СУБ-2 тұшпара қалыптау аппараты: жіктелуі, құрылымдық сипаттамасы және технологиялық-кинематикалық есептеулері

Мазмұны
І. Кіріспе . . . 3
ІІ. Негізгі бөлім . . .
2. 1 Тұшпара қалыптауға арналған аппараттардың жіктелуі және түрлері . . . 4
2. 2 СУБ-2 тұшпара автоматы келесі негізгі бөліктерден тұрады . . . 6
2. 3 Тұшпара қалыптау автоматының құрылымдық сипаттамасы мен жұмыс істеу принципі . . . 6
2. 4Тұшпара қалыптауға арналған аппараттардың технологиялық есептеуі . . . 10
2. 5 Тұшпара қалыптауға арналған аппараттардың кинематикалық есептеуі . . . 12
ІІІ. Қорытынды . . . 23
IV. Пайдалынған әдебиеттер . . . 24
Кіріспе
Қазақстан Республикасы Президентінің 2030 жылға дейінгі даму стратегиясында қайта өңдеу өнеркәсіптерінің өсу үлесі қажеттілігі басым көрсетілген. Осы мақсатта 2012 жылға дейінгі бірінші кезеңде ауыл шаруашылығы және тамақ өндірісінің дамуы реті жүзеге асырылуда.
Тамақ өндірісі кәсіпорындарының нарықтық экономикалық кезеңдегі алатын орны зор. Себебі бұл кәсіпорындар халықты тағамдармен қатар жұмыс орындарымен де қамтамасыз етед Ет өндірісінің басты міндеттері болып өнім сапасын жоғарлату, ресурс және энергия үнемдейтін технологияларымен техникалық жабдықтарды жасау өндірістің санитарлы-гигиеналық, қауіпсіздік техникасы жағдайын жақсарту, біртіндеп колмен жасалатын тиеп-түсіру жұмыстарындағы ауыр жұмыстарды қысқарту, сонымен қатар, жақсы конструктивті материалдарды қолдану техникалық жабдықтауды жүргізу, өнім мен шикізатты өндіруді кешенді жүргізуді қамтамасыз ететін құралдар негізінде кәсіпорынды жабдықтау болып табылады. і.
Қазіргі кезде тамақ өндірісі кәсіпорындары шағын және индустриялдық технологиялармен жабдықталған. Индустриялдық кәсіпорындар көптеген тамақ өнеркәсібінің өндіріс орындарымен бірлесіп, технологияларымен қамтамасыз етілген. Дегенмен, тамақ өндірісі кәсіпорындарының технологиялық жабдықтарын үнемі жетілдіріп отыру қажет. Оларды жетілдіру келесідей бағыттарда жүргізіледі:
• машинанңң өнімділігін арттыру;
• машина бөлшектері мен механизмдерінің сенімділігін жоғарылату;
• басқаруы жеңіл механикаландырылған және автоматтандырылған желілерді шығару;
• машиналарды ауыстырмалы бөлшектермен қамтамасыз етіп, массасын азайту. т. с. с.
Тамақ өнеркәсібінде жартылай фабрикаттарды массалық өндіру процесінде мөлшерлеу және қалыптау операцияларының маңызы өте зор (тұшпара, котлет, варениктер, самсалар және т. б. ) . Осы операцияларды қолмен өндіру өнімділікті төмендетіп ғана қоймайды, сонымен қатар санитарлық-гигиеналық тазалығын да төмендетеді. Мөлшерлеу және қалыптау операцияларын массалық қолмен өндіруде мөлшерлеу дәлдік немесе қалыптау төмен салада өндіріледі.
2. 1Тұшпара қалыптауға арналған аппараттардың жіктелуі және түрлері
Автоматтың конструкциясы өнімнің түріне, өнімділігіне және операция
санына тығыз байланысты.
Бұл машиналардың түрлері:
• екі (СУБ-2) қалыптайтын барабанды,
• үш (СУБ-3) қалыптайтын барабанды,
• алты (СУБ-6) қалыптайтын барабанды.
Өндірісте түшпара жасайтын машиналардың келесі түрлері шығарылады:
• П6-НПА ықшамды түшпара жасайтын машиналар, өнімділігі 60 кг/сағ,
• СУБ-2-67 - 400 кг/сағ.,
• ВЗ-ФПА. П6-ФПВ -600 кг/сағ.
СУБ-2-Н тұшпара автоматы құрылысының сипатамасы
СУБ-2-Н тұшпара автоматы мұздатқыш қондырғылары бар ет комбинаттары мен қоғамдық тамақтану өнеркәсіптерінде қамыр мен фарштан тұшпара жасауға
арналған. Сонымен қатар осы автоматты ішінде картобы бар тұшпара (вареник)
жасауға да қолдануға болады.
Өндірісте тұшпара жасайтын машиналардың келесі түрлері шығарылады:
• П6-НПА ықшамды тұшпара жасайтын машиналар, өнімділігі 60 кг/сағ,
• СУБ-2-67 - 400 кг/сағ.,
• ВЗ-ФПА. П6-ФПВ -600 кг/сағ.
СУБ-2-Н тұшпара автоматы құрылысының сипатамасы
СУБ-2-Н тұшпара автоматы мұздатқыш қондырғылары бар ет комбинаттары мен қоғамдық тамақтану өнеркәсіптерінде қамыр мен фарштан тұшпара жасауға арналған. Сонымен қатар осы автоматты ішінде картобы бар тұшпара (вареник) жасауға да қолдануға болады.
СУБ-2-Н тұшпара автоматы келесі негізгі бөліктерден тұрады:
• тұғыр, қамыр мен фаршқа арналған екі шанақ,
• тұшпараны қалыптайтын құрылғы,
• 2- штамптайтын барабандар,
• ротациялық сорап,
• ұн шанағы
• және таспалы транспортер;
Тұғыр табақшалы болатпен бұрыштамалардан дәнекерленіп жасалған құрылғы түрінде болады.
Тұғырдың ішінде электрқозғалтқыш, магнитті қосқыш, сынабелдікті жылдамдық вариаторы, сынабелдікті, шестернялы және шынжырлы берілістер жабдықталған.
Жылдамдық вариаторы қалыптайтын құрылғыға фаршты жіберіп тұратын жұмыс органының айналым санын реттеу үшін қажет.
Қамыр шанағының түбінде қалыптайтын құрылғыға түтік арқылы қамырды жіберіп тұратын шнек бар.
Фарш шанағының түбінде ротациялық сорапқа фаршты жіберіп тұратын шнек орналасқан. Бұл сорап та фаршты құбыр арқылы қалыптайтын құрылғыға қарай жібереді.
Қалыптайтын құрылғының әрбір ұяшығының цилиндрлі қабырғасында ойық тесігі болады, олар арқылы арнайы профильді құбырдан өтеді
Құбыр арқылы қамыр конвейер таспасына түсіп, қамырдың соңы қалыптайтын ұяшықтардың ойық тесіктеріне дейін созылады. Осыдан фарш салынған қамыр түтіктері шығады.
Конвейердің соңында:
• жетекші және жетектегі барабандар орналасқан,
• ал дәл ортасында тұшпара штапмталынатын жердегі конвейер таспасын ұстап тұратын барабан орналасқан.
Конвейер тұғырында таспадан көтеретін және қайта түсіретін механизмдері бар 2 штамптайтын барабан жабдықталған.
Штамптайтын барабан алдында ворошителі бар ұн шанағы орналасқан. Осы шанақтағы тесік арқылы астымен өткен фарш салынған қамыр түтігіне ұн себіледі.
2. 2 СУБ-2 қамырдан жасалған өнімнің автоматы келесі негізгі бөліктерден тұрады:
• тұғыр, қамыр мен фаршқа арналған екі шанақ,
• қамырдан жасалған өнімді қалыптайтын құрылғы,
• 2- штамптайтын барабандар,
• ротациялық сорап,
• ұн шанағы және таспалы транспортер;
Тұғыр табақшалы болатпен бұрыштамалардан дәнекерленіп жасалған құрылғы түрінде болады. Әр барабанның орташа өнімділігі, таспаның жылдамдығы 5-7 м/мин болғанда, орташа есеппен 200 кг/сағ болады.
Мөлшерлеу-қалыптаушы машиналарға мынандай талаптар қойылады: мөлшерлейтін өнім дәлдікпен берілуі қажет; машинада өнімнің мөлшерлік салмағын өзгертіп қадағалап тұратын реттегіш қондырғы болуы қажет; қалыпталған өнім өзінің талапқа сай өлшемін сақтауы қажет; өнімді қалыптау кезінде мөлшерлеу үзіліссіз бір қалыпты және қалдықсыз болуы қажет; мөлшерлейтін және қалыптайтын машиналардың жұмыс органдары тот баспайтын металдардан жасалуы қажет және тез жууға ыңғайлы етіп жасалуы қажет; майланатын бөлшектердің майы жұмыс органдарына араласып өнімді былғамауын қадағалау қажет. Кейінгі кездерде жартылай фабрикаттарды мөлшерлеу және қалыптау машиналарын механикаландыру мен автоматтандыруда көптеген жұмыстар атқарылуда.
2. 3Тұшпара автоматының құрылымдық сипаттамасы мен жұмыс істеу принципі
Автомат еткомбинаттарында және қоғамдық тамақтан кәсіпорындарында қамырдан және тартылған еттен тұшпара жасауға арналған және суыту қондырғылары бар орындарда МЕСТ 15150-69 категориясына сәйкес жасалынып, пайдаланылады. Сондай-ақ аппарат вареники дайындау үшін қолданылуы мүмкін
Тұшпара қалыптау автоматы келесі негізгі бөліктерден: ұн мөлшерлеп беретін қоректендіргіштен, қамыр илегіш қондырғыдан, станинадан, қамыр мен тартылған етке арналған екі жұп шанақтан, тұшпара жасайтын құрылғыдан, екі қалыптау барабанынан, ротационды сораптан, ұн шанағы мен таспалы транспортердан тұрады.
Ұн мөлшерлеп беретін қоректендіргіш - ұнды бір қалыпты беруге арналған. Ол жабық түрде жаслған астаудан және астау ішінде шнектен тұрады. Бүйір жағында шнекті алып тазалау үшін алмалы салмалы фланкалармен бекітілген. Үстінгі жағында қақпақ және ұн салатын шанақтан тұрады. Қапқа қоректендіргіштің ішін тазалап жуу үшін арналған.
Қамыр илегіш қондырғы қамырды илеуге және қамырды тасымалдағышқа бірқалыпты беруге арналған. Ол - жабық түрдегі тұрықыдан, ішкі жағында араластырғыш қалақтары бар шнектен тұрады. Қалақтар шнектің өсіне бұрыштай пісіріліп қосылған. Қалақтар арнайы түрде қамырды бір мезгілде илуеге, арластыруға және тасымалдап беруге арналған. Бүйір жағында қалақты шнекті шешіп алуға арналған қақпақпен жабдықталған. Ұн түсу аймағында суды шашыратып тозаңдатып беруге арналған екі форсунка орналасқан.
Ұн мөлшерлеп беретін қоректендіргіш пен қамыр илегіш қондырғы электрқозғалтқышпен шынжырлы беріліс арқылы жалғасқан.
Тұшпара қалыптайтын автоматтың станинасы табақшалы болат пен бұрыштамалардан пісіріліп жасалынған, ішіне электрқозғалтқыш, магнитті түсіргіш, жылдамдықтың сыналы-қайысты өзгерткіші (вариатор), сыналы - қайысты, тістегерішті және шынжырлы берілістер орналасқан. Автоматтың екінші жағына сыналы-қайысты және шынжырлы берілістерді жауып тұратын қаптама орнатылған. Жылдамдық өзгерткіші қалыптағыш бастиекке тартылған етті түсіретін жұмысшы органдардың айналыс санын реттеуге арналған. Өзгерткішті басқарып отыратын маховичок конвейердің алдыңғы қабырғасына шығарылған.
Қамырға арналған шанақтың түбіне шнек орналасқан, ол түскен қымырды түтік арқылы қалыптау құрылғысына береді. Фарш салынған шанақтың түбіне тартылған етті ротационды сорапқа беретін шнек орнатылған. Сорап құбыр бойымен қалыптағыш құрылғыға тартылған етті де айдауға арналған. Әрбір қалыптағыш құрылғының бастиегінің цилиндрлі қабырғасында доға тәрізді саңылаулар бар. Саңылау арқылы құбыр бойымен таспалы конвейерге қамыр түседі, оның аяқ жағы қалыптау бастиегінің доғалы саңылауына кіріп тұрады. Одан тартылған ет салынған қамыр түтігі шығады.
Конвейердің артқы жағына жетекші және жетектегі барабан, ал ортасында тұшпара қалыптау кезінде таспаны ұстап тұруға арналған барабан орнатылған.
Конвейер станинасына таспаға көтеруге және түсіруге арналған механизмі бар екі қалыптау барабандары орнатылған. Қалыптау барабанының алдына аударыстырылып тұратын ұн салынған шанақ орналасқан. Шанақта саңылау бар, ол шанақтың астынан өткен кезде тартылған ет салынған қамырлы құбырға ұн шашылып тұруына мүмкіндік береді.
Жылдамдық өзгерткіші қалыптағыш бастиекке тартылған еттің түсуін реттеп отырады. Өзгерткішті басқарып отыратын дөңгелек тұтқа (маховичок) конвейердің алдыңғы қабырғасына шығарылған.
Қамырға арналған шанақтың түбіне шнек орналасқан, ол түскен қымырды түтік арқылы қалыптау құрылғысына береді. Фарш салынған шанақтың түбіне тартылған етті негізгі станинаның алдыңғы қабырғасына бекітілген ротационды сорапқа беретін шнек орнатылған. Сорап құбыр бойымен қалыптағыш құрылғыға тартылған етті де айдауға арналған. Әрбір қалыптағыш құрылғының бастиегінің цилиндрлі қабырғасында доға тәрізді саңылаулар бар. Саңылау арқылы құбыр бойымен таспалы конвейерге қамыр түседі, оның аяқ жағы қалыптау бастиегінің доғалы саңылауына кіріп тұрады. Одан тартылған ет салынған қамыр түтігі шығады.
Конвейер станинасы құбырлардан және табақшалы болаттан пісіріліп жасалған, табақшалы болат тігістері бұрандамен шешіліп алынатындай болып орындалған. Конвейердің аяқ жағында жетекші барабан және кергіш барабан, ал ортасында тұшпара жасайтын жерде конвейер таспасын ұстап тұратын барабан орналасқан. Конвейер станинасына екі жәшік орнатылған: оның біреуі аспаптарға, ал екіншісі кергіш барабанның үстіне бекітілген щеткамен таспадан сыпырылып түсетін қамыр қалдықтарын жинауға арналған. Конвейер станинасына таспаны көтеру және түсіруге арналған механизмдері бар екі қалыптау барабаны қойылған. Әрбір барабанның цилиндрлік бетінде екі қатармен шахмат тәртібінде жасалған ұяшықтар бар. Конвейер таспасының қозғалысы кезінде қалыптау барабандары айналады және тартылған ет салынған қамыр түтіктері иленіп, төселген тақтаға дайын тұшпараның алты қатарын қалдыра отырып тұшпара жасалады.
Қалыптау барабаны мен пішіндейтін құрылғының арасына аударыстырылып тұратын ұн шанағы орнатылған. Шанақта саңылаулар бар, оның көмегімен астынан өткен кезде тартылған ет салынған қамыр түтікшелеріне ұн себіледі. Бұл қалыптау барабанының ұяшықтарына тұшпараның жабысып қалмауының алдын алады.
Автоматты қосу және сөндіру басқару тетігі арқылы жүргізіледі.
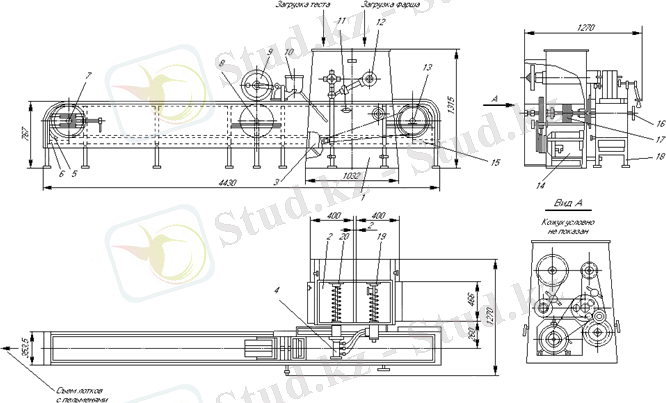
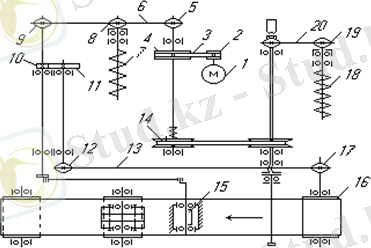
СУБ-2 тұшпара қалыптау автоматы
1-таспалы конвейер; 2-соғылған барабандар; 3-ұн бункері, 4-айналмалы сорғы, 5-статин, 6-қорғасын барабаны, 7-жылдамдық вариаторы, 8-корпус, 9-электр двигательі, 10-магнитті стартер, 11, 13-шнек, 12-қос бункер, 14-қол тасығышы, 15-конвейер рамасы, 16-ролик қолдау, 17-кергіш ролик.
DB-2-67 пельменның техникалық сипаттамалары
2. 4 Технологиялық есептеулері
Тұшпара жасайтын машина өнімділігін есептеу.
Тұшпара жасайтын машина өнімділігі келесі формуламен есептелінеді:
М= 60 ⋅ X ⋅ Z ⋅ n ⋅ q, кг/ч
мұндағы:
Z - қалыптайтын барабандағы штамптайтын ұяшықтар саны;
n - штамптайтын дискінің айналым саны, минутына;
Х - машинадағы қалыптайтын барабандар саны;
q - бір тұшпараның салмағы, граммен есептегенде = 20 г.
n =V / П D, айн/мин.
мұндағы:
V- транспортер таспасының қозғалыс жылдамдығы, м / мин 3: 5 м / мин
D -диаметрі, м.
n - штамптайтын барабан айналым саны келесі қатынас арқылы анықталынады:
n = n эқ / u дана
мұндағы: n эқ - электрқозғалтқышының айналым саны, айн. /мин.
Қозғалтқыш қуатын есептеу:
Тұшпара жасайтын машинаға арналған қозғалтқыш қуаты N 1 :, N 2 :, N 3 :, қуаттарының қосындысы арқылы анықталынады, олар сәйкесінше қамыр қоректенушісі, фарш қоректенушісі және таспалы транспортер жұмыстарына қажетті қуат мөлшерлері.
N
1
=
 ;
N
2
=
;
N
2
=
 ;
N
3
=
;
N
3
=
 ;
;
мұндағы:
P 1 и Р 2 - сәйкесінше қамыр мен фаршқа арналған ең үлкен қысымдар мөлшері, н/м 2 ;
Р 1 = 1000 Н/см 2 ; Р 2 =200Н/см 2 ;
P 1 =l0·l0 6 МПа; P 2 = 2 ·10 6 MПa;
M 1 и М 2 - сәйкесінше ең үлкен өнімділк мөлшерлері, м 3 /сек.
М к =М 1 +М 2
мұндағы:
М 1 =0, 6⋅М к - қамырдың көлемдік шығыны.
М 2 =0, 4⋅М к - фарштың көлемдік шығыны.
М к - көлемдік өнімділік, секундына
М
к
=
мұндағы:
ρ к - тұшпараның келтірілген тығыздығы.
ρ к = 0, 6 ρ т +0, 4 ρ ф .
мұндағы:
ρ қ = қамыр тығыздығы.
ρ е = фарштың тығыздығы.
К = кедергі коэффициенті, 15-20 тең .
Тұшпара жасайтын машина қуаттылығы былайша анықталады:
мұндағы:
η а - қозғалтқыш қуат қорының коэффициенті = 1, 1÷1, 3
η - қозғалтқыштан машинаның жұмысшы элементтеріне
беріліс п. ә. к. (пайдалы әсер коэффициенті) .
η = η зп · η z цп · η 2 кп · η к п
η тб - тісті беріліс п. ә. к., η тб =0, 95…0, 98
η цп - шынжырлы беріліс п. ә. к., η шб =0, 95…0, 97
η кп - сынабелдікті беріліс п. ә. к., η сб =0, 93…0, 95
Z - шынжырлы беріліс саны. К - үштіректер саны.
Ұн мөлшерлеп беретін қоректендіргіш өнімділігі
Ұн мөлшерлеп беретін қоректендіргіш өнімділігі келесі формуламен анықталады:
мұндағы D - шнектің сыртқы диаметрі, м;
d - шнектің ішкі диаметрі, м;
S - шнек қадамы, м;
n - шнектің айналыс саны, айн/мин;
φ - шнектің толу коэффициенті, горизанталды шнектер үшін φ=0, 3 . . . 0, 4;
Ұн мөлшерлеп беретін қоректендіргіштің қуаты
Ұн мөлшерлеп беретін қоректендіргіштің қуаты келесі формуламен анықталады:

M 1 - қоректендіргіштің өнімділігі, кг/сағ;
L - қоректендіргіштің жұмыс бөлігінің ұзындығы, м;
g - еркін түсу үдеуі м/сек
W 0 - кедергі коэффициенті ұн және бидай тектес өнімдер үшін W 0 =1, 2;
α - шнектің көтерілу бұрышы, градус.
Қамыр илегіш қондырғының өнімділігі
Қамыр илегіш қондырғының өнімділігін келесі формуламен анықтаймыз:
 кг/сағ.
кг/сағ.
мұндағы R - қалақтың радиусы, м;
S - тасымалдаушы қалақтардың қадамы, м;
n - қалақтырдың айналыс саны, айн/мин;
ρ = қамырдың тығыздығы, ρ т =1000 кг/м 3 ;
φ - қалақтардың конструкциясына байланысты коэффициенті, φ=0, 02 . . . 0, 03;
Тұшпара қалыптау автоматының қуаттылығы
Тұшпара жасау қондырығысының қуатын қамыр дайындағыш, тартылған ет дайындағыш және таспалы транспортердің жұмыстарына сәйкес қуаттарының қосындысынан анықтауға болады:
мұнда: η а - электроқозғалтқыштың қор коэффициенті
η - электроқозғалтқыштан машинаның жұмысшы элементтеріне берілетін берілістің пәк-і.
η = η зп · η z цп · η 2 кп · η к п
η зп - тісті берілістің пәк-і
η цп - шынжырлы берілістің пәк-і
η кп - таспалы қайысты берілістің пәк-і
Z - шынжырлы беріліс саны.
К - ұштіректі тіректер саны.
Қамыр дайындағыштың қуаты
N
1
=
мұнда: P 1 -қамырдың максимальды қысымы, P 1 =l0·l0 6 МПа ,
М 1 =0, 6⋅М о - қамыр дайындағыштың, максимальды өнімділігі кг/ сағат
Тартылған ет дайындағыштың қуаты
N
2
=
мұнда: Р 2 - тартылған ет үшін максималды қысым, P 2 = 2 ·10 6 MПa
М 2 = 0, 4⋅Мо- тартылған ет дайындаудың максималды өнімділігі, кг/сағ
Таспалы транспортердің қуаты
N
3
=
мұнда: L - транспортердің ұзындығы, м .
К - кедергі коэффициенті, ол 15-20
М о - бір секундтағы тұшпараның көлемдік өнімділігі
М 0 = М 1 + М 2
мұнда: М 1 =0, 6⋅М о - қамырдың көлемдік шығыны.
М 2 =0, 4⋅Мо- фарштың көлемдік шығыны.
Көлемдік өнімділік
М
0
=
мұнда: ρ пр - тұшпараның келтірілген тығыздығы.
ρ пр = 0, 6 ρ т +0, 4 ρ ф
мұнда: ρ т = қамырдың тығыздығы, ρ т =1000 кг/м 3
ρ ф = фаршатың тығыздығы, ρ ф = 1000 кг/м 3 .
Тұшпара жасау қондырғысының қуаты:
Олай болса жалпы тұшпара қалыптауға кететін жабдықтың электрқозғалтқышының қуаты:

Олай болса алынған қуаттылықты есепке ала отырып электрқозғалтқыштың қажетті қуатты бойынша МЕСТ 19523-81 стандартық қатардан,
қуатты: N э =3 кВт;
маркасы: қысқа тұйықталған, үш фазалы асинхронды 4А сериялы, жабық, үрленетін, асинхронды 112МА6;
айналыс саны: п =1000 айн/мин;
ауытқуы: S=4, 7 %, яғни оның номиналды айналыс саны

2. 5 Кинематикалық есеп
Жоғарыдағы есептеулерден және каталоктан алынған көрсеткіштерді есепке ала отырып кинематикалық шамаларды анықтаймыз.
Электроқозғалтқыштың түрі - 4А112МА6У3.
Қуаты -N э. қ.
Айналу жиілігі - пэ. қ
Тұшпара қалыптайтын жабдықтың негізгі жұмысшы органдарының жылдамдықтары:
Ұн мөлшерлеп беретін қоректендіргіштің айналыс саны 15 айн/мин артық емес;
Қамыр илегіш қондырғысының айналыс саны 48 айн/мин артық емес;
Таспалы конвейердің жылдамдығы 0, 00143 м/с артық емес, олай болса айналыс саны;
Қамыр тасымалдап беруші шнектің айналыс саны 210 айн/мин артық емес;
Фаршты тасымалдап беруші шнектің айналыс саны 70 айн/мин артық емес.
Кинематикалық сұлба
2-суретте СУБ-2 тұшпара автоматының кинематикалық сұлбасы көрсетілген
1-ұн беруге арналған шнек, 2-сына қайысты беріліс, 3-шынжырлы беріліс, 4-шестерна, 5-шестерна, 6-барабан, 7-шынжырлы беріліс, 8-жаймалағыш,
9-қамыр беруге арналған шнек, 10-вариатор, 11, 12-шынжырлы беріліс, 13-шнек.
• Ұн мөлшерлеп беретін қоректендіргіш арналған жетектің есебі
Сынақайысты беріліс үшін U кп , бірінші шынжырлы беріліс үшін U 1 цп беріліс қатынастарын қабылдасақ.
Ұн мөлшерлеп беретін қоректендіргіш үшін жалпы беріліс қатынасы:
 , осыдан екінші шынжырлы беріліс үшін беріліс қатынасы
, осыдан екінші шынжырлы беріліс үшін беріліс қатынасы
Берілістердің айналыс сандарын анықтау:
n 1 =n э. қ. =953 айн/мин;
 ;
;
 ;
;
 ;
;
Біліктердің бұрыштық жылдамдықтары келесідей қатынастарда анықталады:
 с
-1
;
с
-1
;
Берілістердің моментін есептеу:
T 2 =Т 1 ·U кп
T 3 =Т 2 ·U 1 цп
T 4 =Т 3 ·U 2 цп
Қамыр илегіш қондырғының жетегінің есебі
Қамыр илегіш қондырғысы жалпы беріліс қатынасы:
 , осыдан үшінші шынжырылы берілістің қамыр илегіш қондырғы үшін берілетін қатынасы
, осыдан үшінші шынжырылы берілістің қамыр илегіш қондырғы үшін берілетін қатынасы
Берілістердің айналыс сандарын анықтау:
n 1 =n э. қ. =953 айн/мин;
Біліктердің бұрыштық жылдамдықтары келесідей қатынастарда анықталады:
Берілістердің моментін есептеу:
 Н∙м ;
Н∙м ;
T 2 =Т 1 ·U кп
T 3 =Т 2 ·U 1 цп
T 4 =Т 3 ·U 3 цп
Қамыр тасымалдайтын шнекке арналған жетектің есебі
Қамыр тасымалдағыш шнектің жалпы беріліс қатынасы:
 , осыдан төртінші шынжырылы берілістің қамыр тасымалдағыш шнек үшін берілетін қатынасы
, осыдан төртінші шынжырылы берілістің қамыр тасымалдағыш шнек үшін берілетін қатынасы
Берілістердің айналыс сандарын анықтау:
n 1 =n э. қ. =953 айн/мин;
.
Біліктердің бұрыштық жылдамдықтары келесідей қатынастарда анықталады:
Фарш тасымалдағыш шнектің жетегінің есебі
Фарш тасымалдағыш шнектің жалпы беріліс қатынасы:
 . Жылдамдық өзгерткіш үшін беріліс қатынасын U
БР
=2 деп қабылдаймыз, осыдан бесінші шынжырылы берілістің қамыр тасымалдағыш шнек үшін берілетін қатынасы
. Жылдамдық өзгерткіш үшін беріліс қатынасын U
БР
=2 деп қабылдаймыз, осыдан бесінші шынжырылы берілістің қамыр тасымалдағыш шнек үшін берілетін қатынасы
Берілістердің айналыс сандарын анықтау:
n 1 =n э. қ. =953 айн/мин;
Біліктердің бұрыштық жылдамдықтары келесідей қатынастарда анықталады:
 1
1
Берілістердің моментін есептеу:
 Н∙м ;
Н∙м ;
T 2 =Т 1 ·U кп
T 3 =Т 2 ·U БР
T 4 =Т 3 ·U 5 ЦП
Таспалы тасымалдағыштың жетекші барабанының жетегінің есебі
Таспалы конвейер жалпы беріліс қатынасы:
 . Тісті беріліс үшін беріліс қатынасын U
ЗП
=6 деп қабылдаймыз, осыдан алтыншы шынжырылы берілістің таспалы конвейер үшін берілетін қатынасы
. Тісті беріліс үшін беріліс қатынасын U
ЗП
=6 деп қабылдаймыз, осыдан алтыншы шынжырылы берілістің таспалы конвейер үшін берілетін қатынасы
 .
.
Берілістердің айналыс сандарын анықтау:
n 1 =n э. қ. =953 айн/мин;
Біліктердің бұрыштық жылдамдықтары келесідей қатынастарда анықталады:
Берілістердің моментін есептеу:
 Н∙м ;
Н∙м ;
T 2 =Т 1 ·U кп
T 3 =Т 2 ·U 1 ЦП
T 4 =Т 3 ·U ЗП
T 5 =Т 4 ·U 6 ЦП
Сыналы-қайысты берілісті есептеу
Жетекші шкив диаметрін келесі теңдеумен анықтаймыз:
d 1 = 90 мм
d 2 = u рп ⋅ d 1 (1 - ε )
d 2 = 197, 5 мм
Шынжырлы берілісті есептеу
Ең кеңінен тараған бірқатарлы беріліс шынжырын ПР (МЕСТ 13568 - 75 бойынша) таңдаймыз.
U 1 ЦП =5;
U 2 ЦП =5, 7;
U 3 ЦП =1, 8;
U 4 ЦП =6, 18;
U 5 ЦП =3, 09;
U 6 ЦП =3.
Жетекші жұлдызшаның тістер санын келесі формула бойынша анықтаймыз:
Z = 29 - 2⋅ U пц.
Жетектегі жұлдызшаның тістер санын келесі формула бойынша анықтаймыз:
Z = Z ⋅U ц. п
Қабылданған беріліс сандарныңы мәнінен ауытқу болған жоқ
∆ U = ( U Ф - U ) ⋅ 100 % / U = 0
Жүктеуді есептеу коэффициентін келесі формула бойынша анықтаймыз:
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz