16М30 маркалы метал кесетін станоктың электр жетегін MATLAB-та математикалық модельдеу, өтпелі сипаттамалар және қауіпсіздік-экономикалық талдау

1

2
3
4
Аннотация
В дипломном проекте рассматривается электропривод
металлорежущиего станка 16М30. Построена математическая модель
станка с помощью математической программы MATLAB. Также были
построены переходные харатеристики по моменту и по току.
В разделе безопасности жизнедеятельности рассматривается меры
соблюдения техники безопасности при использовании электропривода
металлорежущиего станка
(монтаж, ремонт и т. д. ),
действие
электростатического поля на организм человека и его нормирование,
рассчитывается вентиляция цеха.
А в экономической части рассматривается капитальные затраты,
экономическая эффективность, годовая затрата и расчеты технико -
экономической показатели.
5
Аnnotation
In the diploma project examines electric cutting machines and calculated
frequency converter Stank brand 16M30. The mathematical model of the drive
machine tools and model composed by a computer program MATLAB. With
this program schedules derived angular speed and transients.
In the section of health and life safety measures considered compliance
with safety regulations when using the electric metal cutting machines
(installation, repair, etc. ), the action of the electrostatic field on the human body
and its valuation is calculated ventilation plant.
And in the economic part is considered the capital costs, cost-
effectiveness, and the annual cost calculations substation technical and economic
indicators.
6
Аңдатпа
Бұл дипломдық жобада 16М30 маркалы темір кесетін станоктардың
электр жетегі қарастырылды. Осы аталған станоктын
MATLAB
математикалық бағдаралама бойынша үлгісі тұрғызылды. Сонымен қатар
момент және тоқ бойынша өтпелі процестері тұрғызылды .
Өміртіршілік қауіпсіздігі бөлімінде темір кесетін станоктың электр
жетегін қолдану кезіндегі (монтаж, жөндеу т. б. ) техника қауіпсіздігіне
талдау жасалды, электр зарядтарының адамға әсері, статикалық
электрленуден қорғану шаралары таңдалды, жөндеу цехындағы ауа
алмасуы және оның еселігіне есептеу қарастырылды.
Ал, экономикалық бөлімінде капиталды шығындар, экономикалық
тиімділік, электржабдықтың
жөндеуге және күтімге алуға шығындарды
анықтау, жылдық шығын және подстанцияның техникалық-экономикалық
көрсеткіштерінің есебі қарастырылды.
7
Мазмұны
Кіріспе
11
1
1. 1
1. 2
1. 3
1. 3. 1
1. 3. 2
1. 3. 3
1. 4
1. 5
1. 5. 1
1. 5. 2
1. 5. 3
1. 6
1. 7
2
2. 1
2. 2
2. 3
2. 4
2. 5
2. 6
2. 7
2. 8
3
3. 1
3. 2
3. 3
3. 4
3. 5
3. 6
3. 7
4
4. 1
4. 2
Темір кесетін станоктардың ЭЖ
Метал кесетін станоктың құрылымдық ерекшеліктері
Кесіп бөлетін станоктар
Жонатын станоктар
Вертикалды - бұрғылайтын станоктар
Сүргілейтін станоктар
Тегістеп кесетін станоктар
Ыңғайлы өндірістік жүйелер
Жан - жақтылығы бойынша станоктардың топтары
Нақтылығы бойынша станоктардың топтары
Автоматтандырылуы бойынша станоктардың топтары
Массалары бойынша станоктардың топтары
Станоктың негізгі техникалық сипаттамалары
16М30 метал, ағаш кесетін станок туралы қысқаша мәлімет
Күштік элемент схемаларын есептеу таңдау
Электржетек жүйелерінің негізделуі және таңдауы
Қозғалтқышты есептеу және таңдау
Қозғалтқыштың якорлық тізбегі үшін түрлендіргіш таңдау
Күштік трансформаторды есептеу және таңдау
Жаңарту тиристорларын таңдау және есептеу
Күштік тізбектің көрсеткіштерін есептеу
Жатықтауыш дроссельді есептеу
Қоздыру орамасының тиристорлық түрлендіргішін есептеу
Статикалық және динамикалық жүйесінің сипаттамасын
есептеу
Түрлендіргішті реттеу сипаттамасын құру және есептеу
Алшақ тұрған жүйенің ТП-Д статикалық сипаттамаларын
есептеу
Қайтымды байланыс көрсеткіштерін анықтау
Қайтымды кері таңбалы ТП-Д жүйесінің сипаттамаларын
тоқ қималары мен жылдамдықтары бойынша тұрғызу және
есептеу
Электржетегінің жинағын таңдау
Жетектің динамикалық сипаттарын есептеу
ТТ - Қ жүйесінің математикалық сипаттамасы
Өміртіршілік қауіпсіздігі бөлімі
Электр жетегін пайдалануда (монтаж, жөндеу т. б. ) техника
қауіпсіздігі
Электр зарядтарының адамға әсері. Статикалық
электрленуден қорғану шаралары
8
13
13
13
14
15
16
17
18
20
20
21
21
23
24
24
24
26
28
31
32
33
35
36
37
37
38
40
40
42
44
48
51
51
54
4. 3
5
5. 1
5. 2
5. 3
5. 4
5. 5
Жөндеу цехындағы ауа алмасуы және оның еселігіне есеп
жүргізу
Экономикалық бөлім
Жобаны әзірлеу мақсаттары
Подстанцияның техникалық-экономикалық
көрсеткіштерінің есебі
Жобаланатын вариант үшін капитал шығындарын анықтау
Жобаланатын вариант үшін тұтынушыдағы ағымдағы
жылдық шығындарды анықтау
Жобаланатын электржабдығын жөндеуге және күтімге
алуға шығындарды анықтау
Қорытынды
Пайдаланған әдебиеттер тізімі
9
56
61
61
61
66
66
69
71
72
Белгілеулер мен қысқартулар
СББ - сандық бағдарламалық басқару;
ТТҚ - тиристор түрлендір қозғалтқышы;
ЯТТ - якорлық тиристорлы түрлендіргіш;
ИФБЖ - импулсті - фазалық басқару жүйесі;
СҚ - сипаттамаларды қосқыш;
СЕБ - сызықты емес буын;
ФЭДС - фазалық электр қозғаушы күші;
ДН - бергіш электр қозғаушы күші;
М - электрқозғалтқыш;
ҚҚО - қозғалтқыштың қоздыру орамасы;
GN - тахогенератор;
АРТ - адаптивті реттегіш тоғы;
АРЖ - адаптивті реттегіш жылдамдығы;
АҚ - адаптивті қондырғы;
ВӨБ - вентиль өндіргішін бергіш;
ЛҚ - логикалық қондырғы;
ЯТБ - якорлық түрлендіргішке тоқ бергіш;
ҚТТ - қозғалтқышты тиристорлы түрлендіргіш;
ҚТБ - қоздырғышқа тоқ бергіш;
Н1, Н2, Н3, В1, В2, В3- кілттер;
ЭЕМ - электронды-есептеуіш машина;
ЭҚК - электр қозғаушы күш.
10
Кіріспе
Қазіргі
уақытта
үлкен
электрлендірудің
программасы
іске
асуыелімідің дамуына және қоғамның материалдық тұрмыс жағдайын
әлде қайда
көтерілуіне
әкеледі. Өндіріс орыңдарының барлық
салаларының электрлендірілуі қызметшілердің, жұмысшылардың еңбегін
жеңілдетуіне және физикалық тұрғыдан елеулі ерекшеліктеріне әкеледі.
Өндірістік . орындарды, . жалпы . механизмді . қазіргі . уақытта . бірде-
бір заводты, . бірде-бір фабриканы . онсыз . елестету . мүмкін . емес, . заман
. адам еңбегімен
. дами
. қатар
. қазіргі
. уақытта
. машинаға
. түрлі
. қозғалтқыш, электр . жетектері . қоңдырылып, . қолданып . отыр.
Өндірістік.
процесстердің және
қозғалтқыштардың
автоматтандырылуы,
басқарылуы, автоматты. регулирлеу. әдістерінің
жасалуы және күрделі автоматтандырылған
қайта өндірілуі өндірістің елеулі өсуіне әкелді.
Халқымыздың . жоғары, . сапалы . өніммен . қамтамасыз . етілуне
. арнайы метал . кескіш . станок . өндірістік . орындарда . кеңінен . таралып
. қазіргі таңда . қолданыста . орын . алды. Метал, . ағаш . кесетін, . жонатын
. 16М30 маркалы . станок түрін алып отырмыз. . Сандық . бағдарламалық
. басқару (СБД) . бірнеше . координат . бойынша . басқаруды . қамтамасыз
. етеді. Сол үшін
. оларды
. құралдың
. автоматты
. ауыстырмалы
. көпоперациялы станоктарда . және . қайта . өңдеу . бөлшектерінде . кеңінен
. қолданады.
Көпоперациялы
. станоктар
. арасында
. корпустық
. бөлшектерді . қайта өңдеу . үшін . арналған . станоктар . аса . көп . таралған.
16М30 . метал, . ағаш . жонатын . станок
. «Электроника-НН-31»
. сандық
бағдарламалы
. қамсыздандыру
. контурлы-позициялы
. құрылғымен жабдықталған. .
Бағытталатын . станиналар . кареткамен . (жылжымалы бөлік)
орындалады: . алдыңғысы - . призмалы, . артқысы - . түзу; . артқы . қыспақпен
(станоктық . егелетін . затты . қысып . ұстап . тұратын . тетік) . бағытталатын:
артқысы - . түзу, . алдыңғысы - . призмалы. . Кареткамен . бағытталу
суарылған. . Қысқа . бағананың . (тумба) . сол . жақ . үстіне . арт . жағынан
электрқозғалтқыштың . негізгі . жетегі . бекітіледі. . Диапазон . шегінде
шпендилдің . айналу . жиілігінің . өзгеруі . негізгі . жетектің (тұрақты тоқтағы
электрқозғалтқыш)
. айналу
. жиілігінің
. өзгеруінен
. жетеді.
Электрқозғалтқыштан . шпинделге . қайыс . белдікті . беру . қолданылады.
Салқындату . кесу . аймағында . кесуші . құралға . салқындататын
. сұйықты жіберуге . арналған, . өзіне . сорғышты . гидробакты . қосатын,
. кареткаға сұйықтықты . әкелу . механизмінен . және . мыс . жүйесінен . және
. резина құбырдан
. тұрады.
. Станок
. электрошкафтан
. және
. СББ
. құрылғысынан тұрады. . СББ - . сандық . бағдарламалы . басқару. . Электр
. жетекті . басқару УЧПУ . «Электроника НЦ-31» . арқылы . жүргізіледі.
Металл . кесетін . станоктардың . электржетегіне . қойылатын . талаптар
диалектика . ұстанымымен . үлгілененеді. . Бүгінгі . күні . кешегі өнеркәсіптік
11
құрылыс . станоктары . тозуы . мүмкін, . электржетектерге . қойылатын
талаптар . жаңа . техникалық . шешімдер . тудыруы, . жоғары . техникалық
көрсеткіштерді . талап . етуі . және . ертеректе . қосымша . болған . себепкер
шарттар . негізгі . шарт . болуы . мүмкін. Осылай, . металкесу . станоктарының
сандық . бағдарламалық . басқарумен (СББ) . дамуы . электржетектерге . жаңа
талаптар
. жинақтарын
. қойды
. және
. бірінші
. кезекте
. олардың
жылдамдық, . сенімділік . және . тұрақтылығын . басқару . аралығын . іске
асыруды . қойды.
12
1. Темір кесетін станоктардың ЭЖ
1. 1 Кесу құбылысының технологиялық артықшылықтары
Металл кесетін станок - пластикалық деформация немесе жону арқылы
металды өңдеуге арналған машина. Оны ұстаралық немесе абразивті
құралдардың көмегімен жүзеге асырады. Сонымен қатар, роликтармен
тегістеу үшін, өңдеуді детальдің беткі қабатын тегістеу арқылы жасайды.
Металл кесетін станоктарды тек қана металдарды ғана емес, мысалы
ағаштарды, текстолиттерді, капрондарды және пластикалық массалардыда
кесіп, өңдейді. Ал арнайы металл кесетін станоктар керамиканы, шыныларды
және басқада материалдарды да жонады.
Металл кесетін станоктар, кесетін инструмент арқылы заттың бетін
өңдеп - жонып басқа машиналардың бөлшектерін жасауға арналған. Көптеген
бөлшектер қазіргі заманға дейін адамдардың қолмен жасап келген заттарды,
металл кесетін станоктардың көмегімен жүзеге асырады. Олардың спектірі өте
үлкен - жонудан бастап компьютерленген және роботталған жүйелерге дейін
дамыған.
500 әр түрлі типтердегі металл кесетін станоктар кесетін
инструменттері бойынша аз дегенде он топқа бөлінген: бөлетін, жонатын,
кесетін, созатын, көппозициялы автоматтандырылған және т. б.
Кесетін инструменттің материалы өте қатты және мықты болуы керек,
өңделетін
материалға қарағанда.
Станок салазоктардан, шпиндерден,
винттерден және көлденең - қималық қозғалатын үстелдермен қамтамасыз
етілуі керек, ол бізге өңделетін заттың инструментке тәуелді орын ауыстыруы
үшін қажет. Қолмен басқарылатын станоктарда осындай орын ауытыруларды
оператор жүзеге асырады. Сандық бағдарламалаық басқарылатын станоктарда
заттың орынын компьютер жадында алдын - ала жазылған командалармен
ауыстырады. Бағдарлама жетектік механизмдерді косады және өшіреді,
мысалы электрқозғалтқыштары және гидроцилиндірлерде өңделетін заттың
орны автоматты түрде реттеліп отырады.
1. 2 Кесіп бөлетін станоктар
Кесіп бөлетін станоктар біліктерді, бұрыштарды кесіп бөлуге арналған.
Бұл жерде кесетін инструмент ретінде сегментті дисктік ара, абразивті
дисктер және пышақтық жолақтар жұмыс жасайды. Негізгі қозғалысты -
дисктің айналуы жасайды, ал қайтып- келу қозғалысын пышақтық жолақ
жасайды. Автоматты кесетін станоктар әр түрлі жылдамдықтарда жұмыс
жасайды, олар екікоординатты басқарылатын жұмыс үстелінде өңделетін
заттың периодикалық беріліп тұруын қамтамасыздандырады.
Бұрғылау станоктары, станоктардың ішіндегі ең көп тараған түрі болып
саналады. Тағайындалуы - тесіктерді өңдеп және бұрғылайды., оның негзгі
қозғалысы кесетін инструменттің айналуы. Бұрғы қодық және автоматтық
13
болып бөлінеді, айналуды қамтамсыз етеді және тесіктің диаметіріне қарай
шпиндельдің айналу жиілігі тұрақты немесе айнымалы болып келеді.
Вертикалды - бұрғылайтын станок - ол ең қарапайым металл кесетін
станок болып саналады. Бұрғының берілуі қолмен немесе автоматты түрде
жүзеге асады.
Ең қолданысқа ие болатын бұрғылау станоктары жұмыс үстелімен
жабдықталады, сонымен қатар СББ құрылғысы болады, ол бізге бұрғының
басын автоматты түрде ауыстырып тұру үшін қажет. Көпшпиндельді
станоктар болады олар бірнеше бұрғылармен бірдей жұмыс жасай алады.
Қайрақты станоктар.
Бұл станоктың негзігі қозғалысын өңделетін
заттың айналуы жасайды, ал кесетін құрылғы қозғалмайтын станда
орнатылады. Кескіш шпиндель осі бойынша көлденең немесе бойлай
бағытталады.
Сурет - 1. 1 - 16М30 темір кестін станоктың үлгісі
Фрезерлік станоктар. Бұл станоктар жан - жақты көпұстаралы кесетін
құрылғысы бар станоктар, яғни фрезер. Вертикалды - фрезерлік станоктардың
шпиндельдері, вертикалды болып орналасады, көп жағдайларда өңделетін
затқа бұрышпен келіп орнатылады. Үстелдің қозғалысын қолмен жасайды
немесе механикалық жетек көмегімен жасайды.
1. 3 Жонатын станоктар
Осындай станоктар шлифтайтын шеңбер арқылы, детальдарды өте
жоғары нақтылықпен және тазалықпен жасайды.
14

Өңделетін деталь станоктык үстелде орнатылып, әр түрлі бағыттарда
микромерикалық винттардың көмегімен орнын ауыстырады.
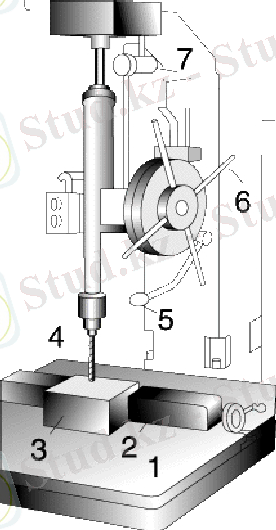
1. 3. 1 Вертикалды - бұрғылайтын станоктар
Ең көп тараған қарпайым станоктардың түрі. Бұрғыны автоматты түрде
немесе қолмен беріледі. Үстел вертикалды орын ауыстырады (ал енді кейбір
үлгілерде радиус бойынша беріледі) .
1 - үстел; 2 - тиски; 3 - деталь; 4 - бұрғы; 5 - автоматты беріліс; 6 -
қолмен беру; 7 - берілісті ауыстыру
Сурет 1. 2 - Вертикалды - бұрғылайтын станоктар
Схемада типті спиральді бұрғымен массивті заттың - бетіне ойық
жасайды. Бұрғылау станоктары жұмыс үстелімен және сырғанағыштарымен
15
жабдықталады, олар бір біріне тура тік бұрыш болып орындарын
ауыстырады, сонымен қатар бұрғыны автоматты түрде ауыстырып тұру үшін
және оны беріп тұру үшін СТҚ жасалады. Көпшпиндельді бұрғылау
станоктары болады, олар бірнеше
бұрғының бірге жұмыс жасауын
қамтамасыз етеді.
1. 3. 2 Сүргілейтін станоктар
Сүргілейтін станоктардың негізгі қозғалысын дайындалатын зат
жасайды немесе айналып тұрады, ал кесетін құрылғылар қозғалмайтын станға
бекітіледі. Кесетін
құрылғы шпиндель бойымен көлденең немесе бойлай
орын аустырады. Дайындалатын зат шпиндель патронына немесе алдыңғы
немесе артқы қысып ұстап тұратын тетігінің ортасында орнатылады.
Берілістің жылдамдығын автоматты түрде немесе қолмен жасап тұруға
болады. Дайындалатын затты жасағанда, оның жылдамдығын кесудің
режимдеріне қарай, үлкен шектерде реттеуге болады.
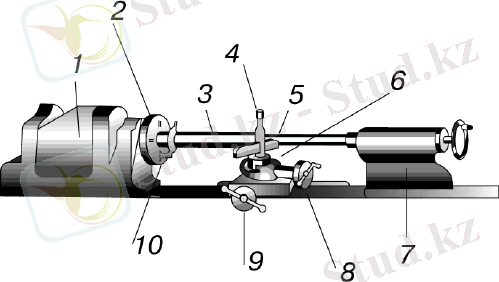
1 - алдында тұратын қыспақ; 2 - планшайба; 3 - деталь (білік) ; 4 -
кескішқұралды ұстап тұратын бекітінді; 5 - кесетін құрал; 6 - суппорт; 7 -
артында тұратын қыспақ; 8 - бөліп тұратын ілгіш; 9 - көлденең беру; 10 -
бұранданы ұстап тұратын бекітнді.
Сурет 1. 3 - Жан - жақты бұранда кесетін станок
Мұндай станоктар станоктык парктердің негізін қалайды. Кескіш құрал
бұрылып тұратын бекітінге орнатылып, аудандардың беттерін көлденең
немесе бойлай жонып отырады. Бұрылғы станоктары әр түрлі болады,
өлшемдері және типтеріде әртүрлі. Бұрандалы-револьверді станок, біркелкі
детальдарды дайындау үшін қолданылады, бұрылып тұратын суппортта ол
бірнеше кесетін құралдармен жабдықталған. Мұндай станоктардың жұмыс
16
үстелдері дайындалатын затпен бірге бұрылып тұрады, ал кесетін құралдары
заттың шетінен немесе бойынан беріліп тұрады.
1. 3. 3 Тегістеп кесетін станоктар
Тегістеп кесетін станоктар. Ол жан - жақты станок болып саналады,
оның бірнеше кесетн ұстарасы болады; негізгі қозғалысы - айналып тұратын
кескіштер (фреза) . Вертикалды- кескішті станоктарда кескішті ұстап тұратын
шпиндель көп жағдайларда дайындалатын затқа вертикалды орналасады.
Горизонталды- тегістеп кесетін станоктар, біліктегі шпонолық канавка
арқылы жұмыс жасайды. Сол қолмен жұмысшы детальмен біргі үстелді
бойлай береді, ал оң қолмен - вертикалды береді. Екі жағдайдада заттың
берілуін автоматты түрде жасауға болады.
СБҚ бар станоктарда үстелдің орынауыстыруы және шпинделдің
жылдамдығы автоматты түрде жасалды. СБҚ бар станоктар үшөлшемді
аудандарды үлкен нақтылықпен және тазалықпен жасайды
Жонатын станоктар. Мұндай станоктар жонатын шеңбер шпинделімен
қозғалыс жасайды, олар детальдарды жоғары нақтылықпен орындайды.
Өңделетін деталь станоктық үстелде бекітіледі, оларды микрометрикалық
винттер арқылы әр түрлі бағыттарды орын ауыстырады.
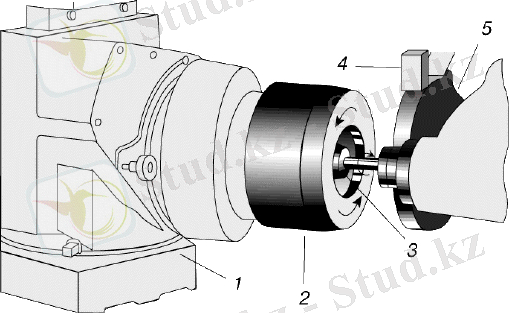
1 - детальді бекітпе; 2 - деталь; 3 - ішкі детальді шеңбер; 4 - шаңды
сору; 5 - ішкі детальді шеңбер.
Сурет 1. 4 - Горизонталды- тегістеп кесетін станоктар
Сыртқы және ішкі жонатын шеңберлері бар. Суретте болаттан
жасалатын детальді жону көрсетілген. Детальді қыстырып тұратын бекітпе кез
- келген бұрышта жонуды жасай алады. Жасалатын деталь және жонатын
шеңбер бір - біріне қарама - қарсы бағытта айналады. Тегіс беттерді жонатын
17
тегісжонатын станоктар үстелдің үстімен горизонтальді айналып тұрады,
оған өңделетін деталь. Жылдам кері - қайтымды үстел және баяу көлденең
детальді беру заттың бетін өте жоғары нақтылықпен жасалуын қамтамасыз
етеді. Цилиндртегістеуші станоктар бұрғылайтын станоктарға ұқсас келеді.
Жасалатын деталь айналып тұрады, тез пайда болған шеңбер арқылы сыртқы
және ішкі цилиндірлік аудан арқылы контактіге ие болады, кей жағдайларда
екі беттіде өңдейтін екі шеңбер қолданылады. Ортасыжоқ тегістейтін
станоктар болаттық біліктерді және құбырладың беттерін жоғары
нақтылықпен өңдеуге арналған. Фасондық тегістеу дегеніміз тегістейтін
шеңбер арқылы күрделі беттерді өңдеуді айтамыз, мысалы сфералық.
1. 4 . Ыңғайлы . өндірістік . жүйелер
Ыңғайлы . өндірістік . жүйе . дегеніміз, . бір . затты . бірге . бірнеше
станоктардың . жасап . шығаруын . айтамыз. . Мысалы, . топ . затты . жасау . үшін,
автомобильдің
. детальдарын,
. арнайыландырылған
. өндірістік
. жүйелер
жасалады, . оларды . біз . автоматтық . желілер . деп . айтамыз. . Мұндай . желі
бірнеше . станоктардан . тұрады (жонатын, . бұрғылайтын, . кесетін), олар бір -
бірімен . тізбектеліп . орналасқан, . деталь . бір - . станоктан . екінші . станокка
беріліп . отырады.
Кешендік
. механизацияның
. негізін
. СБҚ
. станоктар,
. өндірістік
роботтар, . құрайды. Осылардың . негізінде . ыңғайлы . өндірістік . жүйелер
құралады. . Мысалы . дизельдік . қозғалтқыштардың . . цинлиндірлерін . жасау
үшін, . оны . 5 . тен . 100 . әр . түрлі . өлшемде . жасайды, . сонымен . қатар . олар
бейберекет . келіп . түсіп . отырады.
Кесу . жылдамдығы, . м/мин, . мына . формуламен . есептеледі:
ν = 9, 55π d И ω И = 30 d И ω И ,
(1. 1)
мұндағы d . өңдеу . диаметрі,
ω и − . өнімнің . бұрыштық. жыламдығы, . рад/с.
Аналогиялық . кейіптемелер . бойынша. F ν . және Fx . күштері есептелінеді,
оларды . Fx ≈ 0, 4Fz . және. Fy ≈ 0, 3 Fz . тең . деп . аламыз.
Кесу . күшін . есептеу . эмпирикалық . кейіптеме . бойынша . анықталады:
Fz = CF ⋅ tp xF ⋅ s yF ⋅ν n,
(1. 2)
мұндағы C F . кесудің . материалын . және . токарлы . өңдеу . түрін . және
кесілуін . сипаттайтын . еселеуіш;
xF , y F , n − дәреже . көрсеткіштері.
Өңдеу . көрсеткіші . өзара . эмпирикалық . кейіптемесімен . байланысты:
18
ν =
С ν
Т т ⋅ tp x ν ⋅ s y ν
,
(1. 3)
мұндағы C ν − . өңдеудің . түрін . және . шартын, . сонымен . бірге . өнімнің
және . кесудің . материалын . сипаттаушы . еселеуіш;
s − . беру, мм/айн;
t p − . кесу . тереңдігі, мм;
Т -. тұрақтылық, . мин;
x ν, y ν, m − . өңделетін . металдың, . кесу. материалының . және өңдеу
. түрінің . құрамынан . тұратын . дәреже . көрсеткіштері.
Құралдың . кесілетін . кромкасына . қойылған . жоңқаны . кескен . кезде F
күші . пайда . болады, . . ол . үш . құраушыға . бөлінуі мүмкін:
F = Fz 2 + Fy 2 + Fx 2,
(1. 4)
мұндағы Fz -. негізгі. қозғалыстың. траекториясының. бағытына. әсер
ететін . жанама . күш, . станок . шпинделімен . еңсерілген . және . кесу . күші;
Fy -. өңделген . бетке . қалыпты . әсер . ететін . және . суппортта
қысым . тудыратын . радиалды . күш;
Fx . -. әсер . ететін . осьтік . күш. . Беру . жылдамдығы . кесу
жылдамдығынан . қаншалықты . төмен . болса, . беру . қуаты . кесу . қуатынан
соншалықты . төмен . болады . және . салыстырмалы . 1 - 0, 1% . құрайды.
Берудің . тетігіне . қарай . әсер . ететін . Fn күші . өзінің . беру
. күшінде. Fx және. Fy . күштерінің . әсерінен . үйкеліс . күші . арқасында
. бағытталушыларға тудыратын . құраушылар . бар.
Fn = Fx + μ (Fz + Fy ) .
Кесу . қуаты . келесі . формуламен . аңықталады, . кВт:
(1. 5)
Pz =
Fz ν
60
⋅ 10 −3.
(1. 6)
Беру . қуаты . келесі . формуламен . аңықталады, кВт:
Pn =
Fn ν n
60
⋅ 10 − 3 = n
2 π
⋅ 10 − 6.
(1. 7)
Металл кесетін станоктарды түрлеріне қарай әр топқа бөлуге болады,
кесетін инструменттің өңдеуі және компоновкасына қарай. Шығарылатын
серияларына қарай олар тоғыз топқа бөлінген, әр топта тоғыз типтен
қарастырылады.
Типтері бірдей станоктар компоновкалары бойынша ерекшеленеді
(мысалы, фрезерлік жан - жақты, горизонтальды, вертикалды), кинематика
19
бойынша қозғалысты қамтамасыз етіп тұратын буындардың жиынтығымен,
басқару жүйелері бойынша, өлшемдерібойынша, өңдеу
нақтылықтарыбойынша және т. б.
Стандарт бойынша негізгіөлшемдер жасалған, олар станоктардың әр
типін сипаттайды. Жонып кесетін және шеңбер етіп кесетін станоктар үшін,
өңделетін заттың еңүлкен диаметрі қажет, ал фрезерлік станоктар үшін
үстелдің ені мен ұзындығы ескеріледі, көлденің - өңдейтін станоктар кесетін
ұстарасының ең үлкен жүрісі ескеріледі.
Типтері бірдей станоктардың мысалы компоновкасы, кинематикасы
және құрыстары бірдей олардың өлшемдік реттері бірдейболады. Өйткені
стандарт бойынша олардың өлшемдерібірдей болады. Тістіккесетін станоктар
он екі өлшемге бөлінген, 80 мм ден 12, 5 м дейін.
Өңдеу шарттарына қарай жобаланған әр өлшемді станоктардың
құрылысы үлгіболып есептеледі. Әр үлгі үшін өзінің шифрі беріледі - ол
бірнеше саннан және әріптерден тұрады. Бірінші саны станоктың тобын
білдіреді, екншісі станоктың типін, ал үшінші және төртінші сандары
станоктың негізгі өлшемдерін білдіреді. Мысалы, 16К20 үлгісісн қарастырсақ,
жонатын - винттік кесетін станок, винттік кесетін өңделетін заттың ең үлкен
диаметрі 400 мм. Екіншіжәне үшінші сандардың арасында тұрған әріп негізгі
базалық үлгісін білдіреді.
1. 5 Жан - жақтылығы бойынша станоктардың топтары
Келесідей станоктар болады - өлшемдері бойынша үлкен айырмашылық
бойынша қолдану. Осындай станоктар әр түрлі технологиялық операциялар
бойынша бөлінген:
1)
Арнайыландырылған, бір типті станоктарға арналған,
мысалы, корпустық детальдарды, өлшемдері әр түрлі болып келетін
сатылық біліктерді дайындайтын;
2)
Аранайы, өлшемі бойынша оншада айырмашылығы жоқ бір
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz