Иірімжіптің құрылымы, физико-механикалық қасиеттері және иіру технологиялары

Иірімжіп және оның қасиеттері
Иірімжіп көп талшықтардың тіркесу күші және ширату арқылы байланыстырумен алынады. Жіптің ұзындығы түйіршіктің өлшемдеріне байланысты.
Иіру фабрикасында түзетілген және бір біріне параллель орналасқан талшықтардан тұратын созбадан ширату арқылы иірімжіп дайындалады. Ширатқанда талшықтар бір біріне жабысып, бойлық өске белгілі бір бұрышпен винттік сызық түзеді (1-сурет) .

1-сурет. Иірімжіпке талшықтардың орналасу сұлбасы
Көп ұзын талшықтардан жіп ширатылғанда олар тығыз байланысып, беріктігі жоғары болады. Иірімжіптер әртүрлі белгілері бойынша бірнеше түрлерге бөлінеді. Талшық түріне байланысты біртекті, аралас болып бөлінеді. Біртекті талшықтарға таза мақта, жүн, жібек, вискоза және т. б. жатады. Аралас жіптерге мақтаның вискозамен, лавсанмен, капронмен және т. б. қосындысы жатады.
Иіру әдістері бойынша мақта жіптері тарақты, шөткелік (кардтық) және аппараттық болып жіктеледі. Тарақты жүйемен өндірілген жіптердің сапасы жоғары болады. Мұндай жіп берік, біртегіс, біркелкі және жіңішке келеді.
Көптеген мақта маталары тарақтық тәсілмен алынған жай жіптен тоқылады. Аппараттық жіп қүрылысы бос, үлпілдек, беріктігі және біркелкілігі басқа жіптерге қарағанда төмендеу болады.
Сызықтық тығыздығы бойынша иірімжіп үш түрге бөлінеді:
- жиі таралған (11-30 текс) орташа сызықтық тығыздықты жіптер;
- 11 текстен төмен жіптер;
- Сызықтық тығыздығы үлкен, 30 текстен жоғары жіптер.
Жіңішке жіптерден тігін жіптерін және жұқа маталар - батист, марказит және т. б. дайындайды. Маталардың көптеген түрлерін сызықтық тығыздығы орташа жіптерден тоқиды. Құрылымы бойынша жіп жалаң қабат (жай жіп), ширатылған немесе фасонды болып бөлінеді. Ширатылған жіп екі немесе бірнеше жіптерді қосып ширату арқылы алынады. Фасонды жіп ширату кезінде бір жіпті аз тартып немесе көбірек жіберіп отырса, онда біреуі екіншісін орап ілмектер, спираль, қатты ширатпалар жасайды. Мұндай жіп фасонды деп аталады.
Қолданылуына қарай жіп мата тоқуға (тоқымашылыққа), трикотажға, тігін жіптерге және арнайы мақсатқа (торлар, балық аулау жабдықтары) арналған жіптер болып бөлінеді. Мата тоқуға арналған жіптер негіз немесе желі және арқау жіптер болып бөлінеді. Негіз жіптері таза, біркелкі, берік болуы қажет. Тоқыма станогында көп қайталанатын үйкеліс деформациясына төзімділігі жоғары болуы тиіс. Сондықтан олар сапасы жоғары мақтадан иіріліп, арқау жіптерге қарағанда ширатпасы жоғары болады.
Трикотажға арналған жіптің ширатпасы аз, таза және біркелкі болады. Трикотажды тоқығанда ілмектегі жіптің тартылуы міндетті түрде өзгеріп тұрады да, жіптің жоғары дәрежеде ширатылуы оның бойында қатты ширатпалардың пайда болуына әкеп соғады.
Өңдеу әдістері бойынша жіп шуда жіп, боялған, меланж, сурет басылған болып бөлінеді. Меланж жіптер түрі әр түске боляған талшықтар қоспасынан дайындалады.
Иірімжіпке қойылатын талартар:
өте кішкентай ауытқулармен берілген сызықтық тығыздықтары болуы тиіс. Кез келген кесіндіде жіп біртегіс болуы қажет. Олай болмаса, матаның сапасы, өңдеу үрдісі нашарлап, мақтаның шығыны көбейеді;
ерілген беріктігі және беріктігі бойынша біркелкі еместігі неғұрлым төмен болуы қажет. Кері жағдайда тоқыма станогында жіптің үзілуі көбейеді;
созғанда берілген ұзаруы және қатаңдығы, олардың ұзындығы бойынша ауытқуы ең кіші болуы тиіс. Ұзаруы, әсіресе серпімді ұзаруы, қатаңдығы матаның құрылымын, тұтыну қасиеттерін анықтайды;
берілген ширатпасы және сол бойынша біркелкі болуы қажет. Жіптің көп қасиеттері ширатпаға байланысты;
таза, қоқыс қоспалар өте аз және сыртқы түрінің ақаулары болмауы тиіс.
Жіптің тік иіршіктері мүмкіндігі бойынша үлкен, дұрыс формалы, берілген тығыздықтан болуы қажет.
Осы талаптар орындалмаса жіптің үзілуі көбейіп, бұйымдардың сапасы төмендейді, шығын көбейеді.
Иірімжіптердің қасиеттері
Стандартта көрсетілген иірім жіп пен жіптердің қасиетіне олардың сызықтық тығыздығы, ширатылуы, мықтылығы, созылғыштығы, тегістігі жатады. Талшықтардікі сияқты иірілген жіп пен жіптердің сызықтық тығыздығы текспен сипатталады.
Иірілген жіптің жуандығы текс жүйесінде 1 км жіпке келетін грамм өлшеміндегі салмақ шамасымен анықталады. Текстің сандық мәні неғұрлым жоғары болған сайын, жіп те соғұрлым жуан болады. Штапельді мақта және шөткелі иірілген аралас жіптің (бір қабаты да, араласы да) сызықтық тығыздығы 16-41 текс, қылшық және жартылай қылшық жүннен иірілген тарақты жіптің сызықтық тығыздығы 28-85 текс, зығырдан иірілген жіптің сызықтық тығыздығы - 18-300 текс. Аппаратты иірілген жіптің сызықтық тығыздығы: мақта - 85-250 текс, биязы жүн - 125-670 текс.
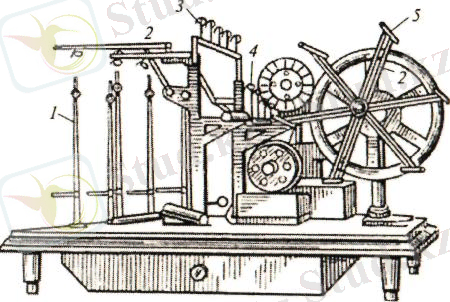
Текс пен метрикалық нөмерді анықтау үшін иірілген жіп таразыға немесе квадрант деп аталатын арнайы аспапта өлшенеді. Квадранттар салмақтық және нөмерлік болып бөлінеді. Рычактың ілгегіне жүз метрлік пасманы ілгенде рычагтың екінші басындағы бағдарша тиісті салмақты не нөмерді көрсетеді.
Жуандығы бірдей жіптерді ширатқанда олардың сызықтық тығыздығын, тексін және нөмерін мына формула бойынша анықтайды:

Т кр - ширатудағы жіптің сызықтық тығыздығы, текс;
Т - құрамындағы жіптің сызықтық тығыздығы, текс;
n - қабат саны;
N кр - ширатылған жіптің нөмері;
N - құрамындағы жіптің нөмері.
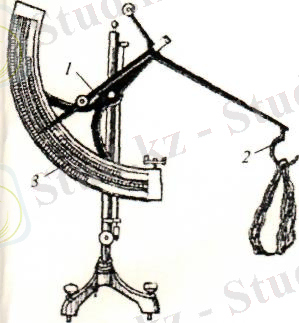
2-сурет. Квадрант
Кейде құрамындағы жіптің жуандығы әрқалай болады. Бұл жағдайда сызықтық тығыздық пен нөмерді төмендегі формулалар анықтайды:

Жіптердің диаметрін жуандық өлшегіш немесе сызықтық тығыздық бойынша есептеу арқылы анықтауға болады.
Жіптің көлемдік салмағы бірдей жағдайда сызықтық тығыздығы көлденең қимасының орташа ауданына тура пропорционал. Ал шебердің ауданы
 болғандықтан, жіптің сызықтық тығыздығы шамамен оның шаршы диаметріне пропорционал болады, яғни
болғандықтан, жіптің сызықтық тығыздығы шамамен оның шаршы диаметріне пропорционал болады, яғни
 немесе
немесе

Мұнда, а - тұрақты сан (талшықтар түріне қарай) .
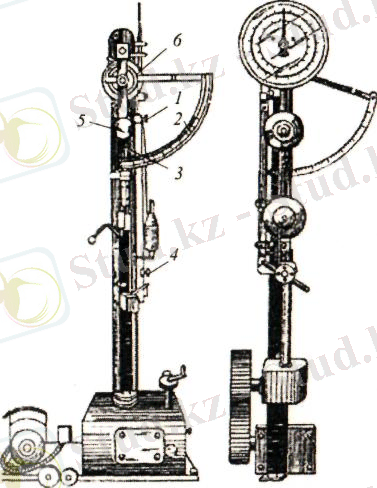
Иірілген жіптің ширатпасы оның 1 м ұзындығына келетін бұралу санымен сипатталады. Ширатпаның өсуіне байланысты иірілген жіп тегіс, мықты, серпімді болады. Ары қарай жіптің мықтылығы артпай кемісе, оны ширату шегі деп атайды. Ширатылған мөлшерді анықтау үшін иірілген жіптің үлгісін арнайы аспапта - ширатпа өлшеуіште тарқатад (3-сурет) .
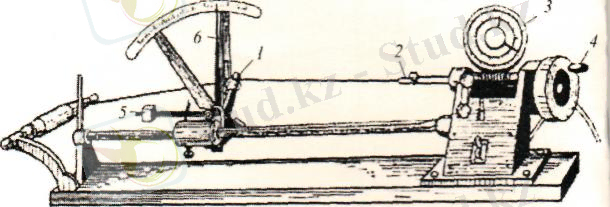 3-сурет. Ширатпа өлшегіш
3-сурет. Ширатпа өлшегіш

4-сурет. Ширатпа түрлері
Ширатпа өлшеуіште иірілген жіптің үлгісін бекітуге арналған екі қысқыш (2 және 1), тарқатқан кезде жіптің ұзаруын көрсететін тартылу күшін өлшегіш, (4), жіптің тарқатылуын қарауға арналған лупа (3) және айналу санын есептегіш (5) бар. Қысқыштың біреуі қозғалмайды, екіншісі, айналатыны есептегішпен жалғанған. Мақта, штапель жіптерінің, басқа талшықтардың барлық түрінен жасалған құрама, бұралған иірме, сонымен бірге жалаң иірілген жіптердің ширатпасын анықтау үшін талшықтардың қатар түсуіне дейін тарқату әдісі қолданылады. Жіптерді оңға және солға ширату әдісі бар. Егер тарқату оң қолмен өзіңнен сыртқа қарай жүргізілсе оң ширату дейді. Оң ширату латынның Z әрпімен, ал сол ширату латынның S әріпімен белгіленеді (4-сурет) .
Иірілген жіп пен жіптерді, талшықтарды созғандағы мықтылық мөлшері оларды үзуге жеткілікті ең аз салмақпен сипатталады. Үзу салмағы жіп үлгісін үзу машинасында созу арқылы анықталады. Бұл жағдайда үзу салмағын ұзындығы 100 м бір тал жіп үшін де, бүкіл ширатылған жіп үшін де анықтауға болады.
Иірілген жіптің созылғыштығы динамометрде жіптің анықталады. Созылғыштығы жіптің үзілер кездегі ұзаруымен сипатталады және талшықтың құрамына, жуандығына және иірілген жіптің ширатылымына байланысты болады.
Беркелкісіздік - иірілген жіп н жіптердің жуандығының, ширатуының, мықтылығының және ұзаруының бірдей еместігі. Иірілген жіптің біркелкісіздігі лабораториядағы эталондармен (үлгілермен) қатар қойып салыстыру арқылы немесе олардың тиісті аспаптардағы бірнеше көрсеткішін өлшеп, сонан соң формула бойынша біркелкісіздік пайызын есептеу арқылы анықталады.
Жіптің қасиеттерінің біркелкісіздігін вариациялық кожффиценті арқылы бағалайды. Жіптің бір қасиетінің бірнеше өлшеулерін
 деп белгілесек, оның орташа мәнін
деп белгілесек, оның орташа мәнін
 анықтайды:
анықтайды:
Мұнда: n - өлшеу саны.
Әрбір өлшеудің орташа мәннен ауытқуы оның шаршысының қосындысын n - 1-ге бөлу арқылы, орташа квадратты ауытқуды есептеп алуға болады.
S - арқылы вариациялық коэффицент есептеледі
Таза талшықтан иірілген жіп пен құрама жібек жіптерге қарағанда химиялық және штапельдік талшықтардан жасалған жіптер қасиеті біркелкі келеді.
Иірімжіпті бағалау әдістері
Мақта-мата фабрикаларында жіптің сапасын бақылау мақсатымен оның қасиеттерін сынақ жүргізу арқылы бағалайды. Ол үшін фабрика лабораториясында арнайы құрал-жабдықтар болуы қажет.
Жіптің сызықтық тығыздығын ұзындығы берілген кесіндінің салмағын таразыда өлшеу арқылы анықтайды. Ол үшін арнайы қондырғы-қалбағайда жіпті тарқатып орайды. Қалбағай дегеніміз скелетті барабан, онда бір уақытта ұзындығы 100 м бірнеше келеп оралып алынады. Қондырғыда метр есептегіш орнатылған. Жіптің аралық алынған келептерін дәл таразыда немесе квадрант атты иінді таразыда өлшейді (5-сурет) .
Квадрантттың сызықтық тығыздықты текспен көрсететін шкала болады. Ал жіптің кесіндісін жай таразыда өлшегенде сызықтық тығыздығы төмендегідей есептеледі:

Мұнда:m-кесіндініңсалмағы, г;
L-кесінідінің ұзындығы, км.
5-сурет. Қалбағай
Жіптің беріктігі үзілгендегі жүктемемен сипатталады. Созылғыштығы созу жүктемесінің әсерінен ұзындығын біршама үлкейтіп көрсетеді.
Жіптің үзу жүктемесін жалаң қабат жіп алу үшін үзу машиналарында анықтайды. Олар жұмыс принципі бойынша динамометр типті болады. 6-суретте көрсетілген үзу жүктемесін анықтау жолдары бірдей, бірақ конструкциялық ерешекшеліктері бар жалаң қабат жіпке, келеп үшін қолданылатын үзу машиналары қолданылады.
Жіп (1) қысқыштарды (4) арасында бекітіледі. Төменгі қысқыш (4) электрлік жетектің көмегімен төмен қарай жылжи бастайды. Жіп созылып (1) қысқышпен байланыстағы секторды (2) жүгімен біршама бұрышқа аытқиды. Қозғалыссыз бекітілген тіл сектордың (2) шкаласында керіліс шамамен көрсетеді. Жіп үзілгендегі сәтте (2) тоқтайды да үзу жүктемесен көрсетеді. Дискінің (6) шкаласында жоғарғы (1) қысқышпен байланысқан тіл жіптің ұзаруын көрсетеді. Сектордың кері қозғалуына дискінің тістеріне (6) тіреліп тұрған итше кедергі жасайды.
6-сурет. Үзу машинасы а-жалаң қабат жіп үшін; б-келеп үшін
Келепті үзу машиналары жалаң қабат жіпті үзу машинасының принципі бойынша жұмыс істейді, бірақ қысқыштардың орнына келепті іліп қою үшін ілгіш тіркелмейді.
Жалаң қабат жіптер үшін РМ-3, 2Т-4 үзу машиналары, ал келеп үшін Рп-30машиналары қолданылады.
Үзу жүктемесін анықтағанда сынақ бірнеше рет орындалады, өйткені жіптің біркелкісіздігі есепке алынуы қажет.
Сызықтық тығыздығы әртүрлі жіптердің беріктігін салыстыру үшін салыстырмалы беріктігін анықтайды (сН/текс) .
 ,
,
Мұнда: Р 0 - салыстырмалы беріктігі, сН/текс;
Р р - жіптің үзілу жүктемесі, сН;
Т- жіптің сызықтық тығыздығы, текс.
Салыстырмалы беріктігі жіп сапасының маңызды көрсеткішінің бірі, жіп сортын анықтауда міндетті түрде ескеріледі.
өндірісте талшықтарды тиімді қолдану үшін жіптің және мақта талшығының арасында қандай байланыс барын білу қажет.
Жіптің беріктігі талшықтың қасиетінен қандай тәуелділікте болатын А. И. Соловьевтің формуласы бойынша анықтауға болады:
Мұнда:
Р 0 - жіптің салыстырмалы үзу жүктемесі, с/текс;
Р в - талшықтың үзу жүктемесі, сН;
Т n - жіптің сызықтық тығыздығы, текс;
Т в - талшықтың сызықтық тығыздығы, текс;
Н 0 - технологиялық үрдіс сипаттайтын жіптің салыстырмалы біркелкісіздігі (тарақты иіру жүйесі үшін 3, 4-4, кардтық жүйе үшін 4, 5-5), %;
L ш - талшықтың штапельді салмақ ұзындығы, мм;
η - жабдықтың жағдайын сипаттайтын коэффицент, жағдайы қалыпты жабдықтар үшін η = 1;
К - жіптің ширатпасын ескеру коэффиценті (кесте бойынша алынады), К = 0, 95 - 1, 0.
Мақта жібіне тиісті талаптар қойылады. Олар арнайы стандарттарда келтірілген.
Жіп иіру өндірісінің негізгі кезеңдері
Иіру үрдісінің мақсаты талшықтардан жіп өндіріп алу. Мақта тазартылған түрінде өлі де болса құрамында біршама қоқыс қалдықтар, ақаулар және қысқа талшықтар болады. Сығымдалған мақта будаларынан біркелкі жіп алу үшін оларды қоқыстардан тазартады, бір біріне параллель орналастырылады, жіңішкертеді және жіп иіру үшін ширатады. Бұл үрдістерді бір кезеңде орындау мүмкін емес. Сондықтан жіп иіру - аталған үрдістерді жүйелі түрде орындауды қажет етеді.
Алғашқыда сығымдалған мақта қабаттары тарту, инелердің, сабаулардың тақтайшаларының қағып-соғу әсерлерінен бөлшек-бөлшек шүйкелерге бөлінеді. Сонымен қатар ірі қоқыс қоспалардан және ақаулардан тазартылады.
Қопсыту-түту машиналары әдетте бір агрегатқа тіркескен түрде талшықтарды механикалық немесе пневмомеханикалық әдіспен тасымалдайды. Мақта талшықтарының ағынын біркелкі қамтамасыз ету үшін және алынатын жайғақтың біркелкі болуын автоматтандырылған қондырғылар орындайды.
Машиналар инелері мен тістерінің әсерлерінен мақта шүйкелері жеке талшықтарға бөлініп, ұзындығы бойынша жуандығы бірдей таспа қалыптасытырылады. Тарау машинасында талшықтар ұсақ қоқыстардан және ақаулардан тазартылады.
Келесі кезеңдер таспалық машиналарда орындалады. Оларда түзілген және параллель орналасқан талшықтардан тұратын біркелкі таспа дайындалады. Бірнеше таспаны біріктіру арқылы біркелкілік, ал созу арқылы талшықтардың түзетілуі және параллель орналасуы қамтамасыз етіледі. Таспалар бірнеше айналып тұратын білікшелер мен цилиндрлер тобынан өтіп созылады. Әрбір келесі жұптың жылдамдығы алдыңғы жұптың жылдамдығынан жоғары болады. Таспалық машинадан өнімді 1-2 рет өткізеді.
Әрі қарай таспадан одан да жіңішке зат - созбаны алады. Созба берік болу үшін оны аздап ширатады. Кейінгі өңдеулерге және тасымалдауға ыңғайлы болу үшін оны ораушыға орайды. Мұндай кезең пневмомеханикалық иіру машиналарында өткізіледі, өйткені машина таспамен қамтылады.
Соңғы кезең таспадан немесе созбадан пневмомеханикалық немесе сақиналы иіру машиналарында жіп дайындау. Иіру машиналарында зат берілген сызықтық тығыздықпен жіңішкеленеді, берік болу үшін талшықтарды ширатады, одан кейін иіршікке немесе патронға орайды.
Қазіргі уақытта қопсыту-түту және тарау машиналарын автоматтандырылған желі жүйелеріне енгізіп, жіп дайындау бойынша өту санын 4-5-тен 2-3-ке қысқарты кең қолданылады. Мұндай желілірді қолдану кезінде өнімділік жоғарылап, өнім сапасы жақсарады және қайтымды қалдықтар мен қалдық тозаңдар азаяды.
Иіру жүйелері
Иірім жіптің түріне қарай әртүрлі иіру жүйелері қолданылады. Олардың тарау тәсілдері бойынша және талшықты созу әдістері бойынша айырмашылығы бар. Жүйе түрлері үшке бөлінеді:
- кардалық немесе шөткелік;
- тарақтық;
- аппараттық.
Кардалық жүйе орташа талшықты матадан орташа сызықтық тығыздықпен (100-ден 12 текске дейін) иірімжіп өндіруге қолданылады. Бұл жүйе бойынша шүйкелерді жеке талшықтарға бөлу, яғни тарау, кардалық тарау машиналарында өткізіледі. Барлық өткелдерде затты созу арнайы созу қондырғыларында орындалады.
Кардалық жүйе бойынша мақтаны өңдеу жүйелігі төменгі кестеде көрсетілген.
1-кесте
Кардалық иіру жүйесінің негізгі кезеңдері
Жаңа үш кезең кардалық жүйенің пневмомеханикалық иіру әдісі «буда-таспа» үздіксіз тізбегі бойынша орындалады.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz