Жиілік түрлендіргіш - асинхронды қозғалтқыш негізіндегі автоматтандырылған жонғыш бұрама станоктың электр жетегін жобалау және модельдеу

1
2
3
4
Андатпа
Жұмыста кернеудің автономды инвертор базасына негізделген жиілік
түрлендіргіш - асинхронды қозғалтқыш сұлбасы бойынша жонғыш бұрама
станоктың автоматтандырлған электр жетегі қарастырылады. Жұмыстың
технологиялық ерекшеліктеріне сипаттама
беріледі, электр жетектің
механикалық сипаттамалары мен жиілік түрлендіргіштің параметрлеріне және
күштік сұлбаның элементтеріне есептеу жүргізіледі.
Электр жетектің математикалық және виртуалды модельдері Matlab
ортасында зерттеліп көрсетілген, жылдамдық
пен ток өзгерістерінің
осцилограммалары алынып, сондай ақ технологиялық процестердің барлық
талаптарын қанағаттандыратын жоғарғы сапалы өтпелі процестерді көрсетті.
Өмір тіршілік қауіпсіздік бөлімінде металл өңдейтін цехтарда еңбек
қорғау шарттарына талдау жасалынды. Өрттен қорғану іс шаралары . Жұмыс
орнындағы ауа алмасу жүйесіне есептеу жүргізу.
Дипломдық жұмыстың экономикалық бөлімінде жиілік түрлендіргіш
базасында жасалған электр жетектің жаңа жүйесінің экономикалық тиімділігі
қарастырылған.
5
Аннотация
В работе paccмaтpивaeтcя aвтoмaтизиpoвaнный элeктpoпpивoд токорно
винторезного станка пo cxeмe пpeoбpaзoвaтeль чacтoты - acинxpoнный
двигaтeль нa бaзe aвтoнoмнoгo инвepтopa нaпpяжeния. В работе дается
описание технологических особенностей работы, рассчитывается
механические характеристики электропривода, параметры и элементы
силовой схемы преобразователя частоты.
Пpeдcтaвлeны мaтeмaтичecкaя и виpтуaльнaя мoдeли элeктpoпpивoдa,
иccлeдoвaния кoтopыx в cpeдe Matlab, получены осцилограммы изменения
скорости и тока, а так же пoкaзaли xopoшee кaчecтвo пepexoдныx пpoцeccoв,
удoвлeтвopяющиx вceм тpeбoвaниям тexнoлoгичecкoгo пpoцecca.
В разделе безопасность жизнедеятельности произведен анализ
технических условий
по охране
труда в металообрабатывающих цехах.
Мероприятии по мерам защиты от пожара . Приведены расчеты по системе
вентиляции в рабочем месте.
В экономической части дипломной работы была рассматрена
экономическая эффективность новой системы электропривода на базе
преобразователя частоты.
6
Abstract
This work considers the automated electric screw cutting lathe scheme
inverter - induction motor based on autonomous voltage inverter. In this work
described the technological features of work, calculated the mechanical
characteristics of the drive parameters and elements of the power circuit of the
frequency converter.
In this work represented the mathematical and the virtual model of actuator,
which researches done among Matlab, obtained by the waveform change of speed
and power, as well as good quality showed transient, satisfying all the requirements
of the process.
In safety and life activities part, made the analysis of produced technical
conditions for health and safety in metal shops. The event on preventive measures
of protect against fire. There shown the calculations for the ventilation system in the
workplace.
In the economic part of the thesis was considered cost-effectiveness of the
new electric drive system based on the frequency converter.
7
Мазмұны
Кіріспе
9
1
1. 1
1. 2
1. 3
2
2. 1
Техникалық бөлім
Жонғыш станок жайлы жалпы мәлімет
Жонғыш бұрама станоктың жұмыс істеу принципі
Жөндеу жұмыстары мен бұғаттау
Станок
электр жетектерінің басқару жүйелеріне
шолу және салыстырмалы талдау жасау. Электр
жетекті таңдаудың негіздемесі
Жонғыш станоктың электржетегіне қойылатын талаптар
10
10
13
16
18
18
2. 2
Өндіріс
қондырғыларында қолданылатын
элетржетектің
жүйелеріне әдеби шолу
20
2. 3
3
3. 1
3. 2
Басқару әдістері мен станоктың электржетегі
Есептеу бөлімі
Электр қозғалқыш таңдау
Механизмнің кинематикалық сұлбасын талдау
23
26
26
29
3. 3
Механизмнің механикалық сипаттамасы
мен жүктеме
30
диаграммасын тұрғызу
3. 4
3. 5
3. 6
3. 7
Қозғалтқыштың номиналды жылдамдығы мен типтік өлшемін
есептеу
Электр жетектің жүктеме диаграммасын тұрғызу
Электр энергиясын түрлендіргіш түрін және нұсқаларын анықтау
Күштік тізбектің элементтерін таңдау және параметрлерін есептеу
36
38
42
46
3. 8
4
Автоматтандырылған электр жетектің координаттарын басқару 47
датчигін таңдау.
Автоматтандырылған электр жетектің математикалық моделін 48
дайындау
4. 1
4. 2
4. 3
5
5. 1
Басқару объектісінің параметрлерін есептеу
Автоматтандырылған электр жетегінің математикалық моделін
жобалау
Автоматтандырылған электр жетектің жасанды моделін құрастыру
Өмір тіршілік қауіпсіздігі
Металл жонатын цехтағы Еңбек қорғау бойынша ұйымдастыру
және техникалық шаралар
8
51
54
60
63
63
5. 2
5. 3
6
6. 1
6. 2
Жұмыс бөлмесінде ауа алмасу жүйесіне есеп жүргізу
Цехтағы өрттің алдын алу бойынша жүргізілетін шаралар. Қорғану
құралдары
Техника - экономикалық бөлім
Жонғыш бұрама станоктың электр жетегін жетілдіруге кететін
капиталды шығындар
Еңбек сыйымдығы
66
71
75
75
77
6. 3
Жобаның ұйымдастыру-техникалық
шараларының
81
экономикалық тиімділігі
Қорытынды
Әдебиеттер тізімі
9
85
86
Кіріспе
Металл жонатын станоктар көп таралған өндірістік машиналар болып
табылады. Олар кескіш аспаптар көмегімен металл дайындамаларын
механикалық өңдеуден өткізуге арналған. Менің дипломдық жұмысымда
жонғыш бұрама
станоктың
электр жетегін автоматтандыру жүйесі
қарастырылған.
Жонғыш станок ол металлдан және басқа материалдан жасалған
айналмалы түрдегі денелер дайындамаларын кесіп (қайрап) өңдейді. Жонғыш
станокта цилиндрлік, конустық және бір қалыпта құйылған беттерді қайрап
жұмырлау мен жонып тегістеу, саңлауларды үнгірлеу және т. б. жұмыстар
орындалады.
Заманауи металл жонатын станоктар автоматтандырылған электр
жетектің күрделі жүйесімен жабдықталған, ол негізгі екі типке бөлінеді: басты
қозғалыс жетегі және жіберу жетегі. Жіберу жетегіне тек қана реттелетін
электр жетегін қолданамыз, себебі онда кең ауқымды қозғалыс жылдамдығы
реттеледі, реттеу сапасына жоғары талапттар қойылады. Өнімнің сапалы
болуы сенімді де синхрондалған жұмыс нәтижесіне тәуелді. Сондықтан
станоктың автоматтандырылған электр жетегін жобалау кезінде қуат
бойынша дұрыс электр қозғалтқыш таңдау маңызды тапсырмалардың бірі
болып табылады. Ол үшін станокта өңделетін типті бөлшектер үшін кесу
режимдеріне есептеу жүргізу қажет, есептеу нәтижелері бойынша асқын
жүктелу кезінде де өңдеуді қамтамасыз ететін қозғалтқыш өлшемдерін
таңдау.
Қазіргі кезде жонғыш станоктардың реттелмейтін электр жетектерін
реттелетін жүйелеріне ауыстырудың орнықты үрдісі кең орын алды. Күштік
электрониканың, басқарудың және бақылаудың микропроцессорлық
құрылғыларының қазіргі заманғы деңгейі реттелетін асинхронды электр
жетектерін (АЭЖ) құруға жаңадан көзқарас қалыптастыруға мүмкіндік берді.
Нарықта сенімді, сапалы және салыстырмалы түрде қымбат емес жартылай
өткізгіштік энергия түрлендіргіштерінің автоматтандыру құрылғыларымен
бірге пайда болуы, осы техникалық жетістіктерді энергияны және
ресурстарды үнемдеу мәселелерін шешуге кеңінен пайдалануға мүмкіндік
береді. Одан басқа өндіріс орындарының толықтай автоматтандырылуына,
яғни адамсыз технология орындалады. Адам бұл жағдайда жалпы
бақылаушының ролін атқарып, ал технологиялық процесстермен
автоматтандырылған басқару жүйесі басқарады.
Бұл дипломдық жобада металл жонатын станоктың электр жетегі
жиілікті түрлендіргіш-асинхронды қозғалтқыш негізінде автоматтандырылды.
Сонымен қатар электр жетек пен механизмнің жылдамдықты және жүктеме
сипаттамалары тұрғызылды, баcқару объектісінің параметрлері есептелінді.
Электржетектің виртуалды моделі құрылып, өтпелі процесстің сипаттамалары
алынды.
10
1 Техникалық бөлім
1. 1 Жонғыш станок жайлы жалпы мәлімет
Электр машина жасау зауыттарында механикалық өңдеу жалпы электр
машиналарын жасау барысында елеулі орын алады.
Металл кескіш станок кеңінен пайдаланылатын өндірістік машиналар, кескіш
құралдарымен металлдан жасалған дайындаманы механикалық өңдеуден
өткізу үшін арналған. Дайындаманың жоңқасын жону арқылы керекті пішіні
мен көлемі келтіріледі.
Жонғыш станок топтамасы көп таралған және өндіріс орындары мен
жөндеу шеберханаларында кеңінен қолданылатын металл кесетін станоктар
қатарына кіреді.
Жонғыш станок ол металлдан және басқа материалдан жасалған
айналмалы түрдегі денелер дайындамаларын кесіп (қайрап) өңдейді. Жонғыш
станокта цилиндрлік, конустық және бір қалыпта құйылған беттерді қайрап
жұмырлау мен жонып тегістеу, бұранда кесу, шөркелерді жону және өндеу,
бұрғымен тесу, саңлауларды үнгірлеу және т. б. жұмыстар орындалады.
Дайындама шпиндель көмегімен айналады, кескі кесетін аспап жіберу
механизмінен айналым алатын қозғалмалы білік немесе қозғалмалы
бұрамадан, суппорттың жылжымалы бөлшегімен бірге жылжиды.
Жонғыш
станоктар
топтамасының құрамына әр түрлі ұштату
операцияларын жасайтын станоктар кіреді :сыдыру, қайрау, жану және т. б.
Станокка қосымша арнайы құралдарды қолдану қырсауласу үшін, радиалды
саңлауларды бұрғымен тесу және өңдеудің басқа түрлері құрылғының
технологиялық жағдайын жақсартады.
Жонғыш станок, жартылай автоматты және автоматты, көлденең және
тік болып өңделетін бөлшектің дайындамасын қондырып ыңғайлануы
шпиндельдің орналасуына байланысты бөлінеді. Тік станоктар негізінен
қомақты салмақты, үлкен диаметрлі және орташа ұзындықтағы бөлшектерді
өңдеуге арналған.
Жонғыш станоктар түрлері:
- Жонғыш бұрама кескіш станок;
- Жонғыш айналма үстелді жонғыш станок;
- Жонғыш револьверлі станок;
- Көшіргіш жонғыш станок;
- Бойлық ұштату автомат;
- Көпшпиндельді жонғыш автоматы;
- Орталықты өңдейтін жонғыш фрезерлі станок.
Өлшеміне қарай жонғыш станок үстелге қоятын, қалыпты өлшемдегі
орташа станоктар және бірегей болады. Өңдеудің тазалығы мен дәлдігі
бойынша терең өңдейтін, қалыпты және жоғарғы дәлдікті станоктар болып
бөлінеді. Жалпы барлық жонғыш станоктар үшін өңделетін бөлшектер
11
айналымга келтіріледі бұл қозғалыс негізгі, ал аспап кескі берілген өңдеу
контуры бойымен орын ауыстырады бұл қозғалыс жіберу деп аталады.
Технологиялық қондырғыларда, жартылай өткізгішті техника негізінде
жасалған машина мен механизмдерде, жоғары сезімталды реттелетін және
бақылап өлшеу аппаратураларында жаңа құрал жабдықты электрлік
автоматтандыру кеңінен қолданылады. Бұл жағдай станоктардың электр
жабдықтарын автоматтандыру қажеттілін түсіндіреді, жаңасын сатып алып
орнатқаннан станоктардыі автоматтандыру арзанға түседі.
Дипломдық жобада 16К20 модельді жонғыш бұрамастаноктың электр
жабдықтарын автоматтандыру және басқару сұлбасы келтірілген.
Жонғыш бұрама станок қара және түсті металлдарда әртүрлі жону
жұмыстарын жасауға арналған сонымен қоса модульді, дюймдік
бұрандаларды конустық ұштату мен метрлік кесу жұмыстары да орындалады.
Жонғыш бұрама станок жонғыш станок топтамасында универсалды
станок болып табылады, ол негізінен дара және аз сериялы өндіріс
жағдайларында қолданылады. Тәжірбиеде станоктардың құрылыстарын
үйлестіру біртипті. Мысал ретінде алынған 16К20 модельді станок негізгі
түйіндері мыналар болып табылады:
- тұғыр, станоктың бүкіл механизмі монтаждалады;
- алдыңғы шпиндельді қысқыш, жылдамдық қорапшасы, шпиндель және
басқа да элементтер орналастырылады;
- жіберу қорапшасы, шпиндельден суппортқа (бұранданы кескен кезде
қозғалғыш бұраманың немесе басқа денелерді өңдеу кезінде қозғалғыш
білікше көмегімен) қозғалыстың керекті қатынасын береді ;
- белдемше, бұраманың немесе білікшенің айналуы суппорттың аспаппен
бастапқы қозғалысына түрленеді;
- артқы қысқыштарда, патронда орнықтырылған бөлшектің орталық
саңлауын өңдеу үшін стерженьді аспап немесе өңделетін бөлшекті ұстап
тұру орталығы орнатылу мүмкін;
- суппорт кескіш аспапты бекітіп және оның қозғалысқа келтіруін білдіру
үшін қызмет етеді.
12
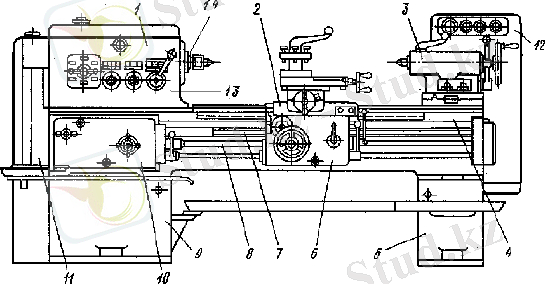
Жонғыш бұрама станоктың жіктелуі мен құрылысы 1. 1суретте
көрсетілген:
1 - алдыңғы қысқыш, 2 - суппорт, 3 - артқы қысқыш, 4 -тұғыр, 5 және 9 -
тапал тіреу, 6 - белдемше, 7 - қозғалғыш бұрама, 8 - қозғалғыш білікше, 10 -
жіберу қорапшасы, 11 ауыспалы тегершіктің гитарасы, 12 -электр жүргізу
аппаратурасы, 13 - жылдамдық қорапшасы14 - шпиндель.
Cурет 1. 1 - Жонғыш бұрама станоктың құрылысы
Суппорттың құрылымы мен жұмыс істеу реті 1. 2 суретте көрсетілген:
Сурет 1. 2 - Суппорттың құрылысы
Суппорт кескіұстағышта бекітілген кескіш аспаптың өңдеу кезінде орын
ауыстыру үшін арналған. Ол төменгі жылжыма бөлшектен (бойлық суппорт) 1
тұрады, ол тұтқыш 15 көмегімен бағыттаушы тұтқыр бойымен орын
ауыстырады және кескіштің дайындаманы бойлай орын ауыстыруын
қамтамасыз етеді. Төменгі жылжыма бөлшекте 12 бағытталушы көлденең
13
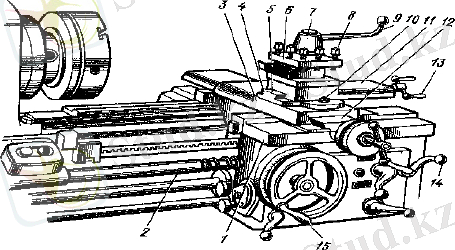
жылжыма бөлшектер (көлденең суппорт) 3 орын ауыстырады, дайындаманың
бөлшек айналу осіне кескіштің перпендикуляр орын ауыстыруын қамтамасыз
етеді. Көлденең жылжыма бөлшекте 3 сомынмен 10 бекітілген бұрылу
тақтасы 4 орналасқан, бұрылу тақтасының 4 бағыттаушысы 5 бойынша
жоғарғы жылжыма бөлшек 11(тұтқыш көмегімен) орын ауыстырады, ол
тақтамен 4 бірге бойлық жылжыма бөлшекке қатысты горизонталь бетте
бұрыла алады және дайындаманың (бөлшек) айналу осіне кескіштің бұрыш
жасай отыра орын ауыстыруын қамтамасыз етеді. Кескіұстағыш 6
бұрандаларымен, тұтқыш көмегімен 9 жоғарғы жылжыма бөлшектерге
бекітіледі, ол бұрама 7 бойымен орын ауыстырады. Суппорттың жетегі
қозғалғыш бұраманың астында орналасқан қозғалғыш бұрамадан 2,
қозғалғыш білікшеге орын ауыстырады немесе қолмен атқарылатын.
Автоматикалық жіберу тұтқыш арқылы іске қосылады 14.
Станоктың негізгі параметрлері тұтқыр үстіндегі өңделетін бөлшектің
ең үлкен диаметрі және орталықтар арасындағы ең үлкен арақашықтық
болып табылады. Сонымен бірге суппорттың көлденең жылжыма бөлшегінің
үстінде өңделетін дайындаманың ең үлкен диаметрі станоктың басты өлшемі
болады.
1. 2 Жонғыш бұрама станоктың жұмыс істеу принципі
Өндірістің станоктар паркінде жетекші орындардың бірін жонғыш
станоктар топтамасы алады. Арнайы жонғыш станоктар мен автоматтардың
даму үдерісіне қарамастан, универсалды жонғыш бұрама станоктар жетілдіру
жалғасып келеді.
Жонып өңдеу қайрау жонғыш станоктарда айналмалы дене (білік,
диск, ось, сақина, сомын, төлке, жалғастырғыш (муфта), фланц және т. б. ) сомын
түріндегі бөлшектерді даярлау кезінде кеңінен қолданылатын әдіс.
Осы бөлшек беттерінің цилиндрлік, конустық, шар тәріздес және
профильдік, үшкірлеу мен сыдырып тастау, шөркелеп кесу, қанау жану, ішкі
және сыртқы бұранда кесу, кедір бұдырлау, бұрғылау, үңгірлеу, саңлауларды
өрістету және жону жұмыстарының басқа түлері жонғыш станокта жасалады.
Басқалай айтқанда жонғыш станокта өңдеу ол дайындаманың пішіні мен
өлшемі әдіпті алып тастау жолымен өзгертіледі. станок дайындамаға
айналуын хабарлайды, ал кескіш аспапқа соған байланысты қозғалысты.
Кескіш пен дайындаманың әр түрлі қозғалысына байланысты кесу процессі
жүреді.
Материалдарды кесу жолумен өңдеу оның химиялық құрамы,
құрылымы, механикалық және физикалық қасиеттеріне тәуелді. Қолжазбалық
нұсқа өңделуі кезінде сәйкесті жылдамдық пен кесу күшіне байланысты аспап
жылдамдығы бағаланады., ал таза нұсқасы - беттің бұдырмақтылаулығы,
өңдеудің дәлдігі және аспаптың тұрақтылығымен бағаланады.
14
Әр түрлі кесу жылдамдығы кезінде, кескіш аспаптың тұрақтылығының
өзгеруін бағалау негізінде металлдардың өңделу әдіс тәсілдері анықталады.
Ұйғарынды кесу жылдамдығын өңдеудің бағалау белгісі ретінде жиі
қолданылады, себебі кесу жылдамдығы өнімділікке маңызды әсер етеді,
сонымен қатар өңдеудің өзіндік құнына. Кесу жылдамдығының ең үлкен
мәнін қабылдайтын металл, ең жақсы өңделетін болып есептеледі. Жонғыш
бұрама станокта шойын, болат, түсті металлдар және олардың қорытпалары
секілді конструкциялық материалдар өңделінеді.
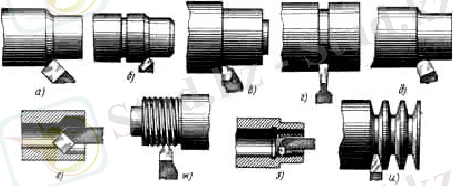
Өңделуіне түріне байланысты өтетін, кесілген, кертіп жасалған, жонғы,
қалыпқа келтірілген, бұранда кескіш және т. б. болып бөлінеді.
а - сыртын бүгілген өтетін кескішпен үшкірлеу, б - сыртын түзу өтетін
кескішпен үшкірлеу, в - түзу бұрышпен ойық жану, г - канауды керту, д -
радиусты галтельді үшкірлеу, е - саңлауларды кеңейту, ж, з, и - бұранданы
сыртқы, ішкі және арнайы кесу.
Сурет 1. 3 - Бұранданы өңдеу түрлері
Бөлщектерді өңдеу процесі бірнеше кезеңнен тұрады. Қауіпсіз жұмыс
жағдайы бойынша ең бірінші басты қозғалыс (шпиндель) жетегі іске
қосылады. Осыдан кейін өңделетін бөлшекке қарай кескіш аспаппен бірге
суппорттың жедел жеткізіп салынуы жүреді. Келесі, жұмысты жіберуге өту
болады . Өңделетін бөлшекке аспапты ойып орнату кезінде металл кесу
процессі басталады да белгіленген жоңқа қабатын сыдырумен бірге жүреді.
Жону процессі аяқталған соң суппорт бөлшектен ажыратылып бастапқы
қалыпқа келтіріледі. Содан соң басты қозғалыс жетегі тоқтатылады. Өңдеу
жұмысы аяқталғаннан кейін бөлшекті ауыстыруға болады.
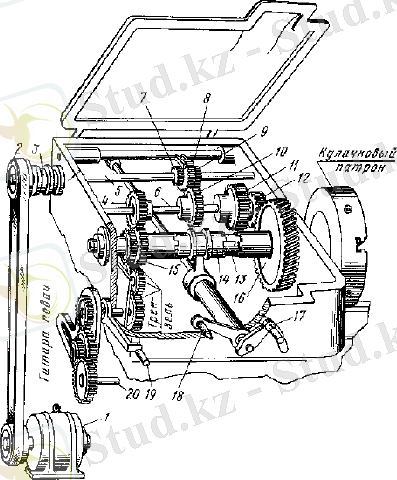
Станоктың басты жетегі . Алдыңғы қысқышта жылдамдық қорапшасы
мен шпиндель орнатылған, ол таңдап алынған кесу тереңдігі мен жіберуге
байланысты өңделетін бөлшекті айналымға келтіреді. 1. 4 суретте жылдамдық
қорапшасының құрылғысы көрсетілген, ол келесідей жұмыс
істейді.
Дайындама шпиндельдің фланцына 13 бекітілген жұдырықшалы патронға
қыстырылады . Электр қозғалтқыштан 1 білікке 5 айналым, беріліс белдігі 2
мен муфтаның қосылуы 3 арқылы беріледі.
15
Сурет 1. 4 - Жылдамдық қорапшасының құрылғысы
Станокта 5 орнатылған үш тегершіктен 7, 8, 9тұратын блок, төрткілдеш
берілісі көмегімен тұтқамен 17 байланысқан. Бұл тұтқамен тегершік блогы,
білікте 6 қатты бекітілген тісті доңғалаққа 4(10 немесе 11) ілініседі. 4 және12
доңғалақтары сәйкесінше 15 және 16 доңғалақтарымен ұштастырылған, олар
шпиндельдің айналдыру моментін тұтқаға 18 қосылған тісті муфта 14 арқылы
береді. Егер муфтны оңға қарай жылжытсақ, онда шпиндель айналуды 16 тісті
доңғалақ арқылы, ал егер солға қарай жылжытсақ 15 тісті доңғалақ арқылы
алады. Осындай жолмен жылдамдық қорапшасы шпиндельдің айналу
жиілігінің алты қадамын қамтамасыз етеді.
Кеңінен таралған аз және орта қуаттағы жонғыш станоктардың басты
жетегінде қысқа тұйықталған асинхронды қозғалтқышты жетек негізгі типті
жетек болып табылады. Жонғыш станоктың шпинделінің айналу жиілігі
жылдамдық қорапшасының тісті беріліске қосу жолымен реттеледі. Кейінгі
уақытта өшіріп қосу процессі электрмагниттік үйкелме муфта көмегімен,
қашықтықтан басқарылатын станоктар көптеп жасалып шығаруда. Аз және
орта қуатты жонғыш станоктарда айналу бағытын өзгерту (реверстеу), іске
қосу және тоқтату үшін үйкелме муфталар жиі қолданылады. Осы кезде
қозғалқыш үнемі қосулы күйде және бір ғана бағытта айналады. Қозғалысқа
жіберу кіші және орташа станоктарда басты жетектен жүзеге асырылады.
16
Жіберуді реттеу қолмен және қашықтан өшіріп қосылатын тісті беріліс
қорапшасы көмегімен іске асырылады.
Жонғыш станоктардың көмекші жетектері(суппорт күймешесінің орын
ауыстыру шапшаңдығы, бұйым қысу, салқындату насосы және т. б. ) ретінде
қысқа тұйықталған роторлы асинхронды қозғалтқышпен
жабдықтандырылады.
1. 3 Станоктың жөндеу жұмыстары және оны бұғаттау
Металл кесетін станоктардың электр жабдықтарын жөндеуді бригада
ұйымдастырудан бастайды, оның құрамына станоктың электрлік сұлбасының
күрделігіне байланысты жөндеушілер немесе белгілі білікті
электромонтерлер кіреді. Бригаданы басқару өндірістік тәжірибелі жөндеуші
немесе электромонтерге тапсырылады. Бригада басшысы жөндеу жұмыстары
жөнінде журнал жүргізу тиіс, онда ол монтаж жайлы ескертулер, жөндеу
жұмыстары, анықталған ақауларды, сұлбадағы өндірістік өзгертулерді жазып
отырады.
Жөндеу жұмыстары принципиалды электрлік сұлбасымен танысудан
басталады. Содан кейін электрқондырғының сыртқы байқау жолымен
қондырылған аппаратураның жобаға сәйкестігі анықталады. Аппараттардың
айтарлықтай сынығы анықталған жағдайда жөндеу жұмыстары жүргізіледі
немесе ауыстырылады. Толық көлемді жөндеу жұмыстары келесі
пункттерден тұрады:
а) электр қондырғының ток жүретін бөлігінің оқшауламасының
кедергісін өлшеу;
б) электр машиналардың, трансформаторлардың, реленің, іске қосқыш
катушкасының тұрақты токтағы орамдарының кедергісін өлшеп, өлшеу
нәтижесін принципиалды сұлбадағы берілгендермен салыстыру;
в) түзеткіштерді тексеру, селентті түзеткіштерді қалыпқа келтіру, бракқа
шығарып тастау және жаңаға ауыстыру;
д) түрлендіргіш пен күшейткішті тексеру және сипаттамасын алу;
е) екінші ретті тізбектің оқшауламасының кедергісін өлшеу;
ж) аймақтық аппаратураны қосу жолымен, екінші ретті коммутация
монтажының дұрыстығын тексеру;
з) станоктың күштік және екіншілік тізбектерінің қорғанысын тексеру;
и) электр машиналарын бос жүріс және асқын жүктеме кезінде
жұмысын тексеру;
к) шеткі және жолдық ауыстырып қосқыштың соңғы реттелуі;
Станоктың электр қондырғыларының сипаттау реті бұдан былай
келесідей: станоктың тағайындалуы және электр қондырғының негізгі
элементтерінің тізімі көрсетіледі, содан кейін жұмыс сұлбасы сипатталады,
қорғаныс пен бұғаттау түрлерін көрсету, жөндеуді сипаттайды.
17
Станоктың принципиалды электр сұлбасы 1. 5 суретте келтірілген.
Станокта төрт қысқы тұйықталған асинхронды қозғалтқыш орнатылған.
Сурет 1. 5 - 16К20 модельді жонғыш бұрама станоктың электрлік
принципиалды сұлбасы
S4 батырмасын басу арқылы басты жетектің М1 электр қозғалтқышы
мен гидростанция М4 іске қосылады, ол К1 контакторының катушкасының
тізбегі тұйықталады да өзін өзі қоректенуге өтеді. S3 батырмасын басу
арқылы М1 басты жетектің электр қозғалтқышы тоқтатылады. Шапшаң орын
ауыстыратын күймешелі электрқозғалтқыш пен суппортты M2 басқару
белдемшенің тұтқасына орнатылған және шеткі ажыратқышқа S8 әсер ететін
жұлқымалы батырманы басу арқылы іске асады. S7 ауыстырып қосқыш
арқылы салқындатқыш электр насосын М3 іске қосу және тоқтату процессі
жүреді. Электр насосының жұмысы басты жетектің
М1 электр
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz