Бұрыштап пісіру жіктері: түрлері, пісіру әдістері, есептеулері және қауіпсіздік талаптары

Мазмұны
Кіріспе…… . . . 3
1. Бұрыштап пісіру жіктері
1. 1 Бұрыштап пісіру арқылы қосудың түрлер . . . 5
1. 2 Металды қорғағыш газ қабаты астында пісіру . . . 11
1. 3 Пісірудің тәсілдері . . . 13
1. 4 Пісірілген жіктерге рентген және гамма сәулелерін
түсіру нобайлары . . . 16
2. Бұрыштық пісіру жіктерінің әр түрлі жүктемелерге есептеу
2. 1 Пісірген жалғастырулар мен жік (шов) түрлері . . . 18
2. 2 Дәнекерленген жіктердің есептік кедергілері . . . 22
3. Қауіпсіздік техникасы.
3. 1. Еңбек қауіпсіздігінің стандарттар жүйесі . . . 25
3. 2. Қазақстан Республикасының Еңбек кодексінде белгіленген
еңбек қорғаудың талаптары . . . 26
Қорытынды . . . 29
Пайдаланылған әдебиеттер тізімі . . . 30
Кіріспе
Пісіру деп молекулааралық және атомаралық байланыс күштерін пайдаланып металл бөліктерін ажырамайтын етіп біріктіру үрдісін айтады. Аталған күштердің өзара әрекеттесуі үшін жалғанатын металдардың атомдарының ара қашықтығы 10 ‾8 см шамасында болуы керек, демек өзара қашықтығы металдардың кристалл торларының параметріне сәйкес болуы керек. Атомдар мен молекуларының осындай ара қашықтығын қамтамасыз ету үшін, пісірілетін материал беттері балқу температурасынан аса қыздырылып, балқыған материал қатаю /кристалдану/ негізінде біртұтас қалыптасады. Немесе пісірілетін материалдар пластикалық күйге дейін қыздырылып, олар механикалық қысу үкүші әсерінен өте тығыз түйістірілуі қажет. Бұл процесті қыздырусыз салқындай тек механикалық күш әсерімен іске асыруға болады.
Пісіру біртектес және тектес емес металдар мен олардың қорытпаларын, металды кейбір металл емес материалдармен /керамика, графит, шыны, т. б. / біріктіргенде, пластикалық массалардан, т. б. / біріктіргенде, пластикалық массалардан, т. б. Бұйымдар жасағанда қолданады. Дегенмен металдарды пісіру машина жасау өнеркәсібінде және құрылыста кеңінен қолданылады.
Пісірудің химиялық тәсілі тобына газды және термитті пісіру жатады. Бұл тәсілдердегі металды қыздыру мақсатында газ не қатты күйіндегі әртүрлі заттардың тотығуының экзотермиялық реакцияларының жылуын пайдалану арқылы қыздырылады.
Пісірудің механикалық тәсілдеріне: көрікпен, қыздырмай қысыммен, қопарылыспен, ультрадыбыспен, ал пісірудің сәулелі тәсілі тобына электронды-сәулелі, лазер сәулесімен, гелиопісіру немесе күн сәулелерімен пісірулер жатады.
Пісіру тәсілдерінің ең басты маңыздылары электр доғасымен, түйістіріліп және газбен пісіру болып табылады.
Машина жасау саласында металды пісірудіңмаңызы мен болашағы. Осы кезде металдарды пісіру, металды қысым арқылы құю және кесу арқылы өңдеу сияқты, металдан әртүрлі конструкциялар мен бұйымдар жасауда негізгі технологиялық үрдіс болып саналады. Жаңа зауыттар мен кәсіпорындарын салуда, темір жол вагондары мен цистерналар жасауда, домна және мартен пештерін құруда /монтаждауда/, мұнай және газ құбырларын, көпір салуда, машина мен жабдықтардың тозған және сынған бөлшектерін қалпына келтіруде пісірудің маңызы зор. Бұл тәсіл ауыр конструкцияларды, металлургия, машина жасау өндірісінің күрделі жабдықтарын т. б. Пісіру арқылы өңдегенде үлкен экономикалық нәтиже береді.
1. Бұрыштап пісіру жіктері
1. 1 Бұрыштап пісіру арқылы қосудың түрлер
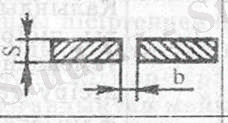
Қолмен, автоматты және жартылай автоматты пісірудегі қосудың негізгі түрлері төрт топқа бөлінеді. Бұлар тоғыстырып қосу, бұрыштап қосу, таврлы және айқастырып қосу /5-сурет/ Доғалық пісірудегі /ГОСТ 5264-80/ қосу жігінің негізгі конструктивті элементтері 1-суретте көрсетілген.
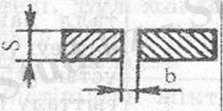
Тоғыстырып пісіруде пісірілетін металдың қалындығына қарай жиегін бүгіп, жиегін жонбай біржақтама және екіжақтама симметриялы, немесе симметриялы емес етіп, бір немесе екі жиегін де жонып жалғастырады. Табақ темірлердің қалындығы 30-100 мм болғанда симметриялы екі жақты қисық сызықты формалы етіп жалғастырылады.
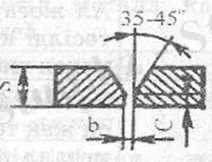
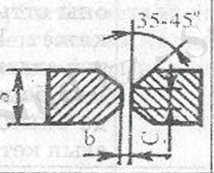
Бұрыштап немесе таврлы қосуда тоғыстырып қосудағыдай табақ темірдің қалыңдығына қарай жиектерін жонбай қосып біржақтама және екіжақтама бір немесе екі табақ темірдің де жиектерін жонып жалғастырады. Бір жақ жиегін жонғанда 50 + 5º. Ал екіжақтама жонғанда 54±6 º етіп жонады. Қалыңдығы 2-60 мм табақ темірлерді айқастырып қосады.
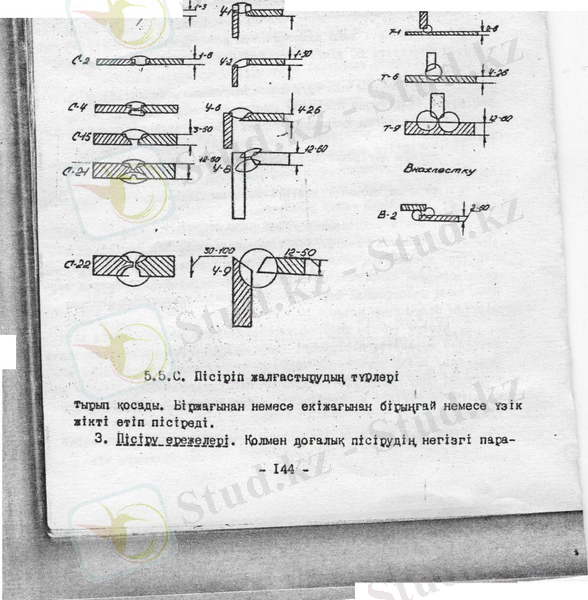
1 - сурет. Пісіріп жалғастырудың түрлері
Біржағынан немесе екіжағынан бірыңғай немесе үзік жікті етіп пісіреді.
Пісіру ережелері. Қолмен доғалық пісірудің негізгі параметрлеріне электрод диаметрі мен пісіру тогының күші, пісіру жылдамдығы жатады.
Пісіру тогының күші негізінен электрод диаметріне байланысты.
Электрод диаметрі пісірілетін металдың қалындығына сәйкес алынады, бұл сәйкестік төменде келтірілген.
Металдың қалыңдығы, мм І-2, 3-5, 4-І0, І2-24
Электрод диаметрі, мм 2-3, 3-4, 4-5, 5-6
Әдетте, қолмен пісіруде электрод диаметрі 5 мм-ден артық болмайды.
Диаметрі 3-6 мм болғанда мына формуламен есептеледі:
J = kd
мұндағы J - пісіретін ток күші А; d-электрод диаметрі, мм; К-коэффициент, А/мм, көміртегі аз болаттардан жасалған электродтар үшін К = 40-60.
Пісіру жігі негізгі екі түрге бөлінеді: тоғыстырылған және бұрышталған болып. Бұлардың конструктивтік шешімі әр түрлі.
Тігінен немесе төбедегі жікті пісіруде әдетте электрод диаметрі 4 мм-ден аспайды және пісіру тоғының шамасы төменгі жағдайда пісіруден 10-20 % кем етіп алынады.
Пісіру жігін орындау. Олардың кеңістікте қалай жайғасуы мен пісірудегі жалғастыру түрлеріне байланысты болады.
Кеңістікте орналасуына қарай тігістерді /2-сурет «а»/ төменгі, /2-сурет «б» тігінен, /2-сурет «в»/ горизонтальды және / 2-сурет «г»/ төбе жігі деп бөледі. Ең қолайлысы төменгі жікпен пісіру, өйткені балқыған металл ағып кетпейді. Вертикальді және горизонтальді тігістердің орындалуы қиынырақ, ал төбе тігісінің орындалуы тіпті қиын.
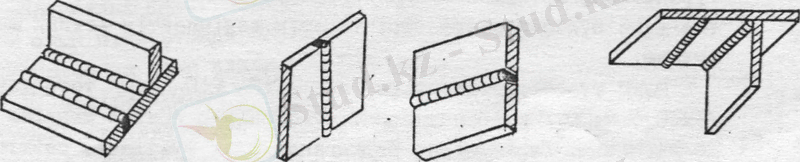
2 - cурет. Жіктердің кеңістіктекте орналасуы
Бұрыштық және таврлы қосуларды қайық сияқты /6-сурет «д»/ жағдайға келтіріп орындау қажет.
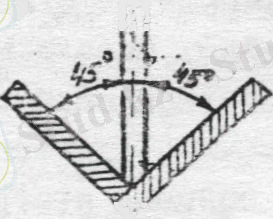
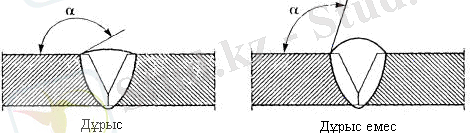
3-сурет. Бұрыштық қосылыс
Бұрыш астында орналасқан және шеттері жанасқан орнында пісірілген екі элементтің пісірілген қосылысы
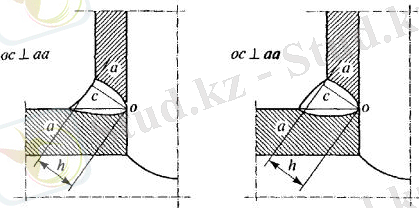
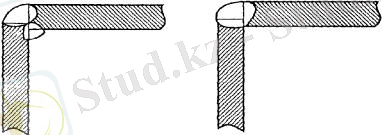
4-сурет. Бұрыштық жіктің қалыңдығы
Бұрыштық жік бетінен негізгі металды барынша балқыту нүктесіне дейінгі ең жоғары қашықтық.
Пісірілген бөлшектердің жанасу нүктесінен (о нүктесі) жік бетінің шеттерін көлденең қимада біріктіретін түзу сызыққа немесе пісірілген жік бетіне (дөңестік бұрыштық жік кезінде) қатысты көрсетілген сызыққа катар сызыққа түсірілген суретте көрсетілген перпендикулярдың мөлшері.
5-сурет. Бұрыштық жіктің есептік биіктігі
Жиекті шабу жазықтығы мен бөлшектің шетжақ жазықтығы арасындағы сүйір бұрыш немесе сызбамен берілген мөлшерлерге дейін механикалық өңдеуден кейінгі бөлшектің шеркеулі беті.
6-сурет. Жиекті шабу бұрышы
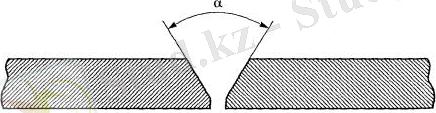
Пісірілетін бөлшектердің шабылған жиектері арасындағы бұрыш
7-сурет. Жиектерді өңдеу бұрышы
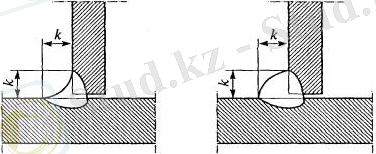
Бұрыштық жіктің бет жағында балқытып қаптастырылған металдың артығы
8-сурет. Дөңестікті арттыру
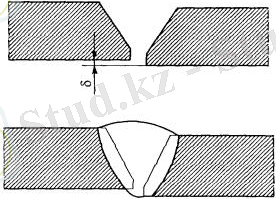
Екі пісірілген бөлшектер арасындағы ығысу. Ығысу кезінде олардың жазық беттері қатар емес (немесе белгілі бұрышта бағытталмаған)
9-сурет. Бөлшектер остерінің сынуы. Бұрыштық ығысу
Жік катетінің іс жүзіндегі мәнінің жобалық мәнге сәйкессіздігі

10-сурет. Бұрыштық жіктің асимметриясы
1. 2 Металды қорғағыш газ қабаты астында пісіру
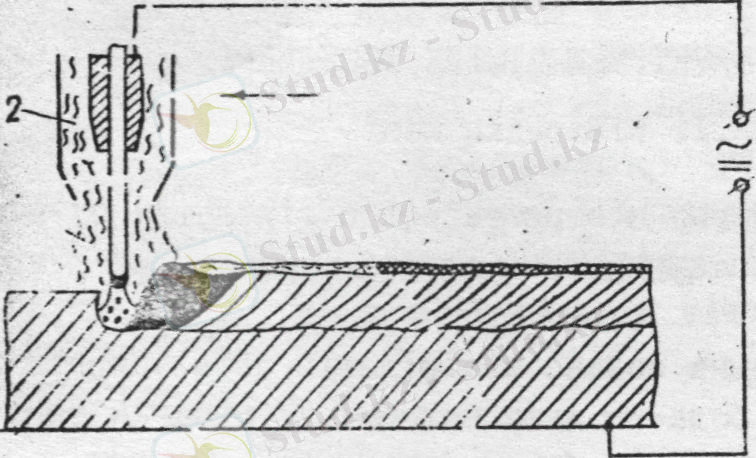
Балқыған металды ауадағы оттегі мен азоттың зиянды әсерінен қорғау мақсатында, пісірілетін металл мен электрод аралығындағы доғаға шілтер арқылы үздіксіз, қорғайтын /қорғаушы/ әдеттегі ауа қысымынан артық қысыммен газ берілу нәтижесінде пісірілу аумағынан ауа ығыстырылады /11- сурет/. Қорғағыш газ ретінде аргон мен көмірқышқыл газдары көбірек қолданылады. Аргонды сыйымдылығы 40 л, қысымы 15 МПа темір баллондарда сақтайды.
Аргон доғалық пісіруді балқымайтын /вольфрамды/ және балқитын электродтармен пісіреді. Балқымайтын электродтар тек қана доғаны жандырып сөндірмей тұрады, ал жалғанатын металдар аралығын толтыру үшін пісірілу аумағына шыбық сым беріледі, олардың химиялық құрамы негізгі металмен сәйкес болуы қажет.
Балқымайтын электродты тұрақты токпен қолмен, жартылай автоматты және автоматты пісірулерде пайдаланады. Тұрақты токпен, әдетте тот баспайтын және отқа төзімді болаттарды, никель және оның қорытпаларын, титан, цирконий, молибден т. б. Қалыңдығы 0, 1-6 мм металдарды пісіреді. Балқитын электродтарды тек автоматты және жартылай автоматты пісірулерде пайдаланады.
Көмірқышқыл газы қорғауымен пісіру жоғары өнімділігі мен арзандығына бйланысты аз көміртекті, аз легірленген және кейбір жоғары легірленген болаттарды пісіруде қолданылады.
Доға температурасы жоғары болғанда көмірқышқыл газы көміртегі тотығына және атомдық оттегіне ыдырап металдың тотығуын күшейте түседі. Көміртегілі және аз легірленген болаттарды пісіргенде көмірқышқыл газының тотықтырғыш әсерін болдырмау үшін құрамында марганец пен кремний көбірек пісіру сымдарын қолданады.
Көмірқышқыл газы қорғауымен пісіруде балқитын электродтарды қолданып, автоматты немесе жартылай автоматты әдістерді қолданады. Пісіретін доға тұрақты ток көзінен алынады.
11-cурет. Қорғаушы газдармен пісіру
Сыланған электродпен қолмен және автоматты флюс қабатының астында пісірумен салыстырғанда газ қорғауымен пісірудің мынадай артықшылықары бар: балқыған металды ауа әсерінен қорғаудың жоғары дәрежелілігі; аргонды қолданғанда тігіс бетінде тотықтар мен шлак қосындыларының болмауы; бұл үрдістің кеңістіктің барлық жағдайында жасалу мүмкіншілігі; пісіру жігінің түзілу процесін көріп, реттеп тұру мүмкіншілігі; өндіріс өнімділігінің жоғарылығы; көмірқышқыл газы қорғауымен пісірудің арзанға түсетіндігінде.
Газ қорғауымен пісірудің қолдану салалары әр алуан /ұшу аппараттарының тораптары, атом құрылғыларының элементтері, химиялық аппараттардың корпустары т. б. /.
Аргондоғалы пісіруді түсті металдарды /алюминий, магний, мыс/ және баяу балқитын /титан, ниобий, ванадий, цирконий/ металдар мен олардың қорытпаларын пісіруде қолданады.
1. 3 Пісірудің тәсілдері
Пісіру тәсілі. Газбен пісірудің негізінен екі түрі сол және оң тәсілдері болады. Сол жақпен пісіру кезінде пісіруші оттықты оңнан солға қарай жылжытады, ал қоса пісірілетін металды жалын бетіне ұстайды. Пісірілетін металды жақсы қыздырып дұрыс балқыту үшін оттық пен қоса пісірілетін металды жікке көлденец иректеп қозғап отырады. Бұл тәсіл жұқа қаңылтырлармен оңай балқитын металдарды пісіргенде қолданылады.
Оң жақпен пісіруді оттықты солдан оңға қарай, теңселтпей түзу сызық бойымен жылжытып жүргізеді. Бұл кезде жалын балқыған ваннаға бағытталады да оның соңында қоса пісірілетін металл жігі баяу суиды. Солардың нәтижелерінде жалғастырулардың сапалары жақсарады, газ шығыны 15-10%-ға азаяды, қырлардың ашу бұрышын 60-70°С-қа азайтқандықтан еңбек өнімділігі 20-25% -ға өседі.
Оң жақпен пісіру тәсілін қалыңдығы 5 мм-ден артық бөлшектерді немесе жылу өткізгіштігі жоғары металдарды (мыс, жез және олардың қорытпалары) пісіргенде пайдаланған тиімді.
Оттықты және қосып пісіретін. металды, жылжыту. Пісіру кезінде пісіруші оттықты егер пісірілетін металл қалыңдығы орташа болса, жік осінің бойымен спираль немесе жарты ай сызығымен жылжытады. Егер металл қалыңдығы жұқа болса тура сызықпен жылжытады. Оттықпен тербелмелі қозғалыс жасау негізгі металл қырларының өрісін арттырады да, қоса пісірілетін металдың жақсы қызуын қамтамасыз етеді. Металдардың қызу тездігін оттықты оның бетіне қарай жантайту бұрышымен реттейді. Металл қалыңдығы мен жылу өткізгіштігі артқан сайын оттықтың жантаю бұрышын арттыра түседі. Пісіру алғаш бастаған кезде, металдың жақсы қызуы үшін оттықты оның бетіне тік, яғни 90°С-пен ұстайды. Одан әрі қарай металл қалыңдығына байланысты ол бұрышты азайта береді. Қоса пісірілетін металдың еңкіштік бұрышын, оттық бұрышына қарама-қарсы 45 °С жасап ұстайды.
Қоса пісірілетін сымның қозғалысы.
Балқыған металл ваннада жақсы араласуы үшін қоса пісірілетін сымды да оттық бағытына қарама-қарсы тербей қозғайды. Пісірілген жіктің тотығын кетуін болдырмау үшін қоса пісірілетін сымды балқытылған металл ваннасынан шығарып, пісіргіш жалын аймағынан алыстатуға болмайды.
Бұрыштық жік жасаған кезде де оттық пен қоса пісірілетін сымды жоғарыдағыдай қозғалтады. Бірақ оларды бұрынғыға қарағанда ұзағырақ ұстайды. Пісірілетін бөлшектерді дайындау мен жинастыру мына төмендегі жұмыстардан тұрады: пісірілетін қырларды тазалау, қырларды жантайту, жылжып кетуді болдырмайтын ұстағышпен бекіту.
Қырлар мен оның айналасын (ені 20-30 мм) металл жалтырап көрінгенше, күйіктен, бояудан, майдан және басқа ластанудан тазартады. Ол үшін металл щеткаларды немесе оттық жалындарын пайдаланады. Өте жауапты жалғастыруларды жасаған кезде ол беттерді қышқылмен немесе құм шашатын аппаратпен тазалайды.
Пісірудің арнайы тәсілдеріне: индукциялық, диффузиялық, ултрадыбыспен, электронды сәулемен, сұйық күйде қысым арқылы, үйкеліспен, лазер сәулесімен, плазмалы электр доғасымен, қопарылыспен, теримтпен пісірулер жатады. Бұл пісіру тәсілдерінің өзгешеліктері, артықшылықтары, кемшіліктерімен қатар қолданылу салалары қарастырылады.
Индукциялық пісіруді индукциялық орташа /2-10 кГц/ немесе жоғары /70-500 кГц/ жиіліктегі тоқтарымен қосылатын металдарды пластикалық немесе балқу күйіне дейін қыздырып, жанасқаннан соң қысу арқылы жүргізеді. Бұл тәсілді жапсарлы құбырларды бойлық немесе тігісті етіп пісіруде және кесу аспаптарының қатты қорытпаларын пісіріп бекітуде /орналастыруда/ қолданады.
Жиілігі жоғары индукциялы тоқтармен диаметрі бірнеше миллиметрден 1600 мм-ге дейін, қабырғаларының қалыңдығы 0, 1-16 мм-ге дейінгі құбырларды пісіруге болады. Бұл тәсілдің артықшылығы ретінде ыстық созылған қағынан тазартылмаған, ұластырып пісіру тәсілімен өңдеуге болмайтын құбырларды пісіру мүмкіншілігінде.
Вакуумда диффузиялық пісіру әдісінде бір-бірімен жанасқан детальдарды вакуум камерасында қыздырып өңдейді. Вакуумдағы ұласатын қатты материалдардың үстінгі қабатындағы атомдары диффузия әсерімен өзара араласып пісірілген қосынды түзеді. Пісіруде шамалы қысым қолданады. Лиффузиялық пісіру оқшаугаз қорғауымен де пісіріледі. Пісірілетін бұйымдар жиілігі жоғары индукциялық токтармен, электронды сәулелермен басқа да әдістермен қыздырылады.
Диффуэиялық пісірумен біртектес және әртектес мталдармен олардың қорытпаларын және металды - керамика заттарды металмен жалғастырады. Негізгі артықшылығы пісіру аумағында физика- механикалық қасиеттерді өзгермей пісіру қосындыларын алу мүмкіндігі. Пісіру үшін дәнекер, электрод, флюс сияқты қосымша материалдар жоқ.
Диффузиялық пісіруді космос техникасында, радиоэлектроника, ұшақ және аспап жасау өндірісінде, тамақ өнеркәсібінде тағы басқа салаларда қолданады.
Ультрадыбыспен пісіру. Пісірудің бұл түрінде ультрадыбысты механикалық толқынды және шамалы қысу күштерін пайдаланады. Толқындарды кейбір металдардың және олардың қорытпаларының ультрадыбысты жиілігі /15-100 кГц/ электромагнитті толқындарын жиілігі сондай мезаникалық толқындарға өзгерту арқылы алынады.
Никельдің темірмен /пермал/ кобальттың темірмен /пермендюр/ және т. б. қорытпалар магнитострикциялы нәтиже береді. Магнитострикциялы нәтиже деп кейбір материалдардың айнымалы магнит өрісі әрекет нәтижесінде ұлғаю қабілетін айтады. Жоғары жиілікті механикалық толқындар мен статикалық сығу күші металл бетіндегі тотықты бүлдіріп, күшті пластикалық деформация пайда болады. Сонымен пісірілетін металл беттеріне ультрадыбыс толқындары бағытталып, беттері пластикалық күйге дейін қызғанда қысым түсіріліп, пісірілу беттерінің арасында берік қосынды пайда болады. Пісірілетін металдың тегіне және пісіру режиміне байланысты қыздыру температурасы 200-1200ºС аралығында болады.
Ультрадыбысты пісіру қондырғыларында қалыңдығы 0, 001-1 мм аралығындағы біртекті және әртекті металдар мен олардың қорытпаларын нүктелі және тегісті етіп айқастырып пісіруге болады. Осындай қондырғыларда жұқа қаңылтырлармен фольгаларды қалыңдығы әр түрлі дайындамаларға жабыстыруға болады. Бұл әдіспен мыс, алюминий және олардың қорытпалары, титан, цирконий, тантал, никель және басқа көптеген созылғыштығы жоғары металдар жақсы пісірілсе, аз көміртекті, ыстыққа төзімді және аспап болаттары мен магний қорытпаларының пісірілу қабілеті төмен.
1. 4 Пісірілген жіктерге рентген және гамма сәулелерін түсіру нобайлары.
Ультрадыбысты бақылау тәсілін қалыңдығы 5-3600 мм металдарға ақауды анықтау үшін қолданады. Ультрадыбысты толқындар металдың терең қабатына өтіп дефектоскоп экранына ақауларды түсіреді.
Магнитті дефектоскопия әдісі сыналатын металды магнитпен тоғыстырғанда тігісінің ақау жерлерінде пайда болатын /12-сурет «б»/ магниттің таралу принциптеріне негізделген. Егер ақау болмаса магнитті қозғалыс өз бағытын өзгертпейді /12-сурет «а»/ Сәуленің өзгеру шамасы мен формасына қарай экраннан ақауды сипаттауға болады.
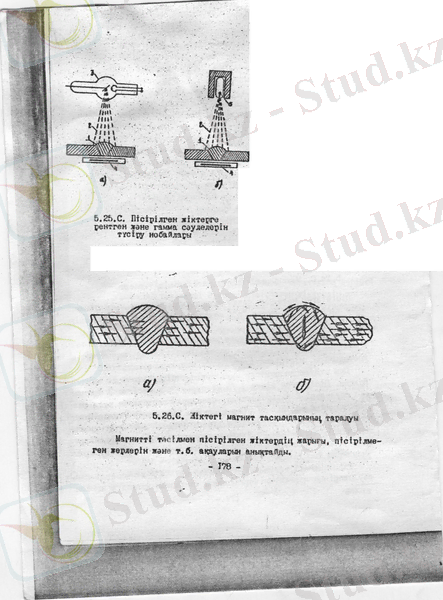
12-сурет. Жіктегі магнит тасқындарының таралуы
Магнитті тәсілмен пісірілген жіктердің жарығы, пісірілмеген жерлерін және т. б. ақауларын анықтайды.
2. Бұрыштық пісіру жіктерінің әр түрлі жүктемелерге есептеу
2. 1 Пісірген жалғастырулар мен жік (шов) түрлері
Пісірген жалғастыруларды төмендегіше жіктейді:
- пісірілетін бөлшектердің өзара орналасуына байланысты - түйістірілетін, айқастырылатын, таврлық, бұрыштық (3-сурет) ;
- кеңістіктегі орналасуына байланысты - төменгі, көлденең, тік, төбелік (4-сурет) ;
Жалғастыру түрі мен жік пішіні пісіру тәсіліне, пісірілетін бұйымның өзінің құрылысына және металл қалыңдығына байланысты белгіленеді.
- жіктің пішініне қарай - қалыпты, күшейтілген және осалданған бұрыштық жік (5-сурет) .
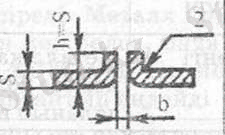
Түйістіріп жалғастыру пісіретін металдың қалыңдығына байланысты олардың қырларын арнайы дайындауды қажет етеді (1-кестеде) . Қалындығы -3-6 мм болатын металды ацетилен айырбастағыш газбен пісірген кезде қырлардың жантаю бұрышын 70-90 °С, ал саңылауын 1, 5-3, 0 мм етіп дайындайды. Қырлардың бұл кездегі желіну қаупі ацетиленді-оттегімен пісірген кездегіден аз болады.
Әр түрлі пісіріп жалғастырулар мен жіктердің түрлеріне қарай газбен пісіру әдістерінің өзіндік ерекшеліктері көп болады. (2-кестеде) .
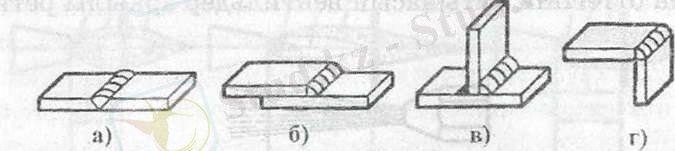
13-сурет. Пісіріп жалғастыру түрлері:
а - түйістірілетін; б- айқастырылган; в- таврлық; г - бұрыштық
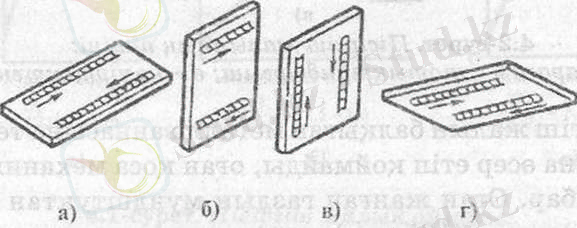
14-сурет. жіктердің кеңістікте орналасуы:
а - төменгі; б - көлденең; в - тік; г - төбелік

15-сурет. Жік түрлері:
а - күшейтілген; б - қалыпты; в - осалданған
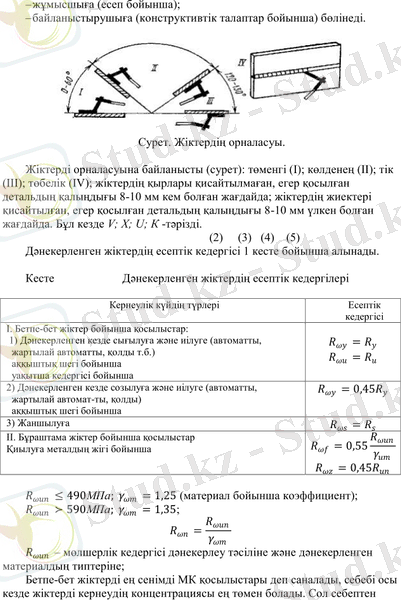
16-сурет. Жіктердің орналасуы
Газбен пісіру кезіндегі жік қырларын дайындау
1-кесте
Әр турлі пісіру жіктерін жасау кезіндегі техникалық ерекшеліктер
2-кесте
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz