер және майлы қышқылдарды жою жүргізіледі.
Тұқымдарды құрғату өсiмдiк майының сапасын арттыруға елеулi
рұқсат бередi, және де қоймаларда сақтау мерзiмдерiн арттыруға мүмкіндік
береді, өйткенi тұқымдардың ылғалдылығы 7 пайыздан астам болса тез
бүлінедi. Осыған байланысты өндіріс процессіне шикізатты құрғату үшін
арнайы құрылғыны енгізу керек деп санаймын.
11
Таңдалған кептіргіштің барабанбы түрін карастырамыз. Барабанды
кептіргіштердегі негiзгi жұмыс ағзасы қуыс денелі болат цилиндр тәріздес
айналып тұрған барабан болып саналады. Барабанның ішінде төңірегінде
күшейтілген қисық қалақтар орнатылған. Барабанның қисық қалақтары
айналған кезде астынғы жағында орналасқан тұқымдарды үстінгі жаққа
көтереді. Тұқымдар қисық қалақтар қарсаңы бойынша көтерілген сайын әр
түрлі пішіндерден тұратын қималарга төгілу арқылы үлестіріледі. Барабан
айналған кезінде тұқымдар қимадан қимаға ақтарыла келе бiрқалыпты болып
себіледі. Барабанды жағалай қозғалатын тұқым құрғату уәкілі арқылы өтіп
кетеді. Сондықтан тұқымдардың барабанды жағалап өтуі үшін оны кішкене
көлбеулетіп орнатады. Құрғату уәкілінің қозғалысы әдетте тұқымдардың
барабаннан шығуына жеделдетуіне мүмкіндік туғызған тұқымдардың
бағытымен жүреді. Барабан шығыршықтарға арқа сүйедi; екi домалақ
күшейтiлген оның цапфалары ықшамдауларда iшпектерге арқа сүйейдi.
Барабандық кептiргiш сиретiлу астында құрғатудың уәкiлiнің тығыздықтың
сыртына ағып кетуден аман болу үшiн жұмыс iстейдi. Барабанға тұқымдар
түсетін және шығатын жақтан лабиринтті тығыздықтар қарастырылған. Бұл
тығыздықтар барабанның айналуына кедергі келтірмей отырып сонымен
қатар айналым ішіне ауаның кіруіне кедергі болады. Барабан айналысында
тұқымдардың сөреден сөреге қайта-қайта ақтарылу кезінде тұқымдар
бірқалыпты сапырылады және кептіріледі. Тұқымдар барабанда қопсытылған
күйде болады, сондықтан оның құрғатылуы шахталық кептіргіштердегі
тұқымдардың тығыс текшелесіп жатқанына қарағанда едәуір (2-3 есе)
тездетіледі. Ылғалдылықтың төмендеуі оның қасиетінің сақталуы жағдайда
барабан арқылы бір рет өтуі 4-5% құрайды. Барабан көлемiнің толтырылуы
(20- 25%) құрайды, құрғату уәкілінің температурасы 150-200° болғанда оның
ішіндегі ылғалдың булануы сағатына 20-40 кг/м3 құрайды.
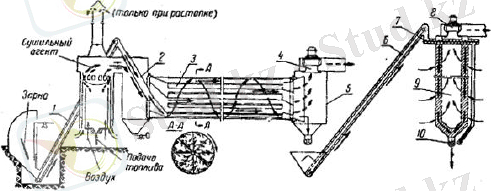
Стационарды барабан тәрізді астық құрғатқыш құрылғысын таңдаймыз.
Бұл құрғату 1. 1 -суретінде көрсетілген, мұнда 1 - шикі астықтың қырнауыш
тасымалдағыш; 2 - өз бетімен ағатын құбыр; 3 - барабан; 4 - вентилятор; 5 -
бағыттаушы камера; 6
-
кептірілген астыққа арналған қырнауыш
тасымалдағыш; 7 - шнек; 8 - суық ауа вентиляторы; 9 - салқындату бағана; 10
- шлюз бекітпесі. СЗСБ -8. Қырнауыш тасымалдағыш арқылы қабылдағыш
бункерден көтерілетін шикі тұқымдар өз бетімен ағатын құбырлар көмегімен
диаметрі 1600 мм және ұзындығы 8000 мм құрайтын барабанға түседі.
Барабан төрт жұп шығыршықтарға сүйенеді және 8 айн/мин жасайды. Айналу
уақытында түскен тұқымдар барабан ішіндегі секторлар мен қималарда
бірқалыпты үлестіріледі.
Құрғату уәкілі от жағу қоспа камерадан сорылады, сосын барабаннын
ішіндегі қималарда ақтарылып жатқан тұқымдар және вентилятор (электр
қозғалтқыштың бір осімен) арқылы өтеді де сыртқа лақтырылады . Тұқымдар
барабаннан бағыттаушы қамераға түседі, одан шығып
шлюз бекітпесі
арқылы қырнауыш тасымалдағышқа төгіледі де тасымалдағыш арқылы
суытқыш бағананы жүктеу үшiн қызмет ететiн шнегiне барады. Шнектен
12
артық түскен тұқымдар өз бетімен ағатын құбырмен салқындатқыш астына
төгіледі.
Сурет 1. 1 - Барабан тәріздес астық кептіргіш СЗСБ -8
Салқындатқыш бағана қабырғаларында саңылаулары бар екі тік
орналасқан цилиндрден тұрады. Бағананың ішкі цилиндр диаметрі 760 мм,
сыртқы диаметрі 1260мм, бағананың биіктігі 2750 мм. Цилиндр
қабырғаларындағы аралық кеңiстiк
кептiрiлген тұқымдармен
толтырылады. Атмосфералық ауа сыртқы цилиндрдың қабырғасындағы
тесiктер арқылы кiріп, тұқымдардын қабатын үрлеу арқылы тазарта отырып
ішкі цилиндрге түседі, ол жақтан вентилятор ауаны сорып алады да (ол да
электр қозғалтқышпен бір осьте орналасқан) сыртқа лақтырылады. Тұқымдар
суытқыш бағанадан шыққаннан кейін шлюз бекітпесі арқылы шығарылады.
Кептіргіш оттығы сұйық оттынды қажет етеді, тікелей орналасқан екі
цилиндрден тұрады. Олардың ішкісі жану камерасы ретінде қызмет етеді.
Оның астынғы жағында бүріккіш ине тәріздес форсунка орнатылады.
Жанармай форсункаға сорғыш арқылы келеді және ауа арқылы
тозаңдатылады. Ауа электр қозғалтқыш жетегі арқылы жоғарғы қысымды
вентилятор ауаны қысып толтырады. Камераның жоғарғы бөлігінде
шағылдырғыш орналасқан. Ауа жану камерасының салқындату үшін
цилиндрлар арасындағы дөңгелек тәріздес кеңістік арқылы астынан келеді.
Бұл ауа жану камерасының шыға берісінде топочты газбен араласады.
Құрғату уәкілінің температурасын төмендету үшін сыртқы ауа терезелер
арқылы түседі.
Қоршаған
ортаға жылу ысырабын және қызмет көрсетуші
қызметкерлерді куйіктерден қорғау үшін оттықты цилиндр тәріздес
бүркенішпен қоршайды. Оттықтың үстіне аралыстырғыш қорабы қойылған,
ал қорабқа оттық құрбысы орналастырылған. Уәкілді кептіргішке ауыстырып
қосу үшін арналған және де оттық құрбының жапқышы бір - бірін ашқан
кезінде басқасы оқшауландырыла орнатылған.
13
1. 2
Шикізаттың физика - механикалық қасиеттері
Өсімдік шикізатының құрғату объекті ретінде физика -механикалық
маңызды қасиетінің бірі болып табиғи қиябет бұрышымен сипатталатын
сусымалылығы болып табылады. Күнбағыс тұқымдарының сусымалдылығына
айқындаушы сипаттасына тұқымдардың ылғалдылығы, бөтен қоспалар мен
олардың өзгешелігі, және де тұқымдардың қозғалатын жолының беті жатады.
Кептірілген күнбағыс майының табиғи қиябет бұрышы 27 мен 35°
аралығында, ал ылғалды тұқымдар бұрышы - 42° - ке дейін жетеді. Бұл дәнді
дақылдарда қарағанда едәуір жоғары. Күнбағыс майының осы ерекшеліктері
тасқынды өңдеу кезінде едәуір қиындықтарға әкеп соғады. Жеңілтек
тұқымдар жоғары ішкі үйкеліс коэффициентіне ие болғандықтан кейбір
технологиялық сұлбада жүгері және масақты дақылдарға қарағанда
ақырынырақ жүреді. Сондықтан күнбағыс тұқымдарымен жұмыс істеу кезінде
астық құрғатқыш құрбы үлкен диаметрге ие болу керек, және де бұл құрбылар
ұлкен бұрышқа ие болатындай көлбеу орнатылады.
Тұқымдардың жеміс қабығы мен ядросының ортасында жұқа ауа қабаты
бар болуы және де майдың елеулі мөлшері күнбағыс майының дәндерге
қарағанда айналмалы жылдамдығының төмен болуына себеп. Сондықтан
құрғату уәкілі камерасының қызуынан және шахтаның қабықтарынан бағалы
тұқымдардың шығуынан аман болу үшін құрғату уәкілінің жылдамдығы дәнді
дақылдар құрғату кезіндегі жылдамдықтан төмен болуы тиіс.
Күнбағыс тұқымдарының ұзартылған пішіні мен және салыстырмалы
кедір- бұдырлы беті үлкен қуыстылықты ескертеді. Осыдан, күнбағыстың
қуыстылығы 60 -80%, ал күріштікі 50 - 65%, бидайдікі 35 -45 және жүгерінікі 35 -
55%. Демек, күнбағыстың тұқымдары үлкен қыстылыққа ие бола тұрып
құрғату уәкілін өту кезінде кішірек кедергіге ие болады, және де басқа дәнді
дақылдардың тұқымдарына қарағанда тезірек кептіріледі.
Гигроскопичность (дым тартқыштығы) - астықтардың сақтау және
құрғату тәртібін анықтайтын ең маңызды қасиеттерінің бірі. Күнбағыс
тұқымдарының капиллярлы - борқылдақ коллоидты денелерге тән академик
Л. А. Ребиндер классификациясына сәйкес бүкіл байланыстар химиялық,
физика -химиялық және механикалық болып бөлінеді. Тұқымдарды құрғату
процессінде олардың негізгі физикалық және химиялық қасиеттері сақталып
қалу керек, яғни химиялық байланысқан ылғалын жоюға болмайды.
Химикалық
және
адсорбциялы ылғалды байланысқан күнбағыс
тұқымдарының ылғалдылығы жиі критикалық деп аталады. Бұл ылғалдылық
өмірлік процесстерге қатыспайды, көптеген микроорганизмдер өз тіршілік
әрекетін сақтау қалуына қолданыла алмайды және сондықтан күнбағыс
тұқымдарын
сақтау процесінің табандылығына әсер етпейді. Демек,
тұқымдарды кептіру кезінде олардың ішінде басымырақ адсорбциялы
байланысқан су қалатындай етіп кептіру керек.
14
Күнбағыс тұқымдарының тепе - теңдік ылғалдылығы, яғни тұқымдар
ылғалды бермейтін және жұтпайтын кезіндегі ылғалдылығы, температураға,
майлылығына, салыстырмалы ылғалдылығына байланысты болады.
Майлы дақылдардың астық дақылдарымен барлық жағдайлары тең
болғанда тепе-теңдік ылғалдылығы 2 есе
аз болады. Бұл майлы
дақылдарының құрамында гидрофильді коллоидтардың аз болуы және май
мөлшерінің көп болуымен түсіндіріледі.
Тұқымдардың құрамындағы
майлылығы артқан сайын күнбағыстың тепе - теңдік ылғалдылығы азаяды,
өйткені майлылық артқан сайын гидрофильді заттегінің құрамы азаяды және
де сәйкесінше құрамында гидрофобты заттегі көбейеді.
1. 3
Тұқымдарды құрғату технологиясы
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz