1-ЖЭО құбырларындағы коррозия процестерін зерттеу: ИОМС пен фосфонат ингибиторларының әсері, әдістері және экономикалық-экологиялық негіздеме

Аннотация
В соответствии с заданием « Изучение процесс коррозии в трубопроводах
ТЭЦ » в данной дипломной работе определилось влияние игнибиторов на
скорость коррозии.
В экономической части дипломной работы выполнено экономическое
обоснование применения реагентов целью оптимизации водно- химических
режимов.
В разделе безопасности жизнедеятельности выполнены расчеты выбросы
на атмосферу и определилось защитаная зона.
Аңдатпа
“ЖЭС-ң құбырларындағы коррозия процестерін зерттеу” тапсырмасына
сәйкес бұл дипломдық жұмыста ИОМС және фосфонат ингибиторларының
коррозия
жылдамдығына әсері анықталып, ГОСТ 9. 502-82
және ГОСТ
9. 514-99 бойынша есептеулер жүргізілді.
Дипломдық жобаның экономикалық бөлімінде 1 - ЖЭО-ң су- химиялық
режимін оңтайландыру мақсатында ИОМС және фосфонат реагенттерін
қолданудың экономикалық тиімділігі есептелінді.
Өміртіршілік қауіпсіздігі тарауында 1 - ЖЭО-нан шығарылатын зиянды
заттардың атмосфераға таралуы есептеліп қорғаныс зонасы анықталды.
Abstract
In accordance with a task " Study process of corrosion in the pipelines of ТЭЦ "
in this diploma work influence of reagents was determined on speed of corrosion.
The economic ground of application of reagents the aim of optimization of
water - of the chemical modes is executed in economic part of diploma work.
In the division of safety of vital functions calculations are executed extrass on an
atmosphere and determined zone defence.
МАЗМҰНЫ
КІРІСПЕ . . .
I ТАРАУ. АЛМАТЫ ҚАЛАСЫНДАҒЫ 1 - ЖЫЛУЭЛЕКТР
ОРТАЛЫҒЫНЫҢ СИПАТТАМАСЫ . . .
1. 1.
1. 2.
1. 3.
ЖЭО-ң қысқаша
тарихы . . .
Қазандық
цехы . . .
Химиялық су тазалау
цехы . . .
II ТАРАУ. МЕТАЛДАР
КОРРОЗИЯСЫ . . .
2. 1 Ішкі және сыртқы факторлардың коррозияға әсері . . .
2. 2. Еріген оттегінің коррозия жылдамдығына әсері . . .
2. 3. Коррозия жылдамдығына орта рН -ның әсері . . .
2. 4 Еріген көмірқышқыл концентрациясының әсері . . .
2. 4. 1 Температураның коррозия жылдамдығына әсері . . .
2. 5 Кальций және магнийлі қақ түзілуді алдын алу . . .
2. 6 Коррозия көрсеткіштері . . .
ІІІ ТАРАУ. КОРРОЗИЯ ҚҰБЫЛЫСТАРЫН ЗЕРТТЕУ ӘДІСТЕРІ . . .
3. 1 Коррозиялық зерттеулер . . .
3. 2 Коррозияны зерттеудің сапалық тәсілдері:
3. 2. 1 Cыртқы түрін бағалау . . .
3. 2. 2 Ерітіндінің өзгерістерін көзбен бағалау . . .
3. 2. 3 Микроскопиялық зерттеу . . .
3. 2. 4 Индикаторлық тәсіл . . .
3. 2. 5 Коррозия индикаторын орнату . . .
IV ТАРАУ. ЖЫЛУЛЫҚ ЖЕЛІ ҚҰБЫРЛАРЫНЫҢ ІШКІ
КОРРОЗИЯСЫ
4. 1 Ішкі коррозия жылдамдағын бағалау . . .
4. 2 Ішкі коррозиямен зақымдалған жылулық желі құбырларынның
сипаттамасы . . .
4. 3 Ішкі коррозияның қауіпті белгілері және оларды анықтау тәсілдеріне
қойылатын талаптар . . .
V ТАРАУ. КОРРОЗИЯ ИНГИБИТОРЛАРЫ . . .
5 . 1 Коррозияны ингибирлеу процесі . . .
5. 2 Ингибиторлардың жұмыс істеу механизмі . . .
5. 3 Ингибиторларды мөлшерлеу . . .
VI ТАРАУ. МЕТАЛДАР КОРРОЗИЯСЫНА ИОМС ЖӘНЕ ФОСФОНАТ
ИНГИБИТОРЛАРЫНЫҢ ӘСЕРІН ЗЕРТТЕУ
6 . 1 Гравиметрлік тәсіл . . .
6. 2 Зерттеудің орындалу тәртібі . . .
6. 2. 1 Зерттеудің нәтижелерін өңдеу . . .
6 . 3 Электрохимиялық әдіс . . .
6. 3. 1 Зерттеу нәтижелері . . .
VII ТАРАУ. ӨМІР ТІРШІЛІК ҚАУІПСІЗДІГІ . . .
7. 1. Қоршаған ортаға әсерін бағалау . . .
7. 2. Ауадағы зиянды қалдықтардың таралуын есептеу . . .
7. 3. Санитарлы қорғаныс зонасын анықтау . . .
VIII ТАРАУ. ЭКОНОМИКАЛЫҚ БӨЛІМ . . .
8. 1 Қоректік және қазандық суды коррекциялық өңдеу үшін қақ түзілуі және
коррозия ингибиторы Фосфонатты қолданудың тиімділігін анықтау . . .
8. 2 Фосфонатты қолданған кездегі шығындарды анықтау . . .
ҚОРЫТЫНДЫ . . .
ӘДЕБИЕТТЕР ТІЗІМІ . . .
ҚОСЫМША 1 . . .
КІРІСПЕ
Қазіргі заманғы жылу электр стансалары күрделі техникалық кешен
болып табылады. Өнеркәсіптің қарқынды дамуы, өндірістік процестердің
жылдам ұлғаюы, жаңа технологиялық параметрлердің жоғарылауы - осының
барлығы энергетикалық қондырғыларды жетілдірудің жаңа талаптарын
қажет етуде. Қондырғылардың үздіксіз жұмыс істеуі үшін жүргізілетін
шаралардың негізгісі - оларды коррозиядан сақтау және соған байланысты
сапалы, берік химиялық материалдарды қолдану. Осылайша коррозиядан
тиген шығынның көлемін азайту, қондырғылардың тиімділігін, жұмыс істеу
мерзімін арттыру.
Коррозия және қақ түзілумен күрес су дайындау процесіндегі
реттелетін негізгі талап, себебі жылуалмастырғыш қондырғыларының
бетінің минералды тұздардың шөгінділерімен және коррозия өнімдерімен
ластануы қондырғылардың жұмыс тиімділігінің төменденуіне және қатардан
шығуына алып келеді. Жылуалмастырғыш қондырғылардың жұмысы
кезіндегі негізгі факторы су-химиялық режимді ұйымдастыру болып
табылады. Құрамдас материалдардың коррозиясы мен шөгінділердің түзілуін
мүмкіндігінше төмендететін реагенттердің технологиялық параметрлерін
және мөлшерін анықтау. Қазіргі таңда жылу жүйесінің қоректік суын
коррекциялық өңдеу мақсатында комплекс түзуші қосылыстар, әсіресе
фосфанаттар кеңінен қолданылады.
Дипломдық жобада гравиметриялық және электрохимиялық әдістермен
ЖЭС-ң құбырларындағы коррозиялану процесіне ИОМС және фосфонат
ингибиторларының әсері зерттелді.
I ТАРАУ. АЛМАТЫ ҚАЛАСЫНДАҒЫ 1 - ЖЫЛУЭЛЕКТР
ОРТАЛЫҒЫНЫҢ СИПАТТАМАСЫ
1. 1. ЖЭО. ң қысқаша тарихы
1-Жылу электр орталығы
(1-ЖЭО) Алматы қаласының ең үлкен
аумағындағы орталықтандырылған жылумен қамдауға кіреді және қаланың
орталығындағы тұтынушыларды жылумен қамтамасыз етеді. 01. 01. 98 жылғы
күйіне байланысты 1-ЖЭО-ның қуаты кестеде көрсетілген.
Кесте 1. 1 - Алматы қаласы 1-ЖЭО-ның қуаты
ЖЭО-ның ыстық судағы жылулық жүктемесі 887 Гкал/сағ, сонымен қоса
ыстық сумен қамдау - 136 Гкал/сағ; 102/176 т/сағ - сыртқы тұтынушыларға
1, 6 МПа бу шығыны.
1-ЖЭО-ның негізгі қондырғыларының құрамы және оның сипаттамасы
төменде көрсетілген:
- Р-25/90-18
типті ст. №8
шығырлы агрегат
1960
жылы
орналастырылған. 1996 жылы шығырдың қақпақшасы, цилиндрі мен
айналғысы ауыстырылды.
- Су қыздырғыш қазандар мазут пен газда жұмыс істейді. Қазандардың
жұмыстық жылу өндірулігі: мазутпен жұмыс істегенде - 75 Гкал/сағ, газбен
жұмыс істегенде - 100 Гкал/сағ.
ЖЭО-ның жұмыс режимі - бір жылдағы жылулық график бойынша.
Жылулық желінің температуралық графигі 150/70°С. Ыстық сумен қамдау
жүйесі - ашық [1] .
1-ЖЭО-ғы 1935 жылы істей бастады. Стансаның дамуы бірнеше ретте
жүзеге асты. Басты корпуста орташа қысымды негізгі қондырғы
орналастырылды, кеңейгеннен кейін - жоғары қысымды.
Қазіргі кезде бастапқы екі реттің қондырғылары, яғни №1-6 қазандар,
№1-7 шығырлар, өндірілген қор бөлшектелген. №1-6 қазандары орналасқан
қазандық цехының ғимараты бұзылған. Машиналық зал ғимараты жөндеу
мақсатында және қор сақтайтын жер ретінде қолданылады.
Сөйтіп, орташа қысымды бір ст. №7 қазан, жоғары қысымда алты ст.
№8-13 қазан және ст. №8-10 шығырлар пайдалануда.
Бөлшектелген №7шығыр шықтағышы №8-10 шығыр
майсуытушысының суытушы суы үшін жылуалмастырғыш ретінде
қолданылады.
№1-7 су қыздырғыш қазандар бөлек су қыздырғыш қазандық
ғимаратында орналасады.
ЖЭО-ның жылулық және электрлік қуатының шектелуі мынаған
байланысты:
- Атмосфераға зиянды заттар шығарылуын төмендету талабына
байланысты бу және су қыздырғыш қазандар өндірулігінің еріксіз
шектелуі;
- Су қыздырғыш қазандарда мазутты жаққанда өндірулігінің шектелуі;
- Шығырды будың номиналды шығынымен қамдауға бу қазандар
өндірулігінің жетіспеуі.
1932 жылы ЖЭО-ы орналасқан алаң қала шетінде орналасқан. Қазіргі кезде
станция қаланың ортасында қалып қойды және оны пайдалану қаланың
экологиялық жағдайына күрделі әсерін тигізеді. Ең негізі қиындықтарды
амтосфералық ауаны ластау, күл-қож қалдықтарды тастау, өндірістік
қалдықтарды төгу тудырады [2] .
1-ЖЭО-да үш түрлі отын қолданылады: табиғи газ, мазут және Қарағанды
көмірінің энергетикалық концентраты. Энергетикалық қазандарда көмір, ал
су қыздырғыш қазандарда мазут жағылады. Күзгі-көктемгі маусымда су
қыздырғыш қазандарда және жазғы маусымда энергетикалық қазандарда
газдың маусымды қалдығы жағылады. Бу, қоректік су, шық бойынша
1-ЖЭО-ның жылулық сұлбасы - көлденең байланыстармен.
Циклдағы шығынды химиялық тұзсыздандырылған су арқылы толықтырады.
Қазандар мен жылулық желілерді қоректендіру үшін бастапқы су ретінде
Талғар су ағарының суы алынады. Ауыз сулық сапалы өңделмеген су
диаметрі 1000 мм екі су ағары арқылы келеді және сорғылар арқылы №7, 9, 10
шығыр шықтағыштарын суытуға жіберіледі. Қыздырылған өңделмеген су
химиялық су тазартуға жіберіледі.
Химиялық су тазартудан кейін қазандардың қоректік суы атмосфералық
деаэраторға барады және суды айдайтын сорғылармен №9, 10 шығырлардың
регенерация жүйесіне жіберіледі. Қоректік суды жоғары қысымдағы
шығырдың қыздырғыштарында қыздырады.
Жылулық желінің қоректік су деаэрациясы вакуумды деаэраторда іске асады.
Жылулық желінің қоректік су қоры 2х5000 мЗ аккумуляторлық күбіде
сақталады.
Желілік суды сәйкесінше негізгі және шындық қыздырғыштарда және су
қыздырғыш қазандарда қыздырады. Желілік суды беру сұлбасы- екі сатылы.
Екінші көтерілістегі желілік сорғылар су қыздырғыш қазандардың алдында
орнатылған.
ЖЭО-нан ыстық су түрінде жылуды беру алты екіқұбырлы магистрал
арқылы іске асады.
Технологиялық мұқтажына қажетті 1, 3 МПа буды өнеркәсіптік ст. №9, 10
шығырдың өнеркәсіптік алымынан төрт буқұбыры, ст. №8 шығырының
қарсы қысымы және ст. №7 бу қазанынан қысым және ыстықтықты шегіргіш
қондырғы арқылы (РОУ) алады.
Күл-қож шығару жүйесі - гидравликалық.
Энергетикалық қазандардан шығатын түтін газдары биіктігі 80 м және ернеу
диаметрі 4, 3 м екі түтін құбыры арқылы және биіктігі 45 м бір металдық
құбыр арқылы шығарылады. Амосфераға түтін газдарын шығару алдында,
олар ылғалды күлұстағышта күлден тазартылады. Су қыздырғыш
қазандардан шыққан түтін газдары биіктігі 80 м және ернеу диаметрі 4, 3 м
екі түтін құбыры арқылы шығарылады.
Қазіргі басты корпус 50 жылдардын соңында, 60 және 70 жылдардыңбасында
станцияны кеңейткенде салынды.
1. 2 Қазандық цех
Отын-транспортты цехтан кейін отын қазандық цехіне түсіп, сонда
жағылады. 1-ЖЭО-ның қазандықцехінде БКЗ-160-100 бу қазандары
орналасқан. Олар тек электр энергиясын өндіру кезінде ғана жұмыс істейді.
Аталған қазандардан басқа қазандық цехта№1-7 ПТВМ-100 су қыздырғыш
қазандар орнатылған. Олар 1500С температурада жұмыс істейді және 80 Гкал
жүктемесі бар.
Су қыздырғыш қазандар:№ 1-7ПТВМ-100 қазандары ЖЭО-да қызу бетінің
жұмыс сенімділігін жоғарлату және өндірулік жылуын номиналдыға дейін
көтеру үшін орналастырылған. СКБ ВТИ жасаған проект бойынша қайта
құрудан өткен. Осыған байланысты алдынғы және артқы экрандар,
оттықтардың орналасуы, ағындық бөлігі зауыттық құрылмасынан
айырмашылықтары болады. 1. Жылуөндірулік (Гкал/ч) - 100;
2. Ошақ құтысының көлемі (м*3) - 275, 3;
3. Ағындық бөліктің беті (м*2) -2743;
4. Қазан өлшемдері (мм) :
Ені - 6900;
Тереңдігі - 6900;
Биіктігі - 14450;
5. Экранды құбыр диметрі (мм) - 60*3;
6. Құбырлардың арақашықтығы (мм) - 64;
7. Ағындық бөлік құбырының диаметрі (мм) - 38*3;
8. Адым көлденең (мм) - 110 ;
бойлық (мм) - 60;
9. Су көлемі (м*3) - 30;
10. Судың номиналды шығыны:
Екі қадамдық сұлбада (м*3/ч)
- 2400;
11. Судың минималды шығыны (м*3/ч) -1500;
12. t= 80 Гкал.
Буқазандары: № 8-13-БКЗ-160-100 - Бийск .
Қазанныңқуаты
-
160т/сағ, жұмыстыққысымы
-100
атм,
0
кезде жұмыс істейді [3] .
1. 3 Химиялық су тазалау
Жылулық желі мен қазандарды қоректендіретін химиялық су
тазалаудың және барлық ЖЭО-ын сумен қамдау көзі Талғар ағырының суы
болып келеді. Бастапқы судың сапасы, соңғы жылдағы талдау нәтижесінде,
тұрақты екенін көрсетеді.
Ыстық сумен қамдаудың ашық сұлбасы үшін өндірулігі 4500 м3/сағ
болатынжылулық желіні қоректендіретін қазіргі химиялық су тазалау
келесідей сұлбамен жобаланған:
- Су қыздырғыш қазандар жұмыс істегенде - күкірт қышқылымен
қышқылдату, декарбонизация, 100% натрий - катиониттеу;
- Су қыздырғыш қазандар қосылмаған кезде - күкірт қышқылымен
қышқылдату, декарбонизация, буферлі сүзгілер. Буферлі сүзгі ретінде
натрий-катионитті сүзгісі қолданылады.
1992 жылдан бері жылулық желілердің қоректік суын өңдеу жобаланбаған
сұлба бойынша комплексондармен тұрақтандыру (ИОМС) арқылы жүзеге
асады. ИОМС-ты мөлшерлеу үшін қышқылдататын түйін қолданады.
Натрий-катионитті қондырғы қорда қалады.
Бу қазандарын қоректендіретін химиялық су тазалау келесідей
сұлбамен жұмыс істейді: екі сатылы катиондау, декарбонизация, күшті
негізді аниониттегі бір сатылы аниондау. Қондырғының жобалық өндірулігі
330 т/сағ.
1997 жылғы станцияның мәліметтері бойынша, қазіргі кезде қондырғының
орташа жылдық өндірулігі жылулық желіні қоректендіру үшін 2390 м3/сағ
аспайды, ал қазандарды қоректендіру үшін 119, 1 т/сағ шамасында.
Қазіргі кезде, шығыр цехінен кезеңді түсетін шықтар натрий-
катионитті сүзгіде өңделеді, содан кейін декарбонизатор суының күбісіне
барып, ары қарай жартылай тұзсыздалған су қоспасымен бірге аниондалады.
Натрий-катионитті сүзгілердің өндірулігі 160 т/сағ.
1-ЖЭО-ның мөлдірленген су қайтатын және оны қайта қолдануға болатын
тұйық сұлба ретінде жасалған. Шектеулі судың көлемін көп рет қолдану
нәтижесінде судың минералдануы өседі. Бұл, өз кезегінде, күл мен қожды
гидравликалық жою жүйесінің қондырғысын аз еритін тұздар мен коррозия
шөгінділерімен ластайды. Құбырдың ішкі бетіндегі тұз шөгіндісі су қорының
көп шығындалуына әкеледі және қондырғының жұмыс істеу тиімділігін тез
төмендетеді [4] .
II ТАРАУ. МЕТАЛДАР КОРРОЗИЯСЫ
2. 1 Ішкі және сыртқы факторлардың коррозияға әсері
Коррозияға әсер ететін ішкі факторларға: металдың күйі мен
қасиеттері, құрылымы, кернеуі және тағы басқа жатады. Сыртқы факторларға
құрамы, температурасы, қозғалу жылдамдығы және жылутасығыштың рН - ы,
жылулық жүктеме, шағылу жатады.
Көптеген факторлардың әсер ету себебі металл пассивтілігіне
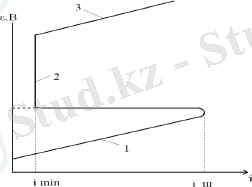
байланысты. 2. 1 - суретте металл пассивтілігін көрсететін
поляризация қисығы берілген. Металды ертіндіге батырғанда,
анодты
берілген
ортада теріс анодты потенциал ε A орнайды және бұл кезде электр тогы пайда
болмайды. Егер металл потенциалын жасанды жоғарылатса, ток тығыздығы
i жоғарылайтын (суреттегі l кесіндісі) анодты ток пайда болады. Мұндай ток
тығыздығының жоғарылауы металл потенциалының мәні ε Ô әрбір жеке
металға тиесілі шамаға жеткенге дейін байқалады. Металл потенциалының
жоғарылауы, оның ары қарай жоғарылауы кезінде тұрақтылығын
сақтайтын(2 кесінді) ток тығыздығының күрт төмендеуіне алып келеді ( iбаст -
дан imin - ға дейін) . Металл потенциалының ε п р мәніне дейін жоғарылауы
кезінде ғана
жүйеде ток тығыздығының өсуі қайта байқалады (3 аумақ) . Бірақ бұл
аумақта ерітіндіге 1 - ші аумақтағы сияқты екі валентті Fe 2 + иондары емес
(егер металл темір болса), үш валентті Fe3 + иондары түседі [5] .
Сурет 2. 1 - Анодты поляризация қисығы
Сипатталатын бұл құбылыс келесідей түсіндіріледі:
1) ε < ε Ф потенциалдар аймағында металл белсенді күйде болады, осыған
орай потенциалдың жоғарылауы оның еруін тездетеді. Потенциалы ε Ф - ке
оксидті қабаттың пайда болуымен түсіндірілетін металлдың пассивтелуі
жүреді. Металдың пассивтелуі потенциалдың ε Ф - тен ε п р - ге дейін өзгеру
аумағында сақталады, одан соң қорғаныс қабатының «бұзылуы» жүреді.
Металл пассивтелуі жүретін ε Ф
потенциалы фляде-потенциал немесе
белсендіру потенциалы деп аталады, себебі потенциалдың ε Ф - тен төмен
мәнге дейін кемуі металдың пассивті күйден активті күйге өтуіне әкеледі. Ал
ε п р потенциалы бұзылу потенциалы деп аталады.
2) ε A < ε Ф кезінде металл белсенді және оның пассивтілігі мүмкін емес;
3) ε ïð > ε A > ε пассивтілік белгілі бір шарттарда мүмкін.
2. 2. Еріген оттегінің коррозия жылдамдығына әсері
Оттегінің коррозияға екі жақты әсер етуі сипатты. Бір жағынан, оттегі
металл бетіндегі қорғаныс қабатының қасиеттерін жақсарту нәтижесінде
коррозияны пассиватор сияқты төмендетеді, яғни қорғаныс қабаты жоқ
металл бетінің тотығуынан оның бетінде пассивтендіретін адсорбциялық
қабаттары пайда болады,
ал екінші жағынан ол активті деполяризатор
тәріздес катодты аумақтардың деполяризациясы нәтижесінде коррозияны
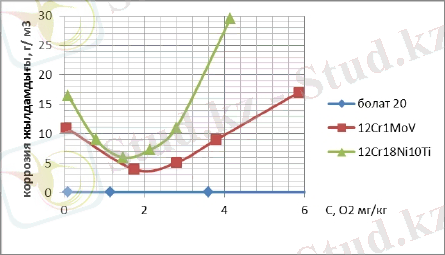
күшейтеді. Оттегінің концентрациясына, ерітінді құрамына, металл т үрі және
басқа да физика -химиялық көрсеткіштеріне байланысты оттегінің осы
әрекеттерінің біреуі орындалады. Ерітіндідегі оттегі концентрациясы
жоғарылағанда,
көміртекті және хромдалған болаттың коррозиясы
төмендейді де, одан соң жоғарылайды (сурет 2. 2) .
Берілген ортада пассивтелетін металдар және кеуекті қорғаныс қабаты
бар металдар үшін көбінесе жаралы немесе нүктелік коррозия сипатты.
Металдың тығыздалған аумақтары бар болса (жамайтын тігістер, біліктік
қосылыстар, қозғалу тетіктеріндегі саңылау), ерітіндіде оттегі
концентрациясы әр түрлі аумақтарда пайда болады.
Сурет 2. 2 - Болаттың коррозия жылдамдығына оттегі концентрациясының
әсері
Оттегі көбірек жеткізілетін аумақтар катодтық, ал саңылаулар анодтық
болып табылады. Мұндай жағдайда саңылаулық коррозия байқалады.
Ашық жүйелерде коррозия жылдамдығы көбінесе оттегінің ауадан металл
бетіне диффузиялану жылдамдығымен анықталады. Сұйық ағынсыз жабық
жүйелерде оттектік деполяризация құбылысының жүруі, ерітіндідегі отте гі
қоры таусылғанша өтеді [6] .
2. 3. Коррозия жылдамдығына орта рН - ның әсері
Ерітіндідегі сутек иондарының концентрациясы, қорғаныс қабатының
қасиеті ортаның рН- на тәуелді болғандықтан, коррозия жылдамдығына әсер
ететін негізгі сыртқы факторлардың бірі болып табылады. Температура
жоғарылағанда,
сутектік деполяризация құбылысының ықтималдығы
жоғарылайды, яғни ортаның рН - ы жоғарылайды. Металдың коррозия
жылдамдығы мен ортаның рН - на тәуелділігі коррозия құбылысы кезінде
пайда болатын (оксидтер мен металл оксидтерінің гидраттары) қорғаныс
қабатының химиялық қасиеттеріне байланысты анықталады.
Металл қасиеттеріне байланысты оның бетінде пайда болады:
-
қышқылдар мен сілтілерде еритін амфотерлі типті қабаттар. Бұл
уақытта коррозия жылдамдығының ортаның рН - на тәуелділік қисығы
минимумға ие.
- никель, магний, кадмийге (Ni(OH) 2, Mg(OH) 2, Cd(OH) 2 ) тиесілі негізгі
типті қабаттар. Мұндай қабаттар ОН − - иондары артық мөлшерде болатын
сілтілі ортада төзімдірек болады. Сондықтан мұндай металдардың коррозия
жылдамдығы ортаның рН - ы жоғарылаған сайын төмендейді.
2. 4 Еріген көмірқышқыл концентрациясының коррозия
жылдамдығына әсері
Көмірқышқылының жылутасығышта болуы ерітінді рН - ның
төмендеуіне әкеледі. СО2коррозия жылдамдығының өсуіне, ең алдымен
ортаның рН - ы төмендеуі нәтижесінде болатын сутектік деполяризацияның
күшеюіне және пайда болған қорғаныш қабат қасиеттерінің нашарлауына
әкеледі. Ерітіндіде оттегімен бірге бос көміртегінің болуы кезінде болаттың
коррозиясы бір уақытта оттектік және сутектік деполяризациямен өтуі
мүмкін.
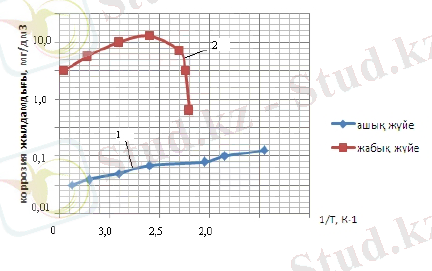
Сурет 2. 3 - Судағы көміртекті болаттың коррозия жылдамдығының
температураға тәуелділігі
2. 4. 1 Температураның коррозия жылдамдығына әсері
Температура жоғарылаған кезде металл - ерітінді теңескен шекарада
ығысу жүреді. Әдетте электролитте
температура жоғарылағанда
металдардың коррозия жылдамдығы өседі, осыдан сілтілік коррозия
ықтималдығы жоғарылайды. Сурет 2. 3 көміртекті болаттың коррозия
жылдамдығының температураға тәуелділігі көрсетілген. Егер құбылыс
көбінесе оттектік деполяризациямен ашық жүйеде өтсе, судағы оттегінің
ерігіштігі төмендейді және оның металдың катодтық аумақтарында өту
мүмкіндігі төмендегендіктен, температураның жоғарылауы коррозия
жылдамдығын төмендетуі мүмкін. Ал жабық жүйеде жоғары температурада
металдың коррозия жылдамдығы керісінше жоғарылайды ( суретте 2. 3 - 1-
ші сызық) . Үлкен рөлді температура өзгерген кездегі қорғаныш қабат
қасиеттерінің өзгеруі атқарады.
2. 5 Кальций және магнийлі қақ түзілудің алдын алу
Қазанның жұмыстық параметрлеріне байланысты қазандық суды
коррекциялық өңдеу кезінде, кальций және магнийлі қақ түзілуді алдын алу
үшін Na 2 CO 3 және Na 3 PO 4 - ті қолдануға болады. Ю. М. Кострикин ойлап
тапқан заң қазанішілік суды өңдеу теориясы қаныққан ерітіндідегі нашар
еритін қоспалардың әрекеттесуіне негізделген.
Егер бу қазанының қоректік суында Ca 2+, CO 32−, SO 24−
иондары
кездессе, онда CO 32− иондарының концентрациясын қазандық суда CaCO 3
түзілетіндей және қақ түзетін CaSO 4 - ті қанығу күйіне жеткізбейтіндей етіп
алады.
Қазандық судағы жоғарыда айтылған иондардың өтпелі
2 − 2 + 2 −
3 4
жазуға болады:
3 3
С SO4 − = nC SO4 −,
2 − 2 − 2 +
(2. 5. 1) ;
(2. 5. 2) ;
мұндағы С CO3 −, С Са
2
- қоректік судағы
CO 32− және
Ca 2+ иондарының
концентрациясы; n - қазандық судағы буландыру дәрежесі.
Қазандық су CaCO 3 -ке қатысты қаныққан ерітіндіні көрсетеді, егер
2 + 2 −
3
(2. 5. 3) ;
яғни
2 + 2 −
3
(2. 5. 4) ;
немесе
С Са 2 + =
(С
п. в п . в
CaCO3
CO3 - Ca 2 +
) n
(2. 5. 5) ;
(3) - (4) теңдеулерде, қақ түзуші иондардың судағы концентрациясы
төмен болғандықтан иондардың белсенділігі концентрацияға ауыстырылған.
Қазандық су CaSO 4 - ке қатысты қаныққан ерітінді болмауы үшін
келесі шарт орындалуы қажет
2 + 2 −
4
(2. 5. 6) ;
немесе
ЕК CaSO4
>
C SO4 − ЕК СаСО
п . в
СОі
(2. 5. 7) ;
осыдан
С CO3 − =
⊕⊇ ∇◊∇∈≥
⊕⊇ ∇◊ΣΟ4
C SO 4 − + С Са
2 +
(2. 5. 8) ;
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz