Тура ағынды сым созатын орнақтарда қарсы созылумен сымды созудың технологиясы, электр жетегі және оптималды басқару

АНДАТПА
Дипломдық жобада тура ағында сым созатын орнақтарда қарсы
созылуымен сымды созудың технологиялық процесі туралы негізгі мәліметтер
келтірілген. Орнақтың электр жетегіне қойылатын талаптар және сым созатын
орнақтың заманауи электр жетегі туралы мәліметтер келтірілген. Оптималды
басқару әдісі мен сым созатын орнақтың электр жетегінің өтпелі процесстер
сапасының критерийлері таңдалған. Сым созатын орнақты оптималды
басқаруды есептеу бағдарламасы келтірілген. Электр қозғалтқышты
пайдалану кезінде қауіпсіздік техникасын сақтау сұрақтары қарастырылған.
Ғимараттағы диспетчер бөлмесінің жасанды жарықтануы мен күрделі қаржы
салымдарды есептеу, техникалық операцияларды орындауға жұмсалған уақыт
нормасы және жылдық экономикалық тиімділікті есептеу берілген.
АННОТАЦИЯ
В дипломной работе изложены основные сведения о технологическом
процессе волочения проволоки с противонатяжением на прямоточном
волочильном стане. Приведены сведения о современном электроприводе
прямоточного волочильного стана и требования, предъявляемые к
электроприводу стана. Выбран метод оптимального управления и критерий
качества переходных процессов электропривода волочильного стана.
Приводится программа расчета оптимального управления прямоточным
волочильным станом. Рассмотрены вопросы соблюдения техники
безопасности при эксплуатации электродвигателя. Дается расчет
искусственного освящения диспетчерской комнаты в офисе,
расчет
капитальных вложений, норм времени на выполнение технологических
операций и расчет годовой экономической эффективности.
ANNOTATION
In the doploma paper the main data on technological process of drawing of a
wire with an antitension on a direct-flow drawing camp are explained. Data on the
modern electric drive of a direct-flow drawing camp and requirements imposed to
the electric drive of a camp are provided. The method of optimum control and
criterion of quality of transient phenomena of the electric drive of a drawing camp
is selected. The program of calculation of optimum control is provided by a direct-
flow drawing camp. Questions of observance of the security regulation are
considered in the case of electromotor maintenance. Calculation of capital
investments, norms of time for execution of technological operations and
calculation of annual economic efficiency is dismissed artificial consecration of the
dispatcher room at the office.
Мазмұны
Кіріспе
1
1. 1
1. 2
1. 3
1. 4
2
2. 1
2. 1. 2
2. 2
2. 2. 1
3
3. 1
3. 2
3. 3
3. 3. 1
3. 3. 2
4
4. 1
4. 2
4. 3
4. 4
4. 5
Сымды созудың технолгиялық процессі мен сым созғыш
орнақтардың құрылымдық ерекшеліктері
Сымды созу процессі мен орнақтардың негізгі типтері
Тура ағынды сым созатын орнақтардың электр жетегі
Қазіргі замандағы жиілікті реттегіш элекр жетек.
Тура ағынды сым тарту орнағындағы электр жетекке қойылатын
тезнологиялық талаптар.
ВПЦ -3-4-550 АЗТМ орнақтарының электр жетектері
Орнақтың электр жетегі үшін қозғалтқыштарды таңдау және әр
тартудағы сым созуға қажет қуатты есептеу
Әр созудағы сымның созылу күшін есептейміз. Әр созудағы сым
созу күші келесі формуламен анықталады
ЭВМ-да сым созатын орнақтарды оптималды басқаруды есептеу
Сым созатын орнақты оптималды басқаруды анықтаудағы
максимум принципі
Өмір тіршілік қауіпсіздігі
Электр қозғалтқышын пайдалануда техника қауіпсіздігін сақтау
Мекеменің диспетчерлік бөлмесіндегі жасанды жарықтануға
есеп жүргізу.
Электр қауіпсіздігінің шаралары
Электр кауіпсіздігінің техникасы ұйымдастыру шаралары.
Жұмыс орнын ұйымдастыру.
Пайдаланушылар үшін еңбекті қоргаудын және техникалық
қауіпсіздігін, қоргану құралдары.
Экономикалық бөлім
Салыстырылған нұсқалардың тиімділігін талдау
Күрделі шығын салымдарын есептеу
Операцияны орындауға уақыт нормасын есептеу
Технологиялық процестерді орындауға жұмсалған шығынды
есептеу
Жылдық экономикалық тиімділікті есептеу
Қорытынды
Пайдаланылған әдебиеттер тізімі
Кіріспе
Сым және сымнан жасалған бұйымдары шығарылатын метизді
өнеркәсіптің 60% және кабельді өнеркәсіптің 100% құрайды. Қуаты және
конструкциясымен ажыратылатын сымнан жасалған бұйымдардың көпшілігі
сым созатын орнақтардың кең ауқымымен сипатталады. Сым созғыш
орнақтар АСУТП үздіксіз ағындық агрегаттарды және ЭЖЖ электр жетек
жүйесін құрудың ортақ принциптерді құрастыруларда Петербургтағы,
Киевтегі, Минскідегі, Челябинскідегі, Екатеринбургтегі, Одессадағы,
Томскідегі және Самардағы СССР-дың бұрыңғы
политехникалық
институттары мен ВНИИМетиз, ВНИИМЕТМАШ,
, ВНИИЭлектропривод, ВНИЧермет,
ГПИЭлектропроект, НИИХиммаш, МЭИ, ЛЭТИ, бірқатар ұйымдар да
біршама үлес қосты.
Сым созатын орнақтардың СЭП жетілдіретін шетел фирмалар: «Nokia»
(Финляндия), «Siemens AEG», «Skett» u «Malmеdi» (Германия), «Pirelli»
(Италия), «ASEA» (Швеция), «Westihgbouse» (АҚШ), «Harland» (Англия),
«Mitsubisi» (Жапония) .
Сым, сорт және т. б. ұзын өлшемді бұйымдарды өндіру бөлігі ортақ
болат прокат шығару көлемінің 10 . . . 12% құрайды. Оларды өндірудің негізгі
әдістері болып екі немесе көп созғыш калибрларда сирек жұқарту мен тұтас
созғыштар арқылы созу болып табылады.
Қазрігі уақытта көпшілік метизді кәсіпорындарында сым шығаратын
сым созғыш қайта балқытудың жабдықтары қатты ескірген, және оны
комплексті түрде қайта құру қажет. Қолданыстағы көпшілік сым созғыш
орнақтар бұл - жинағыш орнақтар (магизин типті) . Бұл орнақтар жоғары
энерго шығындармен қатар, сымның жоғар жылдамдықпен созылуын
қамтамасыз ете алмайды.
Метиз зауытының түрлі орнақтарының технико-экономикалық
көрсеткіштерін зерттеу барысында, сым созғыш орнақтардың техникалық
қолданылу 0, 5-тен кем коэффициентті құрайтынын көрсетті. Орнақтардың
өнімділігін төмендететін негізгі факторлардың бірі сымның үзілімділігі және
қосымша операцияларды (орнақты даярлау, оралған аппараттардың
катушкаларын ауыстыру үшін тоқталу) орындауда уақыттың көп
шығындалуы болып табылады.
Сым созу процессінің тиімділігін тура әсер типті орнақтарды қолдану
арқылы арттыруға болады. Ол энергокүштік параметрлерді оптимизациялау
мен процесстің жылдамдығын жоғарлату есебінен мүмкін болады. Сым созу
күшінің қуаты, біршама критикалық шамадан аспайтын өлшемге кері
керілісіті қолданғанда төмендейтіні анық. Кері керіліс қуатын тиімді қолдану
сым созу процессінің п. ә. к-нің біршама жоғарлауына әкеледі [3-8] .
Бірақ, кей-кезде жұмыс уақытының 44% дейін жоғалуына әкелетін
қазіргі уақытта қолданылып отырған тура әсерлі сым созғыш орнақтарда
жоғары сым үзілуі байқалады [3, 7] .
Сым үзілуінің жоғары болуының негізгі себебі бұл - электр жетектің
жұмыс режімдерін таңдауда және реттеуде технологтар мен сым созғыш
жұмысшылардың мәселелерін қиындататын, технолгогиялық параметрлердің
сан алуандылығына тәуелді кері керілудің тұрақсыздығы. Сондықтан сымның
кері керілуін тұрақтандыру мәселесінің шешілуі оператор-сым созғыш
жұмысшының интуициясына емес, сым созғыш орнақты іске қосу процессінде
сымның үзілуінің төмендеуін қамтамасыз ететін, басқару құрылғысы мен
басқарудың автоматты тиімді жүйесіне негізделу керек.
Дипломдық жобаның мақсаты ЖТ-АҚ жүйесі бойынша сымның үзілу
санының төмендеуін қамтамсыз ететін және сым созғыш барабандарының
жетекті қозғалқыштары үшін ВПЦ-3-4-550 тура әсерлі сым созғыш орнақтың
іске қосылу режімінде оптималды басқарылуын талдау болып табылады.
1 Сымды созудың технолгиялық процессі мен сым созғыш
орнақтардың құрылымдық ерекшеліктері
1. 1 Сымды созу процессі мен орнақтардың негізгі типтері
Сымды созу металлдардың пластикалық деформацияға ұшарау
қасиетіне негізделген және ол сым созғыш құрал-сайманның тарылту
саңылауы арқыла созуымен іске асырылады (1. 1 сурет) . Сымды созу
процессінде металлға белгілі бір пішін және берілген физико-механикалық
қаиеттері беріледі. Деформация дәрежесі әдетте, созылу коэффициентімен
сиатталады және сәйкес формуламен анықталады [4, 5]
μ =
S ПВЫХ
S ПВХ
LВПХ
LП
(1. 1)
Мұндағы Sпвых; Sпвх; Lпвых; Lпвх - деформация ошағына кірісі мен
шығысында өңделетін металлдың сәйкесінше қимасы мен ұзындығы.
Сурет 1. 1. - Сымды созу процессінің сұлбасы
Сонымен қатар салыстырмалы ақиқат деформацияны көрсететін
деформацияның логарифмдік көрсеткіші түсінігі lnμ қолданылады. Бұл
көрсеткіш деформация процессіне араласқан көлем шамасын және бірнеше
бірінен соң бірі өтулер көрсеткіштерін қосу мүмкінділігін, яғни аддитивті
қолайлы есептік қасиетін сипаттайды.
ln μ ∑ = ln μ 1 + ln μ 2 + . . . + ln μ 3
(1. 2)
Сым бұйымдардың сан алуан сұрыпталымы, сым созу технологиясы
бойынша, бір реттік және көп реттік болып бөлінетін сым созғыш
машиналардың кең номенклатурасын анықтайды [5, 6, 7] . Соңғысы өзінің
сапасы бойынша толығымен қазіргі талаптарға сай, сондықтан сым созғыш
машиналар арасында үлесі мол [7] .
Өз кезегінде көп реттік сым созу машиналарын барабан бойынша
сымның жылжулы мен жылжусыз машиналары деп екіге бөледі.
Жылжулы машиналар [5, 6] жіңішке (d0 =0, 4-1, 25 мм) және өте жіңішке
(d0 ≤ 0, 4 мм) сымдарды алуға арналған. Бұл сым созғыш машиналардағы сым,
сым талшықтары (біріншіден басқасы) мен барабандары (соңғысынан
басқасы) эмульсиялы ваннада тұрады. Эмульсия сым, сым талшықтары мен
барабандарын майлауға және салқындатуға арналған. Бұл сым созғыш
машиналардың тұрақты жұмысының қажетті шарты болып табылатын,
барабан бойымен сымның өтуін қамтамасыз ететін май сым мен сым
талшықтары арасындағы үйкеліс коэффициентін төмендетеді. Сымның өтуі
барабанның шеңберлік жылдамдығы сымның сызықтық жылдамдығынан
артуы есебінен жүзеге асады. 1. 2 суретте аталған орнақтың сымды созу
процессінің сұлбасы көрсетілген.
4 талшықтарымен және 5 аралық барабандарымен құрғақ майлау
эмульсиялы ваннаға 3 талшығы арқылы 2 тарқалу аймағынан сымға 1
түседі. Сым 1 оралу құрылғысынан 2 сүйретпе арқылы 3 эмульсиялы
ваннаға сүйретпелер 4 және барабандармен 5 түседі. Эмульсиялы
ваннадан калибрлі сүйретпе 6 жыне соңғы барабан 7 арқылы абылдағыш
құрылғыларына 8 түседі.
Сурет 1. 2 - Жылжулы сым созғыш орнақтын сұлбасы
Шиналы өндіріске (кордты және бортты сым) арналған орнақтар түсті
металлдан және болаттан жасалған сымдарды өндіруде кең таралған. Қазіргі
уақытта аталған типті ваннада сымды созу жылдамдығы 40м/с жетті.
Жылжулар, дегенмен, тартым шайбасы мен сым арасында жүретін үйкелісі
салдарынан энергияның жоғалуы, сымдарда ақаулар мен сызаттардың пайда
болуы, тартпа шайбалардың тез тозуы, шайбада сымдардың сыналануы,
шайба мен сымның жылдамдықтарының сәкес еместігі сияқты зиян
құбылыстарды қоздырады. тартпа шайбалардың конструкциясын жетілдіру
мен төзімділігін жоғарлату бойынша жұмыстары Аталған кемшіліктерді жою
тартпа шайбалардын конструкциясын жетілдіру мен оның төзімділігін
жоғарлату мақсатында жасалатын жұмыстар белгілі [5, 6] . Орташа (d0=2-6 мм)
және қалын (d0 ≥ 6 мм) диаметрлі сымдарды өндіруде қолданылады.
Жылжаусыз көп ретті сым созу орнақтарында сым 2 ден 15 дейін бірнеше
сүйретпе жерден қатар созылады.
Бұл машиналадрдың техникалық деңгейі жан жақты зерттелген және
жоғары жылдамдықты сымдарды
өндіруде жарамдылық мақсатының
тақырыбында қазргі анализ жүргізіледі.
Барабан бойымен жылжусыз сымды созу орнақ машиналары электр
жетек типі мен конструктивті орындалу бойынша тура әсерлі және топсалы
орнақтар болып бөлінеді [5, 6, 7] .
Өңделетін металлдың секундтық жылдамдығын сақтауға қажет,
барабандардың тартпа жылдамдығымен киысуы магазин типті орнақтардың
аралық барабандарында сымның қорын өзгерту жолымен және тура әсер мен
топсалы орнақтардағы барабандардың айналу жиілігін өзгертумен іске асды.
Магазин типті машиналарда автоматты жетегі болмайды және олар
пайдалануда қарапайым. Бұл орнақтар конструктивті орындалуы бойынша
жинақталғыш сымның жоғарғы орымы мен барабандардың екі еселенген
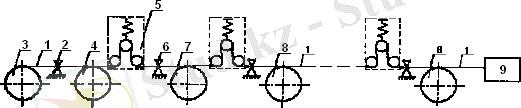
жүйесінің жинақтағыш орнақтары болып бөлінеді. 1. 3-cуретте магазин типті
[5, 6] орнақтын қандай да бір конструкциясы көрсетілген.
Сымды жазу құрылғысы 3 сүйретпе 2 арқылы сым 1, оның осы барабанда
жиналуына арналған тізігін құрылғысымен 5 барабан 4 түседі. Тізгін құрылғы
5, айналдырғыш ролик 6, бағыттаушы ролик 7 және сүйретпе 8 арқылы
барабаннан 4 келесі барабанға 9 түседі. Барабан 9 жұмысы барабан 4
жұмысына ұқсас. Сым жинақтағышсыз соңғы барабаннан 10 тікелей
қабылдағыш құрылғыларға жіберіледі.
Сурет 1. 3 - магазин типті орнақта сымның қозғалу маршрутының сұлбасы
Орнақтарда тартылатын айналмалы барабандар алдыңғы тоқтап тұрған
барабандармен бірге сымды тартады, сонымен қатар әр тармақта сым 3600
айналады. Бұл жағдай көптеген қиыншылықтар тудырады, әсіресе серіппелер
үшін мықты болат сымдар өндіру кезінде, себебі сымда қалған ішкі кернеулер
болады. Әдебиеттердегі мәліметтер бойынша [5, 6], сымды созу жылдамдығын
12 м\с жоғарылату өте қиын. Бұл жерде маңыздысы мойыншадағы сымның
орны және сымның келесі сүйретпеге дейінгі ұзындығы болып табылады.
Мойынша сымның үзілуіне және басқа да бұзылуларға әкеледі. Себебі
сымның орны мойыншаның айналу жылдамдығымен шектеледі
Жинақталуы және қатарланған барабандары бар орнақтар құрылымы
бойынша кері қайтарушы дөңгелектердің болуынан сым бұралмайтындай
жасалады. Бірақ бұл орнақтар диаметрі 10 мм аз болат сымдарды өңдеу үшін
қажет, себебі қалың сымдар кері қайтарушы дөңгелектер арқылы өткізуге
жіберіледі. Сонымен қатар, бұл типтегі орнақтарда сымды тару жылдамдығын
жоғарылату шектеледі, себебі айналатын ауыр құрылымдар сымды үзуі
мүмкін, ал сымның тежеу және кері қайтарушы дөңгелектер өтуі қиындықтар
тудырады, оларды жою мүмкін емес [5, 6, 7] .
Көрсетілген кемшіліктерге қарамастан, магазин типті орнақтар метизні
кәсіпорындарда кеңінен қолданылады. Бұл сымның үзілуін жою соңғы
барабанның 10
және қабылдағыш құрылғылардың 11 тоқтауынсыз
орындалуымен байланысты, бұл сымның алдыңғы барабанда жиналуы
есебімен жұмыс істейді. Осыған байланысты осындай орнақтарды
қолданудың техникалық коэффициенті бірге жақын [7] .
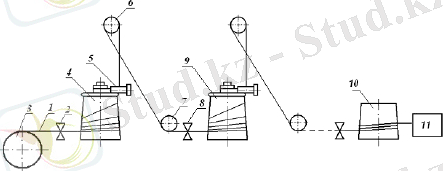
Тұзақшалы ретеуіштері бар сымды созу орнақтарда [5, 6] (1. 4 сурет) сым
1 сүйретпе арқылы 2 тарқатқышпен 3 барабанға түседі. Одан әрі 5 тарқатқыш
дөңгелектерінде иіліп, 6 сүйретпе арқылы 7 келесі барабанға түседі және 8
соңғы барабанға дейін осылай болып, 9 қабылдағыш құрылғыларына түседі.
Сым 3 сүйретпеде 4 қысылады және созылмалы барабандарға 5 тартылады.
Барабандар иілімдерсіз сымдармен біріңғай технологиялық кешенге
байланысқан, оны 1 тарқатуға және 6 орауға қосады
1. 4 сурет - Тұзақтағыш реттеуіші бар орнақтардың сымды тарту сұлбасы
Бұл орнақтар сымды тарту күйге келтіру және құю қиындықтарына
байланысты өндірістерінде қолданымайды. Ал сымның қосымша иілуін
тудыратын инерциялы
тұзақшалы реттеуіштердің болуы бұл типтегі
машиналарды жылдамдығы жоғары режимде қолдануын жояды.
Тура дәл сым созатын орнақтар бастапқыда жоғары көміртекі
болаттарды созып тарту үшін жасалған, әсіресе диаметрі 2 мм жоғарылар
үшін, сонымен қатар темір бетоннан жасалған сымдар үшін де қолданылады.
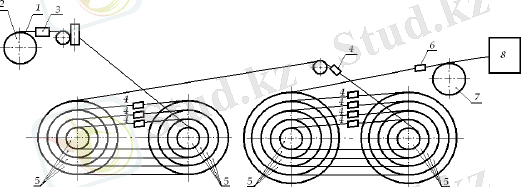
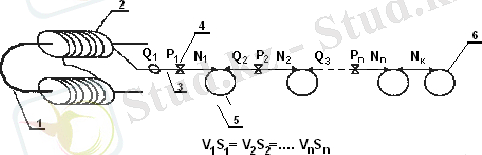
Сым созу процеснің сұлбасы 1. 5 суретте көрсетілген. .
Тура дәл орнақта бірнеше рет сым тарту процесінің қалыпты ағымын
қамтамасыз ететін негізгі шарттардың бірі сым таруға дейінгі немесе кейінгі
металлдың секундты көлемінің теңдігі болып табылады [4]
V1∙S1 = V2∙S2 = ……. . Vn∙Sn,
(1. 3)
мұндағы V1 және V2 - сымның созылуға дейінгі және созылудан кейінгі
жылдамдығы;
S1 и S2 - сымның созылуға дейінгі және созылудан кейінгі
көлденең қимасының ауданы;
n - созылулар саны.
Басқа өте маңызды шартардың бірі созу және алдыңғы барабанмен сым
созу арасындағы жүріс бойынша сым белгілі созуға ие болмау керек.
1 - тарқатқыш 2 - сымның орамы; 3 - сым, 4 - сым созу, 5 - барабан,
6 - ораушы аппарат.
1. 5 сурет - тура дәл орнақта сым созудың технологиялық сұлбасы
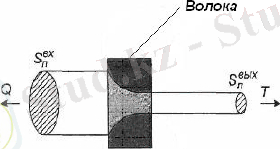
Деформациялау ошақтарда әрекет ететін күштердің сұлбасы 1. 6 суретте
көрсетілген.
1- сым созу, 2- сым, N- сым созу күші, Q- қарсы созу,
Р - сым созуға қысым, d0, d1- сым созуға дейінгі немесе кейінгі сымның
диаметрі.
1. 6 сурет - Қарсы созу кезінде сым созуға немесе меаллға әсер ететін
күштердің сұлбасы
Деформация ошағындағы күш келесі атынаспен анықталады [4]
Ni = Pi + Qi,
(i =1, n)
(1. 4)
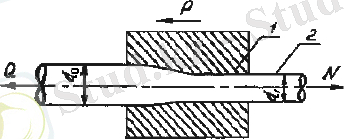
мұндағы N - сым созу күші, (алдыңғы созу) ;
P - сыс созуға қысым;
Q - қарсы созу( артқы созу) ;
i - сым созушы блоктың номері.
Сүйретпеге қысым Р сүйретпедегі үйкелістен арылуға және деформация
жасауға жұмсалған күшпен сипатталады. Барабан мен келесі сүйретпе
арасындағы бөліктегі сымның созылуы қарсы созылудың шамасымен
анықталады Q - артқы созылу, ал сүйретпе мен келесі барабан арасындағы
бөлікте N - алдыңғы созылу. Қрсы созылу жоөқ болған кезде N = P .
Барабнның айналасында сымның сырғуын болдырмау үшін Эйлер
формуласы бойынша шартты орындау қажет
N ≤ Qe πωf,
(1. 5)
Мұндағы N - барабандағы сымдар орамының саны;
f - барабан бойынша сымның үйкелу коэффициенті.
Сонымен, қарсы созу минималды мәнмен шектеледі. Әдетте қарсы
созумен сымды созу Q бірінші сүйретпеден басқа сүйретпенің бәрінде
орындалады, оған сым озылусыз жіберіледі.
Тура орауашы орнақтар сым созу машиналарының ішінде үлесті
салмаққа ие. Оларды қолдану тәжірбиесі сымның майысуы және бұралуы
болмағандықтан олардың бір сүйретпеден екіншіге жеңіл ауысуына,
қауіпсіздік техникасына, барабанда сымның жиналмауына, механикалық
бөлігінің қарапайымдығына байанысты тура ораушы орнақтар прогресивті
құрылымдар болып табылады, яғни сым созудың жоғары жылдамдығына жету
үшін көптеген бөгеттер жойылады (100 м/с) [1, 2] . Сол себептен тура ораушы
орнақтардың жұмысы кезінде сымды созудың жоғары жылдамдықтарына (25-
40 м/с) қол жеткізіледі [5, 6, 8, 9, 10, 11], бұл жылдамдықтарды басқа машиналар
қол жеткізбеген.
Қазіргі уақытта әр түрі сымды созатын орнақтар үшін жылдамдықты
көрсеткіштерге байланысты барабандда сымдардың сырғуынсыз сым созудың
келесі негізгі жылдамдықты режимдарын белгілеуге болады [3, 5, 6, 7, 9] :
1. төменгі жылдамдық режимдері - 6 м/с дейін;
2.
орта жылдамдықтағы режимдер 6 дан 16 м/с дейін (магазиндік,
тұзақшалы және тура ораушы СО) ;
3. жоғары жылдамдықтағы режимдер - 16 м/с жоғары (тура ораушы
СО)
1. 2 Тура ағынды сым созатын орнақтардың электр жетегі
Созылмалы барабандардың айналу санын реттеу және жетек
мәселелеріне байланысты сым созу орнақтарының жылдамдығын реттеу мен
жетектердің түрлі жүйелері пайда болды.
Шетелдік әдебиеттерден, фирмалардың жарнамалық
бағдарламаларынан және патенттерінен [7, 9] келесі принципті шешімдер
белгілі:
- тұрақты токтың шунтты қозғалтқыштары бар көпқозғалтқышты
жетек, олардың зәкірлері тізбектей қосылған;
- тұрақты токтың компаундты қозғалтқыштары бар көпқозғалтқышты
жетек, шунттың өрісін реттеу мен зәкір орамалары тізбектей қосылған;
- тұрақты токтың шунтты қозғалтқыштары бар көпқозғалтқышты
жетек, тұзақшалы реттеуіштердің көмегімен зәкірлері өрісті реттеумен
қарама-қарсы қосылған;
- тұрақты токтың шунтты қозғалтқыштары бар көпқозғалтқышты
жетек, зәкірлері бір қорек көзіне ортақ паралель немесе әр электр
қозғалтқыштың өз қорек көзіне жеке қосылған;
- айнымалы токтың қозғалтқыштары бар көпқозғалтқышты жетек,
ротордың кедергісі арқылы сырғуды реттеуі мен фазалық роторы бар;
- айнымалы токтың қозғалтқыштары бар көпқозғалтқышты жетек,
қысқа тұйықталған немесе фазалық роторы мен индуктивті муфта арқылы
сырғуды реттеуі бар;
- асинхронды қозғалтқышы және жылдамдықты импульсті реттеуі бар
көпқозғалтқышты жетек;
- дифференциалды механизм мен тежеудің көмегімен айналымдар
санын механикалық реттеуі және айнымалы токтың қозғалтқыштары бар
көпқозғалтқышты жетек;
- айнымалы токтың бірқозғалтқышты жетегі және айнымалы моментті
түрлендіргішермен немесе гидравликалық муфталардың көмегімен сырғуды
реттеу;
- айнымалы токтың бірқозғалтқышты жетегі және механикалық
вариаторлар мен тұзақшалы реттеуіштер арқылы айналымдар санын реттеу.
Тура ағынды орнақтардың жұмыс принципі және құрылымдар саны
бойынша сым өнеркәсіпері мен орнақтарды дайындаушылар ТМД елдерінде,
шетелдерде осы машинаның түрін кеңінен қолданады.
Жоғарыда көрсетілген айнымалы ток қозғалтқыштары бар жетектер
үшін принципті шешімдер мен оларды өндірісте қолдану мәліметтер өте аз
[10, 11] .
Тарту барабандарының жеке жетегі бар орнақтарда айнымалы моментті
және жылдамдықты реттеу электромагнитті муфталармен іске асады, оладың
қоздыруы өзгерген кезде сырғиды. Электр жетектерінде бұл типтегі контакті
дөңгелектері бар айнымалы токтың қозғалтқыштарын қолдану ротор
тізбегіндегі кедергінің көмегімен, сонымен қатар статордың орамаларын
бірнеше рет ауыстыру жолымен жылдамдықты реттеуге мүмкіндік береді.
Қозғалтқыштың сырғу ебебімен реттеу электр қозғалтқыштың жылдамдығын
негізгіден 30% [11] төмен өзгертуге мүмкіндік береді. Асинхронды
қозғалтқышы бар сым созатын орнақтың жетілдірілген автоматты электр
жетегі импульсті ретеу және жартылай өткізгішті түрлендіргіштер базасында
жылдамдықты тұрақтандыру [20, 22] көрсетілген.
Айнымалы токтың бірқозғалтқышты жетегі бар тура ағынды сым созатын
орнақтарда америка фирмасы «Морган Констракшн Компани» және «Грюна»
ФРГ фирмалары күштік барабандардың моментін реттеудің ең қымбат
механикалық жүйесі қолданылады. Айнымалы ток электр жетектеріндегі
моментті реттеудің механикалық әдістерін қолдану қозғалтқыштарды
электрлік реттеудің қиындығымен түсіндіріледі.
Жоғарыда көрсетілгендерге сәйкес айнымалы токта жетегі бар тура
ағынды орнақтар реттеу күрделілігіне байланысты кең таралмаған [9, 10, 11] .
Сым созатын
орнақтарда электр жетектерінің сұлбаларынан
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz