Табақтық материалдар: түрлері, қасиеттері және соғу-қалыптау мен илемдеу технологиялары

 1. 2ФАНЕРА
1. 2ФАНЕРА
Фанера бұл табақты құрлыс материялы, ол бірнеше қабат ағаштардың қалыңдығына қарай тығыз желімденген түрі. Алайда май сумен бұралу күшін көтеру мақсатында арнайы фанерлар өндіріледі. Егер барлық қабаттық тіндері
Орташа қабат құрылымы бойынша бір біріне симитриялы болса, фанера шалыстануғу өте төзімді "сэндвич" түрі фанерлар көбінесе тақ санды желімделеді, сондықтан үш қабатты, бес және жеті қабатты болып аталады.
Шплонды фанера табағы бір ағаш түрінің шпонды қабатынан жиналады. Сталярлық фанерленген бұйымдар жихаз жасауға есіктер мен жарларға т. б қолданылады.
Мінездемесі.
Кесінділерді шпондау содан кейін фанерлеу ағашты молынан пайдалануға, оның қолдану мүмкіндіктерін кеңейтуге оның анизонтроптығын төмендетіп, механикалық қасиетін жоғарылатып мықты да әдемі бұйымдар жасауға болады. Әсіресе жіңішке щпондармен өңделген фанерларды бір бірімен әдемі құрастыруға болады. Мұқият тандалған суға қарсы синтетикалық немесе табиғи желіммен жақсылап желімделген фанералар сыртқы құрлыс материялы ретінде қолданылады. Олар жай мақсатқа қолданатын ағаштарға қарағанда қандай да бір табиғи жағдайларға төзімді болып келеді. Фанердің қолдануына қарай мұқият тандалған желім және дұрыс қолданылған төзімділігі мен ұзаққа жетуін қатамасыз етеді.
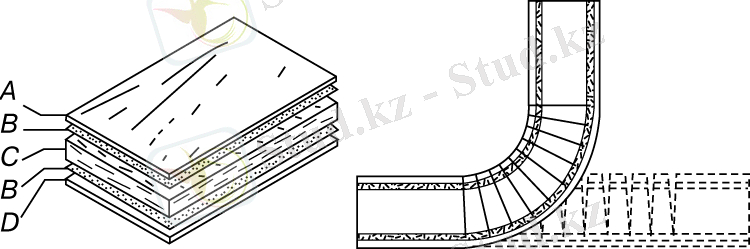
ТРЕХСЛОЙНАЯ ШПОНОВАЯ ФАНЕРА. Солжақтағы: A табақты шпон; B
II Табақты материялдарды өңдеу
2. 1Соғу және қалыптау
2. 2Илемдеу кезіндегі үйкеліс коэффициенті.Соғу мен қалыптаудың тағайындалған міндеті . Бұймыға белгілі бір өлшем мен пішін беру үшін әмбебап құралмен үздік-үздік әсер етіп металды пластикалық өңдеуді - соғу , ал арнайы құралмен (қалыппен) өңдеуді - қалыптау деп атайды.
Бұл тәсілдермен пішіндері алуан түрлі бұйымдарды металдан, пластмассадан және басқа да материалдардан дайындауға болады. Мұнда алынатын бұйым өлшемдерінің дәлдік дәрежесі, механикалық және басқа сипаттамалары мен беттерінің сапасы алуан түрлі болып келеді. Сондықтан соғу-қалыптау өндірісі машинажасауда, приборжасауда, халық тұтынатын заттар өндірісінде және халық шаруашылығының басқа да салаларында кең қолданыс тауып отыр. Соғу мен қалыптау арқылы бұйымдарды өндіру дайындаманың бастапқы пішінінің дайын бөлшектің өлшеміне максимальды жақындатға мүмкіндік береді, ал бұл металдың жоңқаға шығындалуын азайтады. Машинажасау зауыттарында илемделген дайындамалардан металл кескіш станоктар арқылы бұйымдар алуда металдың 30 . . . 40% жоңқа күйінде ысырапталады. Осы дайындамаларды алдын-ала соғу-қалыптау әдісімен өңдесе металдың шығындалуы 4 . . . 5 есеге азаяды және металл кескіш станоктар санын азайтып, қаржының үнемделуін септігін тигізеді. Сонымен қатар соғу мен қалыптау металдың қасиетін жақсартады, сол себепті көптеген машиналар мен асапаптардың жауапты бөлшектері тек соғылмалардан жасалады.
Кез-келген машинажасау зауытында соғу-қалыптау цехы жұмыс істейді, оларды арнаулылық дәрежесіне, өнімділігіне, негізгі жабдықтарының типіне байланысты арнаулы, әмбебап және аралас деп бөлге болады. Мысал ретінде соғу-қалыптау өндірісінің мынадай бөлімшелерін келтіреміз:
1) жекелеген және шағын сериялы бұйымдарды жасайтын ұсталық цехтар; көбінесе металлргия, кемежаса және басқа зауыттарда кездеседі. Мұндай цехтарда тоқпақпен соғу арқылы шағын соғылмаларды (массасы 1 т дейін) өндіреді;
2) массасы үлкен (250 т дейін және одан жоғары) жекелеген және шағын сериялы соғылмаларды дайындайтын ұсталық-баспақ цехтары. Мұндай цехтардың негізгі машиналары гидравликалық немесе бу-гидравликалық баспақтар;
3) массасы 1000 кг дейінгі соғылмаларды ірі-сериялы және жаппай өндіріспен шығаратын соғу-қалыптау цехтары. Мұндай цехтардың негізгі агрегаттары қалыптау тоқпақтары мен баспақтары, горизонталь-соғу машиналары және т. б. ;
4) табақты материалдан салқындай қалыптаумен бұйым өндіретін суықбаспақ цехтары. Мұндай цехтар ірі-сериялы және жаппай өндірілетін бөлшектерді өндіруге арналған. Олардан шығарылатын өнімдер қосымша өңдеуді қажет етпей тікелей жинақта операциясына жіберіледі;
5) арнаулы цехтар, олар жаппай өндірілетін бұйым (серіппелі, рессорлы, метизді және т. б. ) немесе орнатылған жабдық (мысалы, суықтай шөгеру автоматы) типіне байланысты анықталады.
Бастапқы материалдар сипаттамасы . Соғу процесі үшін бастапқы материал болып массалары бірнеше килограмнан 250 . . . 350т дейінгі құймакесектер және илемдік дайындамалар табылады. Ыстықтай қалыптауға соғылған, илемделген, баспаланған дайындамалар және сымдаумен алынған дайындамалар, сонымен қатар сұйық металл пайдаланылады. Табақты қалыптау кезінде бастапқы материал ретінде ыстықтай және суықтай илемделген әртүрлі болат табақтар мен таспалар және т. б. материалдар пайдаланылады.
Соғу кезіндегі негізгі технологиялық операциялар . Соғу тәсілімен бұйым алу кезінде өңделетін материал әмбебап құрал - тоқпақ немесе баспақтың бірнеше дүркін үздік-үздік әсерімен өңделеді. Деформацияланатын дене көлемі биіктігі бойымен шөгіп, құрал бетінің түйіспелік бетіне еркін жайылады. Соғу жекелеген және шағын сериялы өндірісте және жөндеу жұмыстарында қолданыс табады.
Соғудағы технологиялық процесте мынадай әртүрлі негізгі және қосалқы операциялар орындалады: қырдықысу (биллетировка), шөктіру, тартажону, ендеу, қобылау, ию, ширату, шабу, ұсталық пісіру және т. б., сонымен қатар таза өңдеу мен термиялық өңдеу операциялары (егер қажет болса) .
Құймакесекті қырдықысу (биллетировкалау) дайындамаға айналмалы дене пішінін беру үшін оның қырларын жаншу операциясы. Осы кезде құймакесектің конустылығының бұзылуымен бірге оның құйма дендритті құрылымы бұзылып, құйма металдың кеуектері мен басқа да ақаулары бітеледі.
Шөгу - бір мезгілде дайындама биіктігінің аласарып, оның көлденең қимасы ауданынының ұлғаю процесі (2-сурет, а) . Шөктіруді құйма құрылымды жою, шөкпелік дәрежесін арттыру, биіктігі аласарақ (тісті дөңгелек, дискілер және т. б. өндірге арналған) соғылмалар алу үшін және атанақ, дөңгелек және т. б. жасауда қобылаудан бұрын алдын-ала өткізілетін операция ретінде жүргізеді.
Бөлігін шөктіру (Высадка) - дайындаманың бір бөлігін шөктіру. Бұл кезде дайындама бөлігінің көлденең қимасының ауданы ұлғайып, оның бойлық өлшемдері кішірейеді. Бұл операцияны әртүрлі жолдармен орындауға болады, мысалы белгілі бір жері қыздырылған дайындаманы шөктіру (2 -сурет, б) немесе дайындаманың белгілі бір жерлерінде сақиналар арқылы деформациялануды шектеу (2-сурет, в) арқылы.
Тартажону - дайындаманың немесе оның бөлігінің көлденең қимасының ауданын жіңішкерту есебінен ұзаруы. Тартажону мен оның әртүрлі нұсқаларын тегіс, сатылы, иінді білік және басқа бұйымдарды өндір кезінде қолданады. Ол үшін әртүрлі пішінді (жайпақ, айық) соққыштарды (2- сурет, а) және жаншықтарды (обжимки) (2-сурет, б) қолданады. Тартажонуды дайындаманы өз өсімен айналу кезінде тізбектете беру мен жаншу арқылы жүргізеді.
Ендеу ( Разгонка) - дайындама бөлігінің енін оның қалыңдығын жұқарту есебінен ұлғайту үшін қолданатын операция (2-сурет, г) . Ендеуді көбінесе төселмелі құралмен (дөңгелек, овал, жайпақ) орындайды.
Қобылау (Прошивка) депдайындамадан металды ығыстырып шығару арқылы қуыс қалыптастыруды айтады (2-сурет, д, е) . Оны тоқпақтар мен баспақтарда тұтастай қобылаумен жүргізге болады. Бұл кезде қобыланатын соғылма 180° бұрышқа бұрылады. Биіктігі аласа дайындамаларды қобылауды төселмелі сақиналар арқылы жүргізуге болады. Қобыланған дайындаманы одан ары қарай басқа өңдеулерден өткізуге болады.
Жаю (Раскатка) - сақиналы дайындаманы оның айнлуы кезінде соққыш, құралбілік немесе роликтермен қалыңдығын жұқарту есебінен диаметрін үлкейту операциясы. (2-сурет, ж) . Жаюды тесігінің диаметрімен салыстырғанда қабырғасының қалыңдығы өте жұқа соғылмаларды дайындауда қолданылады.
Ию (Гибка) - дайындама бөліктерінің аралығына бұрыш қалыптастыру немесе оны өзгерту немесе оларға қисықсызықты пішін беру операциясы. Июді көбінесе төселмелі тіреуіштер аралығында орындайды.
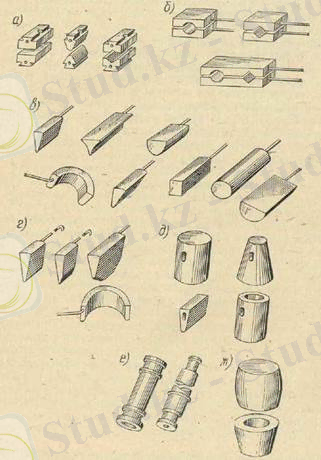
а - соққыштар; б- жаншықтар; в - белгілегіштер; г- балғалар; д - қобылағыштар; е- құралбіліктер; ж- мөлшерлегіштер.
2 - сурет. Соғуға қолданылатын құралдар
2- сурет. Соғудың кейбір операциялары
Ширату (Закручивание) - дайындама бөлігін бойлық өсінде бұрау операциясы. Бұл операцияны кейбір иінді білік типтерінің, ірі шиыршықты бұрғы соғылмаларын өндіруде қолданады.
Кесу (Отрубка) - дайындама бөлігін деформациялаушы құралды ендіру арқылы ашық контур бойымен толық бөліп алу. Егер дайындамадан металдың бір бөлігін ашық контур бойымен бөліп алсаонда оны - шабу , ал тұйық контур бойымен бөліп алса - шағ деп атайды. Шаб мен шағуды арнайы қалыптарда жүргізеді.
Соғу кезінде қарастырылған операциялардан басқа ұсталық пісіру, керу, домалату, қыспақтау және т. б. операциялар орындалады.
Ыстықтай қалыптау. Қалыптауды арнайы құрал - қалыптың көмегімен жүргізеді. Қалып екі немесе одан да көп бөліктерден тұрады. Қалып қуыстарын жылғалар деп атайды. Дайындама жылғаларда деформациялана отырып, қуысты толтырады да соғылма пішініне келтіріледі. Қалыптауда металдың ағуы құралдың беттерімен шектеліп мәжбүрлі өтеді, бұл дайындама көлемінің қайта қалыптасуына әкеп соғады.
Соғумен салыстырғанда қалыптау құралының қымбаттығына, металды деформациялауға өте үлкен қуаттың қажет ететінін ескергеннің өзінде қалыптау бір типті бөлшектерді өндіруде аса тиімді тәсілдердің бірі болып табылады. Қалыптау өнімділігінің жоғарылығымен бірге өлшемдердің жоғары дәлдігімен де ерекшеленеді. Сонымен қатар қалыптау әдісімен алынатын бұйым беттерінің сапасы жоғары болады, одан кейінгі кесіп өңдеуді қажет етпейтіндей болып келеді. Ыстықтай қалыптаудан кейін жүргізілетін суық күйде мөлшерлеу слғылма бетінің сапасын арттырады. Сондықтан қалыптауға кететін мол шығын мөлшері металдың үнемделуі мен соғылманы механикалық өңдеуге кететін шығынмен ақталады.
Сонымен қатар қалыптау жолымен соғу тәсілімен алуға болмайтын күрделі пішінді бұйымдарды алуға болады.
Қалыптаумен көбінесе массасы 100 кг дейінгі соғылмалар дайындалады, бірақ кейбір жағдайда соғылмалардың массасы 400 . . . 500 кг, ал кейде 2 т дейін жетіп жатады.
Ыстықтай қалыптауға бастапқы материал ретінде сортты илем, баспаланған шыбықтар, мөлшерленген металл, құйма дайындама және сұйық металл пайдаланылады.
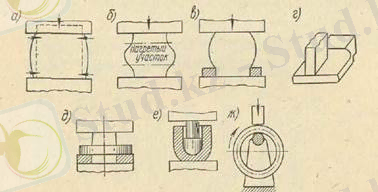
Ыстықтай қалыптауды екі әдіспен жүргізеді: ашық қалыпта кенерікті (облойнай) (қылауларымен) және жабық қалыпта кенеріксіз (қылаусыз) . Кенерікті әдістің мәні соғылма металдың артық көлемінің салдарынан қалып ажырандысы бойымен қылаулы болып қалыптасады (3-сурет) .
Кенеріксіз әдісте дайындаманы қалыптың бір бөлігінде (ұяқалыпта) қалдырып, деформациялауды қалыптың екінші бөлігімен (сотанмен) жүргізеді (4-сурет) .
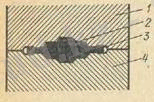
1 - үстіңгі қалып; 2- бұйым; 3 - кенерік; 4- астыңғы қалып.
3- сурет. Тоқпақты қалыптағы кенерікті қалыптау
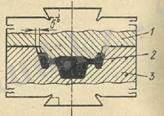
1 - үстіңгі қалып; 2- бұйым; 3- астыңғы қалып.
4 - сурет. Тоқпақты қалыптағы кенеріксіз қалыптау
Табақты қалыптау. Табақты қалыптау табақты, таспалы, тілкемді және басқа да материалдардан дайындаманың қалыңдығын көп өзгертпей бұйымдар алуға арналған. Пішін өзгертетін операциялар табақты немесе қуыс дайындамалардан қажетті пішін мен өлшемдегі кеңістіктік бөлшектер алуды қамтамасыз етеді. Табақты қалыптауда металды деформациялау жағдайы әртүрлі және алынатын өнім түрі мен қолданылатын операцияға байланысты болып келеді.
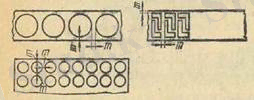
5 - сурет. Бөлу операциясы кезіндегі табақты пішу мысалы
Пішін өзгерту операциясына: ию, пішіндеу, кермелеу, көмкеру (отбортовка) (жайпақ дайындаманың сыртқы контуры бойынша немесе құбыр шетіне ернеу қалыптастыру), көмкермелеу (дайындамадағы тесік контуры бойымен ернеу қалыптастыру), дөңестеу (жайпақ дайындамадан қуыс бұйым қалыптастыру немесе қуыс дайындаманың пішіні мен өлшемін өзгерту), табақты бүрлеутабақты дайындамада ойыстар мен шығыңқылықтар қалыптастыру) .
Илемдеудегі үйкеліс коэффицентін - қарпу бұрышын, озып кетуді және ұлғаюды анықтау үшін ғана емес, сонымен қатар энергокүштік параметрлерді есептеу үшін де білу қажет. Бір жағынан илемдеу процесі үйкеліс болғанда ғана жүзеге асса, екінші жағынан үйкеліс шамасының жоғары болуы энергия шығындарының көп болуына әкеп соғады. Сондықтан жаншу шамасы қарпу бұрышымен шектелетін жерлерде пішінбілікті кертулер мен балқытып қаптастыру шаралары арқылы үйкеліс коэффициентін өсіруге тура келеді, ал жаншау шамасын жабдық беріктігі немесе жетек қуаты шектейтін болса, онда үйкеліс коэффициентін жақсы ажарланған пішінбіліктер мен әртүрлі майларды қолдана отырып кемітеді.
Илемдеу кезіндегі үйкеліс коэффициентінің ақиқат мәнін эксперимент жүзінде дәл анықтау өте қиын, өйткені үйкеліс коэффициентінің шамасы пішінбілік бетінің күйінен, майлануынан, илемдеуегі қысым мен температурадағы, илемдеу жылдамдығынан, пішінбілік материалы мен илемделетін металлға және т. б. тәуелді.
Әдебиеттердегі үйкеліс коэффициентін анықтау әдістері әрбір нақтылы илемдеу жағдайы үшін жанама анықтауға ғана мүмкіндік береді.
Тілкемдер мен пішіндерді ыстықтай илемдегенде үйкеліс коэффициентін μ Экелунд формуласы бойынша анықтауға болады:
m = n 1 × n 2 × n 3 (1, 05 - 0, 0005 t°) , (3. 15)
мұндағы t - металл температурасы, С;
n 1 - пішінбілік беттерінің күйін сипаттайтын коэффициент; болат пішінбілктер үшін n 1 =1, шойын үшін n 1 =0, 8;
n 2 - илемдеу жылдамдығын ескеретін коэффициент, v=1; 5; 10; 15; 20 м/с болғанда n 2 = 1, 0; 0, 9; 0, 8; 0, 75; 0, 7;
n 3 -илемделетін металдың химиялық құрамын ескеретін коэффициент, мысалы, көміртекті болаттар үшін (Ст. 3) n 3 =1, 0; Р-18 үшін n 3 =1, 10; ШХ15-1, 30; 12Х18Н10Т-1, 40; 15Х25Т-1, 55 және т. с. с. (3. 15) формуласы t>700 0 C болғанда ғана дұрыс.
Табақты және тілкемді металдарды салқындай илемдеудегі үйкеліс коэффициентін анықтау үшін теориялық есептеулер мен эксперименттер нәтижесінде алынған анықтамалық мәліметтерді пайдалануға болады.
2. 3Ыстықтай илемделген табақты болат.
Металл бұйымдарының бірнеше түрлері бар: көміртекті болаттан жасалған жұқа табақты, көміртекті болаттан жасалған толық табақты, құрылымдық сапалы болаттан жасалған және салқындай қалыптауға арналған табақты, беріктігі жоғары болаттан, кем құрылысы үшін металл бұйымын өндіру, арнайы техникалық шарттар бойынша газ-мұнай құбырларын және жалпы тағайындалған құбырларды дайындауға арналған көміртекті және төмен қосындалған, жасымықтық бұдырланған, сорттық, сондай-ақ жүйелі және арнайы.
Сонымен қатар металл бұйымын қайта өңдеу де кеңінен таралған. Қайта өңдеу тапсырысқа, ұзындығы мен енін талап етілгендей кез-келген етіп жүргізіледі. Нәтижесінде алынған дайындамалар одан әрі металл бұйымын және әртүрлі бүгілген кескіндерді: автоматты түрде басқарылатын қақпалардың бағыттаушыларын, қиық жиекті жабынды, бұрыштарды, кабель-арналарды, терезе жүйелеріне арналған арматуралаушы жүйелерді, құрғақ құрылысқа арналған кескіндерді және т. б. өндіру үшін пайдаланылады.

![stal[1].jpg](https://kz-rkd-img.s3.studkz.pro/83024/image9.webp)
Ыстықтай илемделген құрылымдық табақ
Ыстықтай илемделген табақ (ы/и табақ) МЕМСТ 19281 табақтар мен орамдар түрінде жеткізіледі және мынадай түрлері болады:
• сапасы кәдімгі;
• төмен қосындалған;
• құрылымдық сапалы
Ы/и табақ былай бөлінеді:
а) қалыңдығы 12 мм-ге дейін болған кезде илемдеу дәлдігі бойынша:
• дәлдігі жоғары - А,
• дәлдігі қалыпты - Б;
б) жазықтықтығы бойынша:
• жазықтығы рекше жоғары - ПО,
• жазықтығы жоғары - ПВ,
• жазықтығы жақсартылған - ПУ,
• жазықтығы қалыпты - ПН;
в) жиектің сипаты бойынша:
• жиегі кесілмеген - НО,
• жиегі кесілген - О;
г) өлшемдері бойынша.
Сапасы кәдімгі ст3 табағы жұқа табақты болаттан (қалыңдығы 0, 5-3, 9 мм) МЕМСТ 16523-89 және қалың табақты болаттан (қалыңдығы 4-160 мм) МЕМСТ 14637-89 дайындалады.
арнайы тағайындалған
10ХСНД, 15ХСНД
бөліктерін дайындауға арналған
2. 4Салқындай илемделген табақ
Салқындай илемделген абақ (с/и табақ) МЕМСТ 9045-93 бойынша қалыңдығы 3, 9 мм-ге дейін болатындай етіп, болаттың 08ю, 08пс, 08кп таңбаларынан дайындалады.
Сұрыпталымы МЕМСТ 19904-74 сәйкес келу керек.
Хим. құрамы МЕМСТ 9045-93 сәйкес келу керек.
Сүзу қабілеті бойынша салқындай илемделген табақтар төрт санатқа бөлінеді:
- ВОСВ - аса ерекше күрделі сүзінді;
- ОСВ - ерекше күрделі сүзінді;
- СВ - күрделі сүзінді;
- ВГ - аса терең сүзінді.
Әрлеу сапасы бойынша салқындай иелмделген табақтар үш топқа бөлінеді:
- I - ерекше жоғары әрленген;
- II - жоғары әрленген;
- III- жоғарылатып әрленгенн.
Беткі қабатының күйі бойынша аз көміртекті сапалы болаттан жасалған салқындай илемделген табақтар жылтыр - гл, күңгірт - м, бүдірлі - ш болып бөлінеді. Илемдеу дәлдігі бойынша аз көміртекті сапалы болаттан жасалған салқындай иелемделген табақтар дәлдігі жоғары табақтарға - П және дәлдігі кәдімгі табақтарға - О бөлінеді.
Цинктелген болат қалыңдығы 0, 5 - 2, 5 мм табақтар және орамдар түрінде жеткізіледі. Ыстық тәсілмен цинктелген және салқындай кескіндеуге, қалыпталған бөлшектерді, ыдыс-аяқты, ыдысты және басқа металл бұйымдарын дайындауға және бояуға арналған салқындай илемделген табақты және орамды МЕМСТ 14918-80 сәйкес келетін цинктелген табақ болып келеді. Цинктеу үшін Ц0 және Ц1 (МЕМСТ 3640-79) таңбалы цинк пайдаланылады, ваннаға алюминий, қорғсын және басқа металлдар салынады.
Өзінің қасиеттеріне байланысты цинктелген табақ келесі топтарға бөлінеді:
а) Тағайындалуы бойынша:
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz