Өнімділігі 70 кг/сағ фигуралы макарон өнімдерінің технологиясы

Қазақстан Республикасы Білім және ғылым Министрлігі
Ш. Уәлиханов атындағы Көкшетау мемлекеттік университеті ШЖҚ РМҚ
«Техника және технология» факультеті
«Инженерлік технологиялар және көлік» кафедрасы
Курстық жұмыс
Тақырыбы: Өнімділігі 70 кг/сағ фигуралы макарон өнімдерінің технологиясын қарастыру
«Қайта өңдеу өндірісінің арнайы технологиялары» пәні
Орындаған : ТППк-51 тобының студенті Cәрсен И. Ү
Қабылдаған: магистр. Алибекова А. Т
Көкшетау 2018 жыл
МАЗМҰНЫ
КІРІСПЕ . . . 3
НЕГІЗГІ БӨЛІМ . . . 4
1 Макарон өнімдерінің жалпы құрылымы . . . 4
1. 1 Макарон және макарон өнімдері . . . 4
1. 2 Макарон өндірісінің технологиясы . . . 5
2. Макарон өнімдерінің технологиясы . . . 12
2. 1. Матрица- пресстің негізгі жұмысшы органы . . . 12
2. 2. Макарондарға пішін беру . . . 14
3. Өнімділігі 70 кг/сағ фигуралы макарон өнімдеріне сипаттама . . . 19
3. 1. Техникалық жабдықтарды іріктеу . . . 19
3. 2. Технологиялық желінің өндірістік қуатын (өнімділігін) есептеу . . . 25
4. Макарон өнімдерінің сапасына койылатын талаптар . . . 29
ҚОРЫТЫНДЫ . . . 31
ПАЙДАЛАНЫЛҒАН ӘДЕБИЕТТЕР ТІЗІМІ . . . 32
КІРІСПЕ
Макарон өнімдері ең алғаш Азия елдерінде ертеден белгілі болған. Орта ғасырларда неополитон саудагерлері макарон өнімдерін АҚШ-тан Италияға әкелген. Содан бастап Италия макарондардың Отаны атанған. «макарон - италяндардың дәстүрлі тағамы» деп атауға болады.
XVIII ғ. Италияда, Францияда макарон өнімдері өндірісте механикалық престерімен шығарыла бастады. Қазақстан үшін макарон өнімдерін шығару жаңа сала. Макарон өндірісі адамзатқа ежелгі заманнан бері белгілі. Макарон технологиясы мен техникасы бірнеше мыңжылдықтан бері дамып келеді. Ең бірінші лапша дайындау әдістері туралы рим гурманы Апичоның жаңа дәуірдің бірінші он жылдығында құрастырылған жазбаларынан кездестіруге болады.
Қазіргі уақытта да макарон өндірісіндегі қамырды илеу техникасы мен технологиясы, қамырды формалау, макарон өнімдерін кептіру қарқынды даму үстінде және ассортимент түрлері де жылдан-жылға көбеюде.
Қазақстан үшін макарон өнімдерін шыгару тарихи жағдайларга байланысты, тәуелсіз мемлекеттер достығында (ТМД) бұл саланың өркендеуімен бірге қалыптасқан. Сондықтан, бұл саланы қазіргі сол ТМД көлемінде оқып танысу өте нәтижелі болады. Көптеген машиналар, қүрал-саймандар, жабдықтар, көбіне Еуропа кемесе орыс тілінде аталғандықтан аттары қазақ тіліне де өзгермей ауысқан.
Макарон өнеркәсібі ауыл-шаруашалақ өндірісімен және тамақ өнеркәсібімен тығыз байланысты. Қазіргі заманғы макарон цехы - күрделі өндірісті өнеркәсіп.
Макарон цехында сапалы өнімдер алу: өңдеуге түсетін шикізат сапасына, технологиялық процесстің дұрыс жүргізілуіне, технологиялық құрал-жабдықтардың сапасы мен жағдайы сияқты бірқатар факторларға тәуелді.
Курстық жұмыста өнімділігі 70 кг/сағ фигуралы макарон өнімдерінің жобалау технологиясы қарастырылды. Өндірісті жобалаудың негізгі мақсаты - өндірістен өнімділігі 70 кг/сағ болатын фигуралы макарон өнімдерін алу технологиясын әзірлеу болып табылады.
Аталмыш жұмыс барысында мынадай міндеттер қойылды:
- Макарон және макарон өнімдерінің түрлеріне тоқталу
- Өнімділігі 70 кг/сағ фигуралы макарон өнімдерін зерттеу
- Өнім өндірудегі техникалық жабдықтарды таңдау және есептеу
Технологиялық процесті жүзеге асыруда ең оңтайлы жабдықтар қолданылады, қажетті жабдықтар таңдап алынады. Қазіргі заманғы макарон өндірудегі технолгиялық желі құрылымы, осы желіні дайындауға кеткен үрдістерді тұтастай дерлік көрсетеді. Яғни шикізатты қабылдаудан басталып оны сату желілеріне дейін жеткізілуі көрсетіледі.
Курстық жұмыстың құрылымы кіріспеден, үш тараудан, қорытындыдан және пайдаланылған әдебиеттер тізімінен тұрады.
1 Макарон өнімдерінің жалпы құрылымы
1. 1 Макарон және макарон өнімдері
Макарон өнімдері дегеніміз я кептрілген тығыз қамыр, бидай ұны мен судан дайындалады, түтікше тәрізді қалыптандырады немесе басқа пішінде болады, бұл өнімдер қалдық ылғалдылығы 13% аспайтын шамаға дейін кептіріледі, қалыпты жағдайда сапасын жоғалтпастан бір жыл бойы сақталады. Олардың шала фабиркат ретінде де шығарылуы мүмкін, ылғалдылығы 19% болады және ол 24 сағаттан бастап 3 тәулікке дейінгі уақыт аралығында өткізіледі.
Макарон өнімдерін жіктеу. Макарон өнімдері МЕМСТ 875-92 стандартына сай мына төмендегі түрлерге жіктеледі:
Олар өздері жасалған ұнның сортына карай:
1. жоғары сортты - егер жоғары сорты ұннан жасалса;
2. бірінші сортты - егер бірінші сортты ұннан жасалса;
Егер оларға құнарландырғыш, дәмін кіргізетін заттар қосылса, онда осы сорттардың атына сол қосылған заттардың аты қосылып жазылады. Мысалы, «жоғарғы сорты жұмыртқалы» және т. б.
Өздерінің сыртқы пішіндеріне қарай 4 типке бөлінеді. Олар: түтікше, жіпшік (вермишель), таспа тәрізді (кеспе) және әшекшілі (фигурные) өнімдер.
Түтікше өнімдер үш түр - тармаққа: макарондар, кыска түтік кеспе (рожки) және құс қауырсындар (перья) деп бөлінеді. Көлденең кесінділердің өлшемдеріне, олардың пішініне қарай түтікшелер, жіпшіктер, таспа тәрізді өнімдер мына түрлерге бөлінеді:
- сабан тәрізді кұс қауырсындардан басқалары диаметрі 4, 0 мм. дейін;
- ерекше түтікшелер - 4, 1 - 3, 5 мм.
- Кәдімгі - 5, 6 - 7, 0 мм.
- Сүйкімді - 7, 0 мм.
Жіпшіктердің көлденең кесіндісі вермишель дөңгелек, эллипсоидті, төртбұрышты болып, мына төменгі түрлерге:
- Жіңішке өрмекші торы (паутинка) - егер көлденең кесіндісінің диаметрі 0, 8 мм-ге дейін болса;
- Жіңішке - 0, 9 - 1, 2 мм.
- Кәдімгі - 1, 3 - 1, 5 мм.
- Сүйкімді - 1, 6 - 3, 0 мм. деп бөлінеді.
Макарон бұйымдары басқаларға қарағанрда біршама басымдылыққа ие, аса маңызды тағамдық өнім:
- сақтау ұзақтығы -1 жыл, сапасын жоғалтпастан;
- дайындау тез және қарапайым;
- тағамдық құндылығы аса жоғары (100 г құрғақ өнімнен дайындалған тағам - адам ағзасына бір тәулік бойы қажетті ақуыз бен көмірсулардың 10% қанағаттандырады) ;
- макарон өнімдерінің тағамдық заттарының, ақуыздары мен көмірсуларының көп екендігі анықталған.
1. 2 Макарон өндірісінің технологиясы
Өнімдерін өндіру бойынша тізбегінің қуаттылығы 3 200 т. /жылына болады. Аталған тізбекті қолданысқа енгізу халықтың сұранысына ие болатын жоғары сапалы өнім алуға мүмкіндік береді.
Макарон өнімдерін шығару процесі:
- шикізат пен суды дайындау;
- шикізат пен суды өлшеу;
- қамыр илеу;
- қамырды қысып сығымдау, престеу;
- өнімдерді қалыптау;
- өнімдерді бөлу;
- кептіру;
- тұрақтандыру
суыту;
- жіктеу, сорттау және қаптау;
- оларды сақтау процестерінен тұрады.
Өндірісте кесілген макарон өнімдерінің өндірісі бойынша 5 ағымдық-механикаландырылған тізбек орнатылатын болады, жалпы қуаттылығы - жылына 3200 т.
Бұл тізбек заманауи жабдық болып табылады, сенімді және пайдалану күрделі емес, электр қуатын көп тұтынбайды және қызметкерлер көп қажет емес. Мұндай тізбектерде шикізат белгілеуіштерін электрондық бақылайтын жабдықтар қарастырылған, қамыр терең вакуумдық әдіспен ЗО минутта иленеді. Кептіру үздік технология бойынша аса жоғары температурада жүзеге асырылатын болады.
Мұндай технологиялық үрдіс өнімнің алтындай сары түсін сақтап қалуға мүмкіндік береді. Оларға пісіру барысында беріктік және төзімділік береді.
Өндірістің технологиялық үрдісі келесі схемада көрсетілген.
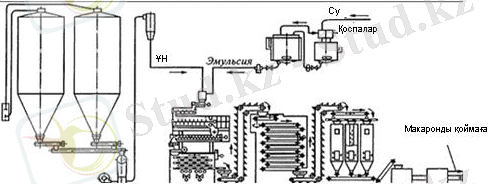
1-сурет. Макарон өнімдерін өндіру технологиясы
Өндіріс үшін шикізаттарды дайындау
Ұнды өндіріске дайындау араластырудан, елеуден, магниттік тазалау және өлшеуден тұрады.
Ұнды араластыру
Бір сорттағы ұнның түрлі партияларын анық қатынаста көрсеткіші жоғарырақ басқа бір партияның сапа көрсеткішін жоғарылату үшін араластырады.
Диагональ әдісі. Ұнды араластыруды ыдыстық әдісінде қабылдағыш шұңқыр ыдысқа түрлі партиялар қаптарына кезектесіп салады; ыдыссыз сақтау әдісінде өндіріске сүрлемдер көмегімен ұндарды беретін қоректендіргіштер көмегімен: қоректендіргіштер жинағыш ұнтұрбасына қажетті қатынаста реттеп отырады.
Ұнды тазалау
Ұн бөлшектерінен үлкен мөлшерімен ерекшеленетін кездейсоқ заттарды (қапшық бөлшектері, ұнның қалып қалған қалдықтары) алып тастау үшін жасалады. Тазалау үшін әдетте бураттар, Пионер тазалағыштары, ортажүргізілген елеуіштер, 1, 0ден 1, 6 мм дейін мөлшердегі тесіктері бар металл ситалар қолданылады.
Ұнды магниттік тазалау
Ұнды тазалау транспорттық механизмдер мен тазалағыштардың бөлшектерін үйкеу нәтижесінде түсуі мүмкін болатын ұннан металлмагниттік заттарды алып тастау үшін қолданылады. Тазалауды әдетте ұнның жүретін екі нүктесінде орналасқан тұрақты магниттер көмегімен іске асырады: тазалағаннан кейін және макаронды пресс ұнының дозаторының алдында. Ұн магнит өрісінде 6-8мм қалыңдық қабатымен және 05мс жылдамдықтан аспайтындай етіп жылжу керек. Әр 4 сағат сайын магниттерді тазалап тұру қажет.
Ұнды таразыға тарту
Өндіріске ұн қоймасынан жіберілетін мөлшерді тіркеп есептеу үшін қажет. Негізінен бұл мақсатта жиі ұн пресске аралық бункерлер арқылы түскенде порциондық автоматтық таразыларды қолданады. Таралық сақтау әдісінде ұнды қаптар саны бойынша есептейді. Тарасыз сақтау кезінде таразыға тартудың тензометрлік әдісін қолдану дұрыс. Яғни мұнда сүрлемдердегі ұн массасы ыдыссыз ұнды сақтау қоймасының басқару пультінде бекітіледі.
Жұмыртқа. Көбіне қабықтың сыртында орналасатын бактериялардың түсуін алдын алу үшін, жұмыртқаларды қолданбас бұрын дезинфицирлеп, одан кейін сумен жуады. Бұл мақсатта екі бөлікке бөлінген бактан және тордан жасалынған жылжымалы жәшік құрылғыларынан тұрады. Бактың бірінші бөлігіне 2 пайызы хлор ерітіндісін, екінші бөлігіне 20 пайызы сода ерітіндісін құяды. Торлы жәшікке орналасқан жұмыртқалар 5-10 минутқа кезегімен бірінші және екінші бөлімдерге салады, содан соң 3-5 минут ішінде салқын судың астында жуады.
Дезинфекция мен жұмыртқаны жуғаннан кейін 3-5данадан жеке ыдысқа бөліп тастайды. Қолдануға жарамдылығын иісі арқылы анықтайды және 3мм мөлшердегі ұяшықтары арқылы ортақ ыдысқа құяды. Жұмыртқаны жарғаннан кейін қабықта 3-4 пайызы жұмыртқа массасы қалады, сондықтан оның ағуы үшін қабықты бірнеше уақытқа торлы түбі бар жәшікке қалдырады.
Макарон қамырына жұмыртқаны енгізу үшін дайындық үрдісінің күрделілігі мен жұмысы көптігін ескере отырып, жұмырқаның байытылған түрлері меланж бен жұмыртқа ұнтағын қолдану дұрыс болып табылады.
Меланж. Қолданбас бұрын жабық банкадағы меланжды 3-4 сағатқа жылы су құйылған ваннаға араластырып жылытады. Банканы ашпас бұрын жақсылап шаяды. Содан соң 3мм тесіктен аспайтын елеуіш арқылы елейді. Жылытылған меланж 3-4 сағат ішінде қолданылуы тиіс.
Жұмыртқа ұнтағы және құрғақ сүт. 40-45оС температурада тең су мөлшерінде қаймақтәріздес күйге түскенше араластырады. Одан соң араласқан затты қоспаларды дайындау үшін орнату багына құйып, ол жерге қамырды илеу рецептурасына сәйкес қалған су мөлшерін құяды. Алынған эмульсияны макарондық пресстің су дозаторына бермес бұрын және кейін араластырады.
Ірімшік. Өндіріске жібермес бұрын2мм аспайтын ұяшықтардың елеуіші арқылы үйкейді. Одан соң жұмыртқа ұнтағы немесе құрқақ сүт тәрізді дайындайды.
Бағытталған томаттық өнімдер. Банканы ашпас бұрын оны сүртіп тазалайды немесе жуады. Томат өнімдері рецептураға сәйкес жылы суда араластырады. Томат өнімдерінен жасалатын ұнтақ. Жұмыртқа ұнтағы мен құрғақ сүттерін 55-65оС температурада жылы суды қолданады.
Дәрумендер. Дәрумендер қорабын дәрумен қоймалжыңын құру алдында немесе қамырға дәрумендерді енгізу алдында ашады. В1, В2, және РР дәрумендері термотұрақты және қолданылатын мөлшерлерде суда жақсы араласады. Сондықтан оларды кез келген температурада суда қоспаларды дайындайтын бактарда ерітуге болады. Оларды ұн түрінде қамырилегіш пресс ыдысына енгізу қажет емес, себебі аз дозаларды макарон қамырының барлық массасына біртекті түрде тарату қиын болып табылады.
Макарон қамырын дайындау және пресстеу.
Макарон қамыры өзінің құрамы бойынша қолданылатын ұн өнімдерін өндіру үшін барлық қамырдың ішіндегі ең қарапайымы болып табылады. Оның басты және негізгі компоненті ұн мен су. Аз мөлшерде болсын қамырға қоспаларды енгізу оның сипаттамасы мен қасиетіне еш әсер етпейді.
Макарон қамырын илегенде нан қамырын илегеннен қарағанда аз су мөлшерін қосады. Бұл мөлшер ұнның негізгі құрамы - крахмал мен ақуыз оның шамамен жартысын құрайды. Сондықтан макарон қамырын илегеннен кейін байланысқан қамырды емес, борпылдақ ылғалдандырған қоқымдар мен қабықтар болып табылады. Ары өңдеуден кейін осы себілгіш массадан макарондық пресстің шнектік камерада үлкен қысымда пресстегенде тығыз иілгіш қамыр алынады.
Қамыр ингредиенттерін дозалау және араластыру Өнеркәсіптік пресстердің құрамына кіретін үздіксіз қамыр илегіштерде ингредиенттердің араласуы жүреді. Ұн мен суды үздіксіз әрекеттегі дозаторлардың көмегімен қамырилегішке салынады.
Илеудің алдында дозаторлардың жұмысын бақылауын жүргізіледі. Ол үшін қамыриленетін ыдысқа дозатор арқылы берілетін ұн мен суды 2-5 минут арасында жинайды, содан соң оның массасын анықтайды. Осыдан кейін қажет болған жағдайда дозаторлардың жұмысының реттелуін жүргізеді.
Мысал. Рецептураға сәйкес қамырдың иленуі әр 100 кг ұн қамырилегішке 29, 4 л су берілу қажет.
Макарон өнімдерін өндіру процесі келесідей негізгі операциялардан тұрады: шикізаттың дайынықтары, қамырының дайындалуы, қамырдың пресстелуі, шикі өнімнің бөлшектенуі, кептіру, кептірілген өнімнің суытылуы, стандарттық өнімдердің қапталуы.
Шикізаттың дайындығы
Ұнды елеп одан металломагнитті араласқан қоспаларды тазалау, жылыту (ұн температурасы 100С төмен болмауы қажет), зертханалық фабрика нұсқауына сәйкес түрлі ұн партияларын араластыру. Қамырды елеу үшін арналған суды жылуалмасқыш аппараттарда жылытады, содан соң рецептурада көрсетілген температураға дейін салқын сумен араластырады. Қоспаларды дайындау қамырды елеу үшін арналған суда араласудан тұрады. Тауық жұмыртқасын қолдану алдында жуып, ал меланжды жібітеді.
Макарон қамырын дайындау
Қамырды дайындау үрдісі ингредиенттерді дозалау мен қамырды илеуден құралады (ұн, су және қоспалар) . Ингредиенттер 3:1 қатынасында еленетін ыдысқа ерітілген қоспалары бар үзіліссіз ұн және суды беріп тұратын дозатор көмегімен енгізеді. Еленетін ыдыста интенсивті түрде ұн мен суды араластыру және ұн бөлшектерін үрлеу - шартты түрде макарон қамырын илеу деп аталатын үрдіс жүріп жатады. Нан және бисквиттік макарон өнімдеріне қарағанда елеу соңында тұтас байланысқан массаны емес, көп ылғалданған бөлшектенген бөлшектерден тұрады.
Қамырды пресстеу
Басқаша тағы экструзия деп аталатын пресстеу мақсаты - араласқан қамырды тығыздап, оны біртекті байланысқан иілгіш қамырға айналдырып, кейін оған анық бір пішін беру. Қамырды металл матрицаларында жасалынған саңылаулар арқылы өткізіп пішінге келтіреді. Саңылау пішіні пресстелген шикі өнімнің пішінін анықтайды. Мысал үшін, домалақ қиылысы бар тесіктер арқылы вермишель, тікбұрышты лапшаны алуға болады.
Шикі өнімдерді жасау
Бұл үрдіс екі операциялардан құралады: матрицадан пресстелген шикі өнімдерді керекті ұзындықтағы кесінділерге кесу және оны кептіруге дайындау. Жасалынатын өнімдер түрі мен қолданушы кептіргіш құрылғыға байланысты кептіруге дайындық - тор транспортердегі, рамкалар, кассеталардағы шикі өнімнің таралуы, не болмаса ұзын шикі өнімнің кептіргіш құралдарға ілуден тұрады.
Пресстелген өнімдер кесілу алдында немесе кесу үрдісінде сыртқы қабатында кептірілген қабық алу үшін ауамен үріліп тұрады. Бұл өнімдердің бір бірімен жабысып қалмауын және аяқтары мен кептірілетін қабаттарға жабыспауын алдын алады.
Өнімдерді кептіру
Кептіру мақсаты - өнім пішінін бекітіп және оның ішінде микроағзалардың дамуын тежеу. Бұл ең ұзақ және технологиялық үрдістің жауапкершілігі мол кезеңі болып табылады, яғни оның дұрыс жасалынуынан бірінші ретте өнімнің беріктілігі тәуелді. Қарқынды түрде кептіру бірінші кезекте құрғақ өнімдегі жарықтардың пайда болуына, ал жай кептіру, әсіресе ылғалды кетірудің бірінші кезеңінде, өнімнің көгеруіне алып келуі мүмкін. Қазіргі уақытта макарон мекемелерінде макарон өнімдерін конвективті кептіруін қолданады - жылытылған ауамен өнімді үріп тұру.
Кептірілген өнімдерді суыту
Бұл үрдіс кептіргіштен шығатын өнімнің жоғары температурасын қаптау бөлімінің температурасына дейін төмендету үшін қажет. Егер макарон өнімдерін суытусыз қаптаса, онда ылғалдың булануы қаптамада жалғаса береді, ол өз кезегінде қапталған өнім массасының азаюы, ал ылғал өткізбейтін қаптамада - оның жоғарғы қабатындағы ылғалдың конденсациясына әкеледі. Ең қалаулысы, кептірілген өнімдерді стабилизатор-жинағыш деп аталатын арнайы бункерлер мен камераларда жай суыту болып табылады. Суытылған өнімдерді ақауларын жоюға жібереді, яғни осы уақыт ішінде олардың сапасы бойынша талаптарға сәйкес келмейтін өнімдерді алып тастап, содан соң оларды қаптайды.
Қаптау
Дайын өнімдерді қолмен немесе арнайы машиналарымен кішкентай қораптар мен пакеттерге қаптайды, не болмаса ірі қораптарға, жәшіктерге, көпқабатты қағаз қаптарға салады. Дәстүрлі макарон өнімдерінің кез-келген түрін өндіру әрдайым көрсетілген кезеңдерден тұрады, алайда өңделетін өнімнің түрі, сонымен қатар қандай да бір құрылғының бар болуы және өндірістің қолданыстағы режимі нақты мекемедегі макарон өнімдерінің технологиялық сұлбасын анықтайды. Қазіргі уақытта отандық макарондық мекемелер мен шетелдік фирмалармен ұсынылатын кең таралған технологиялық сұлбалардың негізгі нұсқаларын біз макарон өнімдерінің өндірісінің жеке технологиялық кезеңдерін бөлшектеп оқу үрдісінде қарастырамыз.
Макарон өндірісін ұйымдастыру үшін келесі құрал-жабдықтар алу қажет:
Өндірістік үрдістің инфрақұрылымы электр энергияны, суды, газды және будың пайдалануын көздейді. Сумен технологиялық үрдіс толығымен қалалық су жүйесінен қамтамасыз етіледі. Цех аумағында жайластырылған бугенераторы, буға деген технологиялық қажеттілікті толығымен қамтамассыз етеді. Электр энергияның шығындары 1 тонна өнімге жылдың мезгіліне байланысты 225 кВт/сағатынан 250 кВт/сағатына құрайды.
Металмагнитті қоспалардан тазартып, ұнды қалбырлау, ұнды қыздыру (ұнның температурасы 10 0 С төмен болмау керек) және әртүрлі партия ұндарын фабрика зертханасындағы көрсеткіштерге сәйкестендіріп араластырудан тұрады.
Қамыр илеуге арналған суды жылу алмасу аппараттарында жылытады, содан кейін рецептурада көрсетілген температураға жеткенше су өткізгіштегі сумен араластырады.
Басқа қосылатын қоспаларды даярлау. Осы қоспаларды қамыр илеуге арналған сумен араластырудан тұрады.
Қамыр даярлау процесі ингредиенттерді (ұнды, суды және қоспаларды) дозалаудан және қамырды илеуден құралады.
Макарон қамырының илену жылдамдығы екі фактормен анықталады: қамыр массасына ылғалдың бірқалыпты таралуымен және ылғалдың ұн қамырына сіңу жылдамдығымен. Қамыр массасына су тез және бірқалыпты таралу үшін суды шашыратып құю қажет. Макарон кәсіпорындарында кең таралған бір камералы қамыр илегіштерде су осындай тәсілмен мөлшерленеді.
Формалаудың технологиялық мақсаты - өндірілетін макарон түріне сәйкес қамырлы жартылай фабрикатқа форма беру. Формалаудың негізгі әдісі макарон қамырын иірлікті пресстерде пресстеу. Матрицалар саңылауларының формасы мен өлшемдеріне сәйкес пресстеу арқылы мынадай макарон түрлерін алады: құбыр тәрізді, жіп тәрәздә, лента тәрізді және мүсінді. Пресстегіш құрылғының негізгі жұмысшы органы - иірлік. Иірлік айналғанда қамыр пресстің қалпақшасына барады.
Пресстің қалпақшасының төменгі бөлігіне орналастыруға матрица иірлік айдамалайтын қамыр массасының тек қана 10 . . . 20 % өткізеді. Осы кезде қалпақшада да және иірлікті камерада да қарсы қысым пайда болады, осының нәтижесінде қамыр нығыздалады да бір-бірімен байланысқан тығыз қамыр массасына айналады. Қамырды араластырғанда айналып тұрған иірліктің қалақшаларына үйкелуі нәтижесінде қамыр қызады. Қамырдың температурасын төмендету үшін пресстің жұмысы кезінде пресс қалпақшасына жалғанған пресс камерасының сулы рубашкасына суық су беріп тұрады. Пресстер көп жұмыс істемей тоқтап тұрған жағдайда осы сулы рубашканы қамырды пресстеу алдында иірлікті камераны қыздыру үшін қолданады.
Пресстеуші құрылғылардағы қысым 12 МПа болған кезде пресстердің қалыпты жұмысы қамтамасыз етіледі.
Су рубашкасынан шығатын салқындатқыш судың температурасы 25 . . . 35 С деңгейде болуы керек. Матрицаның барлық жұмысшы бетінде қамырдың қысымын тұрақты қамтамасыз ету, жартылай фабрикаттың пресстеу жылдамдығына және қайтымды шығын мөлшеріне әсерін тигізеді. Осы жағдайға байланысты тік бұрышты матрицада формалаудың дөңгелек матрицамен салыстырғанда мынадай ерекшеліктері бар.
Жартылай фабрикатты вакуумдау пресстің иірлікті камерасында жүзеге асады. Қамырды вакуумдауды илеу кезінде 10 . . . 40 КПа қысымда 5 . . . 7 мин жүргізген эффектті. Осы кезде қамырдан негізінен көпіршек түрінде болатын механикалық ұсталынған ауа жойылады. Мұндай режим макарон өнімдерінің ауа ұстау коэффициенті 0, 8 . . . 1, 0% диапазонда қамтамасыз етеді. Вакуумдық өңдеуден өткен құрамынан ауа көпіршектері алынған қамырды формалаған кезде шикі өнімдердің беріктілігі 40%, ал құрғақ өнімдердің беріктілігі 20% артады.
Шикі өнімдерді бөлу. Бөлудің технологиялық мақсаты шикі өнімдерді кептіруге дайындау және стандартқа сәйкес форма беру. Формаланған өнімдерді ауамен үрлейді, кескіш механизмнің көмегімен кеседі және кептіру үшін кептіргіш беттерге жаяды (қысқа кесілген өнімдерді) . Кесуді дұрыс жүргізілуіне және шикі өнімдердің жайылуынан өнімдердің формасы, сапасы және кептіру ұзақтылығы тәуелді. Стандартқа сәйкес кесілген макарон өнімдері ұзындығы бойынша біркелкі және формасы түзу, кесілген жері де бірдей, түзу болуы керек.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz