Шойынды алудың физика-механикалық процесі және технологиясы: түрлері, қасиеттері мен балқыту

Шойынды алудың негізгі физика- механикалық процесі
Жоспар:
- Шойынның түрлері, міндеттері мен мақсаттары
- Шойын құймасын алу және қасиеттері
- Шойынды балқыту
1 Шойынның түрлері, міндеттері мен мақсаттары
Шойын деп құрамында көміртегінің шамасы 2, 14%-дан артық темір мен көміртегінің қорытпасын айтады. Оның болаттан негізгі айырмашылығы құрамындағы көміртегі санының көптігі ғана емес, құйылғыштығы жақсы, құны болаттан арзан, ал пластикалық қасиеті едәуір төмен.
Құрамында көміртегінің қалыптасу жағдайына қарай шойындардың келесі түрлерін ажыратады: ақ шойын, сүр шойын, созылғыш шойын, аса берік шойын және арнайы шойындар.
Шойында көміртегі мен темірден басқа марганец, кремний, күкірт, фосфор және басқа элементтер болады, олардың мөлшері мен әсері болатқа қарағанда басқаша.
Кремний шойын құрамына графиттену үдерісін күшейтіп, қатты әсер етеді. Оның мөлшері 0, 8 . . . 3, 6%-ға дейін болады.
Марганец графиттену үдерісінің өтуіне кедергі жасап, шойынның ағаруына көмектеседі. Шойын құрамындағы марганец мөлшері 0, 5 . . . 1, 5% болады.
Күкірт те марганец сияқты шойынның ағаруына көмектеседі, оның құю қасиетін нашарлатады, сондықтан шойындағы мөлшері шектеледі, 0, 15%-дан аспауы керек.
Фосфор шойынның сұйық аққыштығын жақсартып, графиттену үдерісіне әсер етпейді. Шойын құрамында оның мөлшері 0, 3% . . . 0, 12% болады.
Ак шойын ақшойындар көміртегі цементит күйінде болады, ал графит бос күйінде болмайды. Ағартылған шойыннын, тек сыртқы беті ғана цементит, ал негізі сұр шойын. Мұнда да графит бос күйінде кездеспейді. Ақ шойыннан құйылған құймалар қаттылығының, тозуға, тотқа төзімділігінің жоғарылығымен, жалынға, жылуға төзімділігімен сипатталады. Ақ шойыннан кұйылған құймаларды тек қана өте қатты қорытпадан жасалған кұрал-сайманмен кесу аркылы өңдеуге болады.
Ақ шойынның қолданылатын жерлері:
1. Т о з у ғ а жұмыс істейтін детальдар (тежеу қалыптары, ұсақтағыш машинкалардың және сұйық дайындайтын абразивті насостардың тетіктері) .
2. Жалында және жоғары температурада жұмыс істейтін детальдар (оттық және т. б. ) .
3. Химиялық әсерге ұшырайтын детальдар (қазандар, мырыш қорытатын аппаратура және химия өндірісіндегі арматуралар) .
Ақ шойын химиялық кұрамы бойынша қоспалы және қоспасыз болыл екіге бөлінеді. Қоспалы ақ шойын никельді және борлы (тозуға төзімді), жоғары хромды (тозуға және жылуға төзімді), жоғары кремнийлі (кышқылға төзімді) болып бірнеше түрге бөлінеді. Ағартылған шойынның тек сыртқы ағартылған беті ақ шойын, ал негізі сүр шойын. Ағартылған шойын прокат біліктерін, гидравликалық цилиндрлер және тағы басқа детальдар жасау үшін қолданылады.
Қазіргі кезде Қазақстанда шойын және құрыш өндіру деңгейі жетерліктей жоғарылығына қарамастан оларды өнімді және оңтайлы жарату әрдайым алдыңғы сатыда тұрады: металл конструкцияларын жасарда төменлегирланған және мықтылығы жоғары болаттарды қолдану, ең экономды прокатты және иілген профилдерді пайдалану, тиімді пішіндерді және жүйелерді (алдын-ала кернеулеу, кеңістік, аспалы, құбырлық және т. с. с. ) енгізу қалыптасқан. Ең прогресті конструкцияларын ойластыру және тәжірибеге енгізу бойынша мемлекеттік стандарт және нұскаулар талаптарын дәлме- дәл орындау жолымен, арматуралар жасау үшін кұрыштарды электротермиялық беріктендірумен, қалдықтарды пайдаланумен, темірбетон конструкцияларын өндіруде қалыптау жабдықтарын жаңғыртумен металдарды ұтымды пайдалану қамтамасыз етіледі.
1. 1. 2 Сұр шойын.
Көміртегінің біразы немесе барлығы бос күйінде пластиналық графит түрінде болады (5. 1-сурет) . Мұндай шойындар құрамында графит болғандықтан, сынығы сүр түсті болады.

Темір-көміртегі корытпаларындағы графиттің бөлініп шығуын графиттену деп атайды. Графит шойын қатайғанда, сұйық фазадан немесе қатты фазадан (аустениттен) кристалдануы мүмкін.
Шойынның графиттену үдерісі кристалданудың жалпы заңына бағынады да, графиттену орталықтарын түзуге әкеледі. Түзілген графит туындылары ары қарай өседі. Графит туындылары түзілу үшін көміртегі атомдарының әжептәуір диффузиясы болуы керек. Бұл - баяу өтетін үдеріс, себебі тағы да темір атомдарының өздік диффузиясы қажет, бүл атомдарды графит кристалдану шөбінен альш кетеді. Графитке қарағанда, цементит тұрақтылығы аз фаза және жоғары температурада былай Ғе 3 С = ЗҒе + С ажырайды. Егер кристалдануға арнайы жағдай туғызбаса, сұйық қорытпадан көбінесе цементит пен аустениттің қоспасы бөлінеді. Графиттену үдерісіне қорытпаның химиялық құрамы, суыну жылдамдығы және ерімейтін қоспалардың болуы әсер етеді.
Сүр шойынның кұрылымы металл негізі (эвтектоидқа дейінгі, эвтектоидты немесе эвтектоидтан кейінгі болаттар) мен графит пластиналарынан тұрады. Графиттің механикалық беріктігі төмен, сондықтан оның қосындыларын металл негізінің тұтастығын бұзатын қорытпаның беріктігін азайтатын ішіндегі тілік ретінде қарау керек. Сұр шойынның беріктігі графитті қоспаларының мөлшері, пішіні және санымен анықталады. Кішкене иірілген графит қабыршағы шойынның беріктігш арттырады. Графиттің мұндай пішінін модификациялау арқылы алады. Сұр шойындарда модификатор ретінде алюминий, ферросилиций және ферромарганец қолданылады.
Шойынның химиялық құрамын онша өзгертпеу үшін, оларды шамалы мөлшерде қосады. Модификаторлар графиттің қосымша кристалдану орталығы болатын ерімейтін Al 2 O 3 , AlN, SiO 2 сияқты қоспалар түзеді. Баяу суынғанда графиттену оңай, толықтау өтеді.
Сұр шойын автотрактор және ауылшаруашылық машина жасау саласында көп қолданылады. Олардың демпферлік және антифрикциялық қасиеті жақсы және оны кұрал-саймандармен кесу арқылы өңдеу оңай өтеді.
Сұр шойындар келесітүрде таңбаланады: СЧ10, СЧ15, СЧ18, СЧ20, СЧ25, СЧЗО, СЧ35, СЧ40, СЧ45. Бастапқы екі әрпі орыс тілінде «Сұр шойын» дегенді көрсетеді, ал санмен шойынның созылудағы беріктік шегі көрсетіледі. Мысалы, СЧ25 шойынның созылудағы беріктік шегі - 250Мпа (25кг/мм 2 ) .
1. 1. 3 Аса берік шойын.
Аса берік шойында графит шар пішінді болады, оны магниймен модификациялау арқылы алады (0, 5%-ға дейін) . Графиттің бөлек және шар түрінде болуы шойынның беріктігін арттырады. Беріктігі жоғары шойын иінді білік, тісті дөңгелек, кронінтейн және басқа машина бөлшектерін жасауда қолданылады.

Аса берік шойын ВЧ әріптерімен және сандармен таңбаланады, екі саны созуға беріктік шегін белгілейді. Мысалы, ВЧ 42, ВЧ50, ВЧ52 т. б.
1. 1. 4 Созылғыш шойын.
Созылғыш шойында графит қауыз түрінде болады, арнайы термиялық өңдеу арқылы алынады.
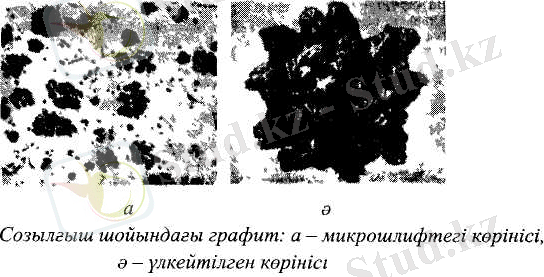
Оңашаланған қауыз пішінді графит шойынның тұтқырлығы мен беріктігін арттырады. Графиттің саны мен мөлшерін азайту, беріктік сипаттамасын көтеру және құйма кристалданғанда пластиналы графит пайда болмауы үшін, созылғыш шойын құрамындағы көміртегі мен кремний мөлшеріне шек қойылады (2, 2% - С, 0, 7 . . . 1, 5% 5і, 0, 2 . . . 0, 6% -Мп, Р- 0, 2% 5 - О) .
Созылғыш шойынды ақ шойыннан жасыту арқылы келесі тәсілмен алады. Ақ шойын құймаларын пеш табанына салады немесе тотықтанбау үшін ішінде құмы бар жәшікке салады. Графиттену үдерісі 60 сағатқа созылатын екі сатыдан тұрады. Графиттенудің бірінші сатысы 95О . . . 97О°С-те өтеді, мұнда аустенитпен тепе-теңдікте болған артық цементит ериді. Графиттенудің екінші сатысы 700 . . . 740°С-те жүреді. Графиттену толық жүруі үшін, шойынның 740 . . . 700°С аумағында суынуы өте баяу болуы қажет. Бұл температурада ұстап тұрудың нәтижесінде аустенит феррит пен графитке ыдырайды. Графиттенудің екінші сатысының созылғандығына байланысты феритті - феритті - перлитті немесе перлитті созылғыш шойын алуға болады.
Созылғыш шойын алу уақытын азайтудың әртүрлі варианттары бар: құйманы жоғары температурада түзды астауда ұстау; шойынды алюминиймен модификациялау; құймаларды алдын ала шынықтыру. Созылғыш шойын жұмыс процесінде соғу күші түсетін бөлшектерді жасауға қолданылады.
1. 1. 5 Арнайы шойындар.
Арнайы шойынға тозуға, ыстыққа және тот басуға төзімді шойындар жатады. Тозуға қарсы тұру қасиеті жоғары шойынды жұмыс жағдайына байланысты оларды фрикциялық, антифрикциялық және аққышталған деп бөледі.
Фрикциялық шойынның үйкеліс коэффициенті, тозуға төзімділіп және үлкен температура аралығында сыдырылуға қарсылығы жоғары. Фрикциялық шойынға перлит негізді сұр және созылғыш шойындар жатады. Фрикциялық шойын құрамындағы никель, хром мен молибден және басқа қоспалы элементтер шойынның беріктігі мен тозуға төзімділігін арттырады.
Поршень шығыршығын жасауға керекті шойын тозуға төзімділікпен бірге үлкен серпімділік көрсетуі қажет. Бұндай талапқа графиті пластиналы, перлит негізді фосфорлы сүр шойын сай келеді.
Антифрикциялық шойындар мойынтірек және басқа қажалу тораптарының бөлшектеріне арналады. Бұл шойындар металмен қажалғанда жақсы қажалу бетімен істелетін жұмыстарға ыңғайлы болуы керек. Антифрикциялық материал түрінде сұр қоспасыз, созылғыш, беріктігі жоғары және легірленген АСЧІ, АСЧ2, АСЧЗ, АС4-1, АВЧ-2, АКЧ-1, АКЧ-2 және басқа шойындар қолданылады.
Аққышталған шойын белгілі тереңдікте ақ шойын, ал ішкі жағы сұр болып келеді. Мұндай шойынды үйкеліп жұмыс істейтін тозғыш бөлшектер жасауға пайдаланады. Шойын құймасындағы аққышталған қабатын оның бетін тазарту арқылы алады, мысалы метал қалыпқа құюмен.
Ыстыққа төзімді шойын тоттануға жақсы қарсы тұрады. Ыстыққа төзімді шойын ретінде құрамында көп алюминий бар (ЖЧ-10 маркалы) немесе хром қосқандары (ЖЧХ-1, 5; ЖЧХ-30 маркалары) қолданылады.
Тотқа төзімді шойын қауіпті ортада жұмыс істейді, оларды алюминиймен, хроммен, никельмен, мыспен және басқа элементтермен қоспалайды, маркалары - 4НХТ, 4Н15, Г1Х2, Д7Х2.
- Шойын құймасын алу және қасиеттері
Темір рудалары - шойын өндірудеп негізгі материал. Руда минералы өзінше домнада балқытқанда, бастапқы қалпына жақсы келетін темір тотықтары. Құрамындағы бос жыныс көбінесе кварцтан және сазбен аралас құмнан тұрады.
Темір рудасы мыс және басқаларға қарағанда бай келеді. Бай рудалар құрамындағы темір шамасы 60% және одан да көп, кедей рудаларда 30 . . . 40% болады.
Темір рудасы құрамында күкірт және фосфор сияқты зиянды қоспалар болады. Руда минералы құрамына байланысты келесі түрлерге бөлінеді:
Кызыл теміртас. Руда минералы гематит Ғе 2 О } (70% Ғё) сусыз темір тотығы. Руда құрамында көбінесе 50 . . . 60% Ғе. Бүл - бүкіл әлемде ең көп тараған руданың түрі.
Магнитті теміртас. Рудалы минерал - магнетит, магнит теміртотығы Ғе 3 О 4 (72, 4% Ғе) руда құрамында 55 . . . 65% Ғе.
Коныр теміртас. Руда минералы - темірдің сулы тотығы Ғе 2 О } Н 2 О (52 . . . 66% Ғе) . Көбінесе рудада ЗО . . . 5О% Ғе болады.
Шпатты теміртас. Руда минералы - сидофит, темір карбонаты ҒеСО 3 (48, 3% Ғе), рудада көбінесе 30 . . . 40% Ғе болады.
Темірлі кварциттер кұрамында 15 . . . 20% Ғе бар.
Марганец рудасы. Домна пешінің шахтасында кейбір маркалы шойындарды және ферромарганец (82% Мп) қорытқанда қолданады. Руда құрамындағы марганец мөлшері - 25 . . . 50%.
Шойын өндірісі. Теміркөміртекті руданы балқыту арқылы шойын өндіреді. Руда балқытуды оңайлату жоне темірді тазарту үшін, бастапқы руданы балқыту кезінде оған арнайы флюс деп аталатын қоспаларды міндетті түрде араластырады. Тау жыныстарындағы темір, оттегі, күкірт ж. т. б. элементтермен араласып, әртүрлі дәрежедегі тотыққан күйінде кездеседі. Сондықтан темір рудасынан шойын өндіру кезінде оған флюсты-ашытқыны қосқандағы мақсат процесті елеулі түрде жеңілдету болып табылады. Темірлі рудада кремнийлі және магнезит пен доломитп қолданады. Егер бастапқы темірлі рудада құрамында әктас болса, флюс ретінде кремнезем қолданылады.
Флюстарды қосқан кезде балқыған шойынның бетінде шлактар пайда болады, осы шлакты қабат металды тотығудан сақтайды. Сол себепті шойынды балқымада әруақытта 60-80% шлактар бар болады.
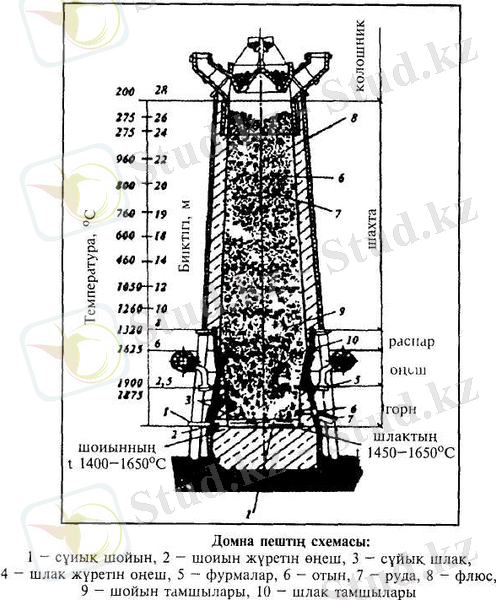
Шойын өндіру кезінде отын ретінде кокс, табиғи газ және басқа түрлері қолданылады. Алынған шойынның құрамында, оның қасиеттеріне оңды (Sі, Мп ж. б. ) және теріс (Р, S ж. б. ) әсер ететін қосылғыштар бар. Шойын өндірісі кезінде кұрамында темірі бар рудаларды флюсты коксты домна пешінің жоғарғы жағына - колошникке салады және олар өз салмағымен жайлап төмен жылжи бастады.
Шикізаттарды домнаға салар алдында оларды ұнтақтап магнитті бөлгіш арқылы өткізеді. Домналық пештің ішкі кабырғалары отқа төзімді материалдармен қапталады.
Қайта қорытылатын шойын негізінен болат өндірісінде қолданылады. Құймалы шойын әр түрлі пішіндегі болатты бұйымдарды алуға жұмсалады, ал темірлі қортпаларды, темірлі силициумды, темірлі марганецті алуға бастапқы шикізат ретінде саналады.
Шойынды бұйымдарды өндіру кезінде домнада алынған шойын әр түрлі әдістермен - вагранкада, электрлі және басқа да пештерде балқытылады және қалыптарға құйылады Металлургиялық өндірісте, сұйық шойынды үлкен қысыммен және ортадан табу әдіспен калыптау кең тараған Кристализация жүйесінің бастапқы негізінде шойын шамалы ұлғаяды, бірақ салқындау кезінде 1% төңірегінде шөгеді Егер кристалдану процесі кезінде температура 980-1050°С шамасында, 2-3 сағат бойына шойын шынығатын болса, онда шойында иілгіштік касиет болады Салкындау кезінде бұрандап тесуге, кесуге немесе майыстыруға болады
2. 1 Р уданы балқытуға дайындау.
Шойын өндіруге қолданылатын рудалардың 95% балқыту алдында арнайы дайындықтан өткізеді. Мұндай дайындық, домна пешінің көрсеткіштерін жоғарлатудын тиімді жолы және ол кедей рудаларды қолдануға мүмкіншілік береді. Бұл дайындық келесі операциялардан тұрады:
- ұсақтау мен сұрыптау;
- байыту;
- сумен жуу;
- агломерат жасау;
- окатыш жасау.
¥сақтау мен сұрыптау. Руданың үлкен түйірлерін жақты және конусты ұсақтағыштарда ұсақтайды. Домна пешінде көлденең қимасы 10 . . . 80 мм-ге дейін ұсақталған руда қолданалады. Ұсақ рудалар агломерациялауға пайдаланылады. Домна пешіне ірі және үсақ рудаларды бірге салса, ол пештің жұмысын нашарлатады. Рудаларды сұрыптау елеу арқылы ұнтақтау сұрыптау фабрикаларында іске асырылады.
Байытуды рудадағы темір құрамын көбейту үшін жасайды. Мысалы, 20-45% Ғе бар рудадан байытқанда, одан 60-65% Ғе бар концентрат алынады. Темір рудасын байыту магнитті сепарация арқылы жасалады. Ұсақталған руда магнит өрісінен өткенде, металл түйіршіктері магнитке тартылып, металл емес қоспалардан ажыратылады.
Сумен жууды руда құрамындағы құм-балшықтардан ажырату үшін жүргізеді.
Агломерат жасау. Руда мен басқа материалдарды ұсатқанда, олардың ұнтақтары пайда болады. Олар балқыту пештерінде қолдануға жарамайды. Өйткені олардың арасынан үрленетін ауа өтпейді. Сондықтан оларды керекті өлшемді кесектерге айналдыру қажет. Ол үшін аглоремация (пісіріп кесектеу) деп аталатын операция қолданылады. Аглоремациялауға бастапқы материал ретінде руда ұнтағы мен колошник шаңы, ұсақ кокс, ұсақ әк тас қолданылады. Оларды аздап сулап (5 . . . 6% су қосып), 13ОО . . . 15ОО°С температурада арнайы аглоремациялық машиналарда қыздырады. Бұл кезде руда құрамындағы қоспалардан тазарып, карбонаттар ыдырап, кесек материал - агломерат түзіледі. Агломератты қолдану домна пештерінің өндіріс өнімділігін 10-25% арттырып, кокс шығымын 10-20% кемітеді.
Окатыш жасау. Өте ұсақ концентратты агломерациялық машинада пісірудің өнімділігі төмен болғандықтан оларды окатыш жасап кесектейді. Окатыш шихтасын жасауға көлденеу қиласы 0, 5 мм кіші концентрат бөліктері, флюс және жарамаған қалған окатыштар қолданылады. Шихтаны ылғалдандырып байланыстырушы ретінде 1, 5% бетонит балшығы қосылады. Диаметрі 25 . . . 30 мм окатыштар гранулятор деп аталатын минутына 6 . . . 9 айналым жасайтын пайыз, дөңгелек тостаған тәрізді, ыдыста жасалады. Сонан соң оларды кептірінкептіріп 1300°С . . . 1400°С температурада күйдіреді. Суыған соң октыштарды сорттап диаметрі 10 мм кемдерін қайта өндеуге жібереді.
2. 2 Қасиеттері
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz