Уатқыштар, диірмендер және дозаторлардың автоматтандырылуы: технологиялық, конструкторлық және есептеу аспектілері

Мазмұны
Кіріспе . . . 4
I. Технологиялық бөлім . . . 5
1. Уатуға арналған жабдықтың негізгі анықтамасы және түсініктері . . . 5
1. 1 Уатқыш машиналардың принциптік схемалары, жұмыс процесі……… . . . 5
1. 2. Диірмендермен дозаторлардың автоматтандырылуы . . . 7
II. Конструкторлық бөлім . . . 9
2. Уатқыш, диірмендермен дозаторлардың автоматтандырылуы . . . … . . . 9
2. 1 Машиналардың ұсақтау типтері және ұсақталатын материал беріктігімен ұсақтау . . . 9
III. Есептеу бөлімі . . . 23
3. 1. Уатуға арналған жабдықтың есебі . . . 23
IV. Еңбекті қорғау бөлімі . . . 26
4. 1. Жұмыстарды жүргізу кезіндегі қауіпсіздіктің жалпы талаптары . . . 26
Қорытынды . . . 29
Пайдаланылған әдебиеттер тізімі . . . 30
Кіріспе
Курстық жұмыстың тақырыбы: «Уатқыш, диірмендер мен дозаторлардың автоматтандырылуы»
Курстық жұмыстың мақсаты: «Уатқыш диірмендер мен дозаторлардың автоматтандырылуының негізгі ұғымдары мен құрылымы, статискасы мен сипаттайтын параметрлерін анықтау; автоматты басқару жүйесін құруды құрастыру
Курстық жұмыс өзектілігі: Уатқыш, диірмендермен дозаторлардың автоматтандырылуы тас жыныстарды бұзу мен уатудың механикалық процесі ұсақтау деп аталады және тас ұсақтағыш машиналар - тас ұсақтағыштарды қолдана отырып, ұсақтау жаншу, сындыру және үйкеу көмегімен жүзеге асырылады. Ұсақтау машиналарында ұсақталатын жыныстың қасиеттеріне және ірілігіне қарай әртүрлі әдістер бірге қолданылады. Ірі бөлшектерді жаншу әдісімен; ал орташа және кіші бөлшектер соғу және соққылап жаншу әдісімен ұсақтайды.
Курстық жұмыс кіріспеден, технологиялық бөлімнен, конструкторлық бөлімнен, есептеу бөлімінен, қорытындыдан және пайдаланылған әдебиеттер тізімінен тұрады.
Курстық жұмыс 30 беттен тұрады.
Курстық жұмыстың бірінші бөлімінде, яғни, технологиялық бөлімде уатуға арналған жабдықтың негізгі анықтамасы және түсініктері туралыжазылған.
Курстық жұмыстың екінші бөлімінде, яғни, конструкторлық бөлімде уатқыш диірмендер мен дозаторлардың автоматтандырылуы туралы жазылған.
Курстық жұмыстың үшінші бөлімінде, яғни, есептеу бөлімінде уатуға арналған жабдықтың есебі туралы жазылған.
Курстық жұмысты жазу кезінде қолданған әдебиеттер пайдаланылған әдебиеттер тізімінде көрсетілген.
Менің курстық жұмысымда уатқыш, диірмендермен дозавтоматтандырылуы жұмысы туралы ақпаратарды жазуға тырымтым және де тас жыныстарды бұзу мен уатудың механикалық процесі уату деп аталады және тас ұсақтағыш машиналар - тас ұсақтағыштарды қолдана отырып, ұсақтау жаншу, сындыру және үйкеу көмегімен жүзеге асырылады. Ұсақтау машиналарында ұсақталатын жыныстың қасиеттеріне және ірілігіне қарай әртүрлі әдістер бірге қолданылады. Ірі бөлшектерді жаншу әдісімен; ал орташа және кіші бөлшектер соғу және соққылап жаншу әдісімен ұсақтайды.
I. Технологиялық бөлім
1. Уатуға арналған жабдықтың негізгі анықтамасы және түсініктері
1. 1 Уатқыш машиналардың принциптік схемалары, жұмыс процессі
Уату бұл - сыртқы күштер әсерінен қатты қатты денелердің бұзылу процесі. Ұсақтау ұнтақтау нәтижесінде тауарлы өнім алынған кезде технологиялық операция ретінде өзіндік мағынасы болады. Бұдан бірінші орында тасты материалды ұнтақтау қажеттілігі туады. Тау жыныстары- цементті, керамикалық салалар үшін шикізат болып табылады. Зауыт маңында орналасқан карьерлерде алады. Бұл шикізатты алу және тасымалдау тәсілдері кенді емес материлды алу және тасымалдау тәсілдерінен еш айырмашылығы жоқ.
Алу карьерлерде ашық әдіспен жүзеге асады. Карьерлерде келесі жұмыстарды орындайды: бос жынысты жояды, кенді емес материалдарды алу, материалдарды тиеу және аралық кенді емес материалдар қоймалар мен зауыттарына тасымалдау, гравиймен қиыршық тастың 1-4 фракциясы және топтастырылған құмның 1-2 фракциясы. Гравиймен қиыршық тастың фракциялары: 5-10, 10-20, 40-70 мм. Құмның фракциялары: 0, 16-1, 25 и 1, 25-5 мм или 0, 16-0, 63 и 0, 63-5 мм құмды үлкен және кіші фракцияларға түйіршік шекарасы өлшемі сәйкесінше 1, 25 және 0, 63 мм.
Ұнтақтау әдістері. Ұнтақтау процессі дайын өнімнің бөлшектерінің үлкендігіне байланысты ұсақтау және үгіту деп бөлінеді. Ұсақтау үлкен- дайын өнімнің бөлшектерінің өлшемі(80-200 мм), орта (20-80 мм), кіші(2-20 мм), . Үгіту қатты(02-2мм) ; Жұқа(0. 01-0. 2мм) ; аса жұқа ол кезде бөлшек өлшемі( 0. 01мм) кіші.
Уатуға ұнтақтау маашиналарының жіктелуі. Ұсату ұнтақтау машиналары әр түрлі жұмыс жағдайларында жақсы жұмыс істейді. Машинаның түрлерінің көптігі осымен түсіндіріледі. Уатуға ұнтақтау маашиналарын бірнеше белгілеріне қарай жіктейді: соңғы өнімнің бөлшектерінің үлкендігіне қарай: ұсатқыштар, диірмендер. Технологиялық қолданысына қарай: жабық циклда жұмыс істейтін құрғақ және кіші ұнтақтағыш машиналар(материалды ұнтақтағанна кейін үлкендігіне және жеткіліксіз ұнтақтлғандарын қайтадан ұнтақтауға жібереді) . Ашық циклде (материал ұнтақтау ұсату машинасынан бір рет өтеді) . Құрылымына және жұмыс істеу принципіне қарай келесі ұсатқыштар мен диірмендерді жіктейді:
· Жақты ұсатқыштар Рефренді жазық беттер арасында үгіту арқылы материалды ұсақтайды, оның біреуі қозғалмайды, ал екіншісі қайтымды домалау қозғалыстарын жасайды ішкі бетке қысылған материал бойымен домалап өтеді;
· Білікті ұсатқыштар материалды негізінен үгіту арқылы және жартылай бір-біріне қарама-қарсы айналатын беттер- цилиндрлік тегіс, бұдырлы және тісті ұсатады;
· Жүгірмектер материалды аунақтың цилиндрлік беттерімен тостағанның жалпақ беттері арасында үгіту және қажалау арқылы ұсақтайды;
· Балшық кескіштер материалды айнымалы дисктің бұрышына қойылған пышақтар арқылы ұсақтайды;
· Тоқпақты ұсатқыштар материалды ротрода шарнирлі және қатты бекітілген тез айналмаллмалы тоқпақтармен ұсақтайды;
· Атанақты ( шарлы) диірмендер материалды айналмалы атанақ соққысымен және атанаққа материалмен бірге салынған үгіткіш денелер қа-жалуымен ұсақталады;
· Дірілдеткіш диірмендер материалды соққымен және материалмен бірге атанаққа салынғандірілдеткіш үгітуші денелердің соғылуы кезінде қажалу арқылы ұсақталады.
Жоғары біртекті классты немесе фракцияны алу үшін материал бөлшектерін үлкендігіне қарай бөлуді жіктеу деп атайды. Сұрыптаудың технологиялық процесі келесі өлшемдермен сипатталады: өнімділікпен, жіктеудің тиімділігімен . сонымен қатар өнімнің тазалығымен. Бұл өлшемдер бір-бірімен тығыз байланыста және жіктеудің құрылымды өлшемдерінен, сұрыпталатын материалдың құрамынан және сұрыптау әдісінен тәуелді.
Өңдеу кезінде жіктеудің келесі түрлерін қолданады: Алдын ала жіктеу, Бақылау жіктеуі, соңғы жіктеу. Механикалық сұрыптау машиналары және жабдықтары келесі белгілеріне қарай жіктеледі: сұрыптау әдісіне қарай- механикалық, ауамен, гидравликалық, магнитті сұрыптау. Типіне қарай: оттықты, електі, ішекті, білікті; пішініне қарай: жалпақ, иілген; орналасуына қарай: көлденең, тік; қозғалыс сипатына қарай :қозғалмайтын, домалаушы, дірілдеуші және айнымалы.
Жоғары сапалы тасты материлды алу үшін жуу әдісімен керексіз қоспалардан тазарту қажеттігі туады. Жуу әдісі кезінде сулы ортада керексіз қоспслардан тазару арқылы байыту процесін көруге болады. Құмды және құмды-гравийлі қоспаларды алынатын өнімнің жеке фракцияларына бөлу үшін және керексіз қоспалардан ажырату және құрғату үшін гидравликалық жіктелу қолданылады. Гидравликалық жіктелу үшін бір-бірінен жұмыс принципімен ажыратылатын құрылғының екі типі қолданылады: гравитациялы және ортадан айнымалы. Көп камералы топтастырғыш ағызғыш бағытында көлеммен үлкейетін бірнеше камерадан тұратын науша болып келеді.
Толықтырғыштарды құрғату және керексіз қоспаларды жою үшін 14-18 градуста иілген максимальді ені 15, 5 және 6, 3м ені бір немесе екі шиыршықпен әрқайсысының диаметрі 3 м дейін гидромеханикалық шиыршықты топтастырғыштарды қолданады.
Ортадан айнымалы топтастырғыштарды (гидроциклондар, центрифуга, конусты және доғалы үгіткіштер) құмнан гравитациялы күштер әсерінен суда тұнатын 0, 001-0, 3 мм өлшемді кішкене бөлшекті ажырату керек болса қолданады.
1. 2 Диірмендермен дозаторлардың автоматтандырылуы
Диірмендермен дозаторлардың автоматтандырылуы деп механикалық кұштер әсерiнен материалдардың бөлшектерге бөлiну процесiн айтамыз. Егер бөлшектердiң өлшемдерiне белгiлi бiр пiшiн берiлмей ұсақталса оны ұнтақтау немесе ұсақтау деп, егер бөлшек өлшемдерiне белгiлi бiр пiшiн берiп кiшiрейсе оны кесу деп атайды.
Диірмендермен дозаторлардың автоматтандырылуы қолдану аймағы бойынша ет кескiш машиналар қалыпты және қатырылған кұйдегi еттi, ферменттi майлы шикiзаттарды және т. б. өнiмдердi ұсақтау ұшiн қолданады. Кескiш механизмге шикiзатты тасымалдау әдiсi бойынша:
-механизацияланған көтергiшпен;
-деңгейлерiнiң әртүрлiгi бойынша шикiзатты өздiгiнен тасымалдау.
Цилиндрлерiнiң орналасуы бойынша келесi тұрлерге бөлiнедi:
-көлденең цилиндрлi
-қиғаш цилндрлi
Цилиндрлердiң iшкi қабаттарында тiк немесе спираль тәрiздi кедiр-бұдыр қабырғалары бар. Олардың болуы өнiмнiң өс бойынша орналасуын қамтиды. Шнек пен қабырғалар арасындағы саңылау 2 мм-ден ұлкен болмауы керек. Пiшiнi бойынша шнектер конусты және цилиндрлi болып бөлiнедi. ґндiрiсте цилиндрлi шнектер көп тараған. Орамдарының ойылғанына қарап келесi тұрлерге бөлiнедi:
-тұрақты адымды шнектер;
-басы аз адымды, ал аяғына қарай жай азаятын адымды шнектер.
Ет кескiш машиналарының негiзгi сипаттамасы торлардың диаметрi болып келедi. Машиналардың кескiш органында пышақтармен торлардың тұрлерi болады. Әртұрлi пышақтар мен торлар бiрiгiп кескiш жұбын құрайды. Торлар саңылауы 25, 20, 13, 9, 6, 4, 3, 2 мм болады. Кескiш механизмдегi кескiш жазықтықтар неғҰрлым көп болса, өнiмнiң кесiлуi соғұрлым ұсақ болады. Машиналардағы пышақтар формасы бойынша : крест тәрiздi немесе көп қырлы болып бөлiнедi. Көп қырлы пышақтардың кемшiлiгi: қырларының көптiгiнен араларында бос аудан азаяды да, ол жерден ет аз өтедi, яғни көп шығарылуына керi әсер етедi. Ал араларын ұлкен қылып ашу ұшiн, пышақтың қырларын жiңiшке қылып жасайды, олардың төзiмдiлiгiн көтеру ұшiн қырларының Ұшына қатаңдық сақинасын кигiзедi. Кесу мүмкіншілігі дегеніміз - бірлік уақытта пышақтармен кесілген бет, кг/сағ мұндағы: F- кескiш механизмнiң кесу мұмкiншiлiгi, м 2 /сағ; F 1 - бiр бiрлiк массадағы шикiзаттың ұсақталуынан алынған өнiмнiң меншiктi ауданының бөлiгi, м 2 / кг;
- механизмнiң кескiш мұмкiншiлiгiн пайдаланатын коэффициент.
Жұқа ұсақтау ұшiн келесi машиналар қолданылды:
- Әртұрлi пiшiндi және орақ тәрiздi пышақтары әртұрлi орналасқан толассыз және мерзiмдi әрекеттi куттерлер.
- Әмбебап куттерлер. Бұл куттерлерде алдын-ала және соңғы ұсақтау мен араластыру операциялары қоса өткiзiледi.
- Ет және ет өнiмдерiн жұқа ұсақтауға арналған әртұрлi құрылымды машиналар.
Қазiргi куттерлердiң жаңа тұрлерi жоғары өнiмдiлiктi машиналар болып табылады. Бұл куттерлерде алдын-ала волчокта ұсақталған өнiммен қатар, мұздатылған iрi ұлкен кесектi өнiмдi алдын-ала және соңғы ұсақтап, араластыруға болады. Оларды пiсiрiлген, қақталған шұжық өнiмдерiнiң өндiрiсiнде фаршты дайындау ұшiн қолданады.
II. Конструкторлық бөлім
2. Уатқыш, диірмендермен дозаторлардың автоматтандырылуы
2. 1 Машиналардың ұсақтау типтері және ұсақталатын материал беріктігімен ұсақтау
Уатқыш, диірмендермен дозаторлардың автоматтандырылуы тас жыныстарды бұзу мен уатудың механикалық процесі ұсақтау деп аталады және тас ұсақтағыш машиналар - тас ұсақтағыштарды қолдана отырып, ұсақтау жаншу, сындыру және үйкеу көмегімен жүзеге асырылады. Ұсақтау машиналарында ұсақталатын жыныстың қасиеттеріне және ірілігіне қарай әртүрлі әдістер бірге қолданылады. Ірі бөлшектерді жаншу әдісімен; ал орташа және кіші бөлшектер соғу және соққылап жаншу әдісімен ұсақтайды.
Уатқыш, диірмендермен дозаторлардың автоматтандырылуы ұсақтау жұмыстарына вибрация, ультрадыбысты толқындар, сонымен қатар жарылыс және электр гидравликалық эффекттерді қолдану мақсатында зерттеулер жұмысы жүргізілуде.
Уатқышқа түсетін материал алғашқы материал немесе азық деп аталынады. Ұсақталған материал, ұсақталу өнімі немесе дайын өнім деп аталынады.
Уатқыштың ірі, орташа, кіші және жіңішке түрлерін ажыратады. Ірі ұсақтау кезінде бөлшек өлшемдері 70-300 мм; орташа ұсақтау-20-70 мм; кіші -1-20 мм және жіңішке (талқандау) - өлшемдері 1 милиметрге дейін.
Ұсақтау бөлшек өлшемдері азая түсетін бірнеше сатыдан тұрады. Бір стадиялы және екістадиялы ұсақтауды ажыратады.
Ұсақталатын жыныстың физика-механикалық қасиеттеріне қарай құрылыс өндірісінде қолданылатын ұсақтағыш машиналар былай ажыратылады: жақты, конусты, валикті, балғалы және роторлы. Жіңішке ұсақтау үшін әртүрлі диірмендер қолданылады: шарлы, стерженьді, вибрациялы немесе жүгіртпелер.
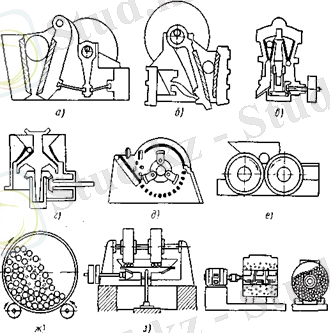
1-сурет.
Уатқыш машиналарының схемалары: а - қарапайым жақты ұсақтағыш; б - күрделі жақты ұсақтағыш; в - тік конусты ұсақтағыш; г - жайылма конусты ұсақтағыш; д - шарнирлі бекітілген балғалары бар балғалық ұсақтағыш; е - валикті ұсақтағыш; ж - шарлы диірмен; з - жүгіртпелер; и - вибрациялы диірмен

2-сурет. Беттік ұсақтағыштар
Беттік ұсақтағыштарда материалдарды ұсақтау процесі жылжымайтын және шайқалып тұрған беттерге бекітілген екі жаншығыш тақталар арасында өтеді. Материалдың сынуы шайқалып тұрған беттің оны периодты түрде сығымдауы кезінде болады.
Әсер ету принципіне қарай беттік ұсақтағыштар жылжымалы бетінің қарапайым, аралас және күрделілігіне қарай ажыратылады. Алғашқысы материалды көбіне сығымдау және арасында майыстыру әдісімен ұсақтайды; оларды бастапқы ірі ұсақтау жұмыстарында пайдаланады. Бет қозғалысы күрделі ұсақтағыштар материалды сығымдай отырып, қажау және сындыру әдісімен ұсақтайды; оларды көбіне орташа және уақтап ұсақтау кезінде қолданады.
Бірінші беттік ұсақтағыш өткен жүзжылдықтың бірінші жартысында ойлап табылды. Бет қозғалысы қарапайым рычагты ұсақтағыштың принциптік схемасы қазіргі уақытқа дейін беттік ұсақтағыштарды конструкциялау кезінде пайдаланылып келеді. Бұл типті беттік ұсақтағыштардың конструкциясының қарапайымдылығы мен жоғары сенімділігі оны кеңінен қолдануға мүмкіндік береді.
Ұсақтағыштың жұмысшы органы станина қабырғасына бекітілген жылжымайтын және жылжымалы тақталар және оське монтаждалған шайқалмалы бет болып табылады. Төменгі жақтағы ұсақтағыш тақталар қисықсызықты формаға ие болады және параллель беттер аймағын құрады.
Жылжымалы бет пен алдыңғы қабырға ұсақтау камерасын құрайды. Камераның Төменгі жағында орналасқан ұсақтау плиталарының арақашықтығы шыға беріс саңылау деп аталынады; оның ені барлық ұсақтағыштарда арнайы реттегіш механизммен реттеледі, ал ірілеріне бұл қажеттік етпейді. Жылжымалы бет шайқалысы эксцентрикті вал 6, шатун және екі ажырату тақтасынан тұратын шарнирлі-рычагты механизм көмегімен жүзеге асырылады. Эксцентрикті вал шеттеріне маховиктер монтаждалған, олардың бірі жетекші шкив қызметін атқарады.
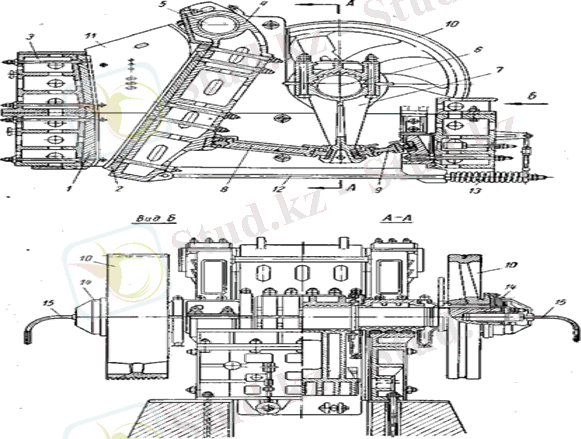
3-сурет. Бетінің қозғалысы қарапайым беттік ұсақтағыш машиналар.
Ұсақтағыштарда сұйық циркуляция жасап отыратын бас вал подшипниктері мен шатун үшін майлау заты қарастырылған.
3 суретте жақтарының қозғалысы күрделі бір рычагты механизмді жақты ұсақтағыш схемасы келтірілген. Ұсақтағыш станинадан, клинбелдікті шкивті эксцентрик біліктен, маховиктен, жыртқыш тақтаның жылжымалы жағынан, қаптал клиндерден, түсіру саңылауының 9 енін реттеп отыратын түйіннен, және серіппелі тартқыштан тұрады. Жылжымалы жақ аспалы оське қатысты күрделі қозағалыстар жасайды. Бұл жерде жақтың әрбір нүктесі овал бойынша траекторияны сипаттайды; жақтың жоғарғы жағында бұл овалдар формасы жағынан шеңберге жақындайды, ал төменгі бөлігінде қатты созылған эллипс формасына келеді. Жақтардың мұндай қозғалысы материалдың төменге түсіру аймағына жылжуын тездетіп, ұсақтағыштың жұмыс өнімділігін қарапайым қозғалысты ұсақтағыштың жұмыс өнімділігіне қарағанда 20-30%-ға арттырады.
Жақты ұсақтағыштардың негізгі параметрлері - жүктеу саңылауының ені мен ұзындығы. Бұл параметрлердің алғашқысы жүктелетін тастың ең үлкен өлшемін (саңылау енінің 0, 9 бөлігінен аспауы қажет) көрсетсе, екіншісі ұсақтағыштың жұмыс өнімділігін сипаттайды.
Конусты ұсақтағыштарда тасты ұсақтау сыртқы қозғалмайтын және ішкі қозғалмалы қиылған конустық беттермен шектелген кеңістікте өтеді.
4-сурет. Бетінің қозғалысы күрделі беттік ұсақтағыш машиналар
Жылжымалы конустың айналуы ұсақтағыштың геометриялық осіне қатысты 2-4° бұрышты жылжымалы конустың білігі орналастырылған арнайы эксцентрикті подшипниктер көмегімен жүзеге асырылады. Эксцентрик ұсақтағыш жетегі есебінен айналады. Бұл жерде конус түзушілер бір-біріне жақындап және алыстап отырады. Клнустар жақындаған кезде материал кесектері қысым күші әсерінен майыстырылып, үйкеліп ұсақталады да, конустар бір-бірінен алыстаған кезде ұсақталған материал өзіндік салмақ күшінен төмен түседі. Ұсақтау процесі мен дайын өнімді түсіру процесі үздіксіз жүріп отырады.

5-сурет. Конусты ұсақтағыштар
Конусты ұсақтағыштар ұсақтау процесінің сипаттамасына және атқаратын қызметіне қарай ірі және орташа өлшемде ұсақтайтын тік конусты (конустылық бұрышы кіші болып келетін) ұсақтағыштар деп, сонымен қатар орташа және өте кіші өлшемде ұсақтайтын жазық конусты ұсақтағыштар деп ажыратылады (сурет-6) .
Бұл ұсақтағыштардың негізгі конструктивті айырмашылықтары бірінші топқа жататын ұсақтағыштардың сыртқы жылжымайтын конусы жоғары қарай кеғею есебінен материалдың ірі кесектері қамтылады. Ал екінші топқа жататын ұсақтағыштардың сыртқы жылжымайтын конусы жүктеме саңылауының кең болуы қажет етілмейтіндіктен төменге қарай тарылады.
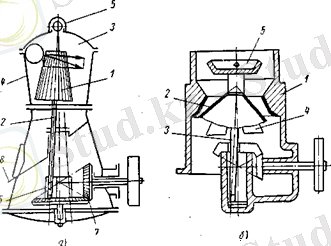
6-сурет. Конусты ұсақтағыштар схемалары: а - тік конусты
б - жазық конусты
Тік конусты Конусты ұсақтағыштар жақты ұсақтағыштар сияқты ірілігі орташа және беріктігі жоғары тау жыныстарын ұсақтау үшін қолданылады.
ұсақтағыштың конструктивті схемасы 6 (а) суретте келтірілген. Ұсақтағыш конус валға тарверсаның ортасында асылып бекітілген. Конус марганецті болатпен қапталған. Жылжымайтын конустың жоғарғы жағы марганецті болатпен қапталады. Жоғарғы аспа сақинадан, эксцентрикті втулкадан және конусты ішкі беттен тұрады. Ұсақтағыш конустың білігі ұсақтағыштың геометриялық өсіне қатысты втулка саңылауына эксцентрикті түрде кіреді. Эксцентрикті втулка ұсақтағыш корпусының төменгі подшипнигінде подпятникке сүйеніп айналады. Айналу втулкаға конустыық беріліс көмегімен беріледі. Ұсақталған өнімді түсіру тікелей төменге науа арқылы жүзеге асырылады. Осы белгісіне қарай оны сәйкесінше қапталдық және орталық түсіргішті деп атайды.
Қазіргі заманауи конусты ұсақтағыш конструкциясын кіре беріс саңылауы гидравликалық реттелетіндей және гидравликалық амортизаторлармен дайындайды. Сонымен қатар оларға ұсақталмайтын бөлшектер түскенде немесе олар қызып кеткен жағдайда автоматты түрде тоқтап қалатындай етіп жабдықтайды. Автоматика, сонымен қатар, ұсақтағыш жұмысын оптикалық және акустикалық бақылап отыруға мүмкіндік береді.
2. 2 Уатқыш машиналардың негізгі параметрлері және жұмыс өнімділігі
Құрылыста кеңінен қолданылатын жазық ұсақтайтын конусы бар конустық ұсақтағыш конструкциясы 7 суретте келтірілген. Ұсақтағыш корпусы консольды білік ыдысы бірге құйылған цилиндр формасында дайындалған. Жоғарғы жағында корпусында әшкә бұрандасы бар орнату сақинасы бекітілген. Бұл сақина көмегімен корпусқа жылжымайтын конус бұралып бекітіледі және конустар арасындағы қажетті саңылау өлшемі реттеліп отырылады. Жылжымайтын конусты бұрап бекіту және шешу арнайы бұрылыс механизмінің көмегімен орындалады. Соңғы шыққан конструкцияларда ұсақтағыштан шығатын щебень өлшемін бақылап реттеп отыру мақсатында, сонымен қатар ұсақтағыштың бұзылып қалмауын болдырмау үшін ұсақтағыш конуспен көтеріліп немесе түсіп отыратын бас өстің төменгі жағына май қысымдап отыратын гидравликалық жүйе қолданылады.
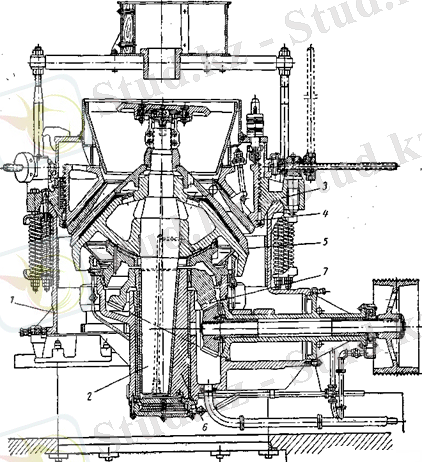
7-cурет. Жазық ұсақтайтын конусы бар конустық ұсақтағыш
Білікшелі ұсақтағыштарда ұсақтау процесі бір-біріне қарай айналып тұрған екі параллель біліктер арасында өтеді. Материал ұсақтағышқа жоғарыдан біліктер арасындағы кеңістікке түседі және қирату немесе ысқылау арқылы ұсақталады.

8-сурет. Білікшелі ұсақтағыштар
Білікті ұсақтағыш (сурет-9) марганецті болаттан құйылған ауыстырымды ұсақтағыш білікшелер орналастырылған екі жұмысшы роликподшипникті біліктер монтаждалған рамадан және жетекші біліктен тұрады. Айналу жетекші біліктен бірінші жұмысшы білікшеге тісті дөңгелектер жұбы арқылы беріледі Екінші білікшеге айналу бірінші білікшеден жұмысшы біліктерге орнатылған екінші тісті дөңгелектер жұбы арқылы беріледі. Білікшелер арасындағы саңылау өлшемдерін қою барысында жұмысшы біліктердің ығысуын білікшелердің бірінің подшипниктерін жылжытумен іске асырылады. Бұл білікшелердің орналасу жағдайы бір жағынан айырғыштармен, екінші жағынан күшті реттелетін тартқышты серіппелермен келтіріледі. Серіппелер білікшелер арасындағы саңылаудың кеңеюіне мүмкіндік бере отырып, ұсақталмайтын кесектерді өткізеді, осылайша ұсақтағыштың істен шығып қалмауының алдын-алады.
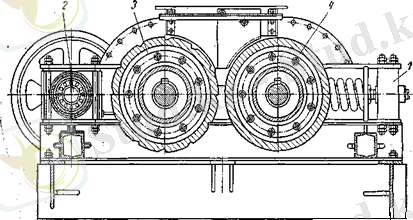
9-сурет. Білікшелі ұсақтағыш
Білікшелер жылтыр, кедір-бұдырлы немесе біреуі жылтыр, екіншісі кедір-бұдыр болуы мүмкін. Кедір-бұдырлы білікшелерді орнату барысында ұсақтағышқа ірілеу тастар салуға болады. Білікшелі ұсақтағыштар беріктігі әртүрлі материалдарды ұсақтап немесе орташа өлшемде ұсақтауға қолданылады.

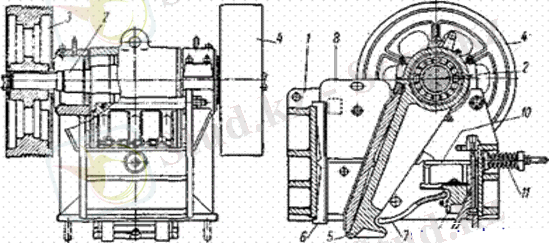
10-сурет. Балғалы ұсақтағыштар
Балғалы ұсақтағыштардың жұмыс жасау принципі ұсақтағышқа жүктелген материл тез айналып тұратын балғалармен немес тоқпақтармен белгілі бір өлшемдергі жеткеше ұсақталып желтартқыш тор арқылы аударылып түсіріледі.
Бір роторлы балғалы ұсақтағыштың (сурет-10) айналмалы роторларға шарнирлі бекітілген балғасы (дискті және балғалы білік) болады. Өлшемі мен формасын жүктелетін материал ірілігі мен онық структурасына қарай алады. Өлшемдерін ірілеу етіп ұсақтау үшін аз санды ауыр балғалар қолданылады, ал ұсақ өлшемдер алу үшін жеңіл балғалардың айтарлықтай санын алады. Ұсақта өлшемдеріне, ұнтақтау жіңішкелілігіне және ұсақталатын материал қасиеттеріне қарай ротор балғасының шеңберлік жылдамдығы 25- 55 м/сек аралығында ауытқып отырады.
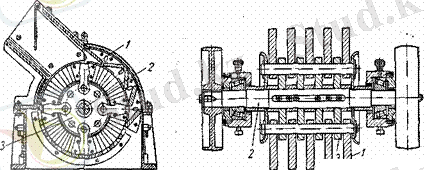
11-сурет Бір роторлы балғалы ұсақтағыш
Ұсақтағышқа жүктелетін тастардың ең үлкен өлшемі -100 -300 мм аралығында. Ұсақтау дәрежесі m = 8+12 болғанда үлестік қуат шығыны 1 т/сағатқа 0, 75 - 2 кет (1, 4 -2, 7 л. с. ) құрайды.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz