Диірмендегі бидайды тазалау бөлімінің технологиялық тізбегін зерттеу

Қазақстан Республикасының Білім және Ғылым министрлігі
Ш. Уәлиханов атындағы Көкшетау Мемлекеттік Университеті
«Техника және технология» факультеті
«Инженерлік технологиялар және көлік» кафедрасы
Курстық жұмыс
«Қайта өңдеу өндірісінің арнайы технологиялары» пәнінен
Тақырыбы: «Диірменнің бидайды тазалау бөлімінің технологиялық тізбегін қарастыру»
Тобы: ТППк-51
Орындаған: Арап Н. Қ
Тексерген: Алибекова А. Т
Көкшетау 2018 жыл
Мазмұны
Кіріспе
I. Бірінші бөлім .
- Диірменнің өнеркәсіпте қолданылуы . . . 4
1. 1 Диірменде ұнтақтаудың теоретикалық негіздері . . . 4
1. 2 Диірмендердің классификациясы мен конструкциялары . . . 6
1. 3 Диірменді кәсіпорында тиімді басқару . . . 11
II. Негізгі бөлім . Диірменнің бидайды тазалау бөлімінің технологиялық тізбегіне сипаттама.
- Диірмен құрылысы (жел диірмені) . . . 13
2. 1 Диірменнің кәсіпорындағы сұлбасы, блок схема . . . 15
- Бидайды тазалау бөлімі . . . 17
2. 3 Бидайды тазалау бөлімінің технологиялық схемасы . . . 21
Қорытынды . . . 24
Қолданылған әдебиеттер тізімі . . . 25
Кіріспе
Тақырып өзектілігі. Адам баласы ертеден тұрмыста бидайды қолдануды, оны өндіріп нан жасауды білген. Соның нәтижесінде алғашқы қол диірмені пайда болған.
Қазақ халқы егін егіп, жердің пайдасын да көрген. Тары, бидай дақылдарын еккен. Олардың дәнін үгіп, қол диірмендерімен тартып алатын болған. Қазақтар көшіп-қонып жүрсе де, осы ағаш сабы бар шағын қол диірмендерін тастамаған. Көшпенді тұрмысқа лайық жеті қазынаның бірі санаған.
Көне диірмен - жергілікті халық үшін құндылық! Ақтөбе облысы ауылдарының бірінде жүз жылдық тарихы бар жел диірмен сақталған. Оны кезінде Қазақстанға Украинадан жер аударған Калистрат Ловрушко деген көпес салыпты. Сұрапыл соғыс жылдарында ол облыс аумағыдағы ең маңызды нысанның бірі болған. Алайда, қазір онда ұн тартылмайды. Тарихи жәдігер тас-талқан болып қирағалы тұр. Ауыл тұрғындары «дер кезінде қалпына келтіріп, қайта жөндеуден өткізбесек, ескерткіштен айырылып қаламыз» дейді.
Ұн өндірісінің негізгі процесі дәнді ұнтақтау болып табылады. Адам баласының дән ұнтақтау үшін қолданған алғашқы жабдығы екі жалпақ дөңгелек тастан жасалған және үстіңгі дөңгелек тас өз осінде айналып қозғалатын тас диірмен болған. Дөңгелек жалпақ тастардың бетінде ырылып арнайы салынған арналар белгілі бір пішінмен және бағытпен орналасырылған. Үстіңгі тас дөңгелек айналған кезде дән екі дөңгелектің арасына түсіп, үстіңгі дөңгелектің салмағы және екі дөңгелектің үйкеліс күшінің әсерімен ұнтақталады. Бұдан дәннің диірмен тастарының арасында қысу және жару арқылы ұнтақталатыны анықталған. Алайда, дәнді ұнтақтамас бұрын, оны ұнтақтауға дайындап алу керек екенін ұмытпаған жөн. Ұнтақтаудың технологиялық процесі екі этаптан тұрады: ұнтақтауға дәндерді дайындау (диірменнің дәндер тазалау бөлімі) және дәндерді ұнтақтау (ұнтақтау бөлімі) .
Курстық жұмыстың мақсаты: диірменге әкелінген бидайды тазалау кезінде энергияны аз пайдалану, нәтижесінде тиімді өнім алу.
Курстық жұмыстың міндеттері:
- диірменнің құрылысымен танысу;
- диірменнің жұмыс істеу принцптерімен түсіндіру;
- диірменде жүргізілетін санитарлық жұмыстарымен танысу.
Курстық жұмыстың құрылымы : кірісіпеден, екі тараудан, қорытындыдан және қолданылған әдебиеттер тізімінен тұрады.
І Бірінші бөлім
1. Диірменнің өнеркәсіпте қолданылуы
1. 1 Диірменде ұнтақтаудың теоретикалық негіздері
Диірмен - әр түрлі дақылдар дәндерін майдалауға арналған машина. Алғашқыда қолмен не жануарлар күшімен айналдырылды. Кейіннен су және жел күші пайдаланылды. 19 ғасырдың басында ұн тарту үшін бу қозғалтқышы пайдаланыла бастады. Қазіргі диірменде жеке процестер мен машиналар, сондай-ақ тұтас кәсіпорын түгелдей автоматтандырылған; қатты материалдарды ұнтақтайтын машина. Өнімді ірі бөлшектерге бөлетін ұсақтағышпен салыстырғанда диірмен материалды ұлпалап майдалайды. Кейбір диірмендер материалды 0, 001 - 0, 5 мм-ге дейін ұнтақтай алады. Олар химия, құрылыс материалдары, тау-кен, тамақ, дәрі-дәрмек, т. б. өнеркәсіптерде қолданылады.
Диірменде ұнтақтаудың теоретикалық негіздері
Минералды кендердің ұсақ және жұқа сеппелігі кезінде кенді 3, 0-0, 1 мм , ал кейбір жағдайда 0, 05 мм дейін ұсақтау керек . Мұндау процесті уақтауда ұнтақтау дейді және байыту практикасында ол ең бастысы барабанды диірмендерде орындалады. Уақталған кеннің ірілігі 50 мм-ден 8 мм-ге дейін екінші, үшінші немесе төртінші уақтау дәрежесінде цилиндрлік айналатын диірменге түсіп, мұнда оның уақтауыш денелердің бос түсу нәтижесінде ұнтақтау жүреді.
Cурет 1 . Цилиндрлік диірмендегі шарлар қозғалысының үш түрлі жағдайы
Егер ұнтақтау құрал ретінде шарларды алатын болса, ондай диірмендерді шарлық деп, ал стержендерден тұратын диірмендерді стержендік диірмен деп атайды. Ұнтақтауды сумен (сулы ұнтақтау) немесе сусыз (құрғақ ұнтақтау) жүргізуге болады.
Егер диірменге шарларды жүктеп оны айналдыратын болсақ, онда шарлар мен диірменнің қабырғасының арасындағы үйкелуіне байланысты олар айналу жағына қарай көтеріледі, көтерілу бұрышы дағдылы қиябеті асып кеткенге дейін, содан соң шарлар астыға қарай құлап, кенді ұнтақтайды. (1, а сурет) .
Кенді диірменге бос болған цапфаның бір жағынан толтырып, ал ұнтақталған өнім диерменнің басқа жағынан шығады. Шарлар қиябетінің қалыпты бұрышы суда 30° шамасында.
Диірменнің айналу жылдамдығының өсуіне байланысты центробеждік күші де арта түседі, ол өз кезегінде шарлардың көтерілу бұрышының өсуі шарлардың салмақ күшінен центробеждік күші әлде қайда көп болған жағдайда болады. Сол уақыттан бастап шарлар астына қарай түсе бастайды да, параболикалық қисығын суреттей және соқылап кенді ұнтақтайды. Шарлар кенді үгітіп те жібереді. (сурет- 1, б) .
Егер диірменнің айналу жылдамдығын ұлғайтатын болса, онда шарлар диірменмен бірге оның бойынан үзілмей қозғалатын жағдайдағы диірменнің айналуы критикалық жылдамдықта болады. (сурет- 1, в) ;
Шарлар мен кен кесектерінің үкеліс күшін ескермеген жағдайдағы критикалық жылдамдығы немесе диірменнің жалған критикалық жылдамдығын n к мына формуламен анықтауға болады:
n к =42, 4/√D
мұндағы D - диірменнің ішкі диаметрі, м.
Диірменнің бойынан шардың үйкелу бұрышын ескеретін болсақ, он φ белгілеп, онда диірменнің нақты критикалық санының минутындағы айналымын n к . ч
n к . ч =42, 4/√Dsin φ
Байыту практикасында диірменнің әдеттегі айналу жылдамдығы 0, 70-0, 85 фиктивді критикалық жылдамдығындай. Сулы ұнтақтау процесіндегі шарлар қажетті биіктікке дейін көтеріліп, ойдағыдай кенді ұнтақтайды.
Диірмендерді 30-50% көлемінде толтырады. Қазіргі заманғы тәжірибеде қолданылатын диірмендердің жұмысын нәтижесінде, олардың шарлармен толық емес немесе тым асыра толтырған рационалсыз, сонымен қатар тым аз толтырылған диірмендердің шығымын азайтады.
Жұмсалатын қуат, диірменнің шығымымен анықталып, оның ең басты көрсеткіші болады.
Диірмен шығындайтын энергия, соның ішіндегі уақтау ортасының қозғалысы кезінде (пайдалы қуаты) және диірмен подшипниктерінің үйкелу қүшінің асуына жұмсалады. Тәжіиребе көрсеткіштері бойынша ортақ жұмсалған энергияның 15% өлі шығын құраса, ал электрқозғауыштағы шығын 10%. Сол себептен пайдалы қуат ортақ көрсеткішінің 75% қамтиды.
Л. Б. Левенсон белгілі бір шарлық диірмен жұмсауға кететін қуатты келесі формуламен көрсеткен:
N = 9, 2Q√ D , л. с,
Мұндағы: Q - шарлардың толтырылу салмағы, т;
D - диірменнің ішкі диаметрі, м. Бұл формула диірмендердің жылдамдығын есептеу үшін келесі формуламен анықталған.
n=32/√ D
- мен конструкциялары
Диірменнің негізгі көрсеткіштеріне ішкі диаметрі D мен цилиндрдың ұзындығы L жатады .
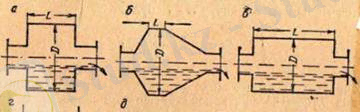
Сурет 2 . Диірмендердің типтері
Диірмендердің келесідей типтерін ажыратамыз (2сурет) :
1. Уақталған материалдары орта кезінен түсетін шарлық диірмендер (сурет-2, а) . Бұндай диірмендер ұзындығы диаметрінен 1, 5-2 есе көп болатынымен сипаталады;
2. Пульпаның жоғары деңгейде және орта кезінен материалдары түсіретін конусты шарлық диірмендер. (сурет-2, б) . Бұндай диірмендер үшін өзара конустармен байланысқан қысқа цилиндрлік бөліммен сипаталады;
3. Пульпаның жоғары деңгейде және орта кезінен материалдары түсіретін цилиндрлі стержндік диірмендер (сурет-2, в) . Бұндай диірмендер ұзындығы диаметрінен 1, 5-2 есе көп болатынымен сипаталады;
4. Уақталған материалдарды тор арқылы түсіруге імәжбүр ететін және төмен деңгейлі шарлық диірмендер. Мұндай диірмендердің ұзындығы оның диаметріне тең немесе аз болады;
5. Ұзын цилиндрлі бөлікті құбырлық диірмендер оңың диаметрінен үш-төрт есе үлкен болады. Диірмен неғұрлым ұзын болса, онда кен уатушы денелердің әсеріне көбірек түседі де үгілген өнім ұсақ болады. Оларды нәзік құрғақ ұсақтауда қолданады;
6. Үгітілген материалдарды периферикалық түсіруге арналған құрғақтай үгітуге арналған желілі диірмендер. Бұл диірмендер әктас пен кокстік ұсақ-түйекті ұсақтау үшін қара металлургияда қолданылады;
7. Тәжірибе жүзінде конустық диірмендерді (2, бсурет) қолдану диірмен ішінде шарлық бөлісу тиімдірек болып шарттасады. Конустық диірмендерде үлкен өлшемді шарлар цилиндрлік бөлігінде жатады, мұнда кен түседі. Ұсақталған кен диірменнен шыға берісіндегі шарлардың диаметрі де кішірейе береді. Мұндай диірмендерді дайындау күрделірек, әрі олардың құны цилиндрлікке қарағанда көбірек болады.
Ұнтақталған өнімнің түсірілу тәсіліне қарай өнімді еркін шығарушы диірмендер ( 1 а, б, в) және тор арқылы еркін түсіруші диірмендер болып бөлінеді.
Шарлық диірмендер
Уралмаш пен Краматор зауыттарында орталықтандырылып түсірілетін (3сурет) және тор арқылы түсірілетін (4сурет) шарлық диірмендер жасалынып шығарылады.
Орталықтандырылып түсірілетін шарлы диірмендер (3суретті қара) құрамына етегінде қорытылып құйылған фланцтар бар қорытылған қорғасын цилиндрлі барабан 1 және 2 мен 3 тік қойылған қақпақтар кіреді. Диірменнің барабан іші мен тік қойылған қақпақтары 7 болтпен бекітілген жоғары марганецті болаттан жасалған 5 және 6 футировкалармен қорғалған. Диірменнің жоғарғы жағындағы футировкалардың болттарының астындағы гайкалар резеңкеден жасалған жүзіктер немесе резеңкеден жасалған шайба, сальникті тығыздаушы және пульпаның диірменнен ағуынан сақтандырушы метал шайбалар орналастырылады. 8 және 9 қуыс цапфаларды түсіру жағынан және арту жақтарынан да футерлейді.
Диірмен екі мойын тірекке қондырылады 4 , бұларда бабиттен құйылған төсеніш болады, әрі төсеніш сфералық тіректегі мойын тірек денесіне орнатылады, бұл диірменнің жұмыс жасаған кезінде төсеніштер өздігінен қондырылады. Екі мойын тіректі де фундаментке бекітілген тақталарда монтаждайды.
Диірмен жетегі редуктр арқылы өтетін электр қозғаушы және тісті беріліс арқылы жүзеге асады; соңғысының құрамына диірмен барабанының етегіне құрылған тісті тәжден 10 және валдардың біріне жартылай редукторға қосылған жетекші тегергіштен тұрады. Диірмен жетегінің жайғастырылуы фабрикадағы жоспарлау шарттарына қарай оң немесе сол болуы мүмкін. Диірменнің мойынтірегін және тісті берілістерінің редукторларын майлау -сұйық, ортақтандырылған.
Диірменге материалды тиеу улиткалы қоректендіргіш 11 және толық цапфа 8 арқылы жүзеге асырылады.
Тор арқылы тиеу кезіндеі диірменнің жұмыс істеу принципі келесі қортынды шығады (3 суретті қара) . Құрыш желтартқыш тор 1 диірменде шарлар мен ірі кесекті кендерді ұстап қалады.
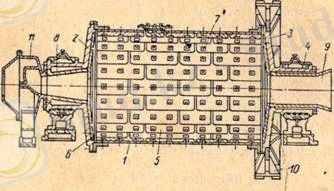
Сурет 3 . Орталықтандырылған түсіргішті шарлы диірмен
Уақталған кен диірменнен цапфаның алдына қондырылған қуыс бөлмеге 2 тор (диафрагму) 1 арқылы түсіріледі. Тордың сыртқы жағына, яғни диірменнің шет жағы мен тор аралығына пульпа түсетін радиал орналасқан жерінде реберод орнықтырылған. Диірмен айналған кезде реберод пульпаны жоғары көтереді және жоғарғы жағы түсіруші цапфаға орналасқан конусқа 3 төгеді. Пулпа конус арқылы ағып түсіруші цапфаға төгіледі және диірменнен шығады.
Тор арқылы пульпаны түсіру кезінде алғашқы материалдың тиелуі мен уақталған өнімнің түсірілу деңгейінің айырмашылығы құрылады, пульпаның диірменде жылдам қозғалуына мүмкіндік туғызады. Сондықтан да торлы диірменнің орталықтандырылған диірменге қарағанда өнімділігі жоғары болады.
Торлы диірмендерде циркуляциялық өте жоғарғы жұмыс істеуге болады, ал бұдан ірілігі біркелкі болып келген уақталған өнім алуға болады.
1 диафрагмада әрбір желтартқыш тор орнатылған жерде арнайы ойықтар болады (4 суретті қара) . Пульпа ең алдымен 7 саңылаудан өтеді, сонан соң 1 диафрагмадағы дөңгелек саңлаудан өтеді. Диафрагма шойыннан немесе құрыштан, футеровкалы тақтадан - марганецті құрыштан, ал желтартқыштары-көміртекті құрыштан дайындалынады.
Желдеткіш торларда трапециалық жарықтар бар, олар түсіру соңындағы кеңейтулерде саңылаулар жасайды.
Пульпаның мөлшері оны түсіретін жерін екі тесіктер 2 арқылы реттеп, оларды жабық немесе ашық ұстауға болады. Тесіктер ағаш пробкалармен люктер арқылы жабылады. Пульпа қозғалысының жылдамдығын азайту үшін, диафрагманың төменгі қатар тесіктерін жауып немесе қаттының сұйықтықтағы үлесінің салмағын арттырып (Т:Ж), басқаша айтқанда пульпаның қысымын өзгерту керек.
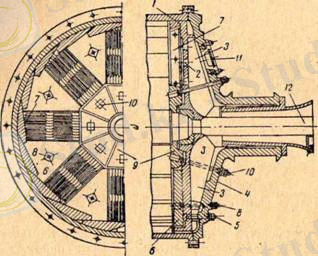
Сурет 4 . Тор (диафрагмалық) мен пульпаның мөлшерін реттеуші шарлық диірмен:
1- түсіруші тор; 2 - домалақ тесікті торлар;
3- торлардың бүйірі; 4 - диірменнің торцтық қақпағы; 5- тордың болттары; 6 - тордың футерленген тілімшелері; 7-тордың колосниктері; 8 - тілімшелерді бекіту болттары; 9 -секторлы тілімшелер;
10- секторлық тілімшелерді бекіту болттары; 11-тесіктерді жабуға арналған люктер 2; 12- орта кезеңдегі труба.
Диірменге кенді жүктеу үш түрлі жүктеуіштер арқылы болады. Кен мен суды цапфаға жүктеу берілген жүктеуіштердің бірігуімен орындалады. Жүктеуіштер диермен цапфасына бекітіліп, онымен бірге айналады.
Диірменнің ішкі қабатын металдық тілімшелермен, көбінесе марганецтік болаттан қаптайды. Қабаттау үшін қолданылатын марганецтік болат тұтқырлы болуы тиіс, бұған термиялық өңдеумен қол жеткізуге болады. Футерленген тілімшелер әртүрлі профилдарда жасалынады.
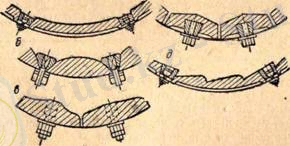
Сурет - 5. Диірмендерді футерлеу формалары : а - тегіс; б, в, г - кедір-бұдыр; д-сатылы
Футеровканың жуандығы 50мм-ден үлкен емес диермендер үшін, ал үлкен диермендер үшін 150мм аралығында болады. Торцті қақпақтардың футеровкасын диермендердің барабандарына жасалатын материалдардан істеледі.
Бастапқы материалдары ірі болатын шарлық диірмендерде кедір - бұдыр футеровкалар қолданылады. Ал керісінше ұсақ уақтауға біркелкі түсу немесе жазық футеровкалар қолданылады.
Диірменнің шарлармен жүктелуі Q мына формуламен анықталады:
Мұндағы: V - шарлармен толтырылу көлемі, % диерменнің көлемінен;
D - диерменнің ішкі диаметрі, м;
L - диірменнің ішкі ұзындығы, м.
Бұл формула шарлардың жүктеу салмағы 4800 кг/м 3 . Шарлардың меншікті салмағы металдың сапасы мен дайындалуына байланысты. Соғылған болат шарлардың меншікті салмағын орта шамамен 7, 8 ал құйылған болат- 7, 5 алуға болады. Шойын шарлардың меншікті салмағы 7, 1дейін болады. Металдың сапасына қарай шарлық диірмендердің бірдей көлемдегі жүктелу 10% аралығында ауытқиды. Тәжірибенің көрсетуі бойынша әр түрлі диаметрлі шарлармен жүктелген кездегі бос кеңістік 38% құрайды.
Диірмендегі шарлардың жүктеу салмағы бос кеңістіктердің пайыздары мен шарлардың меншікті салмағына байланысты өзгереді. Егер бос кеңістіктер құраса және меншікті салмақ 7, 5-7, 8, 7 тең болса, онда қорытылған қорғасын шарлардың салмағы 4500- 4800 кг/м 3 , ал құйылған қорғасын және шойын шарлардың салмағы 4350-4650 кг/м 3 болады. Қорғасын шарлардың диаметрлеріне байланысты салмағы №1 кестеде келтірілген.
Кесте №1 - Қорғасын шарлардың диаметрлері салмағы мен олардың 1 т санына байланыстылығы
Стержнді диірмендер
Стержнді диірмендер шарлыдан айырмашылығы олардағы уақтаушы орта әртүрлі өлшемдегі диаметрлі стержендердің болуы, бұлардың ұзындығы диірмен ұзындығынан сәл ғана кіші болып келеді. Стерженді диірмендердің торцты қақпақтарын шарлыдағыдай конустық емес тегіс етіп дайындайды, бұл стержендер айналғанда кедергіге ұшырамайды. Стерженді диірмендердің айналу жылдамдығы шарлы диірмендерге қарағанда кем болып келеді, әрі критикалық айналу жылдамдығы 50-75%. құрайды.
Стерженді диірмендерді кеннің ірілігі 0, 2 мм дейін уақтау үшін қолданады. Әдетте олар уақтаудың 1-ші деңгейінде, кейде 1-мм дейін кенді уатқан кезде пайдаланылады. Стерженді диірмендерден минималда шламды түйіршікті өнім алынады.
Стерженнің диаметрі 45-100 мм құрайды, ал ұзындығы диірменнің ішкі ұзындығынан 25- 50 мм кем. Диірмен стержнедерімен диірмен ортасынан 100-200 мм төмен болып толтырылады. Әдетте диірменнің ішкі көлемі 35-45% алып жатады.
Стерженді диірмендерді кокс уақтарын, әктасты және өзге материалдарды құрғақ ұнтақтауда қолданылады.
Диіменнің құрғақ уақтаутаған кезіндегі өнімділігіне материалдың ылғалдылығының әсері өте жоғары болып келеді.
Ылғалдылық әсіресе төмен кластарда жоғары болады. Әктастың ұсағын диірменнен ажыратқан жөн, бұл диірменнің дұрыс өнім алуына және шнектің бітелуін жояды.
Технологиялық жағдайда диірменнің ылғалдылығына және уақталушы дененің санының рацианалды түрде артылуына, әрі кенді диірменге тиегенде максималды өнімділігіне көңіл бөлген дұрыс.
1. 3 Диірменді кәсіпорында тиімді басқару(бизнес-жоспары)
Бизнестің мәні мен қызмет ету саласы. Жиналған табысты қайта инвестицияла үшін фирма қызметін кеңейтіп, ауылшаруашылық өнімдерін өндіреміз. Бұл екі кезеңнен тұрады. Бірінші кезеңде Шиелі ауданы Авангард совхозында ұн диірменін ашуды мақсат етіп отырмыз. Екінші кезеңде қызметті кеңейтіп, нан өндірісімен айналысуды ойластырамыз. Бұл жоспар тек бірінші кезеңге, атап айтқанда ұн диірменін ашуға арналады.
Диірмен:
-өндірістік тәртіпте жұмыс істейді- яғни сатып алынған бидай және жүгері ұндарын өндіреді; өндірілген ұн көтерме бағамен сатылады.
-қызмет көрсету тәртібінде жұмыс істейді- яғни дайын өнімнің бір бөлігі ретінде заттай еңбекақымен қамтылып отырған аймақ тұрғындарына бидай таратып береді. Біз бұл бизнестің нақты мүмкіндіктері бар деп ойлаймыз, өйткені біз ұсынайын деп отырған тауар мен көрсетілетін қызмет көрсетулерге тұрақты өсіп отырған сұраныс бар. Ауыл астықты жерде орналасқан, яғни бұл астықты жабдықтау үшін жақсы негіз.
Сондай-ақ темір жол және автокөлік жолдарының дамуына байланысты өткізудің жақсы мүмкіндіктері бар. Өндіріс сатысында дәнді дақылдар өсіру үшін жерді жалға беру арқылы және өндірістен кейінгі сатыда нан өнімдерін өндіру арқылы бизнесті кеңейту мүмкіншілігі де бар.
Мақсатымыз. Диірмен іске қосылғаннан кейін төменде көрсетілгендерді орындауды мақсат етеміз:
-өндірістік қызметте және қызмет көрсету саласында тұтынушылардың тұрақты жүйесін қалыптастыру;
-диірменнің өндіріс қуаттылығын 75% деңгейіне жеткізу;
-өткізуден түсетін түсімнің деңгейін айына 5 мың долларға және салық салынатын табыстың деңгейін 16% жеткізу;
Қызметтің екінші жылынан бастап, біз өндірісті меңгеру деңгейін 100%-ға жеткізгіміз келеді. Біздің құрылымымыздың қызметі келесідей болады: 75%-бұл таза өндірістік қызмет және 25% халыққа қызмет көрсету. Бұдан басқа айналымды ай сайн 7 мың долларға және пайда деңгейін 18%-ға дейін жеткізуді қарастырамыз. Жобаның екінші кезеңінде қызметтің үшінші жылынан бастап, ауылдық наубайхана құру арқылы жобаны кеңейтуді ойлап отырмыз. Бұл кезең келешекте бірінші кезеңде жасалған жинақтарға байланысты детальдар бойынша қарастырылады.
Тауарлар мен қыызмет көрсетулер . Негізгі ұсынылатын тауар- ақ ұн, ал екіншісі жүгері ұны болады. Жанама өнім ретінде жүгері және бидай кебектерін алып отыратын боламыз. Сондай-ақ диірмен қарақұмықты өндіріске бейімдеуі мүмкін.
Ақ ұнның жақсы сатылуы үшін оның өзінідік қасиеттері наубайхана өндірісі үшін жақсы болуы мен қара дақ пайызыныың төмен болуы және ылғалдылық бойынша тиісті жағдайларда сақталуы өте маңызды. Ұн негізгі астық өнім болғандықтан болашақта оның тұтынуының азаюдың орнына, халық санының өсуімен бірге оның да өсетіндігін елестетуге болады.
Өндірісіміздің өнімін сату көбінесе көтерме сауда түрде жүзеге асырылатындықтан, тауарды жылжыту бойынша кең ауқымды науқан жүргізудің қажеті жоқ деп ойлаймыз. Біз потенциалды тұтынушылармен тікелей байланысуды артығырақ көрдік. Бөлшек саудаға келетін болсақ, фирманың дүкені жақсы жерде орналасқан. Баршаға жақсы танымал, қосымша жарнама қажет етпейді.
Елбасымыз Н. Ә. Назарбаев халқына арнаған «Қазақстан - 2050» Стратегиясы - орныққан мемлекетіміздің жаңа саяси бағыты» Жолдауында, ауыл шаруашылығын жаппай модернизациялаудың қажеттігін, әсіресе ауыл шаруашылығы өнімдеріне деген өсіп келе жатқан сұраныс жағдайында әлемдік деңгейдегі мал шаруашылығының жемдік қорын жасау қажеттігін көрсеткен. Қазақстанның астықты өңдеуден кейінгі болатын қалдықтарды өңдеу процессі, яғни жемдік қоры құрылымының 60…80%-ын дәнді дақылдар құрайды, ал шетелдік жемдік қорда дәнді дақылдардың үлесі 30…40 %.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz