Нан өндірісіндегі A2-ХТБ үздіксіз қамыр илеу машинасының жұмыс органын жетілдіру

МАЗМҰНЫ
1. Әдебиеттерге шолу
1. 1 Нан зауытындағы нан өндіру және оның принципиалдық сұлбасы
1. 2 Қамыр илеу процесінің жалпы түсіндірмесі
12
14
1. 3 Қамырилеу жабдықтарын сұрыптау
1. 4 Қамыр илеу машинасының классификациясы
17
33
2. 1 Қамырилеу жабдығының қызметі
2. 2 А2-ХТБ қамыр илеу машинасының жұмыс істеу принципі және принципиалдық сұлбасы
2. 3 А2-ХТБ қамыр илеу машинасының дежасы
34
35
40
4. 4 Майлау және күтімі
4. 5 Машинаны жұмысқа дайындау
62
64
НОРМАТИВТІК СІЛТЕМЕЛЕР
МЕМСТ С9147-80 Лабораториялық ыдыстар мен қондырғылар. Шынылы фарфорлы. Техникалық жағдайлар.
МЕМСТ 7631-85 Сапаны бағалаудың органолептикалық көрсеткіштері.
МЕМСТ 7636-85 Сынама алу әдістері. Сынаманы зерттеуге дайындау.
МЕМСТ 5667-65 Нанның органолептикалық көрсеткіштерін анықтау әдістері.
МЕМСТ 21094-75 Нанның физико-химиялық көрсеткіштерін анықтау әдістері.
МЕМСТ 5670-96 Нанның қышқылдылығын анықтау әдістері.
МЕМСТ 5669-96 Нанның ылғалдылығын анықтау әдістері.
МЕМСТ 171-81 Наубайханалық тығыздалған ашытқы. Техникалық талаптар.
МЕМСТ 2077-84 Қара бидай, қара бидай-бидай және бидай-қара бидай наны. Техникалық талаптар. .
МЕМСТ 23285-78 тағамдық өнімдер үшін тасымалдау пакеттері және шыны ыдыстар. Техникалық жағдайлар.
МЕСТ 28620-90 «Қамыр өнімдері. Жалпы техникалық шарттар»
МЕСТ12. 2. 003 -74 Өндірістік қондырғылар жалпы қауіпсіздік талаптар
МЕСТ 12. 1. 013-78 Электроэнергия талаптары
ҚНжЕ 11-В-62 Құрылыс нормалары мен ережелері
МЕСТ Р 51074-2003 «Азық-түлік тағамдары. Тұтынушыға мәлімет. Жалпы қажеттілік»
АНЫҚТАМАЛАР
Машина дегеніміз - белгілі бір жұмысты атқаратын неме-се бір энергия түрін екінші түрге айналдыратын механизмдер жиынтығы.
Машинаның қозғау көзі дегеніміз - технологиялық жаб-дықтың беру, атқару механизмдерін қозғауға арналған құрылым.
Атқару механизмдер - машинадағы негізгі технологиялық процесті орындайтын механизмдер.
Беріліс механизмі - электрқозғаушы біліктің айналысын жұмыс органының білігіне беретін механикалық құрылғыны атайды. Берілістегі айналымды басқа білікке беретін білікті жетекші, ал қозғалысты қабылдайтын білікті жетектегі білікдеп атайды.
Берілістің беріліс саны дегеніміз - дөңгелек тістерінің тістегеріш тістеріне, айналым жиіліктерін, диаметрлеріне және бұрыштық жылдамдықтарына қатынасы.
Таспалы беріліс - екі шкив бойымен оралған таспа арқылы жасалынады.
Үйкелісті берілістер - қозғалыс бір дөңгелектен екіншісіне үйкеліс күші арқылы беріледі. Ең қарапайым берілістерде айналыс бір біліктен екінші білікке сол біліктер-ге кигізілген дискілердің аралығында болатын үйкеліс күші арқылы беріледі.
Орамтісті беріліс - орам тістен және орам тісті дөңгелек тұрады, цилиндрлі білікке кесілген оймалы бұрандалы болады.
Шынжырлы беріліс - қашықтықта параллель орналасқан екі біліктің бірінен екіншісіне айналыс беру үшін қолданылады.
Машина циклі - өнімді өңдеуге кететін толық уақытты атайды (Т м ) . Ол цикл технологиялық (Т т ) және жұмысшы (Т ж ) болып екіге бөлінеді.
Технологиялық цикл - технологиялық процеске байланысты өнімнің машинадағы толық өңделу уақытын атаймыз.
Жұмысшы цикл - машинаның дайын өнімді шығару уақыты.
Maшинaлaрдың өнiмділiгi - белгiлi бiр уaқыт iшiнде мaшинaдa өңделiнiп шығaрылaтын өнiмнiң мөлшерi.
Теориялық өнімділікдегеніміз - машинадан тұрақты ре-жимде, белгілі уақыт ішінде, үздіксіз шығарылатын өнімнің мөлшері.
Қамыр илеу процесі - шикізатты (ұн, су, ашытқы қамыр, тұз, шекер, ұн және басқа да құрамдастар) біртекті қоспаға араластыру, осы қоспаға қажетті құрылымдық-механикалық қасиеттер беру, оны ауамен қанықтыру және осылайша келесі технологиялық операциялар үшін қолайлы жағдайлар құрудан тұрады.
Қамыр илейтін машиналар - қамырға керекті компоненттерді біркелкі күйге келгенше араластырып, қамырдың физико-механикалық қасиеттерін керекті жағдайға жеткізуге арналған жабдықтар.
Үздіксіз жұмыс істейтін қамыр илеу машиналары - сыйымдылығы тұрақты жабдықтар.
Периодты жұмыс істейтін қамыр илеу машиналары - сыйымдылығы ауыстырымды жабдықтар.
Пресстелген ашытқы - жасушаларының жиналуымен ерекшеленеді. Пресстелген ашытқыны 0-4°C температурада сақтауды қажет етеді. Осындай жағдайда ашытқы 12 тәулік сақталады.
Бөлу - ашыған қамырды ары қарай өңдеудің операциялар қатарын көрсетеді. Бидай ұнынан жасалған қамыр бөліктерге бөлінеді, содан кейін домалақтап оларды алдын-ала тындырады, белгілі бір өнімнің түрінде қалыпталады, да пісіру үшін пешке салынады.
Сұлба - машинада немесе механизмде негізгі немесе қосалқы функцияларды орындайтын элементтер мен байланыстардың жиынтыгын көрсететін масштабсыз сызба.
ҚЫСҚАРТУЛАР МЕН БЕЛГІЛЕУЛЕР
Бұл есепте келесі қысқартулар мен белгілеулер пайдаланылды
ЖШС-Жауапкершілігі шектеулі с еріктестік
кг-киллограмм
т-тонна
л- литр
мл - миллилитр
кВт-киловатт
Дж- джоуль
ТИ - технологиялық инструкция
МЕСТ - мемлекеттік стандарт
Сағ - сағат
м - метр
Па - Паскаль
Вт - Ватт
кДж - кило Джоуль
кДж/кг - килоДжоуль/килограмм
кг/сағ - килограмм/сағат
кг/сек - килограмм/секунд
меб/ауыс - мың еселік банка/ауысым
мм - миллиметр
% - пайыз
°С - градус
кПа - кило Паскаль
ф. б. - физикалық банка
кг/т - килограмм/тонна
мин - минут
D - диаметр
см - сантиметр
т. б. - тағы басқа
т. c. с. - тағы сол сияқты
АНДАТПА
Дипломдық жұмыс "Нан өндіру жүйесіндегі үздікті қамыр илеу машинасының жұмыс органын жетілдіру"тақырыбына арналған.
Жұмыс А3 форматқа сызылған 3-сызбадан, графикалық бөлім болып саналатын сонымен қатар 78 бетте жазылған есептеу-түсініктеме хаттамасы бөлімінен тұрады.
Дипломдық жұмыстың есептеу-түсiнiктеме хаттама жазбасы келесi бөлiмдерден тұрады: кіріспеден, бұл бөлімде нан өндiрiсiнің қазiргi ғылыми және техникалық аухалы айтылған; әдебиеттерге шолу, бұл бөлімде нан өндiрiсiнде қолданылатын жабдықтарға сұрыптау жүргізіліп, әр жадық түріне жеке-жеке түсініктеме берілген; техникалық бөлімнен, бұл бөлімде нан өндірісінде қолданылатын негiзгi жабдықтардың бірі А2-ХТБ жабдығының қызметі, құрылысы және жұмыс істеу принциптеріне зерттеу жүргiзiлген; есептеу бөлімі, бұл бөлімде жабдықтың қолдануын теория жүзінде дәлелдейтін есептеулер келтiрiлген; жетілдіру бөлімінде А2-ХТБ ұамыр илеу машинасының илеу органына өзгерту енгізіліп толық зерттелді; еңбек қауіпсіздігі және экологиялық бөлiмдер, бұл бөлімдерде негізгі еңбек қауiпсiздiк ережелері және жобаның қоршаған ортаға экологиялық әсерін анықтайтын жағдайлар қарастырылған.
КІРІСПЕ
Қазақстанда қазіргі уақытта Республикамыздың өнеркәсіптік - экономикалық жиынтығының алдыңғы қатарынан орын алып жатқан тамақ өнеркәсібі ерекше дамуда. Өнімнің сапасы жоғарылап, оның түрлері көбеюде. Бұл саланың ойдағыдай дамуына шетелдік тауарлармен бәсекеде болуы үшін тамақ өнімдерінің жоғары сапалы өнімін және түрлерін шығаруымыз қажет.
Көптеген тамақ кәсіпорындарында қолданылатын жабдықтардың басым бөлігі қазіргі талаптарға жауап бермейді, сондықтан бұл шешімді шешу үшін энергия шығынын төмендете отырып, оның өнімділігін ұлғайтып және түрлерін кеңейтетін, сапасының жоғарылауына мүмкіндік туғызатын қазіргі тамақ кәсіпорындары өндірісін модернизацияланған және жаңа жаңартылған жабдықтармен техникалық қайта құру қажет [1] .
Жаңа машиналарды және басқа да жабдықтарды зерттеу кезінде, өндірістік үдерістерді толығымен механикаландырып және автоматтандыруға мүмкіндік туғызатын, ағымдағы желілермен олардың қосылуына мүмкін болатын жағдайларын қарастыру қажет. Өндірістерді қазіргі заманауи шетелдік, бағасы қымбат техникалармен жаңартқанша, тамақ кәсіпорындары үшін құрастыру құрылымын зерттеп, жекеменшік машиналар мен аппараттарды шығаруға бағдар жасау керек.
Тамақ өнімдері өндірісіндегі техникалық үдерістердің жалпы жиынтығында тамақ массасын араластыру және сығымдау үдерістері аса маңызды орын алады. Бұл көптеген жерде дайын өнімнің сапасы мен өнімділігін анықтайды. Жабдықтардың жұмысшы органдары тамақ массасына механикалық әсер ету арқылы, көбінесе өнімнің соңғы сапасын анықтайтын мұнда құрылымдық өзгерулер өтіп жатады.
Технологиялық жабдықтардың сан алуан түріне байланысты, сонымен қатар шикізаттар, жартылай фабрикаттар мен дайын өнімдердің алуан түрлілігіне байланысты, тамақ массасының реологиясы мен машиналарды құрастыру теориясында көптеген мәселелер әлі шешілмей келе жатыр. Сонымен қатар араластыру және мөлшерлеу үдерістері толық зерттелмеген, нан пісіру және кондитер кәсіпорындары жартылай фабрикаттардың көптеген түрлерінің физика-механикалық құрылымы зерттелмеген. Араластыру мен сығымдау үдерістерін жетілдіру үшін осы көрсетілген үдерістердің негізгі теориялық даму барысы, тамақ кәсіпорындарында алынған нәтижелердің тәжірибе жүзінде пайдалануы орындалған жұмыстың өзектілігін куәландырады.
Дипломдық жұмыстың мақсаты: Нан өндірісі жайында толық зерттеу жүргізу, яғни нан өндірісінде пайдаланылатын шикізаттардың түрлері, оларды өндіру технологиясы, өндәркәсте пайдаланылатын технологиялық машиналарды зерттеу, еңбекті қорғау, өндірістік санитария және т. б. мәліметтер жинау болып табылады. Бұл дипломдық жұмыста үздікті қамыр илеу машинасынның құрлысын, түрлерін, материялдарын, жұмсалатын энергия шығынын зерттеу, жұмысына қажетті материалдар жинақтау. Қамыр илеу машинасынның құрлысы және жұмыс істеу принцпінне талдау жасау. Тәжірбие барысында нан өндіру жүйесіндегі үздікті А2-ХТБ қамырилеу машинасының жұмыс оргындарын жетілдіру және сапа көрсеткіштеріне талдау жасау. Зерттеу ЖШС «Алматынан» нан -тоқаш комбинатында өтті.
Зерттеу объектісі: Зерттеудің объектісі болып ЖШС «Алматынан» нан - тоқаш комбинатындағы А2-ХТБ маркалы қамыр илеу машинасының жұмысын зерттеу және нан өндіру жүйесіндегі қамыр илеу машинасының жұмыс органын жетілдіру болып табылады.
Осы мақсатқа жету үшін келесі міндеттер орындалу керек:
1. Қамыр илеу жабдықтарын сұрыптау
2. Қамыр илеу жабдығының қызметі
3. Машинаның құрылысы және жұмыс істеу принципі
4. Қамыр илеу машинасының есебі
5. Қамыр илеуге кететін энергия шығыны
6. Қамыр илеу машинасының өнімділігі
7. Нан өндіру жүйесіндегі А2-ХТБ қамыр илеу машинасының жұмыс органын жетілдіру және өнімділігін есептеу.
8. Тәжірбиені қорытындылау;
НЕГІЗГІ БӨЛІМ
- Әдебиеттерге шолу
1. 1 Нан зауытындағы нан өндіру және онаң принципиалдық сұлбасы
Нан өндірісінің негізгі шикізат болып ұн, су, тұз, ащытқы, ал қосалқы - бірқатар өнімдер (қант, май, жұмыртқа және басқалар) болып табылады. Бұл өнімдерді сақтау үшін наубайхана кәсіпорындарында арнайы қоймалар, ал шикізатты ауыстыру үшін - әртүрлі тасымалдау құрылғылары бар.
Ұнды нан заводтарына 7 . . . 8 тоннаға дейін ұн қабылдайтын ұн тасу көліктерінде жеткізеді. Ұн тасу көлігін автомобиль таразыларында өлшейді және түсіруге береді. Ұнды пневматикалық түсіру үшін ұн тасу көлігі ауа компрессорымен және қабылдау қалқанына қосу үшін иілгіш түтікпен жабдықталған. Ұн тасу көлігінің сыйымдылығынан ұнды қысым астында құбырлар бойынша сүрлеуге сақтауға тиейді.
Қосымша шикізат-ерітіндіні тұздарды және ащытқы эмульсияларын және сыйымдылықтарында сақтайды.
Ұнды елеу. Бұл кезде ұнды өзі тазалап қозғалмайтын елегіш тік елгезер болады. Бір уақытта - аэрациялап, елеп, тазалап және елгезер өздігінен тазаланады.
Суды даярлау. Суды жылытуда және мөлшерлеуде бак-жылытқыш қондырғысымен және температураны реттегіш-дозатор, сумен қамтамасыз етуде қолданамыз.
Тұзды, қантты, нан пісіргішті, ашытқы және маргарин дайындау. Қантты, тұзды, наубай жақсарушыларын арнайы мешокта салып поддонда сақтайды. Ашытқы мен маргарин суытқышта сақталады. Қосымша қосылатын ингредиенттер қолмен өлшеніп қосылады. Қант пен тұзды, ашытқыны сумен араластыру полэтиленді шелекте қолмен араластырылады.
Майда бөлшекті бөлке бұйымдарын пісіргендегі процестің сипаттамасы.
Негізгі операциялар мен жабдықтарға қысқаша сипаттамалар. Қамырды илеу кезеңі. Бұл кезеңде нан илейтін жабдық жылжитын кеспектің (дежа подкатная) периодты әсермен келуі.
Бұл машина қамырдың жете иленуіне, технологиялық талабына сай, қамыр сығымдаштыларын орнатуда, тұрақты кеспек бар жабдықтары, қамырдың бiр жағынан жiберуi үшiн пайдаланылады.
Қамырды бөлу кезеңі. Қамырды бөлу кезеңінде қамырды құлақты домалата бөлетін машинасын қолданады және ол жұмыс барысында қарапайым конструкциялы және қауіпсіз, қамырдың салмағына қарай бөледі.
Қамырды дөңгелектеу кезеңі. Бұл кезеңде қамырды дайындауда домалақтайтын машинаның конусты түрін қолданамыз. Қамырды дайындауда батонға ұқсас және ұсақ-талдауда кең ауқымды салмақта өңдейді.
Қосымша қайта илеу кезеңі. Бұл кезеңде шкаф қосымша екi шынжырлы әлпеншектiк тiзбектi тасымалмен жүргізіледі.
Қамырды қалыптау кезеңі. Бұл кезеңде қамырды қалыптауда арнайы ленталы түрлі жабдықтың (машина) тесілген жалпақ парақтарына дайын дамаларды қалайды.
Күйін бұзудағы кезеңнің аяқталу кезеңі. Бұл кезеңде арнайы күйін бұзуда камера сияқты шкаф қолданылады, системасы автоматты температура мен ылғалдылықты қалыпқа келтіріп отырады. Сапасына қарай бұл шкафта арба сөрелермен қолданылады. Шкафта автономды және электрлі жылытқышы бар, ауаны реттеп тұратын желдеткішті, будың дымқылдануы булы генератормен төрт қашықтықтағы камерасы қолданылады.
Нан пісіру- бұл процесс жылу ауысқыш агрегатты өзгерумен және қамырдағы коллоидты бұйымдардың құрылымы, араластыру мен ылғал жіберумен аяқталады. Пісіргенде камерада қамырға жылу берілуде, булы газдан орталығынан пісіру камерасымен анықталып отырады.
Нан зауытындағы нан дайындаудың принципиалдық сұлбасы 1. 1 - суретте көрсетілген.
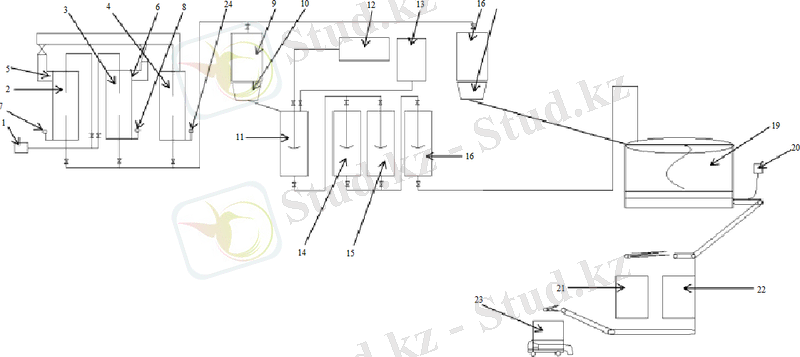
1 - иілгіш құбыршек; 2, 3, 4 - силос; 5, 6 - шаң тазартқыш фильтр; 7, 8, 24 - электронды таразылар; 9, 16 - ұн мөлшерлеуіші; 10, 17 - елеу; 11, 14, 15, 16 - күбі; 12 - су резервуары; 19 - қамыр илеу машинасы; 20 - басқару құралы; 21, 22 - дайын қамыр салатын бункер; 23 - қамырды төсеп - бөлу машинасы.
Сурет 1. 1 - Нан дайындаудың принципиалдық сұлбасы
Нан зауытына ұн тасушы машинамен 7 - 8т ұнды алып келіп босатуға дайындайды. Пневматикалық жолмен ұнды босату үшін ұн тасушы машина ауалы компрессор және қабылдаушы қалқаншамен иілгіш құбыршекке - 1 қосылады. Ұн тасушы машина сыйымдылығындағы ұнды қысым арқылы құбыршектен силостарға - 2, 3 сақтау үшін 30 тоннаға дейін ұн жүктелінеді, сәйкесінше 30 тонна силостың максималды массасы болып табылады. Силостардың массасы электронды таразыларда - 7, 8, 24 көрсетіледі. Жүктеу кезекпен жүреді яғни 2 - силосқа жүктейтін кезде клапан ашылады, сәйкесінше 3 - силос клапаны жабық күйде болады. Ал силостарға жүктелу кезінде ұннан шыққын шаңды фильтр - 5, 6 сорып алып келесі фильтрленген ұн силосына жүктейді. Пайда болған ұн шаңдары жиналып ұнға айналады-4.
Ашытқы дайындау процесінің түсініктемесі. Силостардағы ұн, ашыту бөліміндегі ұн мөлшерлеуішіне - 9 барып, бөгде қоспалардан тазартып елеуден - 10 өткізеді. Елеуден өткен ұнның белгілі мөлшері күбіге - 11 салынады, қосымша 100°С та қайнаған суды 30-40 °С - қа дейін суытылған түрде су резервуарынан - 12 құяды. Тұз ерітіндісін, ашытқыны(дрожжи) бункерде - 13 дайындап, күбіге - 11 қосады. Сонымен күбіде - 11 су, ұн, тұз ерітіндісі 20-30 минут ашытқы араласады. Кейін 11 күбіден 14, 15 күбіге кұйылып 60-120 минут ашу процессі болады. Ашу ашытқының тіршілік әрекетімен, сүт қышқылды ашу және басқа да бактериялардың пайда болуы 16 болып табылады. Ашу уақыты болғаннан кейін қоректендіріп сақтау күбісіне - 16 жіберіледі. Қоректендіру уақыты 7 - 8 минут, бұл кезде пайдалы микроағзалардың көбею үрдісі болады. Қоректендіру ашытудың соңғы үрдісі болып табылады. Қоректендіріп сақталған қамыр ашытқысы дайын болып есептеледі.
Қамыр дайындау процесінің түсініктемесі. Силостардағы ұн енді қамыр илеу бөліміндегі ұн мөлшерлеуішіне - 16 барып, бөгде қоспалардан тазартып елеуден - 17 өткізіп, қамыр илеу машинасына - 19 салынады. Ашыту бөліміндегі қамыр ашытқысы қамыр илеу машинасына - 19 құйылады. Кейін қамыр илеу машинасында - 19 ұн, қамыр ашытқысы араласып қамырға 10 минутта айналады. Қамыр илеу машинасының қалған уақытын, айналым санын, салмағын (ұн, қамыр) басқару құралы - 20 арқылы бақылап, қажетті уақыт, салмақ, айналым санының мәнін беріп меңгеруге болады. Қамыр илеу машинасында дайын болған қамыр бункерлерге - 21, 22 сәйкесінше жүктеледі. Бункерлердегі дайын қамыр, қамырды төсеп- бөлу машинасына - 23 керекті мөлшерде жүктеледі. Қамырды төсеп бөлу машинасының қызметі - қамыр бөлігін бір массада бөліп РПА нан пісіру пешінің люлькасында орналасқан формаға төсейді.
1. 2 Қамыр илеу процесінің жалпы түсініктемесі
Қамыр илеу процесі - шикізатты (ұн, су, ашытқы қамыр, тұз, шекер, ұн және басқа да құрамдастар) біртекті қоспаға араластыру, осы қоспаға қажетті құрылымдық-механикалық қасиеттер беру, оны ауамен қанықтыру және осылайша келесі технологиялық операциялар үшін қолайлы жағдайлар құрудан тұрады. Илеу жай ғана механикалық процесс емес, ол биохимиялық және коллоидтық көріністермен, араласып жатқан қоспаның температурасының жоғарылауымен жүреді. Қамыр илеу процесінің негізгі шиізаты - ұн мен ашытқы қамыр болып табылады. Осы ашытқы қамыр мағынасы:
- онда ашытқылар көтеріледі және көбейеді;
- ақуызды заттар гидратталады және пептизделінеді;
- ашшылық, иіс шығарушы, су ерітінді заттар жинақталады.
Ашытқы қамырдың дайындалу технологиясы ұнның сұрыпына, нан пісу қасиетіне, өнім рецептурасына және басқа да факторларға байланысты. Бидай нанын өндіру кезінде ашытқы қамыр ылғалдылығы 47-50%, тоқаш өнімдерінде 44-46 % болу керек, осы өнімдер үшін қамырдың ылғалдылығының түрлі шамасымен түсіндіріледі. Болжырдың (клейковина) дезегрегациясын тоқтату үшін, әлсіз ұнды өңдеу кезінде ашытқы қамырдың ылғалдылығын төмендетеді. Егер де ұнның болжыры короткорвущаяся болса, онда ашытқы қамырдың ылғалдылығын 2-3% көтереді. Ашытқы қамырды дайындау үшін пресстелген ашытқы саны 0, 5-4 % болу керек.
Ашытқы ашытқы қамырдан әрдайым жылырақ болады. Ашытқы жасушаларының көбеюі үшін ашытқы қамырдың температурасы 28-29°С болу керек. Жаз мезгілде (әсіресе оңтүстік өңірлерде) температураны 2-4 °С төмендетеді, ал қыс мезгілінде 2-4 °С көтереді. Гидролитикалық процесті тоқтату үшін, әлсіз ұн мен көтеріңкі автолитикалық белсенді ұнды өндіру кезінде ашытқы қамырдың (және қамырдың) температурасын 2-3 °С төмендетеді.
Ашытқыда рецепт бойынша тұз болады. Ол ферменттердің белсенділігін төмендетеді және клейковинаны бекітеді. Егер ашытқы қамырдың қышқылдығын көбейтсе, онда оған сүттің сарысуын, піскен ашытқы қамыр порциясын немесе қамырды қосады. Егер ашытқыны майқоспа өнімдеріне дайындаса, онда ашытқы қамырға сүт пен жұмыртқа (рецепт бойынша) қосады.
Қамыр илеу процесі үш тізбекті сатыдан тұрады: механикалық араластыру, құрылымның түзілуі және пластификация. Механикалық араластыру құрамдастардың үлестірілуінің жоғары біртектілігімен, үш фазалы қоспасының түзілуімен бітеді. Араластыру процесінде құрғақ құрамдастардың ылғалдануы, олардың дисперсиялануы, агрегациясы жүреді. Бұл сатыны жылдамырақ істеген жөн. Мұндай жағдайда энергияны минимальді шығындаумен құрамдастарды біртекті араластыруға болады.
Екінші саты - құрылымды түзу - ылғал мөлшерін теңестірумен, ылғалдың ұнның бөлшектері арасына диффузиясы, ақуыздардың ісінуі және қоспаға ұнның суда еритін құрамдастарына өтуімен сипатталады. Мұнда қоспаны қозғалтуға күш жұмсалымы жоғарылайды және соған сай, араластырушы машинаның жетегінде энергия жұмсалады. Ісінгенде ылғалдың көп бөлігін ақуыздық заттар сіңіреді. Ұн крахмалының суды жұтуы 30%-ға жетеді, алайда крахмалдың жұту жылдамдығы ақуызға қарағанда жоғары. Қамырдың жабысқақтығы жоғарылайды.
Екінші сатының жүру жылдамдығына ұнның қасиеттері, крахмал түйіндерін майдалау дәрежесі, температура және ұнға қосылатын рецептуралық қоспалар әсер етеді. Ылғалды жұтқанда ақуыздардың көлемі ұлғайып, ісінген крамхал түйірлері мен ұнның ерімейтін бөлшектерін бекітетін балауыздық қаңқа түзеді. Илеудің екінші сатысы энергиялық пысықтауды талап етпейді.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz