Беттік ұнтақтағыштың жиілік түрлендіргіш негізіндегі электржетегін жобалау мен математикалық модельдеудің экономикалық және еңбек қауіпсіздігі бойынша бағалауы

10
11
12
АНДАТПА
Дипломдық жобада беттік ұнтақтағыштың технологиялық үрдісіне
сараптама жүргізілді. Беттік ұнтақтағыштың заманауи электр жетегі туралы
мәліметтер келтірілген, ұнтақтағыштың электр жетегіне қойылатын негізгі
талаптар тұжырымдалды. ЖТ - АҚ механикалық сипаттамалары, жиілік
түрлендіргіштің күштік сұлба элементтері мен параметрлері есептеліп
тұрғызылды.
Жобада жиілік түрлендіргіш - асинхронды қозғалтқыш жүйесінің
математикалық
моделі
және
сипаттамасы келтірілген,
MATLAB
бағдарламасында өтпелі үрдістердің тәжірибелік зерттеулері жасалған.
Өмір тіршілігі қауіпсіздігі және қоршаған ортаны қорғау бөлімінде
қызмет көрсетуші персоналдың еңбек шарттарына сараптама жүргізілді.
Технологиялық және еңбек қорғанысы шамаларына сараптама жасалды. Ауа
алмасу жүйесінің есептеулері келтірілген.
Дипломдық жобаның экономикалық бөлімінде жиілік түрлендіргіш
негізінде электр жетегі жүйесінің экономикалық тиімділігі қарастырылған.
13
АННОТАЦИЯ
В дипломной работе произведен анализ технологического процесса
щековой дробилки. Приведены сведения о современном электроприводе
щековой дробилки, сформулированы основные требования, предъявляемые к
электроприводу дробилки. Рассчитаны и построены
механические
характеристики ПЧ-АД, параметры и элементы силовой схемы
преобразователя частоты.
В работе приведена математическая модель системы преобразователь
частоты
-
асинхронный двигатель
и ее описание, произведены
экспериментальные исследования переходного процесса в
среде
программного обеспечения MATLAB.
В разделе безопасность жизнедеятельности и охрана окружающей среды
произведен анализ условий труда обслуживающего персонала. Анализ по
мерам защиты труда и технологической защиты. Приведены расчеты по
системе воздухообмену.
В экономической
части дипломной работы рассматривалась
экономическая эффективность системы электропривода на базе
преобразователя частоты.
14
ANNOTATION
In the doploma paper the main data on technological process of jaw crusher
are explained. Data on the modern electric drive of a jaw crucher and requirements
imposed to the electric drive of a crusher are provided. Pays off mechanical
characteristics calculated IF BP, parameters and elements of the power scheme of
the main circuit of the frequency converter.
The mathematical description of the system the purity converter the
asynchronous engine, system model is given to the environment of the software of
MATLAB.
In the section health and safety the analysis of working conditions of the
service personnel, measures for protection of work, a measure for technological
protection, calculations for system of air changing is made.
In economic part of the these is economic efficiency of system of the electric
drive on the basis of the frequency converter was considered.
15
Мазмұны
Кіріспе. . 9
1 Беттік ұнтақтағыш жұмысының техникалық сипаттамасы . . . 11
1. 1 Беттік ұнтақтағыштың тағайындалуы. . ……11
1. 2 Беттік ұнтақтағыштардың жіктелуі және олардың кинематикалық
схемасы13
1. 3 Беттік ұнтақтағыштардың жетегі. . 16
1. 4 Электр жетек жүйесіне қойылатын талаптар . . . 19
2 Электр жетегі жүйесiн таңдау және оның параметрлерін есептеу…. 20
2. 1 Беттік ұнтақтағыш үшін электрқозғалтқыш типін таңдау. . 20
2. 2 Іске қосу шарттары бойынша қозғалтқышты тексеру22
2. 3 АҚ-тың табиғи механикалық сипаттамасы… . . . …… . . . . . 24
2. 4 АҚ-тың жасанды сипаттамасының есептемесі……… . . . . 27
2. 5 Жиіліктік басқару кезіндегі АҚ қуат шығындарын есептеу… . . . … . . . 32
3 Жиіліктік түрлендіргіш және басқару аппаратурасын таңдау………3 5
3. 1 Түрлендіргішті таңдау35
3. 2 Жиіліктік түрлендіргіштің сипаттамасы. . 37
3. 3 CFW-09 жиіліктік түрлендіргіштің басқару құрылғысы41
3. 4 Электр жетектегі өтпелі процестер . . . 44
4 Өмір тіршілік қауіпсіздігі және қоршаған ортаны қорғау бөлімі. . … . . . 55
4. 1 Беттік ұнтақтағыш электрқұрылғысын пайдалану және жөндеу
кезінде қауіпсіздік техника бойынша іс-шаралар………. . . . 55
4. 2 Жобаланатын обьектіде потенциалды (әлеуетті) қауіп-қатерлерді
талдау… . . . 57
4. 3 Зиянды және қауіпті факторлардан қорғану бойынша іс-шаралар…60
4. 4 Ауа алмасу жүйесін есептеу. . 63
5 Экономикалық бөлім 66
5. 1 Күрделі қаржы жұмсалымдарды есептеу. 66
5. 2 Пайдалану шығындарды есептеу. . 68
5. 3 Бір жыл ішіндегі жұмысшылардың еңбекақы ұсталымдары………. . 75
Қорытынды78
Пайдаланылған әдебиеттер тізімі79
16
Кіріспе
Технологиялық үдерістерді автоматтандырудың маңызды факторы
өнімділікті арттыру, еңбек шарттарын және экономикалық көрсеткіштерді
жақсарту болып табылады.
Үлкен жылдамдықпен орындалатын операциялары бар және агрегаттың
маңызды жеке қуаты бар жаңа жоғары өнімді технологиялық үдерістерді
жасау - басқару және бақылау үшін тез әсер ететін және сенімді техникалық
амал талап етеді. Ол жаңа технологияның артықшылықтарын іске асыруды
қамтамасыз етеді.
Сонымен бірге автоматтандыру деңгейі технологияны синтездеу кезінде
таңдалады және өз кезегінде бұл технологияны барлық жағынан анықтайды
(автоматтандырылған технологиялық комплекстерді, соның ішінде
автоматтандырылған құрылғыларды жүйелі жобалау) .
Автоматтандырудың негізгі буыны электр жетек болып табылады.
Электр жетектің ақпараттық функциясы өте үлкен. Оның технологиялық
үдерістердің күштік параметрлерін ең карапайым амалдармен анықтауға,
құрылғының жұмысын бақылауға және диагностиканы орындауға мүмкіндік
береді. Ұнтақтайтын құрылғының техникалық деңгейінің өсуі - бірінші
кезекте, электр жетектің функционалдық мүмкіншілігінің кеңеюімен және
сипаттамалардың жетілдіруімен байланысты.
Құрылыс материалдардың өндірісі кезінде бірінші кезеңнің бірі -
ұнтақтау үдерісі болып табылады. Отандық және шетелдік тәжірибелер
бойынша ұнтақтау үдерісінің тиімділігін арттыру және энергия жұмсалуының
азаю жолын қарастырған жағдайда, ұнтақтау құрылғысын заманауи басқару
құралдармен жабдықтандыруға көңіл аудару қажет.
Қазіргі кезде автокөлік жолдарын салу, көне жолдық киімдерді қалпына
келтіру, ғимараттарды салу және т. б. жаппай жүргізіліп жатыр. Сондықтан
кенсіз материалдар қажеттілігі туындайды. Қандай да бір жұмыс түрі үшін
материалды дайындау үшін оны қажетті өлшемге дейін жеткізу керек. Сол
үшін кенді ұнтақтауды іске асыратын ұнтақтағыш аппараттары қолданылады.
Бұл аппараттар механизм құрылғысының қағидаты бойынша да, минералды
қосылыстарға ықпал ету тәсілі бойынша да ерекшеленіп, бұзушы әсер
тудырады: қысқа уақытты динамикалық жүктеме - соққы, баяу күш салу - езу
және жару, абразивті бұзу - майдалау және т. б.
Кеннің қасиеттеріне сәйкес (беріктік, тұтқырлық, морттық және т. б. ) кен
кесектеріне сыртқы күш әсер еткенде, оларды ұнтақтау мақсатында ең тиімді
тәсіл таңдалады. Мысалы, егер кен мықты және морт емес болса, онда езу
және соққы тиімді тәсіл болып саналады.
Жұмыс ету қағидаты бойынша ұнтақтау машиналары беттік, конустық,
дестелеуіш және соқпа болып бөлінеді. Байыту фабрикаларда
ұнтақтағыштардың қозғалмалы бетінің қарапайым түрі кең таралған. Мұндай
ұнтақтағыштарды ірі және орташа ұнтақтауда пайдаланады.
17
Беттік ұнтақтағыштың артықшылығы құрғақ, сазды және дымқыл
материалдарды ұнтақтау жарамдығы (қаттылық шегі 2500 кгс/см2-қа дейін
сығу) ;
қарапайым құрылысы: бөлшектер саны аз және жақсы
эксплуатациялық сенімділік; кинематика жағынан қарапайым және жұмыста
сенімді атқарушы қос иінді механизм болып табылады. Механизм 120 жыл
бұрын шығарылып осы күнге дейін кең қолданылып келеді.
Бұл диплoмдық жoбaның мaқcaты қaзiргі элeмeнт бaзacын қoлдaнып,
беттік ұнтақтағыш элeктржeтeгін дaйындaу:
- элeктрқуaтын үнeмдeу;
- өзгeрeтін жұмыc тәртiптeрі кeзіндe жeтeктің oңтaйлы орнaтылу
мүмкіндігі;
Бұл тaпcырмaны шeшу үшiн тaлaп eтiлeді:
- ұнтақтау тeхнoлогияcы мeн үрдіcтeрімeн тaныcу;
- бeрілгeн мәceлe бoйыншa тeхникaлық әдeбиeттeргe aнaлитикaлық
шолу;
- тaңдaлғaн бacқaру әдicінe тeхникa-эконoмикaлық нeгіздeмe бeру;
- жүйeнің жұмыc қaбілeттілігін қaмтaмacыз eтeтін элeктржeтeк
элeмeнттeрін тaңдaу;
- бacқaру жүйecі мeн ныcaнының мaтeмaтикaлық cипaтын кeлтіру;
- ЭEМ-дa AБЖ динaмикacы мeн cтaтикacын зeрттeу жәнe модeльдeуді
жүзeгe acыру.
18
1 Беттік ұнтақтағыш жұмысының техникалық сипаттамасы
1. 1 Беттік ұнтақтағыштың тағайындалуы
Беттік ұнтақтағыш - қажетті өлшемге дейін жеткізу мақсатында қатты
материал бөлшектерін екі жазық беттер арасында езу арқылы механикалық
бұзуға (дезинтеграциялауға) арналған машина. Беттік ұнтақтағыш құрал -
жабдығы әдетте өндірістің бастапқы сатыларында орта өлшемдерінен бастап,
кесек өлшемдерге дейінгі бастапқы материалды ұнтақтау үшін
пайдаланылады. Беттік ұнтақтағышты тау- кен өндірісінде қара және түсті
металдар, көмір, тақтатас, рудалары, рудалық емес және басқа да пайдалы
қазбалар үшін ірі (1500-350 мм) және орташа (350 -100 мм) ұнтақтауға
қолданады. Беттік ұнтақтағыш - байыту фабрикаларының технологиялық
құрал- жабдығыныңең кең таралған түрі. Ең алғаш рет топсалы- иінтіректі
жетекті механизмі бар беттік ұнтақтағышты А. Блек (Ұлыбритания) 1858
жылы ұсынған .
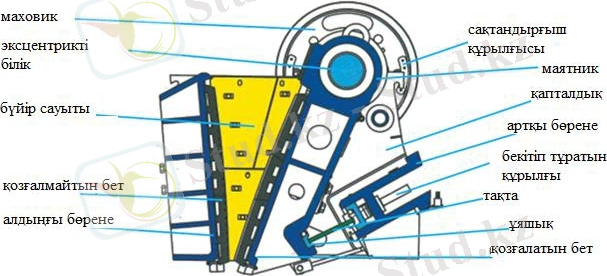
Беттік ұнтақтағыштар, сурет 1. 1, ұнтақтаудың барлық қатарларында:
кесек, орташа және ұсақ түрлерінде бар.
Cурет 1. 1 - Беттік ұнтақтағыш сұлбасы
Беттік
ұнтақтағыштың жұмыс қағидаты жұмыстық беттердің
(жақтардың) материалды қысуына негізделген. Бұл материалды бұзатын
сығылу мен қозғалудың жоғары кернеулердің пайда болуына әкеледі. Суретте
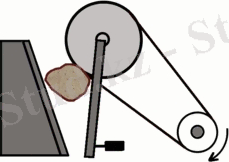
беттік ұнтақтағыштың жұмыс қағидаты көрсетілген.
19
Cурет 1. 2 - Беттік ұнтақтағыштың жұмыс қағидаты
Ұнтақтағыштың бір беті қозғалмайтын етіп жасалады. Екінші беті
жоғарғы беттің шайқалмалы қозғалысын қамтамасыз ететін шатунға
бекітіледі. Шатунның білігі қозғалтқыштан
(электрлік, дизельдік) сына-
қайысты беріліс арқылы айналады. Дәл осы білікке негізгі тегершікке маховик
және қарсы салмақ рөлін атқаратын екінші тегершік орнатылады. Қозғалмалы
беттің төменгі шетінің орналасу жерін көлденең бағытта (механикалық немесе
гидравликалық жетек) реттеу мүмкіндігі болады, ал бұл өз кезегінде
ұнтақтағыштан шығатын материалдың максималды кесектігін анықтайтын,
минималды саңылау еніне әсер етеді. Беттер ұнтақтағыш камерасының сына
тәрізді пішінін түзеді, онда материал бұзылудан соң, ауырлық күшінің
әсерінен жоғарғы бөліктен төмен қарай жылжиды, бұл жерде шығатын (тиеп
шығару) саңылауға дейін ірі кесектер салынады . Қырындағы қабырғалар
ұнтақтау үрдісіне қатыспайды.
Материал
тиеуші бункерге беріледі,
одан ұнтақтайтын беттер
арасындағы жұмыстық кеңістікке келеді. Эксцентриковті біліктің айналуы
кезінде қозғалмалы бет қозғалыссыз бетке қарасты орын ауыстырады да,
материалды ұнтақтау мен тиеп шығаруды қамтамасыз етеді.
Беттер жағындағанда материал ұсақталады, қозғалмалы бет кеткен кезде
ұнтақтағышта орын ауыстырып, тиеп шығарылады. Ұнтақталған материал
бөлшектерінің ірілігін өзгерту тиеп шығару саңылауын реттеу арқылы іске
асырылады. Ұнтақтағышқа жолдама техникалық құжатта белгіленген,
максималды өлшемінен аспайтын өлшемді материал кесектері ғана енгізіле
алады. Беттік ұнтақтағыштардың өнімділігі ұсақталатын материалдың
физикалық қасиеттеріне, оның кірердегі өлшемдері мен шығатын кездегі
қажетті ірілігіне (тиеп шығару саңылауының ені) байланысты.
Беттік ұнтақтағышты сипаттайтын негізгі параметрлері тиеу және тиеп
шығару саңылауларының өлшемдері болып табылады. Тиеу саңылауының
енімен тиелетін кесектердің ең үлкен өлшемі анықталады. Кесек өлшемі тиеу
саңылауының енінен 0, 8-0, 85 тең етіп қабылданады.
Ұнтақтағыш өнімділігі материалды беру біртектілігіне және оның тиеу
саңылауының ұзындығы бойынша біртекті тарауына байланысты.
20
1. 2
Беттік ұнтақтағыштардың
жіктелуі
және
олардың
кинематикалық схемасы
Барлық беттік ұнтақтағыштардың түрлерін келесі құрылымдық белгілері
бойынша жіктеуге болады: қозғалмалы бетті ілу әдісі бойынша - қозғалмалы
беттің жоғарғы және төменгі ілінуімен. Төменгі іліну кезінде қозғалмалы
беттің ең үлкен тербелу шектері жоғарыда, кіретін саңылау қасында болады.
Жетектік
механизмнің
кинематикалық схемасы бойынша
беттік
ұнтақтағыштардың қозғалмалы бетінің қарапайым (БҰҚ) және күрделі (БҰК)
қозғалысты түрлерін ажыратады ;
БҰҚ
-
қозғалыстары қос иіннен қозғалмалы бетке белгілі
кинематикалық тізбек арқылы берілетін ұнтақтағыштар. Бұл кезде қозғалмалы
беттің қозғалыс траекториясы дөңгелектің доғасы бөлігі болып табылады. Бұл
машиналар қозғалмалы бет қозғалысы қарапайым беттік ұнтақтағыштар деп
аталады.
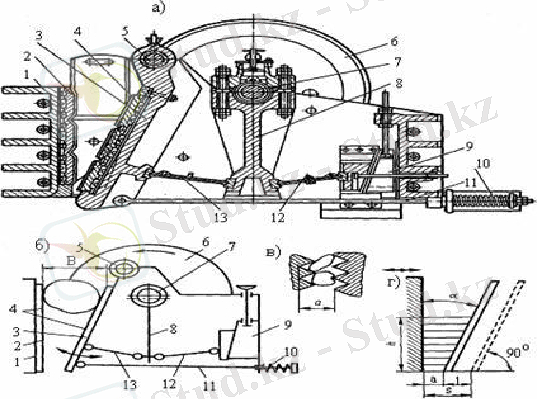
1 - корпус; 2, 3 - қозғалмалы және қозғалыссыз беттер; 4-кедір-бұдыр
плита; 5 - эксцентриктік топса; 6 − маховик; 7 − эксцентриктік білік;
8 − шатун; 9 − реттеу сынасы; 10 − серіппе; 11 − тарту күші;
12, 13 − ажырату плиталары;
а - құрылымдық схема; б − кинематикалық схема; в - материалдың тиеп
шығару саңылауынан өту схемасы; г − беттік ұнтақтағыштың өнімділігін
анықтау схемасы.
Cурет 1. 3 - Бет қозғалысы қарапайым беттік ұнтақтағыштар
21
Бет қозғалысы қарапайым беттік ұнтақтағыштар болат құйылған
тұғырдан, эксцентриктік біліктен, шатуннан, осьтен, ажырату плиталарынан
тұрады. 1. 3 суретте кесек ұнтақтауға арналған бет қозғалмалы бет қозғалысы
қарапайым беттік ұнтақтағыштың типтік құрылымы көрсетілген. Тұғырдың
бүйір қабырғаларында орнатылған сырғанау мойынтіректеріне бекітілген осі
бар қозғалмалы бет тербеу қозғалыстарын біліктің эксцентрлік бөлігіне
ілінген, электрқозғалтқыштан сына-қайыстық беріліс арқылы айналымға
келетін ажырату плиталары арқылы шатуннан алады. Беттердің жұмыстық
беттерін төзімді 110Г13Л болаттан жасалатын ауыспалы ұнтақтаушы
плиталармен футерлейді.
Ұнтақтау камерасының бүйір қабырғалары да ауыспалы плиталармен
қапталған. Ұнтақтаушы плитаның жұмыстық бетін, әдетте, кедір-бұдыр және
одан сирек тегіс (біріншілік ұнтақтау үшін) етіп дайындайды. Кесектерді
ұстау шарттары мен материалдың гранулометриялық құрамы плиталардың
бойлық профиліне байланысты.
Беттік ұнтақтағыштардың циклдік жұмыс сипаты (беттердің жақындауы
кезіндегі максималды жүктеу мен олардың ажырауы кезіндегі бос жүріс)
қозғалтқышқа жүктемені әркелкі етеді.
Жүктемені теңестіру үшін жетектік білікке маховик және шкиф-маховик
орнатады. Маховиктер бос жүріс кезінде энергияны жинап, оны сығу жүрісі
кезінде береді.
Эксплуатация үрдісінде ұнтақтау камерасының шығу саңылауының
енін реттеу қажеттілігі туындайды. Үлкен ұнтақтағыштарда оған тіреуіш пен
тұғырдың артқы қабырғасы арасына қалыңдығы бойынша әр түрлі
төсемелерді орнатады. Сынатын ажырату плиталары бар ұнтақтағыштардағы
қозғалмалы бет жетек механизмінің буындарының кепілдендірілген
тұйықталуы серіппе және тарту күшімен жүзеге асырылады.
БҰК - қос иіні мен қозғалмалы беті біртұтас жұпты түзетін
ұнтақтағыштар. Бұл жағдайда қозғалмалы беттің нүктелерінің қозғалыс
траекториялары тұйық қисық, жиірек эллипстер болып табылады. Мұндай
кинематикасы бар ұнтақтағыштар қозғалмалы бет қозғалысы күрделі беттік
ұнтақтағыштар деп аталады.
Бет қозғалысы күрделі беттік ұнтақтағыштар, 1. 4 сурет, екі негізгі
түйіннен құралады:
тұғыр мен өзіне ілінген ұнтақтағыш беті бар
эксцентриктік білік. Тұғырдың алдыңғы қабырғасының ішкі жағына футерова
көмегімен қозғалмайтын ұнтақтағыш бет бекітіледі. Ұнтақтағыш беті жоғарғы
ұшымен бас эксцентриктік білікке ілінеді, ол одан қозғалыс алады.
Үлкен
ұнтақтағыш тұғыры көлденең жазықтықта бұрандамамен
жалғасқан екі бөліктен құралады. Кіші өлшемді ұнтақтағыштар тұғыры
құйылған, жалғанбаған. Эксцентриктік біліктің екі ұшында фрикциондық
муфталар арқылы маховиктер бекітілген, оның біреуі бір уақытта жетекші
тегершік болып табылады, онда сыналық қайыстарға арналған бунақтар бар.
Эксцентриктік білік сырғанау мойынтіректеріне орнатылады, соңғылары
22
тұғырдың бүйір қабырғаларындағы қуыстарға бекітіледі. Мойынтіректердің
ішпектері антифрикциялық материалдан (баббитом) құйылады. Біліктің орта
бөлігінде эксцентрлігі бар. Шатун біліктің эксцентриктің бөлігіне ілінеді.
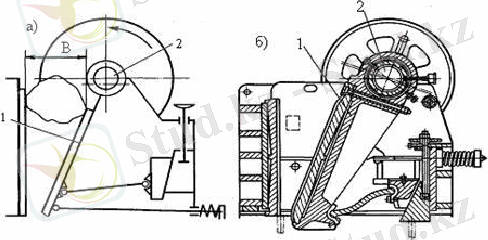
1 − қозғалмалы бет; 2 − эксцентриктік білік;
а - кинематикалық схема; б - құрылымдық схема.
Cурет 1. 4 - Бет қозғалысы күрделі беттік ұнтақтағыштар
Шатунның жоғарғы бөлігінде
корпус пен қақпақтан құралған,
бұрандалармен жалғанған басы бар, төменгі жағында ішпектері бар бойлық
ойықтар бар, алдыңғы және артқы ажырату плиталарының бас жағы соларға
сүйенеді.
Ажырату плиталарын шойыннан жасайды. Көптеген конструкцияларда
артқы плита сақтандырғыш құрылғы рөлін де ойнайды. Бұл жағдайда ол
сығылуға беріктік қоры бойынша есептеледі.
Кейде бұл плита өзара шегенделген немесе бұрандалармен жалғанған
екі бөліктен жасалады.
Қозғалтқышты қосар алдында құбырөткізгіш бойымен гидроцилиндрге
май беріледі. Сол кезде серіппелер қысылады, қақпақ оңға қарай жылжып,
дисктер арасындағы ілінісуді әлсіретеді. Содан кейін ұнтақтағыштың
электрқозғалтқышы іске қосылады. Тегершік-маховик, сәйкесінше, онымен
жалғанған дисктері бар төлке айнала бастайды. Дисктер бұл кезде сырғанап
өтеді. Ал маховик қажетті айналым санына жеткенде, гидроцилиндрге май
беру тоқтатылып, серіппелер қақпақты басады. Қақпақ дискілерді басып,
соңғыларды іліндіреді. Эксцентриктік білік айнала бастайды, ол кезде
ұнтақтағыш жұмысы кенеттен емес, баяу жүреді. Қозғалмалы және
қозғалыссыз беттермен шектелген кеңістік, сонымен қоса тұғырдың бойлық
қабырғаларының бөлігі ұнтақтау
камерасы деп
аталады.
Ұнтақтау
камерасының биіктігі тиеу саңылауының енінен 2 - 2, 4 есе үлкенірек.
Ұнтақтау камерасының бойлық қабырғалары жоғары көміртекті немесе
23
марганецті болат плиталармен футерленеді. Профильмен қозғалмалы және
қозғалыссыз беттердің футеровкасы әр түрлі болуы мүмкін (қабырғалы,
толқынды және т. б. ), бүйір плиталар тегіс болады. Бүйір бетті ілу осі әдетте
ұнтақтау камерасының жоғарғы деңгейінен жоғары, тиеу саңылауының енінен
жуық мөлшермен 0, 5-ке шығарылады. Сонымен қозғалмалы беттің
ұнтақтағыштың тиеу саңылауы дәрежесіндегі жүрісі көбейеді. Тиеу саңылауы
дәрежесіндегі беттің жүрісі тиеу саңылауы енінің жүзден біріне тең деп
жуықтап алынады. Қозғалмалы беттің артқы қабырғасының төменгі ұшына
тұйықтаушы құрылғының екі тарту күші бекітіледі. Олардың тағайындалуы -
қозғалмалы бетті бастапқы жағдайына серіппе арқылы қайтаруға ықпал ету.
Тиеп шығару саңылауының енін реттеу ажырату плиталарын (үлкен
ұнтақтағыштарда) ауыстыру немесе ажырату плиталарының ішпегі мен
тұғырдың артқы қабырғасы арасында төсеме орнату, не сынамалы реттеу
механизмы көмегімен жүзеге асырылады.
1. 3 Беттік ұнтақтағыштардың жетегі
Электр
жетегі
әр
түрлі машиналардың жұмыстық органдарын
қозғалысқа келтіретін, электрлік энергияны механикалық түріне өзгертуге
тағайындалған электрлі механикалық жүйе болып табылады. Бірақ заманауи
сатыда электр жетегіне жұмыстық органдар қозғалысын белгіленген заң
бойынша, белгіленген жылдамдықпен немесе белгіленген траекториямен
басқару міндеті жиі қойылады, сондықтан да одан нақтырақ айтсақ, электр
жетегі - бұл әр түрлі машиналардың жұмыстық органдарын қозғалысқа
келтіруге және осы қозғалысты басқаруға арналған электрлі механикалық
құрылғы.
Әдетте, электр жетегі электрлік энергияны механикалық түріне тікелей
өзгертуді жүзеге асыратын электрқозғалтқыштан, энергия ағынын біріншілік
көзден қозғалтқышқа реттеуді жасайтын қозғалтқышты басқару құрылғысы
мен жұмыстық органнан құралған, энергияны қозғалтқыштан жұмыстық
органға беретін механикалық бөліктен тұрады. Басқару құрылғысы ретінде
қарапайым сөндіргіш немесе контактор, сол сияқты реттелетін кернеу
өзгерткіш те пайдаланыла алады. Аталған құрылғылар бірге жетектің
энергетикалық арнасын түзеді. Жетек қозғалысының белгіленген
параметрлерін қамтамасыз ету үшін ақпараттық-басқару арнасы
тағайындалады, оның құрамына қозғалыстың белгіленген параметрлері мен
шығу координаталары туралы ақпарат алуды қамтамасыз ететін және
басқарудың белгілі алгоритмдерін жүзеге асыратын ақпараттық және басқару
құрылғылары кіреді. Оларға жататындар: әр түрлі датчиктер (бұрыш,
жылдамдық, ток, кернеу және т. б. ), сандық, импульстік және аналогтық
реттеуіштер.
Ұнтақтағыштың жетегі бір рамада орнатылған, тағайындалуы әр түрлі
екі қозғалтқыш көмегімен жүзеге асырылады. Беттік ұнтақтағыштың
электрқозғалтқышымен жалпы көрінісі 1. 5 суретте көрсетілген.
24
Cурет 1. 5 - Беттік ұнтақтағыштың электрқозғалтқышымен жалпы
көрінісі
Бас қозғалтқыш ұнтақтағыш жетегіне технологиялық жүктеме кезінде
пайдаланылады. Айналдырушы момент электрқозғалтқышынан төлкелік-
сұққылы муфта арқылы бас тегершікке және сына-қайыстық беріліс арқылы
ұнтақтағыштың жетектеуші тегершікке беріледі.
Беттік ұнтақтағыштың инерциялық массалары үлкен болғандықтан, оны
бас қозғалтқыш көмегімен қосу қиынға соғады. Сондықтан оны қосуға арнайы
құрылғыны пайдаланады, ол көмекші электрқозғалтқыштан, беріліс қатынасы
көп редуктор және озу муфтасынан тұрады. Қосу құрылғысы ұнтақтағышты
тіпті ұнтақтау камерасында материалдың біраз мөлшері болса да қосылуын
қамтамасыз етеді.
Көмекші жетектен эксцентриктік білік қозғалысқа келген соң, бас
электрқозғалтқышы қосылып, бір уақытта көмекші қозғалтқыш өшеді. Ары
қарай ұнтақтағышты номиналды айналу жиілігіне дейін жеткізу бас
электрқозғалтқыш көмегімен жасалады.
Ұнтақтағыштың бас жетегі өзара
МУВП муфтасымен жалғанған
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz