Тиристорлы кернеу түрлендіргіш негізіндегі ленталы конвейердің бір қозғалтқышты асинхронды электржетегін жобалау, математикалық модельдеу және басқару жүйесін синтездеу

Аннотация
Дипломная работа
посвящена
разработке
однодвигательного
электропривода конвейера. В работе дается краткое описание конвейерной
установки и описание однодвигательного электропривода конвейера.
Рассмотрена структурная схема и математическое
описание
однодвигательного асинхронного электропривода конвейера с замкнутой
системой ТПН-АД, а также устойчивость движения этой системы.
Программа синтеза параметров системы управления однодвигательного
асинхронного электропривода конвейера с замкнутой системой ТПН-АД
представлена в среде MATLAB и рассмотрены переходные процессы
скорости и момента асинхроннного двигателя электропривода конвейера.
В разделе безопасность жизнедеятельности
рассмотрены меры
предосторожности соблюдения техники безопасности во время использования
привода ленточного конвейера, защита от молний здания электрооборудования
и приборов, а также расчитана система освещения рабочего кабинета в офисе.
В экономической части дипломной работы
рассматривалась
капитальные затраты, амортизационные отчисления и экономическая
эффективность и время окупаемости новой системы электропривода на базе
тиристорного преобразователя напряжения.
Аңдатпа
Дипломдық жұмыс конвейердің бір қозғалтқышты электржетегін
құруға арналған. Жұмыста конвейер құрылымының қысқаша сипаттамасы
мен конвейердің бір қозғалтқышты электржетегінің сипаттамасы берілген.
ТКТ-АҚ тұйықталған жүйесіндегі конвейердің бір қозғалтқышты
асинхронды электржетегінің құрылымдық сұлбасы мен математикалық
сипаттамасы және осы жүйенің қозғалыс орнықтылығы қарастырылған.
ТКТ-АҚ тұйықталған жүйесіндегі конвейердің бір қозғалтқышты
асинхронды электржетегінің басқару жүйесінің параметрлер синтезінің
бағдарламасы MATLAB бағдарламалық жүйесінде келтірілген және де
конвейердің электр жетегінің асинхронды қозғалтқышының жылдамдығы мен
моментінің өтпелі процесстері қарастырылған.
Дипломдық жұмыстың өміртіршілік қауіпсіздігі бөлімінде ленталы
конвейердегі электр жетегін пайдалануда техника қауіпсіздігін сақтау
шаралары, электр қозғалтқышы мекемесін және құрылғыларды найзғайдан
қорғау мен мекемедегі жұмыс бөлмесіндегі жарықтану жүйесіне есептеулер
жүргізілді.
Дипломдық жұмыстың экономикалық бөлімінде тиристорлы кернеу
түрлендіргіш базасында жаңа электржетек жүйесінің капиталды шығындары,
амортизациялық аударымдар, экономикалық тиімділігі мен өтелімділік мерзімі
қарастырылған.
Мазмұны
Кіріспе
Қазіргі
автоматтандырылған электржетек жүйесіне, әсіресе,
технологиялық қондырғылармен күрделі автоматты басқару жүйесінде жұмыс
істейтін электржетегінің қозғалысты басқарудың сапасына тым қатаң талаптар
қойылады. Дәл
технологиялық қондырғыларда, манипуляторларда
электржетегіне берілген тезәрекеттілігін, орнын анықтау және дәлдігін, үлкен
тұрақтылық пен жылдамдықты реттеудің кең диапазонын, жылдамдықтың
шектелуін және т. б. қамтамасыз етеді.
Қазіргі кезде көптеген өндіріс орындарында ең көп қолданылатын
қозғалтқыштардың бірі асинхронды қозғалтқыш (АҚ) болып табылады.
Себебі, айналу жылдамдықтары және қуаттары бірдей асинхронды
қозғалтқыш пен тұрақты токты қозғалтқышты салыстыратын болсақ, мұнда
АҚ-ның салмағы 1, 5-2 есе жеңіл, бағасы арзан, оны жасауға түсті металл аз
кетеді, оны пайдалану қарапайым және сенімді. Алдынғы кездерде АҚ
көбінесе реттелмейтін электржетектерде қолданыс тапқан. Бірақ жартылай
өткізгішті құрылғылардың дамуына, соның ішінде күштік тиристордың және
транзисторлардың пайда болуына байланысты көптеген күштік түрлендіргіш
құрылғылары пайда бола бастады. АҚ-ның жылдамдығын реттеудің
рационалды тәсілі болып қозғалтқыштың жылдамдығын басқаруға мүмкіндік
беретін статордағы кернеуді өзгерту болып табылады. Қазір көбінесе
конвейердің АҚ-ның айналу жылдамдығын реттеу үшін тиристорлы кернеу
түрлендіргіштері қолданылады. Тиримторлы кернеу түрлендіргіш - жиіліктік
реттелетін электржетектің айрылмас бөлігі және
айналу жылдамдығын реттеуге арналған. Тиристорлы кернеу түрлендіргіштер
басқарудың аса оңайға түспейтін алгоритмін жүзеге асыруға, ПӘК-тің
реттеуге, қозғалтқышты қорғауға, жүктемеге байланысты жұмыс режимін
оптималдауға және де көптеген функцияларды орындауға мүмкіндік береді.
Бұл дипломдық жоба шеңбрінде ленталы конвейердің бір қозғалтқышты
электржетегі құрылған.
Жобаны орындау барысында келесі негізгі мәселелер жүзеге асырылды:
- конвейер қондырғысының қысқаша сипаттамасы мен конструкциалды
сипаттамасын қарастырамыз;
- ленталы конвейердің энергияны үнемдейтін бір қозғалтқышты
электржетегі;
- басқару жүйесін жетілдіру;
- параметрлер синтезі (таңдау) ;
- конвейердің асинхронды электр жетегінің қозғалыс тұрақтылығы;
-
конвейердің асинхронды электр жетегінің жылдамдығы мен
моментінің өтпелі процесстерін зерттеу;
- өмір тіршілік қауіпсіздігі мен экономика бөлімі қарастырылды.
1. Ленталы конвейердің технологиялық процессі және құрылымы
1. 1 Ленталы конвейердің құрылымдық ерекшеліктері
Ленталы конвейерлер өнеркәсіпте, құрылыста, ауыл шаруашылығында,
шахта - қазбаларда және халақ шаруашылығының басқа да салаларында әр
түрлі үйілме және дара жүктерді үздіксіз тасымалдаудың кең тараған құралы
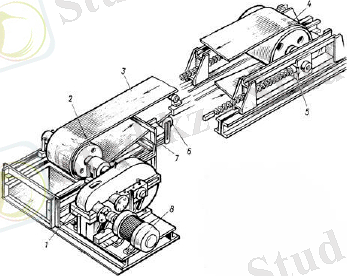
болып табылады. Ленталы конвейер келесі негізгі элементтерден тұрады:
өзіндік конвейерлі лента, жетек, дөңгелекті тіректері бар қорап, жүктемелі
және созылмалы қондырғылар. Сонымен қатар, конвейерлерге лента
ұстағыштар, тазалау механизмдері, жүкті өлшеу үшін механизмдер және т. б
орнатылады. Жетек электрлік қозғалтқыштан, редуктордан, тежеуіш
механизмдерінен, қосылу жалғастырғыштарынан және жетекті барабандардан
тұрады. Конвейердің қорабы қозғалмайтын және топсалы-аспалы дөңгелекті
тіректен дайындалады. Жүктің үлкен көлемі өтуі кезінде топсалы дөңгелекті
тіректер икемді болады. Конвейердің жүктелетін құрылғылары үздіксіз
әрекеттегі экскаваторларды қолданып, жүк ағындарын бағыттайтын борттары
бар қабылдағыш шұңғыма түрінде болады. Циклді әрекеттегі экскаваторларды
қолдану кезінде олар қоректендіргіштермен жабдықталады. Созу
құрылғылары арқанды блоктар жүйесімен жабдықталған барабанды электрлік
жүкарбадан тұрады.
1 - редуктор, 2 - жетекті барабан, 3 - резеңкеленген лента, 4 - айналмалы
(созылмалы) барабан, 5 - созылу құрылғылары (лента үшін),
6 - дөңгелекті тіректер, 7 - тіреу, 8 - электр қозғалтқыш.
1. 1 сурет - Ленталы конвейердің құрылғысы
1. 1. 1 Барабандар
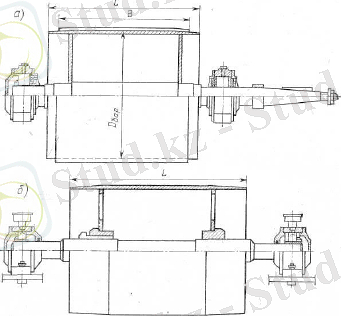
Ленталы конвейерларда лентаның қозғалыс бағытын, барабанды өзгерту
үшін жетекті, соңғы, созылмалы және ауықтқулы деп бөледі (1. 2 суретт қара) .
Барабанның диаметрі көп болған сайын, кернеуі лентаның иілімінен аз және
оның қызмет көрсету мерзімі ұзағырақ болады. Лентаны пайдалану кезінде
резеңкелі мата ленталарын ауыстыру себебі барабандағы лентаның көп
иілуінен болатын қатпарлануынан болып табылады. Ленталы конвейерлердің
барабандары сәйкестендірілген. Орнатылған типтік өлшемдердің қатарынан
барабандарды таңдау кезінде қолданылатын негізгі сипаттама ретінде
барабанның жүктемелік мүмкіндігі қабылданған. Жетекті емес барабандар
үшін жүктемелік мүмкіндік барабанды айналатын лентаның созылуынан
жүктеме сияқты анықталады, ал жетекті барабандар үшін максималды
берілетін айналу моментін ескеру қажет.
а - жетекті, б - артқы және ауытқулы, в, г - футерлеушісі бар
1. 2 сурет - Барабандар
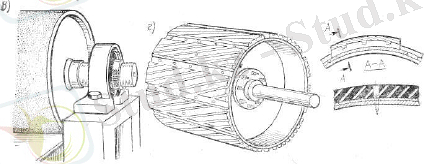
Жетекті және жетекті емес барабандарды болат табақшалардан
балқытыу арқылы дайындайды. Диаметрлері аз барабандар (диаметрі 500 мм
аз немесе тең) шойыннан құйылып жасалады. Шеңбер пішіндес барабандар
цилиндрлі немесе дөңес (бөшке түрінде) беттерде орындалады. Жалпақ
ленталар үшін (жалпақтығы 1000 мм) балқытылған цилиндрлі барабандар
қолданылады.
Жетекті барабандардың тартылу қасиеттері конвейерлі лентаның
созылуының арту жолымен, жетекті барабандарды айналу лентасының
бұрышымен, жоғары үйкелмелі футерлеуді (жетекті барабандар ретінде
өздіген тазаланатын барабандарды немесе барабандарға ленталарды қосымша
қосу) қолданумен жоғарылауы мүмкін.
Барабандарды футерлеуші ретінде майысқақ (иілімді) резеңкелерді
қолданады. Қуатты конвейерлер үшін резеңкелі футерлеуді өздігінен
тазаратын бойлық немесе шевролық қабырғалармен орындайды. Футерлеуші
резеңкені бекіту үшін қысқыш енсіз жұқа тақтайшалар орнатылған көлденең
ойықтары, сонымен қатар сына тәрізді белдіктермен қысылған сақиналы
жырашықтары бар барабандар қолданылады.
Егер лентаның ластанған беті жетекті барабанмен байланысса, онда
мұндай барабан лентаның өздігінен тазаруын қамтамассыз ететін тор тесікті
шентемірмен орындалуы мүмкін.
Жетекті барабанға лентаның қосымша қысылуы механикалық жолмен
немесе арнайы тәсілдермен (вакуум, ауа қысымы және т. б) жүзеге асады.
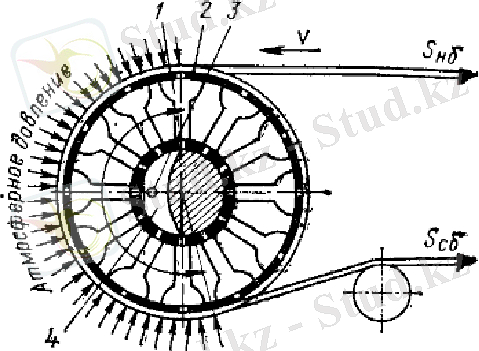
Вакуумды қолданумен лентаның қысылу сұлбасы 1. 3 суретте көрсетілген.
Вакуум-барабанның бетінде лентаның барабанға сорғыш жүзеге асатын
саңылаулар қатары орналасқан. Барабанға сығылған ауамен лентаны қысу
үшін саңылаулары бар доға тәрізді камера орнатылады. Сығылған ауа
магистральды құбырдан саңылауларға жіберіледі және лентаны барабанға
қысады (жапсырады) .
1 - барабанның вакуумды каналдары, 2 - саңылаулары бар шентемір,
3 - вакуум-сорғы сорғыш құбырларымен камераны біріктіру үшін
штуцер (жалғастық), 4 - ауаны сору үшін коллектор камерасы
1. 3 сурет - Жетекті вакуум - барабанның әрекет сұлбасы
Резеңке арқансымды лентасы бар конвейерлер үшін жетекті барабанға
лентану қосымша қысу (жапсыру) магнитті күштердің көмегімен іске асады.
Отандық өнеркәсіптің дайындаушы - зауыттары жетекті және жетекті
емес барабандар шығарады.
Жетекті барабанның белгілену мысалы: ені 50 см, диаметрі 40 см, тегіс
(футерленбеген), мойынтірек астындағы білік мойынының диаметрі 80 мм
лента үшін «Жетекті барабан 5040Г - 80». Жүктің салмағының әсерінен
жіберілу механизмінде тіреуішті тоқтау немесе тежегіш қосылады. Ұзын
көлденең конвейерлерде тежегіш қозғалтқыштың кенеттен ажырауы кезінде
лентаның шығу ұзындығын қысқарту үшін орнатылуы мүмкін.
Жетекті барабанның білігі мен редуктордың шығу білігін біріктіру үшін
тісті жалғастырғыш қолданылады. Қоғзалтқыш пен редуктордың білігі қатты
жалғастырғыш немесе жүргізілетін жалғастырғыш (турбожалғастырғыш
немесе электромагнитті жалғастырғыш) арқылы бірігеді.
Қиғаш конвейерлерде жүктің салмағының әсерінен лентаның тиелген
тармақтарының өздігінен жүрісін тоқтату үшін жіберу механизмі тіреуішті
тоқтауды немесе тежегішті қосылады. Ұзын көлденең конвейерлерде тежегіш
қозғалтқыштың кенеттен ажырауы кезінде лентаның шығу ұзындығын
қысқарту үшін орнатылуы мүмкін.
1. 1. 2 Тіреуші дөңгелекті тіректер
Лента өз күшінің ауырлығының немесе жүктің салмағының әсерінен
иілмеу үшін, конвейердің жақтауына тіреуші дөңгелекті тіреулер орнатады.
Дөңгелектер конвейердің көртірлі элементтері болып табылады. Жыл сайын
олардың мыңдаған данасы шығарылады. Барлық машинаның сенімділігі мен
төзімділігі, сонымен қатар оның тұтынатын энергиясы және пайдалану
шығындары дөңгелекті тіректердің жұмысына байланысты болады.
Дөңгелек тіректер тағайындалуы бойынша қатардағы (сызықты) және
арнайы болып бөлінеді. Қатардағы дөңгелек тіректер келесі міндеттерді
орындайды:
- Орталықтандырғыш - лентаның жағдайын көлденең оське қатысты
реттеу;
- Амортизациялауыш
-
жүктеу орындарындағы жүктің лентаға
соққысын жеңілдету;
- Тазартқыш - лентаны баттасқан жүктің бөлігінен тазарту;
- Өтпелі - барабандар алдында лентаның науалығын өзгерту.
Дөңгелек тіректер үш түрде шығарылады: ауыр, қалыпты және жеңіл.
Дөңгелек тіректертің осі шетмойындарда қатты немесе иілгіш тізбек пен
арқаннан (аспалы) орындалады. Қатты дөңгелек тіректер кең таралған.
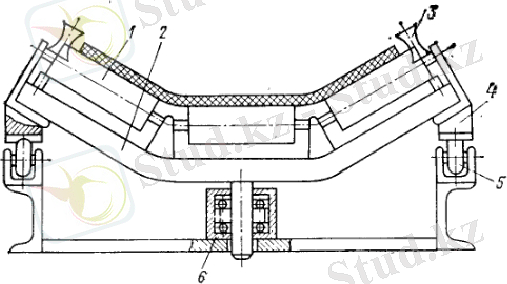
1 - дөңгелектер, 2 - бұрылатын кронштейн, 4 - бұрылысты белгілеуші.
1. 4 сурет - Әмбебап қатты дөңгелек тірек
Дөңгелектердің құрылымдық орындалуы әр түрлі болуы мүмкін және
мойынтіректердің негізгі түрімен, оларды тығыздау және майлаумен
анықталады.
Үш дөңгелекті тіректе барлық дөңгелектер бір жазықтықты алады
немесе майлауға ыңғайлы болу үшін және лентаны «шайнауды» азайту үшін
ортадағы дөңгелек алға жылжытылады. Резеңке маталы (синтетика) және
резеңке арқансымды ленталар үшін үш дөңгелекті тіректің бүйірдегі
дөңгелегінің иілу бұрышы 30-35°С дейін жоғарылауы мүмкін. Бұл лентаның
жалпақтығы сондай кезінде конвейердің өнімділігін арттыруға және оның
орталықтандырылуын жақсартуға мүмкіндік береді.
1. 4 суретте арнайы шарттарға байланысты бүйірдегі және ортадағы
дөңгелектердің орналасуын өзгертуге мүмкіндік беретін, әмбебап қатты
дөңгелек тірек көрсетілген. Бұл тіректің бүйірдегі дөңгелектері
эксцентриктері бар айналмалы кронштейндерде, ал ортадағы дөңгелек
айналмалы рамада құрастырылған.
Ені 800-1400 мм ленталары үшін ауыр түрдегі дөңгелек тіректерден
басқа, барлық дөңгелек тіректер шарикті мойынтіректерде жасалады.
Дөңгелек тіректің диаметрін лентаның еніне, оның қозғалыс
жылдамдығына, сонымен қатар тасымалданатын жүктің сипаттамасына
байланысты таңдайды.
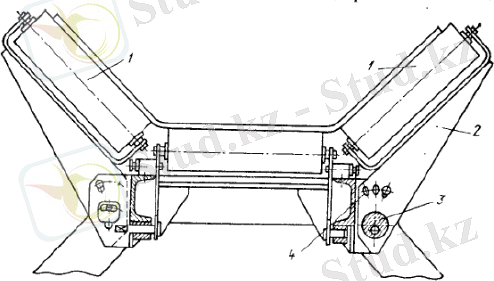
Аспалы дөңгелек тіректер (1. 5 суретті қара) ірікесекті жүктерді
тасымалдау кезінде қолданылады. Аспалы дөңгелек тіректердің бірнеше түрі
бар. Олар: өзара топсалай қосылған осьтерде немесе тізбекке киілген
етектерде иілмелі айналатын дисктері бекітілген осьтерде.
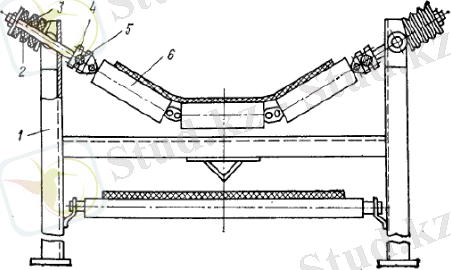
Орталықтандырғыш дөңгелек тіректер (1. 6 суретті қара) лентаның
қозғалысының
тұрақты бағытын қамтамасыз
ету үшін конвейерде
орнатылады. Қозғалыстың жылдамдығы жоғары кезде лентаның кері
тармағында да орнатылуы мүмкін.
Амортизациялаушы дөңгелек тіректер жүктеме орындарында
орнатылады, ал ірікесекті ауыр жүктерді тасымалдау жоғары жылдамдықпен
тасымалдау кезінде конвейердің сызықты бөлігінде орнатылады. Дөңгелек
тірекке амортизациялық қасиеттер беру үшін дөңгелектер резеңкемен
футерленеді және ауамен немесе қуыс толтырмамен толтырылған тығыз
секциялы қабықшамен жабылады. Қабықшаның материалы резеңке немесе
құрамында резеңке бар материал болуы мүмкін. Сонымен қатар, дөңгелек
ретінде айналмалы құбырлың етегіне орнатылған автокөліктің немесе
авиоциалы шиналар қолданылады.
1 - тіректі рама, 2 - амортизатор, 3 - топсплы ілме, 4 - қармаулар, 5 -
тіректі арқан, 6 - дөңгелектер
1. 5 сурет - Ілінетін топсалы дөңгелек тірек
Амортизациялы серіппелі дөңгелек тіректер амортизациялаушы
дөңгелек тіректердің құрылымдық орындалу нұсқаларының бірі болып
табылады. Иілгіш органдарда ілінген амортизациялаушы дөңгелек тіректер ең
икемді болып табылады.
1 - дөңгелектер, 1 - бұрылмалы траверса, 3 - дефлекторлы дөгңгелек,
4 - тоспа, 5 - тіректі каток, 6 - тіректік мойынтірек
1. 6 сурет - Орталықтандырғыш дөңгелек тіректер
1. 1. 3 Жетектер
Жетектің мақсаты - жүгі бар конвейердің тарту элементтерінің
қозғалысын қамтамасыз ету болып табылады. Конвейерге қажет тарту күші
жетекті барабанның беті мен лента арасында пайда болатын үйкелу күшімен
қамамасыз етіледі.
Жетек (1. 7 суретті қара) қозғалтқыштан 1, редуктордан 2, барабаннан 5,
сонымен қатар қозғалтқышты редуктормен және редукторды барабанның
біілгімен қосатын 2 және 4 муфталардан тұрады.
Әр түрлі жетек түрлері бар ленталы конвейер
1. 7 сурет - Конвейер жетегінің сұлбасы
Ленталы конвейерлерде жетектің келесі түрлері болады: бірдей негізгі
бірбарабанды (1. 7 сурет, а) немесе екібарабанды (1. 7 сурет, б), жеке (негізгі
және соңғы барабандарда (1. 7 сурет, в) ) және біріктірілген - негізгі бөліктегі
бірбарабанды және соңғы бөліктегі екібарабанды (1. 7 сурет, г) . ұзын және
ауыржүктелген конвейерлерде жергілікті және линиялы таратылған
кедергілерден арылу үшін S
лентаның созылуы керек, бұл жетек пен
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz